S-ar putea să vă placă și
- Elkem - Alloying Elements and Their EffectsDocument8 paginiElkem - Alloying Elements and Their EffectsDeep Shikha Gupta100% (8)
- A Complete Guide to Watch Repair - Barrels, Fuses, Mainsprings, Balance Springs, Pivots, Depths, Train Wheels and Common Stoppages of WatchesDe la EverandA Complete Guide to Watch Repair - Barrels, Fuses, Mainsprings, Balance Springs, Pivots, Depths, Train Wheels and Common Stoppages of WatchesEvaluare: 4 din 5 stele4/5 (1)
- Inconel Alloy 725 PDFDocument12 paginiInconel Alloy 725 PDFDont BugmeÎncă nu există evaluări
- Specification: General Electric CompanyDocument2 paginiSpecification: General Electric CompanyAndré100% (1)
- Cast Iron HandbookDocument144 paginiCast Iron Handbooksachinguptachd100% (2)
- Cast Iron Handbook PDFDocument144 paginiCast Iron Handbook PDFsachinguptachdÎncă nu există evaluări
- UNIT 3 Ferrous and Non Ferrous MetalsDocument68 paginiUNIT 3 Ferrous and Non Ferrous MetalsAmutha PSGRKCWÎncă nu există evaluări
- SL No Metal Composition Properties UsesDocument3 paginiSL No Metal Composition Properties UsesSarvagnaMNÎncă nu există evaluări
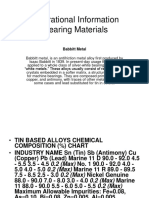
- Operational Information Bearing MaterialsDocument2 paginiOperational Information Bearing MaterialsHim SatiÎncă nu există evaluări
- Dental Amalgam Dead FinalDocument23 paginiDental Amalgam Dead FinalMuhammad Usman BilalÎncă nu există evaluări
- Alloys in FPDDocument6 paginiAlloys in FPDharshita parasharÎncă nu există evaluări
- Alloy Steel Wikipedia The Free EncyclopeDocument4 paginiAlloy Steel Wikipedia The Free Encyclopestephen johnsonÎncă nu există evaluări
- Stainless SteelDocument56 paginiStainless SteelShariq KhanÎncă nu există evaluări
- aLLOY STEEL 15 For Name 205Document40 paginiaLLOY STEEL 15 For Name 205Sakib RafeeÎncă nu există evaluări
- Table 7.7 (Continued) : 7.3.12 Stainless SteelsDocument21 paginiTable 7.7 (Continued) : 7.3.12 Stainless SteelsumairÎncă nu există evaluări
- Local - Media FILEDocument7 paginiLocal - Media FILEmacksabado78Încă nu există evaluări
- Age Hardening Gold Alloys For JewelryDocument4 paginiAge Hardening Gold Alloys For JewelryReinol Eko SianturiÎncă nu există evaluări
- Gold and Alloys of Nobel MetalsDocument8 paginiGold and Alloys of Nobel Metalseslamezzat21061990Încă nu există evaluări
- CI Casting Failre AnalysisDocument4 paginiCI Casting Failre Analysisdelta lab sangliÎncă nu există evaluări
- 3 2020 05 18!05 54 36 PM PDFDocument9 pagini3 2020 05 18!05 54 36 PM PDFtuqaÎncă nu există evaluări
- Evolution of Super Austenitic Sainless SteelDocument20 paginiEvolution of Super Austenitic Sainless SteelMidhun K ChandraboseÎncă nu există evaluări
- History of Amalgam: 1833 CRAWCOUR BrothersDocument3 paginiHistory of Amalgam: 1833 CRAWCOUR BrothersgauravparakhÎncă nu există evaluări
- High Strength Low Alloy SteelsDocument42 paginiHigh Strength Low Alloy SteelsDeepak PatelÎncă nu există evaluări
- Dental Casting Alloys 2nd YearDocument61 paginiDental Casting Alloys 2nd YearsabbyÎncă nu există evaluări
- B) Familiarization and Specimen Preparation With Following ExperimentDocument3 paginiB) Familiarization and Specimen Preparation With Following ExperimentVivek JhaÎncă nu există evaluări
- Properties and Comparisons of Commonly Specified Coatings: Zinc/Zinc-Alloy, Copper/Alloys, and Some Precious MetalsDocument30 paginiProperties and Comparisons of Commonly Specified Coatings: Zinc/Zinc-Alloy, Copper/Alloys, and Some Precious MetalsstingdotÎncă nu există evaluări
- Effect of Minor and Trace Elements in Cast IronDocument2 paginiEffect of Minor and Trace Elements in Cast IronsachinguptachdÎncă nu există evaluări
- Effect of Minor and Trace Elements in Cast IronDocument2 paginiEffect of Minor and Trace Elements in Cast IronsachinguptachdÎncă nu există evaluări
- CZ 115Document1 paginăCZ 115Taner DemirelÎncă nu există evaluări
- Silver Amalgam-1Document71 paginiSilver Amalgam-1Deepeka PrabhakarÎncă nu există evaluări
- 4 Lead and Its AlloysDocument36 pagini4 Lead and Its AlloysmohansaiÎncă nu există evaluări
- 3 CaDocument11 pagini3 CaSaad LiaqatÎncă nu există evaluări
- Material InspectionDocument39 paginiMaterial Inspectionkrisman f siregarÎncă nu există evaluări
- Stainless Steels Nuclear Materials SuperalloysDocument48 paginiStainless Steels Nuclear Materials Superalloysfarshid KarpasandÎncă nu există evaluări
- Alloying ElementsDocument51 paginiAlloying Elements庄查理Încă nu există evaluări
- CZ 120Document1 paginăCZ 120Taner DemirelÎncă nu există evaluări
- Metallurgy of Grey Cast IronDocument15 paginiMetallurgy of Grey Cast IronAmit PathakÎncă nu există evaluări
- Casting Alloys: V.NivedhaDocument84 paginiCasting Alloys: V.NivedhaApurva DeshmukhÎncă nu există evaluări
- Alloy SteelDocument9 paginiAlloy Steelamr_scorpion_engÎncă nu există evaluări
- Effect of Chemical Elements in Steel - Steel Tank Institute - Steel Plate Fabricators Association (STI - SPFA)Document4 paginiEffect of Chemical Elements in Steel - Steel Tank Institute - Steel Plate Fabricators Association (STI - SPFA)Hossein Hosseini RadÎncă nu există evaluări
- KSSM Chemistry Form 4 AlloyDocument20 paginiKSSM Chemistry Form 4 AlloyRienellene Joyce FieldadÎncă nu există evaluări
- Dental Casting and Soldering AlloysDocument40 paginiDental Casting and Soldering AlloysMella Bella WilsonÎncă nu există evaluări
- CZ 130Document1 paginăCZ 130Taner DemirelÎncă nu există evaluări
- Literature ReviewDocument5 paginiLiterature ReviewAbdul hafeez Taha mehkariÎncă nu există evaluări
- Stainless Steel 1.4462 (2205) Sheet and Plate: Specifications Alloy DesignationsDocument3 paginiStainless Steel 1.4462 (2205) Sheet and Plate: Specifications Alloy DesignationsPaulÎncă nu există evaluări
- Effects of MN, P, S, Si & V On The Mechanical Properties of SteelDocument2 paginiEffects of MN, P, S, Si & V On The Mechanical Properties of SteelsudhakarÎncă nu există evaluări
- AmalgamDocument17 paginiAmalgamVassili GerontasÎncă nu există evaluări
- 03 Alloy SteelDocument94 pagini03 Alloy SteelJitendraÎncă nu există evaluări
- Metal AlignmentDocument16 paginiMetal AlignmentAli AbidÎncă nu există evaluări
- Galvanic Corrosion: Voltage Range of Alloy Alloy vs. Reference ElectrodeDocument2 paginiGalvanic Corrosion: Voltage Range of Alloy Alloy vs. Reference ElectrodeNorma CastellanosÎncă nu există evaluări
- Ch13 Materials ApplicationsDocument69 paginiCh13 Materials ApplicationsRhanganath ArivudainambiÎncă nu există evaluări
- Galv CorrosionDocument2 paginiGalv CorrosionKom NakÎncă nu există evaluări
- Material - (1 4462)Document2 paginiMaterial - (1 4462)Ashutosh PathakÎncă nu există evaluări
- Presentation14 ALLOY STEELDocument41 paginiPresentation14 ALLOY STEELMahadi HasanÎncă nu există evaluări
- Alloys Used in ProsthodonticsDocument93 paginiAlloys Used in ProsthodonticsAiswarya MishraÎncă nu există evaluări
- Materials Training - SteelsDocument15 paginiMaterials Training - SteelsTrushar GhosalkarÎncă nu există evaluări
- Operational Information Bearing Materials: Babbitt MetalDocument11 paginiOperational Information Bearing Materials: Babbitt MetalMeghali BorleÎncă nu există evaluări
- Subramanian 2006Document7 paginiSubramanian 2006MarcioÎncă nu există evaluări
- Casting Alloys - PPT - 2nd BDS 1Document92 paginiCasting Alloys - PPT - 2nd BDS 1Syeda Umaima FathimaÎncă nu există evaluări
- Analysis of Thermal Stresses and Its Effect in The MultipDocument8 paginiAnalysis of Thermal Stresses and Its Effect in The MultipmarcosÎncă nu există evaluări
- Welding Thermal Stress Diagrams As A MeansDocument19 paginiWelding Thermal Stress Diagrams As A MeansmarcosÎncă nu există evaluări
- Dendritic Microstructure and Hot Cracking of Laser Additive Manufactured Inconel 718 Under Improved Base CoolingDocument10 paginiDendritic Microstructure and Hot Cracking of Laser Additive Manufactured Inconel 718 Under Improved Base CoolingmarcosÎncă nu există evaluări
- Lattice Structures LMDDocument4 paginiLattice Structures LMDmarcosÎncă nu există evaluări
- Steel Heat Treatment Metallurgy and TechnologiesDocument832 paginiSteel Heat Treatment Metallurgy and TechnologiesSUNDRAMNAGAÎncă nu există evaluări
- Key Words: High Sulfur Clinker, Alit C S.: The SummaryDocument15 paginiKey Words: High Sulfur Clinker, Alit C S.: The Summarymahendra senÎncă nu există evaluări
- Casting Material Gray Iron in ASTM A278Document4 paginiCasting Material Gray Iron in ASTM A278GousePeerzadeÎncă nu există evaluări
- Utilization of Steel Plant Wastes by Agglomeration: A Review - Ela Jha and S. K. DuttaDocument8 paginiUtilization of Steel Plant Wastes by Agglomeration: A Review - Ela Jha and S. K. DuttaAtika syafawiÎncă nu există evaluări
- Astm STP 966, 1988Document85 paginiAstm STP 966, 1988Tamara Silvana CárcamoÎncă nu există evaluări
- CHY1701 M3 - Dr. Krishnendu BiswasDocument43 paginiCHY1701 M3 - Dr. Krishnendu Biswaslalithkumaran LÎncă nu există evaluări
- Cold Cracking in Weldments of Steel S 690 QTDocument10 paginiCold Cracking in Weldments of Steel S 690 QTNormix FlowersÎncă nu există evaluări
- 3 TitaniumDocument68 pagini3 TitaniumGiacomo MassenziÎncă nu există evaluări
- Klinger Gasket M and Y ValuesDocument2 paginiKlinger Gasket M and Y ValuesschooldriversÎncă nu există evaluări
- Chapter 11-SolutionDocument9 paginiChapter 11-Solutionmp6w9qw7t2Încă nu există evaluări
- BCS-CRM 112 Mar2014Document3 paginiBCS-CRM 112 Mar2014Ishmael WoolooÎncă nu există evaluări
- Unit 3 CorrosionDocument26 paginiUnit 3 CorrosionVasudev GuptaÎncă nu există evaluări
- Böhler Er Ti 2-Ig: Classifications EN ISO 24034 AWS A5.16Document1 paginăBöhler Er Ti 2-Ig: Classifications EN ISO 24034 AWS A5.16Thanh TamÎncă nu există evaluări
- Ks3 Chem 9e Eq Q1to10 54marks 4students Metals and Corrosion 11pgsDocument11 paginiKs3 Chem 9e Eq Q1to10 54marks 4students Metals and Corrosion 11pgsmatthewansell6977Încă nu există evaluări
- Automelt b20 Plus PDFDocument3 paginiAutomelt b20 Plus PDFSadhasivam VeluÎncă nu există evaluări
- HSP - As - 01Document10 paginiHSP - As - 01lokelooksÎncă nu există evaluări
- Specification For Alloy-Steel and Stainless Steel Bolting Materials For High-Temperature ServiceDocument18 paginiSpecification For Alloy-Steel and Stainless Steel Bolting Materials For High-Temperature ServicesergioprybyszÎncă nu există evaluări
- Group - 2A - Scientific Paper On Corrosion of MetalsDocument12 paginiGroup - 2A - Scientific Paper On Corrosion of MetalsMariane BautistaÎncă nu există evaluări
- Fluorspar: Definition, Mineralogy and DepositsDocument18 paginiFluorspar: Definition, Mineralogy and Depositsmushava nyokaÎncă nu există evaluări
- Clout 2003Document7 paginiClout 2003RayaraÎncă nu există evaluări
- Sample PreparationDocument22 paginiSample PreparationDesi Widyawati100% (2)
- Rare Earth ElementsDocument34 paginiRare Earth ElementsAgnidipto BasuÎncă nu există evaluări
- Doerrenberg Steel Foundry EnglishDocument16 paginiDoerrenberg Steel Foundry EnglishAditya PratapÎncă nu există evaluări
- 12mx18mx24m High Commonwealth Billboard Page1Document1 pagină12mx18mx24m High Commonwealth Billboard Page1Jorge Lacanilao0% (1)
- Hot Working Guide: A Compendium of Processing MapsDocument10 paginiHot Working Guide: A Compendium of Processing MapsAnket DeshmukhÎncă nu există evaluări
- 2 HeatTreatment-1Document43 pagini2 HeatTreatment-1PrakashÎncă nu există evaluări
- MS22 SS MTCDocument2 paginiMS22 SS MTCnmpurchasesÎncă nu există evaluări
- Lapidary Fundamentals - Cabochon Cutting - International Gem SociDocument17 paginiLapidary Fundamentals - Cabochon Cutting - International Gem SociNick M100% (1)
- C2700Document6 paginiC2700Andrew TanÎncă nu există evaluări