S-ar putea să vă placă și
- Procedimiento Generico - Armado Nested y Flat Rack DT HiLoad Fase X 0418Document94 paginiProcedimiento Generico - Armado Nested y Flat Rack DT HiLoad Fase X 0418Gustavo RolongÎncă nu există evaluări
- Reporte de Trabajo Tolva de Volquete Cat 793D VQTC51 - 21-01-2021Document3 paginiReporte de Trabajo Tolva de Volquete Cat 793D VQTC51 - 21-01-2021Mario Conde VilcaÎncă nu există evaluări
- Armado 930Document44 paginiArmado 930Joel Carvajal ArayaÎncă nu există evaluări
- M14 EstructurasDocument10 paginiM14 EstructurasHuilcaMilito100% (1)
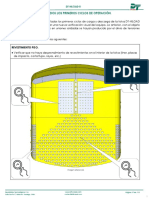
- Páginas Desdemanual de Mantenimiento Tolva (V.1)Document1 paginăPáginas Desdemanual de Mantenimiento Tolva (V.1)Dep TécÎncă nu există evaluări
- AA00046C Field Welding For Assembly or Repair All Komatsu Equipment. (Spanish)Document10 paginiAA00046C Field Welding For Assembly or Repair All Komatsu Equipment. (Spanish)Andree Ayma NuñezÎncă nu există evaluări
- Curso Familiarización de Componentes PC 5500-6Document79 paginiCurso Familiarización de Componentes PC 5500-6MARIO DEL PINO MUÑOZÎncă nu există evaluări
- c3101 Outershield 71M ES-MXDocument3 paginic3101 Outershield 71M ES-MXedwinÎncă nu există evaluări
- CAMION 930E - 4: Superintendencia de Operaciones MinaDocument251 paginiCAMION 930E - 4: Superintendencia de Operaciones MinaRodrigo FernandezÎncă nu există evaluări
- Detección de Fallas Electricas Equipos MinaDocument64 paginiDetección de Fallas Electricas Equipos MinaAlfredo Zambra Alarcón Alias Morro100% (2)
- Marin Manual...Document7 paginiMarin Manual...carlos zavalaÎncă nu există evaluări
- Inspeccion de Camion KOMATSU 730Document1 paginăInspeccion de Camion KOMATSU 730Andree Ayma NuñezÎncă nu există evaluări
- 3.5 Procedimiento de Inspeccion Por Tintes Penetrantes EcsDocument11 pagini3.5 Procedimiento de Inspeccion Por Tintes Penetrantes Ecsjorge villaÎncă nu există evaluări
- Tubo de RadiadorDocument31 paginiTubo de Radiadorrodrigo bermudezÎncă nu există evaluări
- Material Del Estudiante II Parte 793FDocument118 paginiMaterial Del Estudiante II Parte 793Fmarcelo cuelloÎncă nu există evaluări
- Presentacion Camión de Extracción Komatsu 730e 830e Ac 191020Document166 paginiPresentacion Camión de Extracción Komatsu 730e 830e Ac 191020claudioÎncă nu există evaluări
- Curso Mantenimiento Mecanico Nivel 1 7495 HRDocument43 paginiCurso Mantenimiento Mecanico Nivel 1 7495 HRbends1408Încă nu există evaluări
- Informe de Avance Tolvas y Plan Diario 06.05.19Document3 paginiInforme de Avance Tolvas y Plan Diario 06.05.19Semansa IngenieriaÎncă nu există evaluări
- CM122 - Estructura de Tolva - 13.03.2020 PDFDocument6 paginiCM122 - Estructura de Tolva - 13.03.2020 PDFJhonatan MichaelÎncă nu există evaluări
- ConduletsDocument7 paginiConduletsJuan DE Jesus Reyes0% (1)
- Operación Komatsu 980Document223 paginiOperación Komatsu 980Domingo100% (1)
- Smart Rim PDFDocument43 paginiSmart Rim PDFEmilio CortesÎncă nu există evaluări
- 2.4 GeometalurgiaDocument5 pagini2.4 GeometalurgiaMichael TiconaÎncă nu există evaluări
- Operacion y Mantenimiento WA1200-3 JAPAN O&M Spanish PDFDocument281 paginiOperacion y Mantenimiento WA1200-3 JAPAN O&M Spanish PDFEdin Raul Yalle Rafael100% (1)
- Grupo de PreciosDocument34 paginiGrupo de PreciosnelsonÎncă nu există evaluări
- Informe Alternador GTA34 - CSIDocument14 paginiInforme Alternador GTA34 - CSImauricio suarezÎncă nu există evaluări
- 11 Mantenimiento Sistema SuspensionesDocument42 pagini11 Mantenimiento Sistema SuspensionesJoaquin MaturanaÎncă nu există evaluări
- CarrileriaDocument162 paginiCarrilerianicolas tapiaÎncă nu există evaluări
- Komatsu 930EDocument21 paginiKomatsu 930ELucas RomeroÎncă nu există evaluări
- Pala PC 8000 de Gabriela Mistral Es Pionera en El Mundo en Cargar Camiones AutónomosDocument2 paginiPala PC 8000 de Gabriela Mistral Es Pionera en El Mundo en Cargar Camiones AutónomosMaxi SantanderÎncă nu există evaluări
- EX5600-6ES Digital Only 16-01 PDFDocument28 paginiEX5600-6ES Digital Only 16-01 PDFchechar10Încă nu există evaluări
- Opcion de ProyectoDocument41 paginiOpcion de ProyectoBryan GaribayÎncă nu există evaluări
- Cambio de Tolva Camion Komatsu 730e #12 07-02-2015Document63 paginiCambio de Tolva Camion Komatsu 730e #12 07-02-2015Anonymous tV1FhZqC67% (3)
- C4 Acero Al Carbono y FundicionesDocument25 paginiC4 Acero Al Carbono y FundicionesCarlosCristobalÎncă nu există evaluări
- Procesos Obtención TugnstenoDocument11 paginiProcesos Obtención TugnstenoMaria La del BarrioÎncă nu există evaluări
- Plan Armado WA1200 - San MartinDocument7 paginiPlan Armado WA1200 - San MartinEdin Raul Yalle Rafael100% (1)
- 01 - 1 - Descriptor Del Curso Estructura y Función WA1200-3 Versión 2.0Document5 pagini01 - 1 - Descriptor Del Curso Estructura y Función WA1200-3 Versión 2.0MARIO DEL PINO MUÑOZÎncă nu există evaluări
- Motor Perkins 4Document16 paginiMotor Perkins 4Durand Cerna J EmilianoÎncă nu există evaluări
- Alambre TubularDocument17 paginiAlambre TubularEdwinCahuanaÎncă nu există evaluări
- Informe Caex 818 Cambio de Blower 2Document2 paginiInforme Caex 818 Cambio de Blower 2Emilio Cortes T.100% (1)
- Guia Estudiante T282-CDocument182 paginiGuia Estudiante T282-CThomas Bravo100% (2)
- Tolvas LivianasDocument4 paginiTolvas LivianasBryam Molina CerronÎncă nu există evaluări
- Catálogo Camión HD785 7E Español DigitalDocument20 paginiCatálogo Camión HD785 7E Español DigitalRamos BorisÎncă nu există evaluări
- Presentacion Del Camion 930 EDocument148 paginiPresentacion Del Camion 930 EJuan Carlos Jara MÎncă nu există evaluări
- Procedimiento de Ensamble de Tolva Msdii para Camiones 797Document24 paginiProcedimiento de Ensamble de Tolva Msdii para Camiones 797Jesús SevillanoÎncă nu există evaluări
- Bastidor de Rodillos Inferiores (GR) AstoDocument6 paginiBastidor de Rodillos Inferiores (GR) Astoabiud1ho100% (1)
- Ex5600-6 Diagrama de Circuitos Eléctricos (1/7) : RadioDocument1 paginăEx5600-6 Diagrama de Circuitos Eléctricos (1/7) : RadioWesley Gonzalo YupanquiÎncă nu există evaluări
- Presentación Estruc. y Func. Camión 793CDocument60 paginiPresentación Estruc. y Func. Camión 793Ctomas huertaÎncă nu există evaluări
- CF Wa1200-3 KomatsuDocument24 paginiCF Wa1200-3 KomatsuBillyQuinterosJoaquinÎncă nu există evaluări
- Mannto de Camion 793b Cat PMDocument158 paginiMannto de Camion 793b Cat PMManuel Pompa FloresÎncă nu există evaluări
- Usi-Sso-Pro-014 - Fabricacion e Instalacion de Laterales para Tolva CatDocument8 paginiUsi-Sso-Pro-014 - Fabricacion e Instalacion de Laterales para Tolva CatedgarÎncă nu există evaluări
- Camion Minero 793cDocument86 paginiCamion Minero 793cDiego Fernandez JorgeÎncă nu există evaluări
- Presentacion Komatsu 930e-3-1Document114 paginiPresentacion Komatsu 930e-3-1emmanuel100% (1)
- BT-PROCEDIMIENTO DE INSTALACIÓN - MONTAJE DE NEUMÁTICO RIM SMART SYSTEM Rev 2 PDFDocument36 paginiBT-PROCEDIMIENTO DE INSTALACIÓN - MONTAJE DE NEUMÁTICO RIM SMART SYSTEM Rev 2 PDFlqhujt100% (1)
- Comparación CamionesDocument27 paginiComparación Camionesedith thalia puse ayalaÎncă nu există evaluări
- Prersentacion Caex 930-E 3y4 CzoDocument227 paginiPrersentacion Caex 930-E 3y4 CzoPaula Tapia AguilarÎncă nu există evaluări
- Ep Cap6 El Igbtvvv.Document14 paginiEp Cap6 El Igbtvvv.Fabrizio JesúsÎncă nu există evaluări
- Curso Accesorios Herramientas Corte Get Maquinaria Pesada Ferreyros CaterpillarDocument42 paginiCurso Accesorios Herramientas Corte Get Maquinaria Pesada Ferreyros CaterpillarAle Fierro100% (1)
- Proceso de Fabricacion de TolvasDocument42 paginiProceso de Fabricacion de TolvasKevin Málaga100% (2)
- Universidad de ChileDocument1 paginăUniversidad de ChileFabián Andrés Pérez ColomaÎncă nu există evaluări
- Ecologic Company 1Document8 paginiEcologic Company 1De Lacruz KevinÎncă nu există evaluări
- Lab 4Document8 paginiLab 4De Lacruz KevinÎncă nu există evaluări
- Problemas Cengel Unidad 2Document5 paginiProblemas Cengel Unidad 2OmarNeftalíDíazMendoza0% (1)
- JetpackDocument14 paginiJetpackDe Lacruz KevinÎncă nu există evaluări
- HjbivDocument5 paginiHjbivDe Lacruz KevinÎncă nu există evaluări
- LaboratorioDocument7 paginiLaboratorioDe Lacruz KevinÎncă nu există evaluări
- Ecologic Company 1Document8 paginiEcologic Company 1De Lacruz KevinÎncă nu există evaluări
- Lab 3 de DiseñoDocument11 paginiLab 3 de DiseñoDe Lacruz KevinÎncă nu există evaluări
- Rubrica Hidraulica 22Document8 paginiRubrica Hidraulica 22De Lacruz KevinÎncă nu există evaluări
- Investigacion Mercadeo Iphone AppleDocument44 paginiInvestigacion Mercadeo Iphone AppleAlPedini50% (4)
- Expo OdpDocument7 paginiExpo OdpDe Lacruz KevinÎncă nu există evaluări
- Manco CápacDocument5 paginiManco CápacDe Lacruz KevinÎncă nu există evaluări
- 8.01 Brocas Fresas y Elementos de Corte PDFDocument19 pagini8.01 Brocas Fresas y Elementos de Corte PDFDe Lacruz KevinÎncă nu există evaluări
- Preparacion de Superficies Fase 6 Lijado AparejoDocument2 paginiPreparacion de Superficies Fase 6 Lijado AparejoMaurihuaanaa Navarro SantanaÎncă nu există evaluări
- Sistemadeaireacondicionado - Material PDFDocument116 paginiSistemadeaireacondicionado - Material PDFAina AilicecÎncă nu există evaluări
- Rubrica Hidraulica 22Document8 paginiRubrica Hidraulica 22De Lacruz KevinÎncă nu există evaluări
- Rubrica Hidraulica 22Document8 paginiRubrica Hidraulica 22De Lacruz KevinÎncă nu există evaluări
- El Sistema de Encendido MaterialDocument61 paginiEl Sistema de Encendido MaterialMaritza Zulma Charca Quispe100% (1)
- Proyecto FinalDocument56 paginiProyecto FinalDe Lacruz Kevin0% (1)
- Luis LuisDocument23 paginiLuis LuisDe Lacruz KevinÎncă nu există evaluări
- Manco CápacDocument4 paginiManco CápacDe Lacruz KevinÎncă nu există evaluări
- Manco CápacDocument4 paginiManco CápacDe Lacruz KevinÎncă nu există evaluări
- Laboratorio 8Document8 paginiLaboratorio 8De Lacruz KevinÎncă nu există evaluări
- Laboratorio 07 EXODocument19 paginiLaboratorio 07 EXODe Lacruz KevinÎncă nu există evaluări
- ManualDocument8 paginiManualDe Lacruz KevinÎncă nu există evaluări
- LaboratorioDocument7 paginiLaboratorioDe Lacruz KevinÎncă nu există evaluări
- MFDocument4 paginiMFDe Lacruz KevinÎncă nu există evaluări
- Intro Ducci OnDocument6 paginiIntro Ducci OnDe Lacruz KevinÎncă nu există evaluări
- HIDRAULICDocument17 paginiHIDRAULICDe Lacruz KevinÎncă nu există evaluări
- Lenguajes de Programacion de PLCDocument6 paginiLenguajes de Programacion de PLCMarco Antonio Gil RománÎncă nu există evaluări
- TRILOGIA 200iDocument24 paginiTRILOGIA 200iarami28Încă nu există evaluări
- Diseño de Puente de AceroDocument19 paginiDiseño de Puente de AceroEdison Cruz Ayarquispe LopezÎncă nu există evaluări
- Kennametal Energy Catalog ES PDFDocument60 paginiKennametal Energy Catalog ES PDFJorge Manuel Perez RodriguezÎncă nu există evaluări
- Zonas Sis Dispacion Enrg MaterialesDocument53 paginiZonas Sis Dispacion Enrg MaterialesecoalejoÎncă nu există evaluări
- Check List de Trabajo en CalienteDocument1 paginăCheck List de Trabajo en CalientekatyÎncă nu există evaluări
- Laboratorio de Soldadura 5Document5 paginiLaboratorio de Soldadura 5Azhly Valdivia TitoÎncă nu există evaluări
- LN 10Document46 paginiLN 10carlosmitecÎncă nu există evaluări
- Procedimiento de SoldaduraDocument5 paginiProcedimiento de SoldaduraPer DCÎncă nu există evaluări
- Neon Flex - AsfDocument11 paginiNeon Flex - AsfVzla MarketingÎncă nu există evaluări
- CBC Enciclopedia Mecanica General Vol5 221005 034727Document332 paginiCBC Enciclopedia Mecanica General Vol5 221005 034727Andrea LaraÎncă nu există evaluări
- Practico 01, Puertas y Ventanas AceroDocument28 paginiPractico 01, Puertas y Ventanas AceroEliana ChóezÎncă nu există evaluări
- 14 014 MGR Epf Ej 17 in 401 RaDocument31 pagini14 014 MGR Epf Ej 17 in 401 Ramarcos.sarzuriÎncă nu există evaluări
- CCH 70 Especificación Forjas Turbinas y GeneradoresDocument14 paginiCCH 70 Especificación Forjas Turbinas y GeneradoresEfrain Ortiz Barreto100% (1)
- Guía para Estructuras Internas (Resumen)Document22 paginiGuía para Estructuras Internas (Resumen)Camila OpazoÎncă nu există evaluări
- Registro de Inspeccion Por Inspeccion VisualDocument3 paginiRegistro de Inspeccion Por Inspeccion VisualEduardo OreÎncă nu există evaluări
- Protocolo de Tintes PenetrantesDocument5 paginiProtocolo de Tintes PenetrantesManuel Ali Echevarria Rosas100% (1)
- Act 5 R. Locativo TARDocument43 paginiAct 5 R. Locativo TARJimmy CASTIBLANCO GUTIERREZÎncă nu există evaluări
- Tabla Comparativa Entre Codigo, Norma y Espesificación en SoldaduraDocument1 paginăTabla Comparativa Entre Codigo, Norma y Espesificación en Soldaduradaniela diegoÎncă nu există evaluări
- Acero y AdobeDocument10 paginiAcero y AdobeCarlos CcañaÎncă nu există evaluări
- SSM-FT-115 Reporte Ambiental en El TrabajoDocument7 paginiSSM-FT-115 Reporte Ambiental en El TrabajoAlexander CarhuamacaÎncă nu există evaluări
- Procedimiento de SoldaduraDocument32 paginiProcedimiento de SoldaduraYahir Rodrigo Guerrero Ochoa100% (2)
- 1 Guia de SIMBOLOGIA OMAR ROJASDocument19 pagini1 Guia de SIMBOLOGIA OMAR ROJASOMAR EDUARDO ROJAS ORTIZÎncă nu există evaluări
- Presentación Seguridad en ObraDocument43 paginiPresentación Seguridad en ObraJose Antonio Perez RamosÎncă nu există evaluări
- Esquema Soldadura y CorteDocument3 paginiEsquema Soldadura y CorteAndres VargasÎncă nu există evaluări
- Especificaciones Tecnicas Rev-02-11-16Document26 paginiEspecificaciones Tecnicas Rev-02-11-16NavalPRO Ingeniería NavalÎncă nu există evaluări
- Práctica Recomendada para Básicos Inspección RequisitosDocument116 paginiPráctica Recomendada para Básicos Inspección RequisitosDanita CamargoÎncă nu există evaluări
- Aceros de Alta ResistenciaDocument19 paginiAceros de Alta ResistenciaKike SilvaÎncă nu există evaluări
- Dobladora de Lamina Marco TeoricoDocument7 paginiDobladora de Lamina Marco TeoricoPepe Perez0% (1)
- Informe Final Aplicaciones Alternativas A Los Metales Metal III PDFDocument191 paginiInforme Final Aplicaciones Alternativas A Los Metales Metal III PDFpipi_spinetta0% (1)
- Guía de Aprendizaje - Casos de Auditoria ISO 45001Document9 paginiGuía de Aprendizaje - Casos de Auditoria ISO 45001Carlos Andres Echavez Romero80% (5)