S-ar putea să vă placă și
- Process Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentDe la EverandProcess Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentÎncă nu există evaluări
- Catalyst Passivation For Safer, More Efficient TurnaroundsDocument4 paginiCatalyst Passivation For Safer, More Efficient TurnaroundsAltif AboodÎncă nu există evaluări
- Principles and Case Studies of Simultaneous DesignDe la EverandPrinciples and Case Studies of Simultaneous DesignÎncă nu există evaluări
- Cat Reforming Part 2 3 PDF FreeDocument68 paginiCat Reforming Part 2 3 PDF FreeLê Trường AnÎncă nu există evaluări
- Natural Gas Processing from Midstream to DownstreamDe la EverandNatural Gas Processing from Midstream to DownstreamNimir O. ElbashirÎncă nu există evaluări
- A I Che Weir Loading SPR 2009Document13 paginiA I Che Weir Loading SPR 2009mehul10941Încă nu există evaluări
- Hydrogen and Syngas Production and Purification TechnologiesDe la EverandHydrogen and Syngas Production and Purification TechnologiesÎncă nu există evaluări
- Section-IV Shutdown Rev4Document12 paginiSection-IV Shutdown Rev4Balasubramanian CÎncă nu există evaluări
- High-Pressure Fluid Phase Equilibria: Phenomenology and ComputationDe la EverandHigh-Pressure Fluid Phase Equilibria: Phenomenology and ComputationÎncă nu există evaluări
- Distillation PDFDocument6 paginiDistillation PDFAmit SawantÎncă nu există evaluări
- A Study On Tolling of Feed in Olefin Plant Lead To Reduction in Production Cost PDFDocument18 paginiA Study On Tolling of Feed in Olefin Plant Lead To Reduction in Production Cost PDFIbrahim100% (1)
- Diagnosing Instabilities in Distillation Column OverheadDocument4 paginiDiagnosing Instabilities in Distillation Column OverheadRafaelÎncă nu există evaluări
- FCC GCU Stripper RevampDocument5 paginiFCC GCU Stripper RevampRavi NookalaÎncă nu există evaluări
- Energy and Process Optimization for the Process IndustriesDe la EverandEnergy and Process Optimization for the Process IndustriesÎncă nu există evaluări
- General Guidelines For Distillation ColumnDocument23 paginiGeneral Guidelines For Distillation ColumnCristinaÎncă nu există evaluări
- Chemical Process Retrofitting and Revamping: Techniques and ApplicationsDe la EverandChemical Process Retrofitting and Revamping: Techniques and ApplicationsGade Pandu RangaiahÎncă nu există evaluări
- Oil Ref Walk ThroughDocument7 paginiOil Ref Walk ThroughSumedh SinghÎncă nu există evaluări
- Design of Caustic Wash System For Light HydrocarboDocument5 paginiDesign of Caustic Wash System For Light HydrocarboWayne MonneryÎncă nu există evaluări
- What Caused Tower Malfunctions in The Last 50 Years-Henry KisterDocument22 paginiWhat Caused Tower Malfunctions in The Last 50 Years-Henry KisterrakeshÎncă nu există evaluări
- Identifying Poor HXDocument4 paginiIdentifying Poor HXBhargava ramÎncă nu există evaluări
- Dehydration of Ethanol To EthyleneDocument10 paginiDehydration of Ethanol To EthylenewiboonwiÎncă nu există evaluări
- Kister - Troubleshoot Packing Maldistribution Upset Part 1, Temperature Surveys and Gamma ScansDocument8 paginiKister - Troubleshoot Packing Maldistribution Upset Part 1, Temperature Surveys and Gamma ScansgonzalezpcjÎncă nu există evaluări
- Distillation ColumnsDocument40 paginiDistillation ColumnsSantiagoOrtizLdsÎncă nu există evaluări
- Distillation in RefineryDocument4 paginiDistillation in RefineryMuhammad SultanÎncă nu există evaluări
- Thermal Cracking and Delayed Coking ProcessesDocument8 paginiThermal Cracking and Delayed Coking ProcessesAnonymous rUs4PjYo5Încă nu există evaluări
- Debottlenecking Refineries Through Comprehensive Feedstock PretreatmentDocument20 paginiDebottlenecking Refineries Through Comprehensive Feedstock PretreatmentAnonymous msVFzaÎncă nu există evaluări
- Seleccion de EbullidoresDocument5 paginiSeleccion de EbullidoresDaniela Jurado100% (2)
- CEeNews2 04 PDFDocument6 paginiCEeNews2 04 PDFJohn AnthoniÎncă nu există evaluări
- 245 NGL Deethanizer Capacity ExpansionDocument1 pagină245 NGL Deethanizer Capacity ExpansionRafeek Emad AbdElkader0% (1)
- Debottlenecking - FractionatorDocument5 paginiDebottlenecking - Fractionatorsuprateem100% (1)
- Design Alternatives For Sweetening LPG's and Liquid Hydrocarbons With Amines PDFDocument7 paginiDesign Alternatives For Sweetening LPG's and Liquid Hydrocarbons With Amines PDFmohamedÎncă nu există evaluări
- Control of Simple Distillation TowersDocument46 paginiControl of Simple Distillation TowersDian Ardiansyah100% (1)
- Catalytic Isomerization Process OptimizationDocument7 paginiCatalytic Isomerization Process Optimizationanasaie20% (1)
- Using Installed Gain To Improve Valve Selection and Valves & Specialty Metal Materials - CE - October 2010 PDFDocument8 paginiUsing Installed Gain To Improve Valve Selection and Valves & Specialty Metal Materials - CE - October 2010 PDFonizuka-t2263Încă nu există evaluări
- Multipass Tray DesignDocument12 paginiMultipass Tray DesignAyoun Ul HaqueÎncă nu există evaluări
- CDU Increase Distillate YieldDocument9 paginiCDU Increase Distillate Yieldrvkumar61Încă nu există evaluări
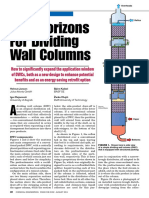
- New Horizons For Dividing Wall ColumnsDocument9 paginiNew Horizons For Dividing Wall ColumnsidmÎncă nu există evaluări
- Hydrotreating - UOP - A Honeywell CompanyDocument59 paginiHydrotreating - UOP - A Honeywell CompanySamÎncă nu există evaluări
- Fractionation and Absorption For The Process Man PDFDocument70 paginiFractionation and Absorption For The Process Man PDFWilliam SandersÎncă nu există evaluări
- Upgrading of Heavy Crude Oils - CastillaDocument7 paginiUpgrading of Heavy Crude Oils - Castillapks24886Încă nu există evaluări
- Methods of Ethane Liquid Recovery From Natural GasDocument35 paginiMethods of Ethane Liquid Recovery From Natural GasJeff Formica100% (1)
- Refinery Energy Systems TrainingDocument208 paginiRefinery Energy Systems TrainingLuis Enrique Leyva OvalleÎncă nu există evaluări
- Minimise Amine Losses in Gas and Liquid TreatingDocument10 paginiMinimise Amine Losses in Gas and Liquid Treatings k kumar100% (2)
- PSV For Distillation GuidelinesDocument3 paginiPSV For Distillation GuidelinesMubarik AliÎncă nu există evaluări
- Debutaniser OptimisationDocument5 paginiDebutaniser OptimisationAntonÎncă nu există evaluări
- Coker ArticleDocument6 paginiCoker Articlepersonalmail_20011078100% (1)
- CompressorDocument6 paginiCompressorAbdul MalikÎncă nu există evaluări
- Reaction Technologies: ThreeDocument31 paginiReaction Technologies: ThreeProcess EngineerÎncă nu există evaluări
- Hydroprocessing Reactor and Process Design To Optimize Catalyst Performance PDFDocument18 paginiHydroprocessing Reactor and Process Design To Optimize Catalyst Performance PDFJupichi TMÎncă nu există evaluări
- FCC Trouble Shooting TRG by SpalitDocument59 paginiFCC Trouble Shooting TRG by SpalitSaugata Palit100% (1)
- Enhance Naphtha Value and Gasoline Reformer Performance Using UOP's MaxEneTMProcessEnhanceDocument25 paginiEnhance Naphtha Value and Gasoline Reformer Performance Using UOP's MaxEneTMProcessEnhanceAhmad DaoodÎncă nu există evaluări
- Estimation of Relief Load and Realistic Relieving Temperature For Heavy-End Fractionating ColumnsDocument10 paginiEstimation of Relief Load and Realistic Relieving Temperature For Heavy-End Fractionating ColumnssdddÎncă nu există evaluări
- Uop/Fw Usa Solvent Deasphalting Process: Daniel B. GillisDocument26 paginiUop/Fw Usa Solvent Deasphalting Process: Daniel B. GillisBharavi K SÎncă nu există evaluări
- A Financial Analysis For The Production of HQ Propylene-MustangDocument19 paginiA Financial Analysis For The Production of HQ Propylene-Mustangandrei12320003181Încă nu există evaluări
- Hydroprocessing DepropanizerDocument12 paginiHydroprocessing DepropanizerSathish KumarÎncă nu există evaluări
- Distillation - How To Specify & Install Cartridge TraysDocument7 paginiDistillation - How To Specify & Install Cartridge TraysRafaelÎncă nu există evaluări
- Eliminating The Claus FurnaceDocument9 paginiEliminating The Claus Furnaceoujda1977Încă nu există evaluări
- Lifting Sea WaterDocument2 paginiLifting Sea WaterAndri SaputraÎncă nu există evaluări
- Overview Lime Slaking ProcessDocument19 paginiOverview Lime Slaking ProcessBagus Dwi UtamaÎncă nu există evaluări
- Sep - 2015 - Gas Liquid Separators Sizing Parameter MM083015 PDFDocument16 paginiSep - 2015 - Gas Liquid Separators Sizing Parameter MM083015 PDFvenkatesh801Încă nu există evaluări
- Vorschau ATV-DVWK-A 131E PDFDocument7 paginiVorschau ATV-DVWK-A 131E PDFguillermoÎncă nu există evaluări
- Hydroprocessing Rate Increase Using Shaped ChangeDocument11 paginiHydroprocessing Rate Increase Using Shaped ChangeAndri SaputraÎncă nu există evaluări
- Modelling and Control For Industrial Neutralization Water UnitDocument102 paginiModelling and Control For Industrial Neutralization Water UnitAndri SaputraÎncă nu există evaluări
- Epa Water Treatment Manual Primary Secondary Tertiary1Document131 paginiEpa Water Treatment Manual Primary Secondary Tertiary1Pamela RichardsonÎncă nu există evaluări
- Overview Lime Slaking ProcessDocument19 paginiOverview Lime Slaking ProcessBagus Dwi UtamaÎncă nu există evaluări
- Sludge Dewatering PDFDocument36 paginiSludge Dewatering PDFPaul Maposa100% (2)
- US20160347625A1 Separating H2S and Ammonia in SWDocument14 paginiUS20160347625A1 Separating H2S and Ammonia in SWAndri SaputraÎncă nu există evaluări
- Epa Water Treatment Manual Primary Secondary Tertiary1Document131 paginiEpa Water Treatment Manual Primary Secondary Tertiary1Pamela RichardsonÎncă nu există evaluări
- Depressurisation - A Practical GuideDocument20 paginiDepressurisation - A Practical GuideAhmad Firman Masudi100% (2)
- Wenzel Et Al-2017-AIChE JournalDocument8 paginiWenzel Et Al-2017-AIChE JournalAndri SaputraÎncă nu există evaluări
- Training Manual (GET Process) 1Document34 paginiTraining Manual (GET Process) 1Steve Wan100% (2)
- 11-6098 Ensure Safe Operations Webinar QA - FINALDocument10 pagini11-6098 Ensure Safe Operations Webinar QA - FINALDucVikingÎncă nu există evaluări
- High Efficiency Coalescers For Gas Processing OperationsDocument9 paginiHigh Efficiency Coalescers For Gas Processing OperationsAndri SaputraÎncă nu există evaluări
- 11 8231 WP Safety Analysis Environment FINALDocument21 pagini11 8231 WP Safety Analysis Environment FINALAlberto CorticelliÎncă nu există evaluări
- Making Wet Waste Destruction A Sustainable RealityDocument4 paginiMaking Wet Waste Destruction A Sustainable RealityAndri SaputraÎncă nu există evaluări
- Three Ways To Effectively Monitor Total Chlorine in Liquid HydrocarbonsDocument7 paginiThree Ways To Effectively Monitor Total Chlorine in Liquid HydrocarbonsAndri Saputra100% (1)
- Meeting Low Sulphur Diesel ChallengesDocument6 paginiMeeting Low Sulphur Diesel ChallengesAndri SaputraÎncă nu există evaluări
- 1083fm PDFDocument46 pagini1083fm PDFMohamed NaserÎncă nu există evaluări
- Heavy Crude Oil Processing Design and ReliabilityDocument6 paginiHeavy Crude Oil Processing Design and ReliabilityAndri SaputraÎncă nu există evaluări
- Thermal Dispersion Mass FlowDocument36 paginiThermal Dispersion Mass FlowfarshidianÎncă nu există evaluări
- Process Safety Incidents Involving Simultaneous OperationsDocument4 paginiProcess Safety Incidents Involving Simultaneous OperationsAndri SaputraÎncă nu există evaluări
- Attracted To The Physical HE - Hydrocarbon Processing - Sep 2016Document4 paginiAttracted To The Physical HE - Hydrocarbon Processing - Sep 2016Andri SaputraÎncă nu există evaluări
- GP - 201401 Optimize Small Scale LNG ProcessDocument6 paginiGP - 201401 Optimize Small Scale LNG ProcessAndri SaputraÎncă nu există evaluări
- Optimize Operating Parameters For C3 SplitterDocument3 paginiOptimize Operating Parameters For C3 SplitterAndri SaputraÎncă nu există evaluări
- Optimizing The Dehydration Process With Advanced Process SimulationDocument2 paginiOptimizing The Dehydration Process With Advanced Process SimulationAndri SaputraÎncă nu există evaluări
- Materials 13 04965Document14 paginiMaterials 13 04965paulo passeiosÎncă nu există evaluări
- 374382Document32 pagini374382RertobiÎncă nu există evaluări
- BaugsDocument10 paginiBaugsmarcoliveriniqzÎncă nu există evaluări
- Group No 6 - Boge 2 Well Logging and FormationDocument26 paginiGroup No 6 - Boge 2 Well Logging and FormationAlhaj MassoudÎncă nu există evaluări
- Pre-AP Unit 10 Homework PacketDocument13 paginiPre-AP Unit 10 Homework PacketTrish lamÎncă nu există evaluări
- Arandelas Hill Side A325Document1 paginăArandelas Hill Side A325Oscar SanabriaÎncă nu există evaluări
- MUltis EP 2Document1 paginăMUltis EP 2dnoaisapsÎncă nu există evaluări
- EngineeringDocument208 paginiEngineeringvins4u100% (1)
- Alcohols: Properties, Naming and ReactionsDocument15 paginiAlcohols: Properties, Naming and ReactionsPedro Moreno de SouzaÎncă nu există evaluări
- Retrofit Guidelines For Dupont Isceon 9 Series RefrigerantsDocument20 paginiRetrofit Guidelines For Dupont Isceon 9 Series RefrigerantsaÎncă nu există evaluări
- Load Testing Bridges - 3.6MBDocument43 paginiLoad Testing Bridges - 3.6MBscribbey123Încă nu există evaluări
- Zinky-13 Inorganic Zinc Rich Primer Technical Data SheetDocument4 paginiZinky-13 Inorganic Zinc Rich Primer Technical Data SheetppglÎncă nu există evaluări
- Method For Curing TyreDocument5 paginiMethod For Curing TyreNivantÎncă nu există evaluări
- Carbofill Dec08Document4 paginiCarbofill Dec08Cristian Andres Araya CisternasÎncă nu există evaluări
- CH 13Document30 paginiCH 13Laurertan TavaresÎncă nu există evaluări
- MSDS H2so4Document7 paginiMSDS H2so4Shelly Trissa RamadhanÎncă nu există evaluări
- 7CAPSULES Answers PDFDocument7 pagini7CAPSULES Answers PDFPATRICIA ROSE SORIANOÎncă nu există evaluări
- Sai Water Tub AgreementDocument67 paginiSai Water Tub Agreementvinodhcivil9Încă nu există evaluări
- Fire Watch Training PDFDocument41 paginiFire Watch Training PDFHamdi Rafiek83% (23)
- A Report On Civil Engineering Student's Internship Programme (CESIP) of Building ConstructionDocument29 paginiA Report On Civil Engineering Student's Internship Programme (CESIP) of Building Constructionhammad dhillonÎncă nu există evaluări
- Master Emaco P210Document2 paginiMaster Emaco P210Gavriel NgÎncă nu există evaluări
- Acceptance Creiteria Asme IiiDocument5 paginiAcceptance Creiteria Asme Iiimostafa aliÎncă nu există evaluări
- Design and Analysis of Tension MemberDocument29 paginiDesign and Analysis of Tension MemberJhianne Dulpina RoqueÎncă nu există evaluări
- Cat. IV Toughened Glass InsulatorDocument8 paginiCat. IV Toughened Glass InsulatorFernando GasparÎncă nu există evaluări
- DEGASSING AGENT AF 100 - Ind1 - AngDocument1 paginăDEGASSING AGENT AF 100 - Ind1 - AngFrench Corvette50% (2)
- General ChemistryDocument44 paginiGeneral ChemistrySUSANA, NIÑA FELIZ C.100% (1)
- Keur 00824-401 201505Document4 paginiKeur 00824-401 201505erik0007Încă nu există evaluări
- Adhesion Test On Metallic CoatingDocument2 paginiAdhesion Test On Metallic Coatingget5rajeshÎncă nu există evaluări
- Honel A SeriesDocument6 paginiHonel A SeriesAustin WilsonÎncă nu există evaluări
- Matrix Acidizing of SandstonesDocument24 paginiMatrix Acidizing of SandstoneslapinÎncă nu există evaluări
- Einstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseDe la EverandEinstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseEvaluare: 4.5 din 5 stele4.5/5 (50)
- An Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksDe la EverandAn Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksEvaluare: 5 din 5 stele5/5 (1)
- Introduction to Applied Thermodynamics: The Commonwealth and International Library: Mechanical Engineering DivisionDe la EverandIntroduction to Applied Thermodynamics: The Commonwealth and International Library: Mechanical Engineering DivisionEvaluare: 2.5 din 5 stele2.5/5 (3)
- Hyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionDe la EverandHyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionEvaluare: 4.5 din 5 stele4.5/5 (3)
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsDe la EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsÎncă nu există evaluări
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationDe la EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationEvaluare: 4 din 5 stele4/5 (18)
- Pressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedDe la EverandPressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedEvaluare: 5 din 5 stele5/5 (1)
- The Laws of Thermodynamics: A Very Short IntroductionDe la EverandThe Laws of Thermodynamics: A Very Short IntroductionEvaluare: 4.5 din 5 stele4.5/5 (10)
- Nuclear Energy in the 21st Century: World Nuclear University PressDe la EverandNuclear Energy in the 21st Century: World Nuclear University PressEvaluare: 4.5 din 5 stele4.5/5 (3)
- Quantum Mechanics 4: Spin, Lasers, Pauli Exclusion & Barrier PenetrationDe la EverandQuantum Mechanics 4: Spin, Lasers, Pauli Exclusion & Barrier PenetrationEvaluare: 1 din 5 stele1/5 (1)
- Handbook of Mechanical and Materials EngineeringDe la EverandHandbook of Mechanical and Materials EngineeringEvaluare: 5 din 5 stele5/5 (4)
- Practical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsDe la EverandPractical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsEvaluare: 3.5 din 5 stele3.5/5 (3)
- Trevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationDe la EverandTrevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationÎncă nu există evaluări
- Advanced Process Control: Beyond Single Loop ControlDe la EverandAdvanced Process Control: Beyond Single Loop ControlÎncă nu există evaluări
- Oil and Gas Pipelines: Integrity and Safety HandbookDe la EverandOil and Gas Pipelines: Integrity and Safety HandbookÎncă nu există evaluări
- Rolling Bearing Tribology: Tribology and Failure Modes of Rolling Element BearingsDe la EverandRolling Bearing Tribology: Tribology and Failure Modes of Rolling Element BearingsÎncă nu există evaluări
- Process Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentDe la EverandProcess Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentÎncă nu există evaluări
- Formulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsDe la EverandFormulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsÎncă nu există evaluări