S-ar putea să vă placă și
- Decisão Normativa #32, de 14 de Dezembro de 1988.: DecideDocument1 paginăDecisão Normativa #32, de 14 de Dezembro de 1988.: DecideValdemar SensÎncă nu există evaluări
- Anotações Melhorias OficinaDocument1 paginăAnotações Melhorias OficinawesleiÎncă nu există evaluări
- Decisão Normativa #32, de 14 de Dezembro de 1988.: DecideDocument1 paginăDecisão Normativa #32, de 14 de Dezembro de 1988.: DecideValdemar SensÎncă nu există evaluări
- Apresentação REW 2020 R1Document22 paginiApresentação REW 2020 R1wesleiÎncă nu există evaluări
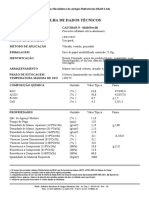
- CASTIBAR N - 0620 Folha de Dados TécnicosDocument1 paginăCASTIBAR N - 0620 Folha de Dados TécnicoswesleiÎncă nu există evaluări
- CT Ceest Xxvi 2014 25Document81 paginiCT Ceest Xxvi 2014 25Pedro HenriqueÎncă nu există evaluări
- Obrigações MeiDocument1 paginăObrigações MeiwesleiÎncă nu există evaluări
- Energia BermoDocument17 paginiEnergia BermoAlex LopesÎncă nu există evaluări
- NBR 14629 2011 Equipamento de Protecao Contra Queda de Altura Absorvedor de Energia PDFDocument14 paginiNBR 14629 2011 Equipamento de Protecao Contra Queda de Altura Absorvedor de Energia PDFwesleiÎncă nu există evaluări
- Energia Da MadeiraDocument162 paginiEnergia Da MadeiraBrian Almeida Engenheiro FlorestalÎncă nu există evaluări
- Avaliação de trinca em vaso de pressão para GLP usando API 579Document28 paginiAvaliação de trinca em vaso de pressão para GLP usando API 579Ruy Pontes100% (1)
- Modelo de Aditivo de ContratoDocument9 paginiModelo de Aditivo de ContratowesleiÎncă nu există evaluări
- Falta de ar-condicionado 'sufoca' usuários de transporte coletivo em SPDocument52 paginiFalta de ar-condicionado 'sufoca' usuários de transporte coletivo em SPwesleiÎncă nu există evaluări
- Projeto AmoniaDocument54 paginiProjeto AmoniaAlessandro CalleuÎncă nu există evaluări
- Aula 03 Erros MedicaoDocument33 paginiAula 03 Erros MedicaopriscilamoraissÎncă nu există evaluări
- Prontuário NR20 - ManutençõesDocument4 paginiProntuário NR20 - ManutençõeswesleiÎncă nu există evaluări
- Manutenção de equipamentos de postos de combustíveisDocument50 paginiManutenção de equipamentos de postos de combustíveisRouberioRolimÎncă nu există evaluări
- Caldeiras: tipos, partes e segurança na operaçãoDocument24 paginiCaldeiras: tipos, partes e segurança na operaçãoJose Marcos Martins ReisÎncă nu există evaluări
- Simbolos ISADocument15 paginiSimbolos ISAanon-484829100% (5)
- Torque X PotênciaDocument4 paginiTorque X PotênciawesleiÎncă nu există evaluări
- Aços InoxidáveisDocument47 paginiAços InoxidáveiswesleiÎncă nu există evaluări
- Caldeiras: tipos, partes e segurança na operaçãoDocument24 paginiCaldeiras: tipos, partes e segurança na operaçãoJose Marcos Martins ReisÎncă nu există evaluări
- Estruturas de Aco - Projeto e Dimensionamento Exercicio-01Document4 paginiEstruturas de Aco - Projeto e Dimensionamento Exercicio-01wesleiÎncă nu există evaluări
- Caldeiras: tipos, partes e segurança na operaçãoDocument24 paginiCaldeiras: tipos, partes e segurança na operaçãoJose Marcos Martins ReisÎncă nu există evaluări
- Tamarindo CervezaDocument8 paginiTamarindo Cervezapringl3rzÎncă nu există evaluări
- Apresentação IONÓFORODocument23 paginiApresentação IONÓFOROPrika BernhardÎncă nu există evaluări
- Diferenças Entre Kefir de Água e de LeiteDocument4 paginiDiferenças Entre Kefir de Água e de Leiteapi-3745500100% (2)
- 12 Fasfasg 21412 FswaDocument2 pagini12 Fasfasg 21412 FswaPedro Henrique Léo RebeloÎncă nu există evaluări
- Relatorio AcidezDocument10 paginiRelatorio AcidezAmanda BeatrizÎncă nu există evaluări
- Biologia SecundáriaDocument6 paginiBiologia SecundáriaSusana Morais100% (1)
- Guia completo para produção caseira de cerveja artesanalDocument28 paginiGuia completo para produção caseira de cerveja artesanalsm_carvalho67% (3)
- C3 CursoE Biologia B 20aulasDocument12 paginiC3 CursoE Biologia B 20aulasHancock86Încă nu există evaluări
- Princípios em Biotecnologia e Patrimônio GenéticoDocument88 paginiPrincípios em Biotecnologia e Patrimônio GenéticoVanessa David100% (1)
- Os Tipos de Enzimas e Sua Aplicacao Nos AlimentosDocument14 paginiOs Tipos de Enzimas e Sua Aplicacao Nos AlimentosHélio NascimentoÎncă nu există evaluări
- Reino Fungi - CompletoDocument14 paginiReino Fungi - CompletosuellenpassosaguiarÎncă nu există evaluări
- Receita Czech Me in Bohemian Pilsner Cerveja Facil 20LDocument1 paginăReceita Czech Me in Bohemian Pilsner Cerveja Facil 20LAdriana Marques de AlmeidaÎncă nu există evaluări
- Fermentações LácticasDocument50 paginiFermentações LácticasAnderson LimaÎncă nu există evaluări
- Aula Bar e BebidasDocument29 paginiAula Bar e BebidasGuga Pessoas100% (1)
- De 03.ptDocument4 paginiDe 03.ptIbrahimÎncă nu există evaluări
- 28 Analise de Uma Coluna de Winogradsky-1Document4 pagini28 Analise de Uma Coluna de Winogradsky-1Roselene Linden100% (2)
- Aula Prática FermentaçãoDocument1 paginăAula Prática Fermentaçãoapi-3736634100% (3)
- Receita Orange Pale Ale American Pale Ale Cerveja Facil 20L 1Document1 paginăReceita Orange Pale Ale American Pale Ale Cerveja Facil 20L 1Adriana Marques de Almeida100% (1)
- Prova IDocument18 paginiProva IuandersonkÎncă nu există evaluări
- Boas Práticas CachaçaDocument72 paginiBoas Práticas CachaçaGerlane Paiva33% (3)
- Biotecnologia - Nono AnoDocument1 paginăBiotecnologia - Nono Anomiguelcorreia100% (2)
- Caprinos e OvinosNet SebraeDocument47 paginiCaprinos e OvinosNet Sebraeapi-3807298100% (4)
- Aula 1 2 e 3 - Etiopatogênese Geral Das LesõesDocument21 paginiAula 1 2 e 3 - Etiopatogênese Geral Das Lesõescamilla fÎncă nu există evaluări
- Exercícios de fenômenos químicos e físicosDocument2 paginiExercícios de fenômenos químicos e físicosPaul CumbassÎncă nu există evaluări
- Alimentos Industrializados-MilhoDocument49 paginiAlimentos Industrializados-MilhoMB AcademicaÎncă nu există evaluări
- BIOQUÍMICA - Glicólise - Considerações GeraisDocument9 paginiBIOQUÍMICA - Glicólise - Considerações Geraisleo1221Încă nu există evaluări
- Produção de Álcool de MandiocaDocument41 paginiProdução de Álcool de Mandiocaeduardobajo100% (3)
- Pão de hambúrguer: influência dos tipos de açúcarDocument9 paginiPão de hambúrguer: influência dos tipos de açúcarLuísa UmpierreÎncă nu există evaluări
- Biologia Aula 01Document3 paginiBiologia Aula 01Aline NunesÎncă nu există evaluări
- Hidrólise da sacarose em glicose e frutoseDocument18 paginiHidrólise da sacarose em glicose e frutoseMárcio CardosoÎncă nu există evaluări