S-ar putea să vă placă și
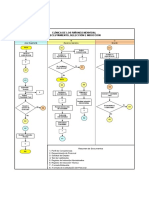
- PROCESO Reclutamiento Seleccion e InduccionDocument15 paginiPROCESO Reclutamiento Seleccion e InduccionLuis MartinezÎncă nu există evaluări
- Motor EstrellaDocument11 paginiMotor EstrellaErin WickÎncă nu există evaluări
- LAY-OUT MAGNETO 16nov2016 PDFDocument1 paginăLAY-OUT MAGNETO 16nov2016 PDFLuis MartinezÎncă nu există evaluări
- Diseño de InstalacionesDocument1 paginăDiseño de InstalacionesLuis MartinezÎncă nu există evaluări
- PRÁCTICA DE TORNO CNC - DISEÑO Y MAQUINADO DE BALADocument12 paginiPRÁCTICA DE TORNO CNC - DISEÑO Y MAQUINADO DE BALALuis MartinezÎncă nu există evaluări
- Lista de TutoradosDocument10 paginiLista de TutoradosLuis MartinezÎncă nu există evaluări
- Protocolo de InvestigacionDocument23 paginiProtocolo de InvestigacionLuis MartinezÎncă nu există evaluări
- Credito Personal: Caja Popular MexicanaDocument2 paginiCredito Personal: Caja Popular MexicanaLuis MartinezÎncă nu există evaluări
- Gestion Mejora Del Almacen Basada Metodologia 5s Gerencia Procura Empresa PetrouricaDocument44 paginiGestion Mejora Del Almacen Basada Metodologia 5s Gerencia Procura Empresa PetrouricaLuis MartinezÎncă nu există evaluări
- Presupuesto Ó FinanciamientoDocument1 paginăPresupuesto Ó FinanciamientoLuis MartinezÎncă nu există evaluări
- Proyecto 'Prediagnostico''Document1 paginăProyecto 'Prediagnostico''Luis MartinezÎncă nu există evaluări
- LKJHGFDDocument1 paginăLKJHGFDLuis MartinezÎncă nu există evaluări
- 3 Rúbrica Línea de TiempoDocument2 pagini3 Rúbrica Línea de TiempoLuis MartinezÎncă nu există evaluări
- Semana 5Document7 paginiSemana 5Luis MartinezÎncă nu există evaluări
- Programa Sencillo FRESADORADocument1 paginăPrograma Sencillo FRESADORALuis MartinezÎncă nu există evaluări
- CNC Manual ESIMEDocument126 paginiCNC Manual ESIMEMigue HernandezÎncă nu există evaluări
- NotasDocument1 paginăNotasLuis MartinezÎncă nu există evaluări
- AutoCad Tercera UnidadDocument1 paginăAutoCad Tercera UnidadLuis MartinezÎncă nu există evaluări
- Financia Mien ToDocument3 paginiFinancia Mien ToLuis MartinezÎncă nu există evaluări
- Planteamiento de La ProblematicaDocument4 paginiPlanteamiento de La ProblematicaLuis MartinezÎncă nu există evaluări
- Conclusión Hernández Rosales Luis HumbertoDocument1 paginăConclusión Hernández Rosales Luis HumbertoLuis MartinezÎncă nu există evaluări
- Giro de La EmpresaDocument1 paginăGiro de La EmpresaLuis MartinezÎncă nu există evaluări
- Presupuesto Ó FinanciamientoDocument1 paginăPresupuesto Ó FinanciamientoLuis MartinezÎncă nu există evaluări
- Universidad Incarnate Word PortadaDocument1 paginăUniversidad Incarnate Word PortadaLuis MartinezÎncă nu există evaluări
- Dibujo ProyectoDocument1 paginăDibujo ProyectoLuis MartinezÎncă nu există evaluări
- Motor EstrellaDocument11 paginiMotor EstrellaErin WickÎncă nu există evaluări
- Planteamiento de La Problematica ofDocument7 paginiPlanteamiento de La Problematica ofLuis MartinezÎncă nu există evaluări
- Formato de AnteproyectoDocument3 paginiFormato de AnteproyectoLuis MartinezÎncă nu există evaluări
- Formato Calificación de ParcialesDocument4 paginiFormato Calificación de ParcialesLuis MartinezÎncă nu există evaluări