S-ar putea să vă placă și
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- GIS Project Management GIS Project Management: Quality Issues Quality IssuesDocument1 paginăGIS Project Management GIS Project Management: Quality Issues Quality IssuesLeo DobreciÎncă nu există evaluări
- How To Measure MTFDocument64 paginiHow To Measure MTFamtcorporationÎncă nu există evaluări
- D 2510 - 94 R98Document3 paginiD 2510 - 94 R98David Cazorla100% (1)
- UMTS AircomDocument20 paginiUMTS AircomDũng PhạmÎncă nu există evaluări
- Supplier GPO Q TM 0001 02 SPDCR TemplateDocument6 paginiSupplier GPO Q TM 0001 02 SPDCR TemplateMahe RonaldoÎncă nu există evaluări
- ProceedingsDocument656 paginiProceedingsgkgjÎncă nu există evaluări
- Problems PDFDocument9 paginiProblems PDFEduarGelvezÎncă nu există evaluări
- Braun KF40 - CDocument17 paginiBraun KF40 - CAgung UtoyoÎncă nu există evaluări
- Sewer Connection Application Guidance PDFDocument7 paginiSewer Connection Application Guidance PDFSamuel FuentesÎncă nu există evaluări
- Meai Mar 2010Document36 paginiMeai Mar 2010Daneshwer VermaÎncă nu există evaluări
- EM230 BR BM3 Fitting InstructionsDocument2 paginiEM230 BR BM3 Fitting InstructionsRoman BabaevÎncă nu există evaluări
- RequirementsDocument18 paginiRequirementsmpedraza-1Încă nu există evaluări
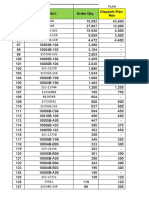
- Order Qty Vs Dispatch Plan - 04 11 20Document13 paginiOrder Qty Vs Dispatch Plan - 04 11 20NPD1 JAKAPÎncă nu există evaluări
- Slope Stability in Slightly Fissured Claystones and MarlsDocument25 paginiSlope Stability in Slightly Fissured Claystones and MarlsrullyirwandiÎncă nu există evaluări
- Ofdma: LTE Air Interface CourseDocument63 paginiOfdma: LTE Air Interface CourseAkhtar KhanÎncă nu există evaluări
- 500-600 Forklifts & Buckmaster: Parts CatalogDocument281 pagini500-600 Forklifts & Buckmaster: Parts CatalogRoberto Mariano100% (2)
- 1.1 General: "Processes and Environmental Management" at SUEZ LTD, BWSSB, TK HalliDocument29 pagini1.1 General: "Processes and Environmental Management" at SUEZ LTD, BWSSB, TK HalliYogeesh B EÎncă nu există evaluări
- Trial Manufacture of A Fluid-Type Static Induction TransistorDocument4 paginiTrial Manufacture of A Fluid-Type Static Induction TransistorStanley ClermontÎncă nu există evaluări
- A Sample of Wet Soil Has A Volume of 0Document8 paginiA Sample of Wet Soil Has A Volume of 0eph0% (1)
- Biomasse-HKW Sandreuth E NQDocument8 paginiBiomasse-HKW Sandreuth E NQValeriu StanÎncă nu există evaluări
- TDS Sadechaf UVACRYL 2151 - v9Document5 paginiTDS Sadechaf UVACRYL 2151 - v9Alex MacabuÎncă nu există evaluări
- Dogging Guide 2003 - WorkCover NSWDocument76 paginiDogging Guide 2003 - WorkCover NSWtadeumatas100% (1)
- Folder Fiamm Neptune 2010 EngDocument4 paginiFolder Fiamm Neptune 2010 EngchokribÎncă nu există evaluări
- Eramus Bridge PDFDocument10 paginiEramus Bridge PDFBabaO.Riley100% (1)
- Whirlpool Duet HTDocument96 paginiWhirlpool Duet HTdanny85901100% (2)
- Stay CablesDocument22 paginiStay Cablesalex_g00dyÎncă nu există evaluări
- Help - Translating A CAD Stewart Platform - Computer-Aided Design Translation (SimMechanics™ Link)Document8 paginiHelp - Translating A CAD Stewart Platform - Computer-Aided Design Translation (SimMechanics™ Link)ĐinhĐứcAnhÎncă nu există evaluări
- DSP45 12aDocument5 paginiDSP45 12aDaniel BarbuÎncă nu există evaluări
- RT L2 General Examination PaperDocument4 paginiRT L2 General Examination PaperdaddadÎncă nu există evaluări