S-ar putea să vă placă și
- Tap Yourself FreeDocument134 paginiTap Yourself Freenguyenhavn100% (2)
- "All About Cheese": IC-72376X Maj MR HussainDocument72 pagini"All About Cheese": IC-72376X Maj MR HussainmohitÎncă nu există evaluări
- Function of IngredientsDocument42 paginiFunction of IngredientsSatya Pradeep PulakurthiÎncă nu există evaluări
- Food Ingredients and FunctionsDocument44 paginiFood Ingredients and FunctionsDni AwatifÎncă nu există evaluări
- Group 4 Cheese and YogurtDocument28 paginiGroup 4 Cheese and YogurtmoniqueÎncă nu există evaluări
- Traditional Cheese MakingDocument50 paginiTraditional Cheese MakingErcilia DelancerÎncă nu există evaluări
- College of Medicine & Health SciencesDocument56 paginiCollege of Medicine & Health SciencesMebratu DemessÎncă nu există evaluări
- Adeptus Evangelion 2.5 - Operations ManualDocument262 paginiAdeptus Evangelion 2.5 - Operations ManualGhostwheel50% (2)
- Cheese in The MakingDocument15 paginiCheese in The MakingDoms GamboaÎncă nu există evaluări
- Cheese Sauces 101Document16 paginiCheese Sauces 101ferdinandboodhna100% (1)
- BT Processed CheeseDocument16 paginiBT Processed CheeseOsman AitaÎncă nu există evaluări
- الجبن المطبوخDocument12 paginiالجبن المطبوخOsman Aita100% (1)
- Cheese AdditivesDocument27 paginiCheese AdditivesNiraj SinghÎncă nu există evaluări
- Packaging, Storage and Common Defects in Condensed MilksDocument14 paginiPackaging, Storage and Common Defects in Condensed MilksRonak Rawat100% (1)
- State of The Art Penelitian - Chat GPT 2023Document137 paginiState of The Art Penelitian - Chat GPT 2023restyÎncă nu există evaluări
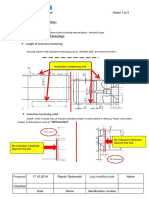
- Induction Hardening - Interpretation of Drawing & Testing PDFDocument4 paginiInduction Hardening - Interpretation of Drawing & Testing PDFrajesh DESHMUKHÎncă nu există evaluări
- LIST Real Estate Contacts ListDocument4 paginiLIST Real Estate Contacts ListChauhan Harshit100% (1)
- Cheesemaking FundamentalsDocument39 paginiCheesemaking FundamentalsPreeti Sharma100% (1)
- Intensive Kitchen Training Manual (IKTM): INTENSIVE KITCHEN TRAINING MANUALDe la EverandIntensive Kitchen Training Manual (IKTM): INTENSIVE KITCHEN TRAINING MANUALEvaluare: 5 din 5 stele5/5 (1)
- Fibrele VitacelDocument65 paginiFibrele VitacelBalteanu Marin100% (1)
- High Risk Medications in AyurvedaDocument3 paginiHigh Risk Medications in AyurvedaRaviraj Pishe100% (1)
- Method of Manufacture of Spray and Roller Dried Milk Powder Production of ValueaddedDocument18 paginiMethod of Manufacture of Spray and Roller Dried Milk Powder Production of ValueaddedRonak RawatÎncă nu există evaluări
- Method of Manufacture of Spray and Roller Dried Milk Powder Production of ValueaddedDocument18 paginiMethod of Manufacture of Spray and Roller Dried Milk Powder Production of ValueaddedRonak RawatÎncă nu există evaluări
- Versant ModifiedDocument57 paginiVersant ModifiedAryan Kharadkar100% (3)
- Poultry Disease Prevention and ControlDocument64 paginiPoultry Disease Prevention and Controlsigra100% (3)
- Yogurt ProductionDocument12 paginiYogurt ProductionTemesgen MuletaÎncă nu există evaluări
- Paper 07: Technology of Milk and Milk ProductsDocument10 paginiPaper 07: Technology of Milk and Milk ProductsLakshmi KanwarÎncă nu există evaluări
- Cheese ProductionDocument3 paginiCheese ProductionPili DiazÎncă nu există evaluări
- Other Fermented Products: Meats Sausages Vegetables Sauerkraut Pickles Soy Sauce OlivesDocument46 paginiOther Fermented Products: Meats Sausages Vegetables Sauerkraut Pickles Soy Sauce OlivesAfifah Nur MajdinaÎncă nu există evaluări
- Cheese Technology Guide: 40-Step ProcessDocument34 paginiCheese Technology Guide: 40-Step Processcrescent moonÎncă nu există evaluări
- Cheese Substitutes: An Alternative To Natural Cheese-A ReviewDocument16 paginiCheese Substitutes: An Alternative To Natural Cheese-A Reviewnils2484Încă nu există evaluări
- Spreadable Cheese Quality White PaperDocument20 paginiSpreadable Cheese Quality White PaperAndreina StefaniÎncă nu există evaluări
- CheeseDocument81 paginiCheesemmkharatÎncă nu există evaluări
- PR PC Essed CheeseDocument10 paginiPR PC Essed CheeserajaamaaÎncă nu există evaluări
- How To Make Yougurt BetterDocument82 paginiHow To Make Yougurt BetterBoy LuckyÎncă nu există evaluări
- Cheese and Varieties Part II: Cheese Styles: Series SummaryDocument5 paginiCheese and Varieties Part II: Cheese Styles: Series SummaryAniket ShindeÎncă nu există evaluări
- Cheese production guide: Classification, process steps and compositionDocument17 paginiCheese production guide: Classification, process steps and compositionmatthew matawoÎncă nu există evaluări
- 24-Cheese Making-13-02-2023Document19 pagini24-Cheese Making-13-02-2023Sarwin BalajiÎncă nu există evaluări
- Project Report On Processed Cheese Manufacturing PlantDocument5 paginiProject Report On Processed Cheese Manufacturing PlantEIRI Board of Consultants and PublishersÎncă nu există evaluări
- Chapter 5 - Egg Based Food IngredientsDocument38 paginiChapter 5 - Egg Based Food IngredientsVanessa LimÎncă nu există evaluări
- USDA Cheese Categories, Factors that Determine Texture and Shelf LifeDocument5 paginiUSDA Cheese Categories, Factors that Determine Texture and Shelf Lifekcq3bzÎncă nu există evaluări
- Project Design BasisDocument30 paginiProject Design BasisPatricia de LeonÎncă nu există evaluări
- Bakery ProductsDocument7 paginiBakery ProductsBharath JaganathanÎncă nu există evaluări
- Influence of Brine Concentration and Ripening Temperature On Quality of Sharri Cheese (2017)Document9 paginiInfluence of Brine Concentration and Ripening Temperature On Quality of Sharri Cheese (2017)Mergim MestaniÎncă nu există evaluări
- Aplikasi Produk DagingDocument32 paginiAplikasi Produk DagingmahayukeynayaÎncă nu există evaluări
- Dena Cheese PowdersDocument27 paginiDena Cheese PowdersSani SalisuÎncă nu există evaluări
- Extrusion OF Texturized Proteins: Wenger International, Inc., Kansas City, Missouri, U.S.ADocument18 paginiExtrusion OF Texturized Proteins: Wenger International, Inc., Kansas City, Missouri, U.S.AAlejandro Giraldo EcheverriÎncă nu există evaluări
- FST437 - Chapter 7 - FD Processing and QualityDocument39 paginiFST437 - Chapter 7 - FD Processing and QualityNur AlisaÎncă nu există evaluări
- Cheese Part5Document16 paginiCheese Part5Hency RoseÎncă nu există evaluări
- Cheese Doctoral ThesisDocument6 paginiCheese Doctoral Thesisygadgcgld100% (2)
- Mielfullpaper321 332Document11 paginiMielfullpaper321 332Omar ZazaÎncă nu există evaluări
- Food and Nutrition: International Research Journal ofDocument10 paginiFood and Nutrition: International Research Journal ofDinoÎncă nu există evaluări
- Modelling The Grade Value of Cheese 21 27 PDFDocument7 paginiModelling The Grade Value of Cheese 21 27 PDFAuliatur RohmahÎncă nu există evaluări
- Food TechnologyDocument4 paginiFood TechnologyVENKATESH MÎncă nu există evaluări
- SFI Meat Processor CategoriesDocument4 paginiSFI Meat Processor CategoriesGladieJohnAlcuirezÎncă nu există evaluări
- Cheese CookeryDocument44 paginiCheese CookeryKayla PyneÎncă nu există evaluări
- Cheese SlurryDocument3 paginiCheese SlurryAnuj PandeyÎncă nu există evaluări
- Making Homemade Cheese: Guide E-216Document8 paginiMaking Homemade Cheese: Guide E-216kerry_dunningÎncă nu există evaluări
- Protecting Quality of Swiss Cheese ExportsDocument16 paginiProtecting Quality of Swiss Cheese Exportscipriano2Încă nu există evaluări
- Low Fat White Brined Cheese Made From BoDocument16 paginiLow Fat White Brined Cheese Made From BoVijayasarathy Sampath KumarÎncă nu există evaluări
- Ancient Cheese Making Techniques ExploredDocument12 paginiAncient Cheese Making Techniques ExploredLindelwa MthembuÎncă nu există evaluări
- Appl. Bulletin N°14 - Processed Cheese (Carra)Document2 paginiAppl. Bulletin N°14 - Processed Cheese (Carra)Yomo OuyaneÎncă nu există evaluări
- Basic Principles of Cheese MakingDocument35 paginiBasic Principles of Cheese MakingTommy301201Încă nu există evaluări
- Aeb Buyers Guide PDFDocument56 paginiAeb Buyers Guide PDFashrafuli_44Încă nu există evaluări
- Textural Melting and Sensory Properties PDFDocument9 paginiTextural Melting and Sensory Properties PDFYorchitoRCDarkCryÎncă nu există evaluări
- Industrial Applications of Enzymes in Dairy Industry: Archa DaveDocument21 paginiIndustrial Applications of Enzymes in Dairy Industry: Archa DaveTín PhạmÎncă nu există evaluări
- History and Manufacture of CheeseDocument18 paginiHistory and Manufacture of CheeseSHAMIL KÎncă nu există evaluări
- Quesos y Subproductos: ALIG 1011 I Término 2019 Galo Chuchuca - FIMCPDocument22 paginiQuesos y Subproductos: ALIG 1011 I Término 2019 Galo Chuchuca - FIMCPKarla Suarez CoronelÎncă nu există evaluări
- 8 Baking 1Document34 pagini8 Baking 1Abdul Aziz100% (1)
- Sodium Propionate E282 Calcium Propionate E283 Potassium Propionate SourcesDocument1 paginăSodium Propionate E282 Calcium Propionate E283 Potassium Propionate SourcesbhaleshÎncă nu există evaluări
- Codex General Standard For CheeseDocument5 paginiCodex General Standard For Cheesesunil2700Încă nu există evaluări
- Handbook of Food Science and Technology 3: Food Biochemistry and TechnologyDe la EverandHandbook of Food Science and Technology 3: Food Biochemistry and TechnologyÎncă nu există evaluări
- MM Italian Cheese Kit BookletDocument12 paginiMM Italian Cheese Kit BookletRonak RawatÎncă nu există evaluări
- Farmers Cheese Lasagna RecipeDocument4 paginiFarmers Cheese Lasagna RecipeRonak RawatÎncă nu există evaluări
- Definition, Composition, Standards and Processing of CreamDocument15 paginiDefinition, Composition, Standards and Processing of CreamRonak Rawat100% (3)
- Unit 15 Packaging, Storage, Quality Attributes and Common Defects of Dried MilksDocument17 paginiUnit 15 Packaging, Storage, Quality Attributes and Common Defects of Dried MilksRonak RawatÎncă nu există evaluări
- Methods of Manufacture of Sweetened Condensed and Evaporated MilksDocument16 paginiMethods of Manufacture of Sweetened Condensed and Evaporated MilksRonak RawatÎncă nu există evaluări
- Farmers Cheese Lasagna RecipeDocument4 paginiFarmers Cheese Lasagna RecipeRonak RawatÎncă nu există evaluări
- Definition, Composition, Classification, Standards (Legal and Others) and Principles of DryingDocument23 paginiDefinition, Composition, Classification, Standards (Legal and Others) and Principles of DryingRonak RawatÎncă nu există evaluări
- Engineering of Roller Drier, Spray Drier, Fluid Bed Drier and Tray DrierDocument19 paginiEngineering of Roller Drier, Spray Drier, Fluid Bed Drier and Tray DrierRonak RawatÎncă nu există evaluări
- Definition, Standards, and Nutritive Value and Principle of EvaporationDocument19 paginiDefinition, Standards, and Nutritive Value and Principle of EvaporationRonak RawatÎncă nu există evaluări
- Chhana Based Sweets PDFDocument13 paginiChhana Based Sweets PDFDilip GuptaÎncă nu există evaluări
- Method of Manufacture of Paneer and ChhanaDocument13 paginiMethod of Manufacture of Paneer and ChhanaRonak Rawat100% (1)
- Definition, Composition, Standards and Factors Affecting Quality of Paneer and ChhanaDocument18 paginiDefinition, Composition, Standards and Factors Affecting Quality of Paneer and ChhanaRonak RawatÎncă nu există evaluări
- Unit 11 Softy and Novelties - Definition, Composition, Legal Standards and Method of ManufactureDocument15 paginiUnit 11 Softy and Novelties - Definition, Composition, Legal Standards and Method of ManufactureRonak RawatÎncă nu există evaluări
- Packaging, Storage, Common Defects, Shelf Life and PreservationDocument13 paginiPackaging, Storage, Common Defects, Shelf Life and PreservationRonak RawatÎncă nu există evaluări
- Whey Whey Beverages, Whey Powder, Lactose, Whey Protein ConcentratesDocument18 paginiWhey Whey Beverages, Whey Powder, Lactose, Whey Protein ConcentratesRonak RawatÎncă nu există evaluări
- Khoa Based Indian Sweets GuideDocument17 paginiKhoa Based Indian Sweets GuideRonak RawatÎncă nu există evaluări
- Methods of Manufacture and Factors Affecting Quality of ProductsDocument16 paginiMethods of Manufacture and Factors Affecting Quality of ProductsRonak RawatÎncă nu există evaluări
- Unit 11 Softy and Novelties - Definition, Composition, Legal Standards and Method of ManufactureDocument15 paginiUnit 11 Softy and Novelties - Definition, Composition, Legal Standards and Method of ManufactureRonak RawatÎncă nu există evaluări
- Principle and Method of ManufactureDocument23 paginiPrinciple and Method of ManufactureRonak RawatÎncă nu există evaluări
- Definition, Composition and Standards of Khoa, Rabri and BasundiDocument17 paginiDefinition, Composition and Standards of Khoa, Rabri and BasundiRonak RawatÎncă nu există evaluări
- Skim Milk Casein and CaseinatesDocument20 paginiSkim Milk Casein and CaseinatesRonak RawatÎncă nu există evaluări
- Buttermilk and Ghee ResidueDocument15 paginiButtermilk and Ghee ResidueRonak RawatÎncă nu există evaluări
- Buttermilk and Ghee ResidueDocument15 paginiButtermilk and Ghee ResidueRonak RawatÎncă nu există evaluări
- Packaging, Hardening, Storage and Transport of Ice CreamDocument16 paginiPackaging, Hardening, Storage and Transport of Ice CreamRonak RawatÎncă nu există evaluări
- Definition, Composition, Classification and Standards (Legal and Others)Document19 paginiDefinition, Composition, Classification and Standards (Legal and Others)Ronak RawatÎncă nu există evaluări
- Definition, Composition, Classification and Standards (Legal and Others)Document19 paginiDefinition, Composition, Classification and Standards (Legal and Others)Ronak RawatÎncă nu există evaluări
- Dorian Auto production model with either-or constraints optimizationDocument1 paginăDorian Auto production model with either-or constraints optimizationyanurarzaqaÎncă nu există evaluări
- Ethics Module 2 - NotesDocument1 paginăEthics Module 2 - Notesanon_137579236Încă nu există evaluări
- Kingspan Spectrum™: Premium Organic Coating SystemDocument4 paginiKingspan Spectrum™: Premium Organic Coating SystemNikolaÎncă nu există evaluări
- Myths of Greece and Rome PDFDocument247 paginiMyths of Greece and Rome PDFratheesh1981Încă nu există evaluări
- Ridge regression biased estimates nonorthogonal problemsDocument14 paginiRidge regression biased estimates nonorthogonal problemsGHULAM MURTAZAÎncă nu există evaluări
- 2021 - Tet Purchase Behavior Report - INFOCUSDocument15 pagini2021 - Tet Purchase Behavior Report - INFOCUSGame AccountÎncă nu există evaluări
- Design of PID controllersDocument4 paginiDesign of PID controllersFseha GetahunÎncă nu există evaluări
- SC Earthquake GuideDocument8 paginiSC Earthquake GuideNevin SmithÎncă nu există evaluări
- Advanced Radiographic Techniques PDFDocument21 paginiAdvanced Radiographic Techniques PDFelokfaiqÎncă nu există evaluări
- Vrio Analysis Slide Template 16x9 1Document8 paginiVrio Analysis Slide Template 16x9 1Alt HrishiÎncă nu există evaluări
- Abundance BlocksDocument1 paginăAbundance BlockssunnyÎncă nu există evaluări
- Instruction Manual: E2M40 and E2M80 Rotary Vacuum PumpsDocument46 paginiInstruction Manual: E2M40 and E2M80 Rotary Vacuum PumpsVicki NugrohoÎncă nu există evaluări
- Applying Value Engineering to Improve Quality and Reduce Costs of Ready-Mixed ConcreteDocument15 paginiApplying Value Engineering to Improve Quality and Reduce Costs of Ready-Mixed ConcreteayyishÎncă nu există evaluări
- 37th APSDC Scientific PresentationsDocument7 pagini37th APSDC Scientific PresentationsSatyendra KumarÎncă nu există evaluări
- Director's Report Highlights Record Wheat Production in IndiaDocument80 paginiDirector's Report Highlights Record Wheat Production in Indiakamlesh tiwariÎncă nu există evaluări
- Lab Manual Cape Bio Unit 1 2023Document37 paginiLab Manual Cape Bio Unit 1 2023drug123addict25Încă nu există evaluări
- Nitocote WP DDocument4 paginiNitocote WP DdaragÎncă nu există evaluări
- Civil ServiceDocument46 paginiCivil ServiceLester Josh SalvidarÎncă nu există evaluări
- Bajaj Auto Company NewDocument94 paginiBajaj Auto Company Newbhas_786Încă nu există evaluări
- Downstream Processing and Bioseparation - Recovery and Purification of Biological Products PDFDocument313 paginiDownstream Processing and Bioseparation - Recovery and Purification of Biological Products PDFgonbio67% (3)
- 2.gantry Rotation Safety CheckDocument2 pagini2.gantry Rotation Safety CheckLê Hồ Nguyên ĐăngÎncă nu există evaluări