S-ar putea să vă placă și
- Cello CurriculumDocument6 paginiCello CurriculumAthina100% (4)
- Psychrometric ChartDocument50 paginiPsychrometric ChartVishal Mehta100% (2)
- Reactor Lab ManualDocument33 paginiReactor Lab ManualAthinaÎncă nu există evaluări
- TRIZ Contradiction MatrixDocument25 paginiTRIZ Contradiction MatrixSantosh KhadasareÎncă nu există evaluări
- Report Heat Treatment Eng Lab 3Document7 paginiReport Heat Treatment Eng Lab 3khalifawhan43% (7)
- Refinery ProductsDocument23 paginiRefinery ProductsKannanGK100% (1)
- ThermodynamicsDocument120 paginiThermodynamicsAthina100% (1)
- Laputa Castle in The Sky - Carrying You (Cello) PDFDocument2 paginiLaputa Castle in The Sky - Carrying You (Cello) PDFAthina50% (2)
- Thermal and Catalytic Cracking ProcessesDocument60 paginiThermal and Catalytic Cracking ProcessesMALIK ZARYABBABARÎncă nu există evaluări
- Catalytic Hydrogenation in The Liquid PhaseDocument8 paginiCatalytic Hydrogenation in The Liquid PhasegiovanniÎncă nu există evaluări
- Recent Developments Fertilizer ProductionDocument56 paginiRecent Developments Fertilizer ProductionLinh TranÎncă nu există evaluări
- April Water Balance ChartDocument1 paginăApril Water Balance Charttej94Încă nu există evaluări
- Myp 3 Chem Revision Sheet 1Document4 paginiMyp 3 Chem Revision Sheet 1Aryan T2Încă nu există evaluări
- Ammonia ManufacturingDocument16 paginiAmmonia ManufacturingMuhammad Irfan MalikÎncă nu există evaluări
- Superior Membrane Process: Chlor-Alkali Electrolysis PlantsDocument24 paginiSuperior Membrane Process: Chlor-Alkali Electrolysis Plantsemre_bozkurtÎncă nu există evaluări
- Ethylene Dichloride (EDC)Document29 paginiEthylene Dichloride (EDC)Mohammad Ragib100% (1)
- Hydrogen and Syngas Production and Purification TechnologiesDe la EverandHydrogen and Syngas Production and Purification TechnologiesÎncă nu există evaluări
- Selective Hydrogenation of PyGas over Palladium CatalystsDocument38 paginiSelective Hydrogenation of PyGas over Palladium CatalystsJohn CyrilÎncă nu există evaluări
- PVC PPTDocument17 paginiPVC PPTMario Fer Apaza Jimenez100% (1)
- Three Dimensional HLB: Dr. Z PresentsDocument21 paginiThree Dimensional HLB: Dr. Z PresentshbordasmÎncă nu există evaluări
- Chlor Alkali PDFDocument1 paginăChlor Alkali PDFelham100% (1)
- Catalyst Handling InfoDocument24 paginiCatalyst Handling InfoJJofin 407Încă nu există evaluări
- Treating Oily Wastewater ReviewDocument10 paginiTreating Oily Wastewater ReviewAthinaÎncă nu există evaluări
- Naptha Hydrotreating Catalysts PDFDocument2 paginiNaptha Hydrotreating Catalysts PDFElena Ricci100% (1)
- PROSERNAT Sulphur Recovery - AdvaSulf™Document50 paginiPROSERNAT Sulphur Recovery - AdvaSulf™Wong Yee SunÎncă nu există evaluări
- Hydrogen Production in RefineriesDocument9 paginiHydrogen Production in RefineriesNirmit DaveÎncă nu există evaluări
- Caustic Soda Industry-1Document3 paginiCaustic Soda Industry-1Muhammad KhurramÎncă nu există evaluări
- Water Treatment QuestionsDocument4 paginiWater Treatment QuestionsAnkurVermaÎncă nu există evaluări
- ChemicalEngineering Chemical Engineering May Intl 2022Document73 paginiChemicalEngineering Chemical Engineering May Intl 2022Richard YentumiÎncă nu există evaluări
- 12 HCL PDFDocument34 pagini12 HCL PDFRaghul TÎncă nu există evaluări
- 6 Ammonia PlantDocument29 pagini6 Ammonia PlantMunawar Lal Joshi100% (1)
- Naphtha CrackingDocument22 paginiNaphtha CrackingSanchez JorgeÎncă nu există evaluări
- Hydrogen 14 Session 19 - MNMDocument95 paginiHydrogen 14 Session 19 - MNMChakravarthy BharathÎncă nu există evaluări
- Electrolysis: A Sustainable Solution for Growing HCl SurplusesDocument24 paginiElectrolysis: A Sustainable Solution for Growing HCl Surplusesdigeca100% (1)
- Thermax Demineralisation BrochureDocument8 paginiThermax Demineralisation Brochuremathesis-2Încă nu există evaluări
- Plant Design of MIBKDocument59 paginiPlant Design of MIBKmalini1989100% (2)
- 2017-02-15 Brochure Ammonium Sulfate Plants SCRDocument8 pagini2017-02-15 Brochure Ammonium Sulfate Plants SCRSya Fitri MarsellaÎncă nu există evaluări
- HydrocrackingDocument1 paginăHydrocrackingLeonardo MartinettoÎncă nu există evaluări
- Decontamination Proposal for Gasoline FractionatorDocument17 paginiDecontamination Proposal for Gasoline FractionatorArie PanjunanÎncă nu există evaluări
- Production of Pearl Caustic Soda-653343 PDFDocument62 paginiProduction of Pearl Caustic Soda-653343 PDFhardajhbfÎncă nu există evaluări
- Chlor Alkali TechnologyDocument19 paginiChlor Alkali TechnologyRamakrishna ReddyÎncă nu există evaluări
- CausticDocument40 paginiCausticMulugeta ShiferawÎncă nu există evaluări
- Chlor AlkaliDocument178 paginiChlor AlkaliChang Chee Hong100% (1)
- Chlor-Alkali IndustryDocument57 paginiChlor-Alkali IndustryKhansa GulshadÎncă nu există evaluări
- Chlor Alkali IndustriesDocument36 paginiChlor Alkali IndustriesZahid HussainÎncă nu există evaluări
- JM Methanol BrochureDocument24 paginiJM Methanol BrochureM Alim Ur RahmanÎncă nu există evaluări
- Ethylene DichlorideDocument18 paginiEthylene DichlorideAnshumanSrivastavaÎncă nu există evaluări
- Boiler Water Chemical Tests & TreatmentsDocument6 paginiBoiler Water Chemical Tests & TreatmentsjewettwaterÎncă nu există evaluări
- ShiftMax 120 PDFDocument6 paginiShiftMax 120 PDFHimanshu GuptaÎncă nu există evaluări
- 017 Catalytic CrackingDocument10 pagini017 Catalytic CrackingJess TobiasÎncă nu există evaluări
- BK 3 Sec 3.4-Closed Recirculating SystemsDocument16 paginiBK 3 Sec 3.4-Closed Recirculating SystemsAlwi MahbubiÎncă nu există evaluări
- Chloromethane Flix Plant Technical PDFDocument143 paginiChloromethane Flix Plant Technical PDFjsaul100% (2)
- 2013-07-26 - Nalco Champion RFP - Iraq Security ServicesDocument23 pagini2013-07-26 - Nalco Champion RFP - Iraq Security ServicesAmer A. Mardam-BeyÎncă nu există evaluări
- Indonesia Customer Seminar Turbine-Generator FundamentalsDocument41 paginiIndonesia Customer Seminar Turbine-Generator FundamentalsRajendran SrnÎncă nu există evaluări
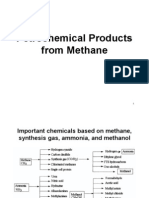
- Petrochemical Products From Methane (Compatibility Mode)Document62 paginiPetrochemical Products From Methane (Compatibility Mode)Jack Chee83% (6)
- DOW Propylene OxideDocument2 paginiDOW Propylene OxideA MahmoodÎncă nu există evaluări
- GACL Aluminum Chloride ExpansionDocument6 paginiGACL Aluminum Chloride ExpansionashwinikrishnaÎncă nu există evaluări
- 1848167504Document1.035 pagini1848167504Jayen BarochiaÎncă nu există evaluări
- Application Crude Distillation InstrumentsDocument1 paginăApplication Crude Distillation InstrumentsHARISHKOTHARU48Încă nu există evaluări
- Resinas Tulsion LiteraturesDocument112 paginiResinas Tulsion LiteraturesdavidnpsÎncă nu există evaluări
- Deepak Nitrite's Chlorobenzene Manufacturing ProcessDocument33 paginiDeepak Nitrite's Chlorobenzene Manufacturing ProcessTruly SelenatorÎncă nu există evaluări
- KemiraDocument4 paginiKemiraMuhammad UmairÎncă nu există evaluări
- Refinery wastewater treatment processes optimize water qualityDocument15 paginiRefinery wastewater treatment processes optimize water qualitypeweeÎncă nu există evaluări
- KVT Process Engineering SolutionsDocument12 paginiKVT Process Engineering Solutionsvb_pol@yahooÎncă nu există evaluări
- PP Technology: A Guide to Polypropylene Production and ApplicationsDocument30 paginiPP Technology: A Guide to Polypropylene Production and Applicationsjahsmine TristanÎncă nu există evaluări
- Z - Chemical Process Industries - K, N IndustriesDocument68 paginiZ - Chemical Process Industries - K, N IndustriesZVSÎncă nu există evaluări
- Acid InhibitorDocument2 paginiAcid Inhibitorglycol_brine_coolant_pcmÎncă nu există evaluări
- J. Nalco Next Generation Technology - EnVisionDocument52 paginiJ. Nalco Next Generation Technology - EnVisionRajendran SrnÎncă nu există evaluări
- CC Product ListDocument6 paginiCC Product ListHenry Esquerre PereyraÎncă nu există evaluări
- Chlor Alkali Brochure Thyssenkrupp NuceraDocument13 paginiChlor Alkali Brochure Thyssenkrupp NuceraSrinivasan KÎncă nu există evaluări
- 2k12 - Sem 1 - Mid-Semester Test 1 - Revised (Soln)Document8 pagini2k12 - Sem 1 - Mid-Semester Test 1 - Revised (Soln)AthinaÎncă nu există evaluări
- Mycotoxin BinderDocument4 paginiMycotoxin BinderZahid MahmoodÎncă nu există evaluări
- EPL 0007678 ArticleDocument22 paginiEPL 0007678 ArticleAthinaÎncă nu există evaluări
- Edward S. Hloomstrong: Civil EngineerDocument2 paginiEdward S. Hloomstrong: Civil EngineerAthinaÎncă nu există evaluări
- Tutorial 1 - P&IDsDocument2 paginiTutorial 1 - P&IDsAthinaÎncă nu există evaluări
- Treating Chrome Tannery Wastewater with Biological ProcessesDocument7 paginiTreating Chrome Tannery Wastewater with Biological ProcessesAthinaÎncă nu există evaluări
- Fifteen-Minute Presentation Covering Any One of The Following TopicsDocument1 paginăFifteen-Minute Presentation Covering Any One of The Following TopicsAthinaÎncă nu există evaluări
- Analytical Chemistry May 2016 Chy2017Document6 paginiAnalytical Chemistry May 2016 Chy2017AthinaÎncă nu există evaluări
- Chrome Tannery ReviewDocument3 paginiChrome Tannery ReviewAthinaÎncă nu există evaluări
- Fifteen-Minute Presentation Covering Any One of The Following TopicsDocument1 paginăFifteen-Minute Presentation Covering Any One of The Following TopicsAthinaÎncă nu există evaluări
- Laboratory Safety RulesDocument4 paginiLaboratory Safety RulesAthinaÎncă nu există evaluări
- Dryness Fraction of Steam ExpDocument5 paginiDryness Fraction of Steam ExpAthinaÎncă nu există evaluări
- Non Spherical Particles Alternate ApproachDocument2 paginiNon Spherical Particles Alternate ApproachAthinaÎncă nu există evaluări
- TH II03 FugacityDocument23 paginiTH II03 FugacityAthinaÎncă nu există evaluări
- Chemengthermo Tutorial 022 K 17Document4 paginiChemengthermo Tutorial 022 K 17AthinaÎncă nu există evaluări
- STA2023Final Exam Sem 2 2016AB 2Document6 paginiSTA2023Final Exam Sem 2 2016AB 2AthinaÎncă nu există evaluări
- 122 Sample ChapterDocument69 pagini122 Sample ChapterAthinaÎncă nu există evaluări
- Thermodynamics December2016Document3 paginiThermodynamics December2016AthinaÎncă nu există evaluări
- MT Tutorial 6Document2 paginiMT Tutorial 6AthinaÎncă nu există evaluări
- 122 Sample ChapterDocument69 pagini122 Sample ChapterAthinaÎncă nu există evaluări
- 2 - Minor Losses in Pipes - Balsiger Bastos BehmDocument11 pagini2 - Minor Losses in Pipes - Balsiger Bastos BehmCarlos TomeyÎncă nu există evaluări
- Membrane TechnologyDocument8 paginiMembrane TechnologyAthinaÎncă nu există evaluări
- SashDocument1 paginăSashAthinaÎncă nu există evaluări
- Copper Sulphate Crystallization Plants at Remote LDocument6 paginiCopper Sulphate Crystallization Plants at Remote Lmaría joséÎncă nu există evaluări
- Unit I-PN Junction PDFDocument130 paginiUnit I-PN Junction PDFB VIDWATH . K SRILATHAÎncă nu există evaluări
- Reading Material Lecture 22Document18 paginiReading Material Lecture 22Syed Asad Asif HashmiÎncă nu există evaluări
- 1K-STP-U Adhesive, Desmoseal S XP 2458, 75 Shore A (BBB 7006)Document2 pagini1K-STP-U Adhesive, Desmoseal S XP 2458, 75 Shore A (BBB 7006)Jhon Alexander Isaza JimenezÎncă nu există evaluări
- Properties of Dust: Grades 6 - 8Document3 paginiProperties of Dust: Grades 6 - 8kate remandabanÎncă nu există evaluări
- Porosity and Wear Resistance of Flame Sprayed TungstenDocument7 paginiPorosity and Wear Resistance of Flame Sprayed Tungstenlacoste11111Încă nu există evaluări
- PhysicsDocument14 paginiPhysicsJake Marcelo-TapatÎncă nu există evaluări
- Dubai Municipality Lists Approved B2B BiocidesDocument14 paginiDubai Municipality Lists Approved B2B BiocidesAhmed FathyÎncă nu există evaluări
- Artificial Neural Network Based Particle Size Prediction of Polymeric NanoparticlesDocument18 paginiArtificial Neural Network Based Particle Size Prediction of Polymeric NanoparticlesAMOL RASTOGI 19BCM0012Încă nu există evaluări
- Tutorial 4Document2 paginiTutorial 4Nombulelo NgcoboÎncă nu există evaluări
- SAF-FRO - Welding Consumables CatalogueDocument194 paginiSAF-FRO - Welding Consumables CatalogueLLÎncă nu există evaluări
- Science Experiments 4th GradeDocument8 paginiScience Experiments 4th GradeNarayanÎncă nu există evaluări
- F3-ANCQ-2018 (Year 8)Document9 paginiF3-ANCQ-2018 (Year 8)2G (01) Cho Joshua Chi HoÎncă nu există evaluări
- Previous Year Questions Acids, Bases & SaltsDocument21 paginiPrevious Year Questions Acids, Bases & Saltskingbakugou0Încă nu există evaluări
- I. Read The Statements or Questions Carefully and Then Shade The Letter of The Correct Answer From The Choices Given Before Each NumberDocument4 paginiI. Read The Statements or Questions Carefully and Then Shade The Letter of The Correct Answer From The Choices Given Before Each NumberJoel BagalanonÎncă nu există evaluări
- Hess Cycle Questions Explained Step-by-StepDocument3 paginiHess Cycle Questions Explained Step-by-StepNujod HolaÎncă nu există evaluări
- Mixtures and AllegationDocument3 paginiMixtures and AllegationRahul JoshiÎncă nu există evaluări
- Comparative study of contaminated sites in Ranipet, IndiaDocument10 paginiComparative study of contaminated sites in Ranipet, IndiaArun MithunÎncă nu există evaluări
- Determination of Total Lipids As Fatty Acid Methyl Esters (FAME) by in Situ TransesterificationDocument16 paginiDetermination of Total Lipids As Fatty Acid Methyl Esters (FAME) by in Situ TransesterificationpeterÎncă nu există evaluări
- Simulation of Biomolecules - Force Fields and Molecular Dynamics TechniquesDocument54 paginiSimulation of Biomolecules - Force Fields and Molecular Dynamics TechniquesFermin SelvinÎncă nu există evaluări
- MullerEnergy JBD BMS InstructionsDocument13 paginiMullerEnergy JBD BMS InstructionsgrillonÎncă nu există evaluări
- Measuring Mechanical Work PaymentsDocument7 paginiMeasuring Mechanical Work PaymentsSteven JosephÎncă nu există evaluări
- Vitamin D3 100,000 IU/g CWS/A Food Grade SpecificationDocument2 paginiVitamin D3 100,000 IU/g CWS/A Food Grade SpecificationROBINÎncă nu există evaluări
- 2011.07.18 NCN L01 Lundstrom PDFDocument25 pagini2011.07.18 NCN L01 Lundstrom PDFBhaskar KÎncă nu există evaluări
- Production and Purification of Glutamic Acid - A Critical Review Towards Process Intensification - ScienceDirectDocument8 paginiProduction and Purification of Glutamic Acid - A Critical Review Towards Process Intensification - ScienceDirectMuhammed Sabdat100% (1)
- Tb5661en Ultimus Film Tech Brief MsDocument4 paginiTb5661en Ultimus Film Tech Brief MsImran AsgharÎncă nu există evaluări
- Using Waste Coffee Grounds in ElectrodesDocument6 paginiUsing Waste Coffee Grounds in ElectrodesHuynh Nghiep ThanhÎncă nu există evaluări