S-ar putea să vă placă și
- Separata 8 (Mm-E) UnacDocument20 paginiSeparata 8 (Mm-E) UnacJhomiraRoñaÎncă nu există evaluări
- S 8 PDFDocument12 paginiS 8 PDFAnn VigilÎncă nu există evaluări
- Semana 8 (RM) PDFDocument10 paginiSemana 8 (RM) PDFLuis AlonsoÎncă nu există evaluări
- El Desarrollo de Este Trabajo Está Basado en Temas de Interés para El Estudio de La Resistencia de MaterialesDocument13 paginiEl Desarrollo de Este Trabajo Está Basado en Temas de Interés para El Estudio de La Resistencia de MaterialesMartin YVÎncă nu există evaluări
- Capitulo 2 RM 2023ADocument17 paginiCapitulo 2 RM 2023ADavid QuezadaÎncă nu există evaluări
- 8 Torsion Por MembranasDocument6 pagini8 Torsion Por MembranasEdwinGioMoralesÎncă nu există evaluări
- Plasticidad CDocument20 paginiPlasticidad CtaniapalomaÎncă nu există evaluări
- Guia Laboratorio 2 (Acero) - Mecanica CivilDocument11 paginiGuia Laboratorio 2 (Acero) - Mecanica CivilAlexander GarcíaÎncă nu există evaluări
- Esfuerzos Circulo Mohr.Document7 paginiEsfuerzos Circulo Mohr.Karina NoemiÎncă nu există evaluări
- Carga AxialDocument80 paginiCarga AxialRodrigo Aycache Chavez100% (1)
- Semana 7 (Mmi-2019) PDFDocument14 paginiSemana 7 (Mmi-2019) PDFLuis AlonsoÎncă nu există evaluări
- Separata 7 (Mm-E) UnacDocument14 paginiSeparata 7 (Mm-E) UnacJhomiraRoñaÎncă nu există evaluări
- Unidad 2 - Hormigón Armado - Losas Macizas en Dos Direcciones 1º Parte.Document10 paginiUnidad 2 - Hormigón Armado - Losas Macizas en Dos Direcciones 1º Parte.ClaudiaÎncă nu există evaluări
- Esfuerzo y Deformaciones PlanasDocument9 paginiEsfuerzo y Deformaciones PlanasEduardo RG0% (1)
- Recipientes de Pared Delgada Sujetos A Presión InteriorDocument9 paginiRecipientes de Pared Delgada Sujetos A Presión InteriorAxel Daniel Hernandez RodriguezÎncă nu există evaluări
- Deformaciones Por FlexionDocument8 paginiDeformaciones Por Flexionrobinsondb2267% (3)
- Ecuaciones Diferenciales (Teoría Básica) PDFDocument19 paginiEcuaciones Diferenciales (Teoría Básica) PDFSergioSegundoBarriosChicaisaÎncă nu există evaluări
- DISEÑO MECANICO C2 2 (1)Document45 paginiDISEÑO MECANICO C2 2 (1)Gustavo Adolfo Fernández espinozaÎncă nu există evaluări
- Martin Vide Ingenieria Fluvial 06Document21 paginiMartin Vide Ingenieria Fluvial 06Anonymous uS67GjVcMÎncă nu există evaluări
- Martin Vide, Ingenieria Fluvial 06Document21 paginiMartin Vide, Ingenieria Fluvial 06Jorge BoneÎncă nu există evaluări
- Estados de Esfuerzo y Sus AplicacionesDocument29 paginiEstados de Esfuerzo y Sus AplicacionesLibio FmÎncă nu există evaluări
- Problemas - ERM Tema3 2020 2021Document13 paginiProblemas - ERM Tema3 2020 2021María AlmeidaÎncă nu există evaluări
- Introduccion A La Mecanica de Materiales - EjemplosDocument27 paginiIntroduccion A La Mecanica de Materiales - EjemplosJuan Pablo GonzalezÎncă nu există evaluări
- Diapositivas de Deflexion de VigasDocument21 paginiDiapositivas de Deflexion de Vigasmarcelo montaña rangelÎncă nu există evaluări
- Sesión 07 Resistencia de Los MaterialesDocument15 paginiSesión 07 Resistencia de Los MaterialesCamilo Valentin Barrionuevo CastilloÎncă nu există evaluări
- Estados de esfuerzos y deformacionesDocument54 paginiEstados de esfuerzos y deformacionesCesar GuamanÎncă nu există evaluări
- 03 Ley de Hooke Generalizada VFDocument7 pagini03 Ley de Hooke Generalizada VFKashitokatatemoÎncă nu există evaluări
- Dialnet LaEcuacionIconicaYElTrazadoDeRayosSismicos 6595775Document10 paginiDialnet LaEcuacionIconicaYElTrazadoDeRayosSismicos 6595775Katherin Herrera HernandezÎncă nu există evaluări
- 18) EstaticaDocument9 pagini18) EstaticaLuis Miguel León PeraltaÎncă nu există evaluări
- Presentación Capítulo 5 y 6 Vigas - ColumnasDocument29 paginiPresentación Capítulo 5 y 6 Vigas - ColumnasKevin TorresÎncă nu există evaluări
- Laboratorio FLUIDOS II FIC-UNIDocument10 paginiLaboratorio FLUIDOS II FIC-UNIJean Eddie Basurto SotoÎncă nu există evaluări
- RECOPILATORIO DE FORMULAS MÃ S IMPORTANTES DEM v0 (NO SE FACILITARÃ EN EXAMEN ESTE DOCUMENTO)Document18 paginiRECOPILATORIO DE FORMULAS MÃ S IMPORTANTES DEM v0 (NO SE FACILITARÃ EN EXAMEN ESTE DOCUMENTO)AndreaÎncă nu există evaluări
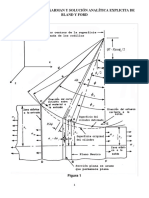
- Ecuación de Von Karman y Solución Analítica Explicita de Bland y FordDocument14 paginiEcuación de Von Karman y Solución Analítica Explicita de Bland y FordJose EÎncă nu există evaluări
- Unidad 07Document40 paginiUnidad 07Luis FernandezÎncă nu există evaluări
- Diseño Mecanico C2Document45 paginiDiseño Mecanico C2Edy Ruben Arribasplata CarrascoÎncă nu există evaluări
- MSOL1 Cap 7 v2008Document10 paginiMSOL1 Cap 7 v2008felipe delso rodriguezÎncă nu există evaluări
- Tema 11Document5 paginiTema 11Álvaro Fernández ÁlvarezÎncă nu există evaluări
- DocumentoDocument54 paginiDocumentoEdgar BarreraÎncă nu există evaluări
- Esfuerzo-y-Deformaciones PlanasDocument9 paginiEsfuerzo-y-Deformaciones PlanasjosueÎncă nu există evaluări
- 7sem Transformacion EsfuerzosDocument36 pagini7sem Transformacion EsfuerzosJamil Martinez PachecoÎncă nu există evaluări
- 9 Numerico2Document28 pagini9 Numerico2RKick NiceÎncă nu există evaluări
- Transformación Del Esfuerzo PlanoDocument14 paginiTransformación Del Esfuerzo PlanoDiana PBÎncă nu există evaluări
- LMEC311-Vargas Yujra Fernando-Solucion Numerica-CorregidoDocument18 paginiLMEC311-Vargas Yujra Fernando-Solucion Numerica-CorregidoKevin Freddy Poma QuispeÎncă nu există evaluări
- Solucion Numerica de La Ecuación de DifusionDocument15 paginiSolucion Numerica de La Ecuación de DifusioncarlosÎncă nu există evaluări
- Estado de Esfuerzo en El EspacioDocument8 paginiEstado de Esfuerzo en El EspacioEzequiel Perez MendozaÎncă nu există evaluări
- Formulas Segundo ParcialDocument3 paginiFormulas Segundo ParcialAlejandro LunaÎncă nu există evaluări
- Ejer 4 TP1Document5 paginiEjer 4 TP1yamila burgerÎncă nu există evaluări
- Esfuerzos y DeformacionesDocument24 paginiEsfuerzos y DeformacionesChepe Lopez83% (6)
- Introducción a conceptos básicos de mecánica de sólidos para el análisis por elementos finitosDocument27 paginiIntroducción a conceptos básicos de mecánica de sólidos para el análisis por elementos finitosJoseÎncă nu există evaluări
- Oscilador Relativista PAPER 7pDocument8 paginiOscilador Relativista PAPER 7pLaura Rocio Borquez ColmeneroÎncă nu există evaluări
- Simetr ́ıas en La NaturalezaDocument10 paginiSimetr ́ıas en La Naturalezavictor terrazasÎncă nu există evaluări
- Proyecto Final ResistenciaDocument18 paginiProyecto Final ResistenciaAzael BerihueteÎncă nu există evaluări
- MSOL Cap 5 v2019Document21 paginiMSOL Cap 5 v2019javier.ledesma.gaviaÎncă nu există evaluări
- Mono 3 PCDocument21 paginiMono 3 PCJosh Martinez SamaniegoÎncă nu există evaluări
- Del Oscilador Armónico Cuántico Al Oscilador Armónico ClásicoDocument2 paginiDel Oscilador Armónico Cuántico Al Oscilador Armónico ClásicoDaniel R RodriguezÎncă nu există evaluări
- Hormigón armado. Tomo II - 2.a edición: Introducción a nueva norma CIRSOC 201/05 A.C.I. 318De la EverandHormigón armado. Tomo II - 2.a edición: Introducción a nueva norma CIRSOC 201/05 A.C.I. 318Evaluare: 4.5 din 5 stele4.5/5 (2)
- Pila de DanielsDocument5 paginiPila de DanielsEsteban CorderoÎncă nu există evaluări
- 2018-II 2 TareaDocument5 pagini2018-II 2 TareagegegegÎncă nu există evaluări
- AntecedentesDocument2 paginiAntecedentesgegegegÎncă nu există evaluări
- Avance 2 Esteban Cordero Delgado-ECNDocument19 paginiAvance 2 Esteban Cordero Delgado-ECNgegegegÎncă nu există evaluări
- Carta TecDocument1 paginăCarta TecgegegegÎncă nu există evaluări
- Examen en ExcelDocument5 paginiExamen en ExcelgegegegÎncă nu există evaluări
- Inf1 Artavia PDFDocument5 paginiInf1 Artavia PDFgegegegÎncă nu există evaluări
- Aditi VosDocument15 paginiAditi VosgegegegÎncă nu există evaluări
- Entrevistas A Agricultores (Responses)Document10 paginiEntrevistas A Agricultores (Responses)gegegegÎncă nu există evaluări
- Experiencia 5Document8 paginiExperiencia 5gegegegÎncă nu există evaluări
- Carta TecDocument1 paginăCarta TecgegegegÎncă nu există evaluări
- Documento Sin TítuloDocument9 paginiDocumento Sin TítulogegegegÎncă nu există evaluări
- Aceros refractarios: propiedades y clasificaciónDocument20 paginiAceros refractarios: propiedades y clasificacióngegegegÎncă nu există evaluări
- I Examen ParcialDocument2 paginiI Examen ParcialChristhofer Arroyo ChacónÎncă nu există evaluări
- Zinc y Sus AleacionesDocument11 paginiZinc y Sus AleacionesEly NavarroÎncă nu există evaluări
- Zinc y Sus AleacionesDocument11 paginiZinc y Sus AleacionesEly NavarroÎncă nu există evaluări
- Paginas Donde EstudiarDocument1 paginăPaginas Donde EstudiargegegegÎncă nu există evaluări
- Taller 2 Punto Fijo ErikaDocument2 paginiTaller 2 Punto Fijo ErikaJuan Jhunnior OAÎncă nu există evaluări
- 1510259869-Quiz 3 Acuña Araya Cordero EsquivelDocument9 pagini1510259869-Quiz 3 Acuña Araya Cordero EsquivelgegegegÎncă nu există evaluări
- Xpertcad C00082 VLRXLde5dYDocument1 paginăXpertcad C00082 VLRXLde5dYgegegegÎncă nu există evaluări
- InstruccionesDocument5 paginiInstruccionesgegegegÎncă nu există evaluări
- Citec1Document4 paginiCitec1gegegegÎncă nu există evaluări
- Cursos Incorporacion II Modulo 2018Document1 paginăCursos Incorporacion II Modulo 2018gegegegÎncă nu există evaluări
- Extrusión 2Document10 paginiExtrusión 2gegegegÎncă nu există evaluări
- Geometría Descriptiva PresentacionDocument20 paginiGeometría Descriptiva PresentaciongegegegÎncă nu există evaluări
- Que Es Strain GageDocument2 paginiQue Es Strain GagegegegegÎncă nu există evaluări
- Procesos de Manufactura CompletoDocument71 paginiProcesos de Manufactura CompletogegegegÎncă nu există evaluări
- III Prueba ElectrotecniaDocument2 paginiIII Prueba ElectrotecniagegegegÎncă nu există evaluări
- Examen SecurityDocument19 paginiExamen SecuritygegegegÎncă nu există evaluări
- Factores BióticosDocument12 paginiFactores BióticosAlexander Dextre Garcia100% (1)
- Examen Final (Planchas) de Explotacion de Minas-Terminado PDFDocument3 paginiExamen Final (Planchas) de Explotacion de Minas-Terminado PDFAlexis QuispeÎncă nu există evaluări
- Brinell Vickers RockwellDocument5 paginiBrinell Vickers RockwellSoledad Ignacio FloresÎncă nu există evaluări
- Protocolo de Desinfeccion de Guazuma Crinita y Cedrela Odorata para Propagacion in VitroDocument15 paginiProtocolo de Desinfeccion de Guazuma Crinita y Cedrela Odorata para Propagacion in Vitrokrea33Încă nu există evaluări
- Soluciones AcuosasDocument36 paginiSoluciones AcuosasOmar Chuquillanqui100% (1)
- Informe Menbrana CelularDocument7 paginiInforme Menbrana CelularNoelia FernándezÎncă nu există evaluări
- Procesos de Una Planta de Tratamiento de Agua PotableDocument4 paginiProcesos de Una Planta de Tratamiento de Agua Potableeykis fernanda suarez jaimesÎncă nu există evaluări
- Diseño estructural de carrocería para buses interprovincialesDocument265 paginiDiseño estructural de carrocería para buses interprovincialesLuis MiguelÎncă nu există evaluări
- Copia de QUÍMICA I. Grupo Nro. 05 Trabajo Grupal Semana 01Document5 paginiCopia de QUÍMICA I. Grupo Nro. 05 Trabajo Grupal Semana 01Alonso JustinianoÎncă nu există evaluări
- Balística medicolegal: estudio de armas y efectosDocument17 paginiBalística medicolegal: estudio de armas y efectosRodolfo LopezÎncă nu există evaluări
- Electrodo rutiloDocument6 paginiElectrodo rutiloDarnely RivasÎncă nu există evaluări
- Construccion de TanqueDocument37 paginiConstruccion de Tanquemarco ramosÎncă nu există evaluări
- Dialnet RendimientoDePepinoCucumisSativusLEnFuncionDelTipo 6830802Document9 paginiDialnet RendimientoDePepinoCucumisSativusLEnFuncionDelTipo 6830802Ximena HernandezÎncă nu există evaluări
- 01 Reservorio Cuadrado 5 m3 - Diseño EstructuralDocument30 pagini01 Reservorio Cuadrado 5 m3 - Diseño EstructuralRoger Aldana100% (1)
- Preparac LiquidasDocument40 paginiPreparac LiquidasAugusto Tamani0% (1)
- Derivados HalogenadosDocument9 paginiDerivados HalogenadosRosangelis ChaconÎncă nu există evaluări
- Principio de ArquímedesDocument2 paginiPrincipio de ArquímedesGerman RaabÎncă nu există evaluări
- Determinación de Azúcares ReductoresDocument36 paginiDeterminación de Azúcares ReductorescristianÎncă nu există evaluări
- NTC 5336 Calefactores de Patio PDFDocument39 paginiNTC 5336 Calefactores de Patio PDFagomezyÎncă nu există evaluări
- Pasos Del Metodo Hardy CrossDocument8 paginiPasos Del Metodo Hardy CrossRobert MolinaÎncă nu există evaluări
- 5 Movimientos Amortiguados-1Document4 pagini5 Movimientos Amortiguados-1william arguetaÎncă nu există evaluări
- Tipos de Simuladores Utilizados en La Síntesis yDocument20 paginiTipos de Simuladores Utilizados en La Síntesis yJoshua LeeÎncă nu există evaluări
- El MicroscopioDocument5 paginiEl MicroscopioNicole Alcántara GuerreroÎncă nu există evaluări
- Reacciones Químicas InorgánicasDocument34 paginiReacciones Químicas InorgánicasSebastian CedilloÎncă nu există evaluări
- Comunicacion Quimica en Insectos PDFDocument11 paginiComunicacion Quimica en Insectos PDFPercy VilcherrezÎncă nu există evaluări
- SolucionesFormulacion 2Document2 paginiSolucionesFormulacion 2javitiuno67% (3)
- 2-.Descascaramiento de Las Superficies de Concreto PDFDocument2 pagini2-.Descascaramiento de Las Superficies de Concreto PDFRuddi Apolonio MartinezÎncă nu există evaluări
- QUÍMICA GENERAL IDocument3 paginiQUÍMICA GENERAL IPRIMER SEMESTRE ING. AMBIENTAL 2021Încă nu există evaluări