S-ar putea să vă placă și
- Stages of A Pipeline ProjectDocument10 paginiStages of A Pipeline Projectvin_omloveÎncă nu există evaluări
- Pipeline Design and ConstructionDocument47 paginiPipeline Design and ConstructionSaber Abdel Moreid100% (5)
- Presentation Pipeline DesignDocument47 paginiPresentation Pipeline DesignEdy Erwanto100% (2)
- Pipeline and Riser System Design Course ManualDocument146 paginiPipeline and Riser System Design Course Manualdiepriye100% (3)
- Session 3 Gas Transmission System Design Material Selection EP EditsDocument41 paginiSession 3 Gas Transmission System Design Material Selection EP Editsjkhgvdj mnhsnjkhgÎncă nu există evaluări
- Subsea Pipeline Design, Analysis, and InstallationDe la EverandSubsea Pipeline Design, Analysis, and InstallationEvaluare: 3 din 5 stele3/5 (1)
- Pipeline Construction PDFDocument3 paginiPipeline Construction PDFAhmed Nahrawy100% (1)
- Installation Pipelaying OffshoreDocument71 paginiInstallation Pipelaying OffshoreJose QuinteroÎncă nu există evaluări
- Pipeline 2008 DDocument182 paginiPipeline 2008 Dtboy3644100% (3)
- Rigid Pipeline DesignDocument123 paginiRigid Pipeline DesignAditya Prasad100% (1)
- Deepwater Riser InstallationDocument9 paginiDeepwater Riser InstallationekhwanhakimÎncă nu există evaluări
- From Concept to Operation: Phases of Submarine Pipeline ProjectsDocument73 paginiFrom Concept to Operation: Phases of Submarine Pipeline Projectsmohan chand mulpuriÎncă nu există evaluări
- QCS 2010 Section 8 Part 4 Pipeline InstallationDocument29 paginiQCS 2010 Section 8 Part 4 Pipeline Installationahmed abdohÎncă nu există evaluări
- Pipeline Repair Project FEED 1Document46 paginiPipeline Repair Project FEED 1Nurcahyo Djati W100% (11)
- Pipeline Abandonment - A Discussion Paper On Technical and Environmental IssuesDocument44 paginiPipeline Abandonment - A Discussion Paper On Technical and Environmental IssueseayujigÎncă nu există evaluări
- Planning and Construction of Pipelines: © 2003 by CRC Press LLCDocument3 paginiPlanning and Construction of Pipelines: © 2003 by CRC Press LLCbelil206Încă nu există evaluări
- PEW 107.02 Insp Existing PipelineDocument71 paginiPEW 107.02 Insp Existing PipelineRamanujan IyerÎncă nu există evaluări
- USB - Peter Wong - Umbilcals SUT Presentation May 2014Document72 paginiUSB - Peter Wong - Umbilcals SUT Presentation May 2014solicocoÎncă nu există evaluări
- PIPING SYSTEM DESIGN GUIDEDocument6 paginiPIPING SYSTEM DESIGN GUIDEMananÎncă nu există evaluări
- Fundamentals of S Lay and Engineering Analysis Using OFFPIPE GEP PDFDocument98 paginiFundamentals of S Lay and Engineering Analysis Using OFFPIPE GEP PDFolalekan100% (1)
- Pipeline 2008 PDFDocument200 paginiPipeline 2008 PDFsarahbstÎncă nu există evaluări
- Deep Water PipelineDocument9 paginiDeep Water PipelineAnna Yunita Sitompul100% (1)
- Calculate head loss and design pressure for pipeline sizingDocument24 paginiCalculate head loss and design pressure for pipeline sizingNoor Azreen100% (1)
- Pipeline MaintenanceDocument44 paginiPipeline Maintenancedario84100% (2)
- Route Selection and Deepwater Pipeline DesignDocument19 paginiRoute Selection and Deepwater Pipeline DesignSampurnanand PandeyÎncă nu există evaluări
- Piping EngineersDocument19 paginiPiping EngineersYuliyan StoyanovÎncă nu există evaluări
- Deepwater DevelopmentDocument53 paginiDeepwater Developmenthengki wibowoÎncă nu există evaluări
- Mechanics of Offshore Pipelines, Volume 2: Buckle Propagation and ArrestDe la EverandMechanics of Offshore Pipelines, Volume 2: Buckle Propagation and ArrestÎncă nu există evaluări
- OFFSHORE PIPELINE INTEGRITY MANAGEMENTDocument12 paginiOFFSHORE PIPELINE INTEGRITY MANAGEMENTAnkush VarshneyÎncă nu există evaluări
- TOTAL Ikike Field Development ProjectDocument15 paginiTOTAL Ikike Field Development Projectemodeye kenneth100% (1)
- Construction of PipelineDocument44 paginiConstruction of PipelinePraveen Kumar100% (1)
- Slide 1: Pipeline Ancillary EquipmentDocument46 paginiSlide 1: Pipeline Ancillary EquipmentadesloopÎncă nu există evaluări
- Jacket Construction of OilDocument5 paginiJacket Construction of OilLousianna MariaÎncă nu există evaluări
- Copedi - Design of Subsea Rigid Pipelines - The Free Span Problem PDFDocument32 paginiCopedi - Design of Subsea Rigid Pipelines - The Free Span Problem PDFDonald.KÎncă nu există evaluări
- Offshore Pipelines SaipemDocument78 paginiOffshore Pipelines Saipemrylar999100% (5)
- Abr Sinai Onshore Gas Pipeline PDFDocument42 paginiAbr Sinai Onshore Gas Pipeline PDFhamza2085100% (1)
- Installation Akpo FieldDocument82 paginiInstallation Akpo FieldOkolo ObinnaÎncă nu există evaluări
- Volume II Sow (A) PipelineDocument114 paginiVolume II Sow (A) PipelineVeena Nagesh100% (1)
- Oil and Gas Pipeline Pigging OperationsDocument60 paginiOil and Gas Pipeline Pigging OperationsOlvis Guillen100% (1)
- The Process Pigging System Introduced by Pigs UnlimitedDocument22 paginiThe Process Pigging System Introduced by Pigs Unlimitedkingathur26681100% (1)
- Fundamentals of Pipeline Engineering - Week One, Volume ThreeDocument229 paginiFundamentals of Pipeline Engineering - Week One, Volume ThreeEdidiong Etukeno100% (4)
- Flexible Steel Pipe Applications: Dana FraserDocument15 paginiFlexible Steel Pipe Applications: Dana FraseraishahÎncă nu există evaluări
- Onshore Pipelines OverviewDocument43 paginiOnshore Pipelines OverviewRa Kish P100% (1)
- PSM 2 - Flooding, Cleaning, Gauging & Hydrotesting During Pre-Comm ProcessDocument29 paginiPSM 2 - Flooding, Cleaning, Gauging & Hydrotesting During Pre-Comm ProcessMohamad Shukri100% (1)
- Pipe Line Installation Method SeminarDocument21 paginiPipe Line Installation Method SeminarAnonymous NrIIWOfB100% (2)
- 1875spm OTSDocument86 pagini1875spm OTScom_chienÎncă nu există evaluări
- Offshore Platform Installation PDFDocument25 paginiOffshore Platform Installation PDFdndudc100% (1)
- Hot Tapping Procedure Into Existing PLEMDocument1 paginăHot Tapping Procedure Into Existing PLEMBalanÎncă nu există evaluări
- 15A10 - Superstructures I (Topside)Document23 pagini15A10 - Superstructures I (Topside)Viktor DươngÎncă nu există evaluări
- BP West Nile DeltaDocument2 paginiBP West Nile DeltaMohamed Farag MostafaÎncă nu există evaluări
- Fluor Daniel, Inc. - Philippines: Understanding Piping Engineering DeliverablesDocument19 paginiFluor Daniel, Inc. - Philippines: Understanding Piping Engineering Deliverablesjeff villegasÎncă nu există evaluări
- Offshore ConstructionDocument10 paginiOffshore ConstructionPratick Tibrewala100% (5)
- Subsea Rigid Pipelines – Methods of InstallationDe la EverandSubsea Rigid Pipelines – Methods of InstallationEvaluare: 5 din 5 stele5/5 (1)
- The New 3D Layout for Oil & Gas Offshore Projects: How to ensure successDe la EverandThe New 3D Layout for Oil & Gas Offshore Projects: How to ensure successEvaluare: 4.5 din 5 stele4.5/5 (3)
- Offshore Pipelines: Design, Installation, and MaintenanceDe la EverandOffshore Pipelines: Design, Installation, and MaintenanceEvaluare: 4.5 din 5 stele4.5/5 (2)
- Engineering Critical Assessment (ECA) for Offshore Pipeline SystemsDe la EverandEngineering Critical Assessment (ECA) for Offshore Pipeline SystemsÎncă nu există evaluări
- The Offshore Pipeline Construction Industry: Activity Modeling and Cost Estimation in the U.S Gulf of MexicoDe la EverandThe Offshore Pipeline Construction Industry: Activity Modeling and Cost Estimation in the U.S Gulf of MexicoÎncă nu există evaluări
- Underwater Technology: Offshore PetroleumDe la EverandUnderwater Technology: Offshore PetroleumL. AtteraasÎncă nu există evaluări
- Hydrocarbon Pipelines IntroductionDocument13 paginiHydrocarbon Pipelines IntroductionsathishÎncă nu există evaluări
- Assignment No. 4 BlankDocument15 paginiAssignment No. 4 BlankahmedÎncă nu există evaluări
- Grade Structure Revamping TemplateDocument1 paginăGrade Structure Revamping TemplateahmedÎncă nu există evaluări
- Fuel TrimsDocument6 paginiFuel TrimsahmedÎncă nu există evaluări
- 5S PrincipleDocument53 pagini5S PrincipleAmir M. VillasÎncă nu există evaluări
- YIC Materials Testing Lab Equipment and ExperimentsDocument2 paginiYIC Materials Testing Lab Equipment and ExperimentsahmedÎncă nu există evaluări
- Illness Caused by Welding Fume and GasesDocument2 paginiIllness Caused by Welding Fume and GasesahmedÎncă nu există evaluări
- Department OF Mechanical Engineering Technology: Heat Engines LaboratoryDocument2 paginiDepartment OF Mechanical Engineering Technology: Heat Engines LaboratoryahmedÎncă nu există evaluări
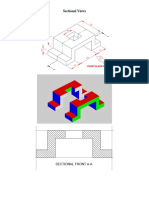
- Sectional ViewDocument2 paginiSectional ViewahmedÎncă nu există evaluări
- Science Answer KeyDocument1 paginăScience Answer KeyahmedÎncă nu există evaluări
- Abdullah - Book Appointment With Consulate General of Pakistan, Jeddah PDFDocument1 paginăAbdullah - Book Appointment With Consulate General of Pakistan, Jeddah PDFahmedÎncă nu există evaluări
- Measuring Metal Strength (Tensile & Impact Strength)Document5 paginiMeasuring Metal Strength (Tensile & Impact Strength)ahmedÎncă nu există evaluări
- 6 Mistakes That Can Lead To Cracked WeldsDocument4 pagini6 Mistakes That Can Lead To Cracked WeldsahmedÎncă nu există evaluări
- Drill Bit Size ChartDocument22 paginiDrill Bit Size ChartahmedÎncă nu există evaluări
- 7 Ways You Are Violating Welding Procedures and Don't Know ItDocument2 pagini7 Ways You Are Violating Welding Procedures and Don't Know ItahmedÎncă nu există evaluări
- Plasma 2Document13 paginiPlasma 2ahmedÎncă nu există evaluări
- Btus, CFMS, and Gges DemystifiedDocument2 paginiBtus, CFMS, and Gges DemystifiedahmedÎncă nu există evaluări
- Tip Data For OFWDocument1 paginăTip Data For OFWahmedÎncă nu există evaluări
- Deposition Rates For Stick ElectrodesDocument3 paginiDeposition Rates For Stick ElectrodesahmedÎncă nu există evaluări
- PlasmaDocument8 paginiPlasmaahmedÎncă nu există evaluări
- PlasmaDocument7 paginiPlasmaahmedÎncă nu există evaluări
- Why Is "Cold Cutting" Superior To Plasma Cutting?Document9 paginiWhy Is "Cold Cutting" Superior To Plasma Cutting?ahmedÎncă nu există evaluări
- Plasma 2Document14 paginiPlasma 2ahmedÎncă nu există evaluări
- CGA Selection Chart for Pure & Mixed Industrial GasesDocument1 paginăCGA Selection Chart for Pure & Mixed Industrial GasesSadot GutierrezÎncă nu există evaluări
- Grinding Wheel SpecificationsDocument2 paginiGrinding Wheel SpecificationsahmedÎncă nu există evaluări
- ASGEpg187 PDFDocument3 paginiASGEpg187 PDFbkprodhÎncă nu există evaluări
- Help Welding Calculation - WeldingDocument14 paginiHelp Welding Calculation - Weldingahmed100% (1)
- Method of Calculating The Cooling Rate in HAZ During WeldingDocument6 paginiMethod of Calculating The Cooling Rate in HAZ During WeldingahmedÎncă nu există evaluări
- To Be Free From Oil and Dirt ADAPTOR, CGA-022 To 1/4 NPT GDG PSMDocument1 paginăTo Be Free From Oil and Dirt ADAPTOR, CGA-022 To 1/4 NPT GDG PSMahmedÎncă nu există evaluări
- UNCUNF Threads - SizeDocument1 paginăUNCUNF Threads - SizeahmedÎncă nu există evaluări
- A Complete Guide To Pipe SizesDocument25 paginiA Complete Guide To Pipe SizesahmedÎncă nu există evaluări
- Unit 5 - Aircraft Fittings and ConnectionsDocument20 paginiUnit 5 - Aircraft Fittings and ConnectionsradhakrishnanÎncă nu există evaluări
- 2 Structural DesignDocument120 pagini2 Structural DesignCelsoRapiÎncă nu există evaluări
- Muro H2.00Document9 paginiMuro H2.00HugoChocÎncă nu există evaluări
- Replacing Materials in Aging Aircraft to Improve Corrosion Resistance and Fatigue PerformanceDocument22 paginiReplacing Materials in Aging Aircraft to Improve Corrosion Resistance and Fatigue Performancemarin.petre2815100% (1)
- Bioplastic From Plant Starch AnalysisDocument3 paginiBioplastic From Plant Starch AnalysisViene XeloÎncă nu există evaluări
- SEISMIC DESIGN Priestley PDFDocument22 paginiSEISMIC DESIGN Priestley PDFRoger Julian MenaÎncă nu există evaluări
- NASA-5001 Design+Test Factors of SafetyDocument14 paginiNASA-5001 Design+Test Factors of SafetyKariveli TharavaduÎncă nu există evaluări
- ME Mech. Design Engineering 2017Document46 paginiME Mech. Design Engineering 2017Sagar SawantÎncă nu există evaluări
- FIP 8 Design and Specification of Fiber Reinforced Concrete 0219Document3 paginiFIP 8 Design and Specification of Fiber Reinforced Concrete 0219mohdfirdausÎncă nu există evaluări
- Allplastics - PTFE Virgin Sheet Data SheetDocument1 paginăAllplastics - PTFE Virgin Sheet Data SheetasdasdÎncă nu există evaluări
- RCA - 05-P521A Shaft FailureDocument40 paginiRCA - 05-P521A Shaft FailureAnkit SharmaÎncă nu există evaluări
- Reinforced Concrete Beams Ultimate Strength Design: Architecture 324 Structures IIDocument24 paginiReinforced Concrete Beams Ultimate Strength Design: Architecture 324 Structures IIanonymousupldr666Încă nu există evaluări
- Document Basal Stability of Excavations in Soft To Firm Clays AuthorDocument4 paginiDocument Basal Stability of Excavations in Soft To Firm Clays AuthorMehdi.MostÎncă nu există evaluări
- Dislocations and Strengthening Mechanisms: 7 - 1 I N T R o D U C T I o NDocument16 paginiDislocations and Strengthening Mechanisms: 7 - 1 I N T R o D U C T I o NstevangracianoÎncă nu există evaluări
- Design of Compozite Haunch Beams and ConnectionsDocument176 paginiDesign of Compozite Haunch Beams and Connectionsstarsplesh0% (1)
- Introduction to Prestressed Concrete Design and MaterialsDocument10 paginiIntroduction to Prestressed Concrete Design and MaterialsSasi HoneyÎncă nu există evaluări
- 05 CE134P-2 Design Principles of Tension Members by ASD and LRFD MethodDocument10 pagini05 CE134P-2 Design Principles of Tension Members by ASD and LRFD MethodPzynae FlorentinoÎncă nu există evaluări
- (Jens J. Ernberg, Stanley E. Asnis (Auth.), Stanle (B-Ok - CC) PDFDocument337 pagini(Jens J. Ernberg, Stanley E. Asnis (Auth.), Stanle (B-Ok - CC) PDFEnquiry SgÎncă nu există evaluări
- Machine Design Standards and Material SelectionDocument46 paginiMachine Design Standards and Material SelectionMadhurima BhandariÎncă nu există evaluări
- Chapter-1 (Con'd) : Fundamentals of Metal Cutting Force and Power in Metal CuttingDocument35 paginiChapter-1 (Con'd) : Fundamentals of Metal Cutting Force and Power in Metal CuttingFira tubeÎncă nu există evaluări
- CHAPTER SEVEN - HIGHWAY PAVEMENT DESIGN-Part I PDFDocument93 paginiCHAPTER SEVEN - HIGHWAY PAVEMENT DESIGN-Part I PDFAbdullahi omarrÎncă nu există evaluări
- Stress-Strain Relationship For Reinforced Concrete in TensionDocument8 paginiStress-Strain Relationship For Reinforced Concrete in TensionManprit SinghÎncă nu există evaluări
- A90.1 Safety Standard For Belt ManliftDocument36 paginiA90.1 Safety Standard For Belt ManliftYadi KusmayadiÎncă nu există evaluări
- A New Codified Design Theory of Second-Order Direct Analysis For Steel A...Document7 paginiA New Codified Design Theory of Second-Order Direct Analysis For Steel A...Luis MartinsÎncă nu există evaluări
- NCMTC'18Document259 paginiNCMTC'18SriramÎncă nu există evaluări
- Astm D5994 D5994M 10 2021Document3 paginiAstm D5994 D5994M 10 2021RaymundoÎncă nu există evaluări
- Perforations On Target: Kjell Bersås Morten StenhaugDocument10 paginiPerforations On Target: Kjell Bersås Morten StenhaugjhsolizsÎncă nu există evaluări
- Design and Analysis of Belt Conveyor Roller ShaftDocument5 paginiDesign and Analysis of Belt Conveyor Roller ShaftGogy100% (1)
- Technical Data Sheet: Stainless Steel: AusteniticDocument4 paginiTechnical Data Sheet: Stainless Steel: AusteniticdaagiraldogoÎncă nu există evaluări
- Inconel 713CDocument20 paginiInconel 713CJSH100Încă nu există evaluări