S-ar putea să vă placă și
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- New-Product Development and Product Life-Cycle Strategies GENERAL CONTENT: Multiple-Choice QuestionsDocument21 paginiNew-Product Development and Product Life-Cycle Strategies GENERAL CONTENT: Multiple-Choice Questionslisa voÎncă nu există evaluări
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5795)
- Derivative Analysis HW1Document3 paginiDerivative Analysis HW1RahulSatijaÎncă nu există evaluări
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- People Vs VictorDocument4 paginiPeople Vs VictorEryl YuÎncă nu există evaluări
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Chapter02 AnglesDocument40 paginiChapter02 Angleslen16328100% (1)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- Myriam Met. CBLDocument25 paginiMyriam Met. CBLCamila EscobarÎncă nu există evaluări
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- RBG - CRM BRD - Marketing - v4.1Document68 paginiRBG - CRM BRD - Marketing - v4.1Manvi Pareek100% (2)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Gender Stereotypes and Performativity Analysis in Norwegian Wood Novel by Haruki Murakami Devani Adinda Putri Reg No: 2012060541Document35 paginiGender Stereotypes and Performativity Analysis in Norwegian Wood Novel by Haruki Murakami Devani Adinda Putri Reg No: 2012060541Jornel JevanskiÎncă nu există evaluări
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- Level - 1: Expansion of DeterminantsDocument13 paginiLevel - 1: Expansion of DeterminantsAtomitronÎncă nu există evaluări
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- الاستراتيجية الامنية الأمريكيةDocument141 paginiالاستراتيجية الامنية الأمريكيةAhmedZEMMITÎncă nu există evaluări
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- N Advocates Act 1961 Ankita218074 Nujsedu 20221008 230429 1 107Document107 paginiN Advocates Act 1961 Ankita218074 Nujsedu 20221008 230429 1 107ANKITA BISWASÎncă nu există evaluări
- Bar Graphs and HistogramsDocument9 paginiBar Graphs and HistogramsLeon FouroneÎncă nu există evaluări
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (345)
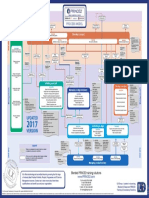
- p2 Process Model 2017Document1 paginăp2 Process Model 2017Miguel Fernandes0% (1)
- Att.3 Training Evaluation For Course Trainer & FacilitiesDocument2 paginiAtt.3 Training Evaluation For Course Trainer & FacilitiesYusufÎncă nu există evaluări
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Michelle Kommer Resignation LetterDocument1 paginăMichelle Kommer Resignation LetterJeremy TurleyÎncă nu există evaluări
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- YCAP 7 Steps PosterDocument1 paginăYCAP 7 Steps PosterSohila AmrÎncă nu există evaluări
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- 9300 Servo Inverter TRDocument10 pagini9300 Servo Inverter TRIhsan CanakogluÎncă nu există evaluări
- Bible Study OutlineDocument2 paginiBible Study OutlineAnonymous v4SN2iMOyÎncă nu există evaluări
- Advanced Finite Element Model of Tsing Ma Bridge For Structural Health MonitoringDocument32 paginiAdvanced Finite Element Model of Tsing Ma Bridge For Structural Health MonitoringZhang ChaodongÎncă nu există evaluări
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- Task 12 - Pages 131-132 and Task 13 - Pages 147-148 (Bsma 2c - Zion R. Desamero)Document2 paginiTask 12 - Pages 131-132 and Task 13 - Pages 147-148 (Bsma 2c - Zion R. Desamero)Zion EliÎncă nu există evaluări
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- Articol de CercetareDocument3 paginiArticol de CercetareLuiza Carmen PîrvulescuÎncă nu există evaluări
- RFP Nms 070708Document183 paginiRFP Nms 070708Md RajaulÎncă nu există evaluări
- Subiecte Engleza August 2018 - V1Document6 paginiSubiecte Engleza August 2018 - V1DenisÎncă nu există evaluări
- Xenophanes' ScepticismDocument22 paginiXenophanes' Scepticismvince34Încă nu există evaluări
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- Bayonet Charge Vs ExposureDocument2 paginiBayonet Charge Vs ExposureДжейнушка ПаннеллÎncă nu există evaluări
- Daftar Pustaka 7689Document20 paginiDaftar Pustaka 7689Rivani KurniawanÎncă nu există evaluări
- AVERY, Adoratio PurpuraeDocument16 paginiAVERY, Adoratio PurpuraeDejan MitreaÎncă nu există evaluări
- Types of CounsellingDocument5 paginiTypes of CounsellingAnkita ShettyÎncă nu există evaluări
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- A Step by Step Approach To The Modeling of Chemical Engineering Processes, Using Excel For Simulation (2018)Document182 paginiA Step by Step Approach To The Modeling of Chemical Engineering Processes, Using Excel For Simulation (2018)Anonymous NxpnI6jC100% (7)
- The Divine Liturgy Syro Malankara ChurchDocument4 paginiThe Divine Liturgy Syro Malankara ChurchGian Marco TallutoÎncă nu există evaluări
- Numerical Analysis: Prof. Dr. Süheyla ÇEHRELİDocument15 paginiNumerical Analysis: Prof. Dr. Süheyla ÇEHRELİEzgi GeyikÎncă nu există evaluări
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)