S-ar putea să vă placă și
- 14 - K Overview ConversionDocument41 pagini14 - K Overview ConversionBogdanAlinÎncă nu există evaluări
- 1 - OverviewDocument61 pagini1 - Overviewalexia183Încă nu există evaluări
- 13 - J Gas Purification Sulfur RDocument7 pagini13 - J Gas Purification Sulfur RBogdanAlinÎncă nu există evaluări
- Visbreaking Unit PDFDocument17 paginiVisbreaking Unit PDFMarcos Maldonado100% (1)
- 12 - Reforming Catalyst RegenerationDocument17 pagini12 - Reforming Catalyst RegenerationCarlos Andres PerezÎncă nu există evaluări
- Catalytic Isomerization of Light Alkanes - T.loftenDocument133 paginiCatalytic Isomerization of Light Alkanes - T.loftenIrina Ammosova100% (2)
- 2 - Acid Gas TreatmentDocument73 pagini2 - Acid Gas TreatmentAn Lê TrườngÎncă nu există evaluări
- Heavy Oil Conversion OptionsDocument21 paginiHeavy Oil Conversion OptionsSangeeta GargÎncă nu există evaluări
- Operation of A Distillate Hydrot UnitDocument18 paginiOperation of A Distillate Hydrot UnitFranklin RevillÎncă nu există evaluări
- 3 Coking ProcessesDocument26 pagini3 Coking ProcessesFranklin RevillÎncă nu există evaluări
- DCC ConferenceDocument40 paginiDCC ConferenceSuchart TarasapÎncă nu există evaluări
- 5 - B Main Constituents of PetrDocument25 pagini5 - B Main Constituents of PetrBogdanAlin100% (1)
- GTC Lidong TrainingDocument90 paginiGTC Lidong TrainingBladeDongÎncă nu există evaluări
- Fischer-Tropsch ProcessDocument5 paginiFischer-Tropsch ProcessBilal Arif100% (1)
- Hydrogen Guillermo ParDocument36 paginiHydrogen Guillermo ParMiguel FloresÎncă nu există evaluări
- Unit-1 - Introduction To Petrochemicals (2) (Autosaved)Document108 paginiUnit-1 - Introduction To Petrochemicals (2) (Autosaved)prathamesh singhÎncă nu există evaluări
- 1 - Project Cycle Phase PDFDocument51 pagini1 - Project Cycle Phase PDFFranklin Revill100% (1)
- 07 - Saudi Kayan Mega ProjectDocument13 pagini07 - Saudi Kayan Mega ProjectAbhimanyu SharmaÎncă nu există evaluări
- Hydro Cracking Web AxensDocument11 paginiHydro Cracking Web Axensa_s_a_dÎncă nu există evaluări
- Basics of Reforming, Shapes and Carbon WSVDocument28 paginiBasics of Reforming, Shapes and Carbon WSVMuhammad NaeemÎncă nu există evaluări
- Princeton Petroleum RefiningDocument30 paginiPrinceton Petroleum RefiningDaniel RedondoÎncă nu există evaluări
- 003what Can Be Done With Pyrolysis Gasoline Axens Presentation Ertc Pet 2003 ParisDocument41 pagini003what Can Be Done With Pyrolysis Gasoline Axens Presentation Ertc Pet 2003 ParisJunaid FaruquiÎncă nu există evaluări
- Carbon CaptureDocument13 paginiCarbon CaptureShubhalaxmi SwainÎncă nu există evaluări
- 1.1 Fischer-Tropsch (FT) Process: Figure 1.1 Possible Reactions From Synthesis GasDocument18 pagini1.1 Fischer-Tropsch (FT) Process: Figure 1.1 Possible Reactions From Synthesis GasGonzalo Tito100% (1)
- UOP - Optimising Hydrogen Production and Use (2011)Document12 paginiUOP - Optimising Hydrogen Production and Use (2011)kreutzÎncă nu există evaluări
- Integration of Petrochemical and Refinery Plants As An Approach To Compete in Hydrocarbon MarketDocument31 paginiIntegration of Petrochemical and Refinery Plants As An Approach To Compete in Hydrocarbon MarketHuiJooHweeÎncă nu există evaluări
- 11 Blending OptimizationDocument31 pagini11 Blending OptimizationferaldoÎncă nu există evaluări
- Absorption of GasesDocument25 paginiAbsorption of GaseswetcoÎncă nu există evaluări
- EAU901.088.01 VirtualDocument54 paginiEAU901.088.01 VirtualAnonymous q95lwCg100% (1)
- 2013 PTQ q2Document140 pagini2013 PTQ q2Kathryn HarrisÎncă nu există evaluări
- 7 Hyd Prev DehydrationDocument85 pagini7 Hyd Prev DehydrationWael Badri100% (1)
- Unit 042 CCR Presentation Very GoodDocument29 paginiUnit 042 CCR Presentation Very GoodNguyễn Ngọc Tưởng100% (1)
- 4 Hydrates & Hydrate PreventionDocument26 pagini4 Hydrates & Hydrate PreventionWael Badri100% (1)
- Ethylene Production PDFDocument28 paginiEthylene Production PDFMariam AsgharÎncă nu există evaluări
- Petroleum Refining TechnologyDocument208 paginiPetroleum Refining Technologyoctoviancletus78% (18)
- ABB VisbreakingDocument72 paginiABB Visbreakingmihaileditoiu2010Încă nu există evaluări
- IFPTraining RC 2017 ENDocument200 paginiIFPTraining RC 2017 ENshak100% (1)
- Conversion of Isobutylene To Propylene PDFDocument9 paginiConversion of Isobutylene To Propylene PDFtannytranÎncă nu există evaluări
- 3 Gasoline Pool CDDocument46 pagini3 Gasoline Pool CDnareshpallaÎncă nu există evaluări
- Chapter 5a - HydrocrackingDocument26 paginiChapter 5a - Hydrocrackingazizia harmes0% (1)
- Uop Pacol Dehydrogenation Process: Peter R. PujadóDocument10 paginiUop Pacol Dehydrogenation Process: Peter R. PujadóBharavi K S100% (1)
- Miscellaneous FCC AspectsDocument114 paginiMiscellaneous FCC AspectskotilskÎncă nu există evaluări
- Ethylene ProductionDocument7 paginiEthylene Productionaiman naim100% (1)
- UOP Hydroprocessing Innovations Supplement TechDocument0 paginiUOP Hydroprocessing Innovations Supplement Techasrahaman9100% (1)
- Sweetening LPG With AminesDocument8 paginiSweetening LPG With AminessizwehÎncă nu există evaluări
- Applying Advanced Control To A VCM Unit (PTQ - Q1 2007)Document5 paginiApplying Advanced Control To A VCM Unit (PTQ - Q1 2007)yliangcaÎncă nu există evaluări
- Fluid Catalytic CrackingDocument16 paginiFluid Catalytic Crackingbubalazi100% (1)
- Coke FormationDocument10 paginiCoke Formationghasem_726990287Încă nu există evaluări
- HGU Presentation RT Course FinalDocument83 paginiHGU Presentation RT Course FinalMainak Sarkar100% (1)
- Design Basis of Aromatics Complex PDFDocument14 paginiDesign Basis of Aromatics Complex PDFminh nguyen100% (1)
- Hydrogen Generation For Modern Refineries 2009Document7 paginiHydrogen Generation For Modern Refineries 2009Raudah RahimiÎncă nu există evaluări
- 111 Process Data Book - Sections34Document28 pagini111 Process Data Book - Sections34srihari5043Încă nu există evaluări
- AT 03609 WP Dehydration With Aspen HYSYS PDFDocument25 paginiAT 03609 WP Dehydration With Aspen HYSYS PDFVictor Miguel Diaz JimenezÎncă nu există evaluări
- Typical PFD For Sour Water Stripper ColumnDocument2 paginiTypical PFD For Sour Water Stripper ColumnKmt_AeÎncă nu există evaluări
- Oil DesulphurizationDocument13 paginiOil Desulphurizationolric0633100% (1)
- Gas To Liquids Technology (GTL)Document30 paginiGas To Liquids Technology (GTL)Muhammad TeaimaÎncă nu există evaluări
- Air Liquide Presentation (Siddhartha Mukherjee) Rev 0Document48 paginiAir Liquide Presentation (Siddhartha Mukherjee) Rev 0sara25dec689288100% (1)
- Manual of Process Economic EvaluationDocument480 paginiManual of Process Economic EvaluationNguyen Anh Tung100% (2)
- College of Engineering Department of Petroleum and Chemical Engineering Course Name: Petroleum Refining Operations Fall SemesterDocument23 paginiCollege of Engineering Department of Petroleum and Chemical Engineering Course Name: Petroleum Refining Operations Fall Semestermalak100% (1)
- 1 PrefaceDocument13 pagini1 PrefaceAnonymous inUM0EnLÎncă nu există evaluări
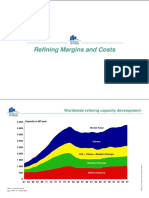
- 20 - Refining Margins and CostsDocument9 pagini20 - Refining Margins and CostsBogdanAlinÎncă nu există evaluări
- 18 - The Refining Industry PDFDocument19 pagini18 - The Refining Industry PDFBogdanAlinÎncă nu există evaluări
- 5 - B Main Constituents of PetrDocument25 pagini5 - B Main Constituents of PetrBogdanAlin100% (1)
- 4 - A Petroleum StatisticsDocument9 pagini4 - A Petroleum StatisticsBogdanAlinÎncă nu există evaluări
- كرود1Document9 paginiكرود1كاظم طارق جواد جاسمÎncă nu există evaluări
- Mod 7Document9 paginiMod 7Muhammed SulfeekÎncă nu există evaluări
- DesulphurizationDocument43 paginiDesulphurizationNithinKallayilÎncă nu există evaluări
- Of Lustre Glazed CeramicDocument11 paginiOf Lustre Glazed CeramicehsanÎncă nu există evaluări
- Chemistry I TheoryDocument2 paginiChemistry I Theory17roopa2010Încă nu există evaluări
- Statistical Physics Part IIDocument39 paginiStatistical Physics Part IIfrankythebroÎncă nu există evaluări
- U5 Org q5Document2 paginiU5 Org q5Mohamed MuhajireenÎncă nu există evaluări
- Experiment 13 Post LabDocument40 paginiExperiment 13 Post LabEmill Jayson CaypunoÎncă nu există evaluări
- Unit 4 2006 Jan MSDocument11 paginiUnit 4 2006 Jan MSraaaaaawrÎncă nu există evaluări
- SHGC & SCDocument2 paginiSHGC & SCVara PrasadÎncă nu există evaluări
- Introduction To Solid State Physics: Crystal StructuresDocument23 paginiIntroduction To Solid State Physics: Crystal StructuresSatyam AgrahariÎncă nu există evaluări
- Linear Thermal ExpansionDocument13 paginiLinear Thermal ExpansionDhanvini BasavaÎncă nu există evaluări
- Analysis - To - Determine - Optimum - Steam - Pressure - Before DeaeratorDocument9 paginiAnalysis - To - Determine - Optimum - Steam - Pressure - Before DeaeratorMas ZuhadÎncă nu există evaluări
- Gas Seperation PDFDocument16 paginiGas Seperation PDFsuruchi shrivastavaÎncă nu există evaluări
- ENEE416 Diffusion PDFDocument26 paginiENEE416 Diffusion PDFAshish JhaÎncă nu există evaluări
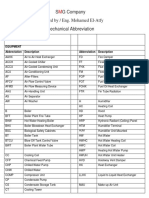
- Prepared by / Eng. Mohamed El-Atfy: S G CompanyDocument4 paginiPrepared by / Eng. Mohamed El-Atfy: S G CompanyRolandÎncă nu există evaluări
- Thermodynamics 1Document17 paginiThermodynamics 1Wilma NaderaÎncă nu există evaluări
- Ruthenium-Catalyzed Azide-Alkyne Cycloaddition (Ruaac)Document4 paginiRuthenium-Catalyzed Azide-Alkyne Cycloaddition (Ruaac)MinhÎncă nu există evaluări
- Ceac 103 - Exp 5Document7 paginiCeac 103 - Exp 5mohsmmad AbdoÎncă nu există evaluări
- Namma Kalvi 12th Chemistry Volume 1 One Mark Study Material 215342Document25 paginiNamma Kalvi 12th Chemistry Volume 1 One Mark Study Material 215342Aakaash C.K.Încă nu există evaluări
- Application of Polymer For Energy GenerationDocument18 paginiApplication of Polymer For Energy GenerationIzzatiHazwaniÎncă nu există evaluări
- Dziob 2020 Phys. Educ. 55 045004Document7 paginiDziob 2020 Phys. Educ. 55 045004arturo insignaresÎncă nu există evaluări
- AnaChem Conjugate Acid Base Pairs 3Document3 paginiAnaChem Conjugate Acid Base Pairs 3Jei HernandezÎncă nu există evaluări
- 5. nhũ dịch, hỗn dịchDocument6 pagini5. nhũ dịch, hỗn dịchTrần Thị NhungÎncă nu există evaluări
- 3 - Recovery of Valuable Metal Ion From Spent Lithium Ion Batteries Using Mild Organnic Acid As Alternative To Mineral AcidsDocument5 pagini3 - Recovery of Valuable Metal Ion From Spent Lithium Ion Batteries Using Mild Organnic Acid As Alternative To Mineral Acidsjasreen15Încă nu există evaluări
- C 03 RefrigeratedGasPlantDocument20 paginiC 03 RefrigeratedGasPlantShariq KhanÎncă nu există evaluări
- Wave SuperpositionDocument29 paginiWave SuperpositionAndrei Allen GonzalesÎncă nu există evaluări
- Monitoring Evaluate of Exothermic PolyurethaneDocument15 paginiMonitoring Evaluate of Exothermic PolyurethaneSiriluck NevestÎncă nu există evaluări
- Continuous Thermal Overloading Capabilities of Ester Oil Transformers in Oil Directed Cooling ConditionsDocument7 paginiContinuous Thermal Overloading Capabilities of Ester Oil Transformers in Oil Directed Cooling ConditionsDanilo FortesÎncă nu există evaluări
- Gen Chem 3Document15 paginiGen Chem 3Marco SarmientoÎncă nu există evaluări