S-ar putea să vă placă și
- Ejemplos de Calculo de Efectividad Global de EquiposDocument5 paginiEjemplos de Calculo de Efectividad Global de Equiposdiego capera75% (8)
- Ejercicios OEEDocument6 paginiEjercicios OEEDomenica Coral100% (2)
- Ejercicios Oee Gestion de La Produccion 1Document12 paginiEjercicios Oee Gestion de La Produccion 1Carlos Ruiz100% (2)
- Sem12 - Ejemplos A Desarrollar OEEDocument7 paginiSem12 - Ejemplos A Desarrollar OEEelizabeth0% (1)
- Gestion de Mantenimiento IndustrialDocument7 paginiGestion de Mantenimiento IndustrialDiego Leonardo González100% (2)
- Gestión de Activos Físicos Otoño/2013 EjerciciosDocument6 paginiGestión de Activos Físicos Otoño/2013 EjerciciosRaúl Reaño Villalobos0% (1)
- Ejercicios Oee Gestion de La Produccion 1Document13 paginiEjercicios Oee Gestion de La Produccion 1Carlos RuizÎncă nu există evaluări
- Oee Ejercicios de AplicaciónDocument3 paginiOee Ejercicios de AplicaciónJorgeCannavaro100% (2)
- Ejercicio de OEEDocument1 paginăEjercicio de OEEfcarlostorres100% (1)
- 2016-04-08 Primer Parcial (Solución)Document2 pagini2016-04-08 Primer Parcial (Solución)Diego Herrera80% (5)
- Ejercicios OEEDocument4 paginiEjercicios OEEAzael Roldan100% (1)
- Ejercicio Oee Planta de Botellas Plasticas PDFDocument3 paginiEjercicio Oee Planta de Botellas Plasticas PDFRaul Castro67% (3)
- OEEDocument2 paginiOEERobles Mateus60% (5)
- Fabrica de CalzadoDocument2 paginiFabrica de CalzadoFelix Mendoza60% (5)
- Solucion Parcial I6anDocument2 paginiSolucion Parcial I6anRaul Castro67% (3)
- Fábrica de Envases de AceiteDocument2 paginiFábrica de Envases de AceiteMiguel Angel Serrano100% (5)
- Guia de Ejercicios Oee - DosDocument3 paginiGuia de Ejercicios Oee - DosJuan Pino0% (1)
- Fábrica de EjesDocument2 paginiFábrica de EjesDiego Fernando Torres Gualan70% (20)
- OEE Ejercicios cálculo efectividad líneas producciónDocument7 paginiOEE Ejercicios cálculo efectividad líneas producciónBrayan RojasÎncă nu există evaluări
- Ejercicio PDFDocument1 paginăEjercicio PDFBereysi Cabrera100% (1)
- Ejercicio 2 Calculo Del OEEDocument2 paginiEjercicio 2 Calculo Del OEEPerla Cervantes25% (4)
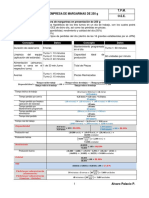
- Empresa de Margarinas de 250 G - Ejercicio OEEDocument2 paginiEmpresa de Margarinas de 250 G - Ejercicio OEEDiego Herrera86% (7)
- Urday AA1S7Document6 paginiUrday AA1S7BequerUrdayApazaÎncă nu există evaluări
- 11 Problema de Gestión Del MantenimientoDocument48 pagini11 Problema de Gestión Del MantenimientoJesus Nizama0% (1)
- Cálculos OEE fábrica cajas empaqueDocument2 paginiCálculos OEE fábrica cajas empaqueJacqueline Calvillo86% (7)
- Practica 7 OEEDocument6 paginiPractica 7 OEEGALOXÎncă nu există evaluări
- Problema de Clase (Solución)Document4 paginiProblema de Clase (Solución)JlAguirreÎncă nu există evaluări
- Ejemplos-Ejercicios OEEDocument3 paginiEjemplos-Ejercicios OEEElmer VásquezÎncă nu există evaluări
- Problemas IndicadoresDocument7 paginiProblemas IndicadoresBrunno Rojas100% (1)
- Ejercicios de Gestion de MantenimientoDocument8 paginiEjercicios de Gestion de Mantenimientosergioc14667% (3)
- Ejercicios Propuestos de Oee TresDocument9 paginiEjercicios Propuestos de Oee TresIprsttlang SegundoÎncă nu există evaluări
- S03.s1 Problemas Diag RelacionalDocument24 paginiS03.s1 Problemas Diag RelacionalEdwin Rubel100% (7)
- EcuacionesDocument2 paginiEcuacionesAnonymous AEEX5jW4100% (1)
- Indicadores Del Mantenimiento-HugoDocument4 paginiIndicadores Del Mantenimiento-Hugomec_unt6183Încă nu există evaluări
- Disponibilidad, fiabilidad y mantenibilidad de sistemasDocument6 paginiDisponibilidad, fiabilidad y mantenibilidad de sistemassuizard50% (2)
- Fábrica de Baldosas Cerámicas PDFDocument2 paginiFábrica de Baldosas Cerámicas PDFAle Correa86% (14)
- Gestion Takt TimeDocument4 paginiGestion Takt TimeStefy VillarrealÎncă nu există evaluări
- Ejercicio de ClaseDocument2 paginiEjercicio de ClaseNoemi Thalia Martinez Riveros67% (3)
- Taller - Medicion OEE 2Document1 paginăTaller - Medicion OEE 2Amigo FielÎncă nu există evaluări
- Calculo de La Efectividad Global Del Equipo Datos de Una Fabrica de Botellas PlasticasDocument3 paginiCalculo de La Efectividad Global Del Equipo Datos de Una Fabrica de Botellas PlasticasRafael PimentelÎncă nu există evaluări
- OEE: medición de la eficiencia global de los equiposDocument8 paginiOEE: medición de la eficiencia global de los equiposjorge cabreraÎncă nu există evaluări
- Ejercicios Gestion de MantenimientoDocument16 paginiEjercicios Gestion de MantenimientoAnonymous XVSneu75% (16)
- Ejercicios MTBF MTTR 2020 2Document5 paginiEjercicios MTBF MTTR 2020 2ALexander Reyes100% (1)
- Gestión de MantenimientoDocument3 paginiGestión de MantenimientoMeira Fontalvo50% (2)
- Productividad, eficiencia y eficacia en la industriaDocument2 paginiProductividad, eficiencia y eficacia en la industriaKatherine JacayÎncă nu există evaluări
- Planeación agregada y planes de producciónDocument46 paginiPlaneación agregada y planes de producciónJean100% (1)
- Ejercicios ManttoDocument4 paginiEjercicios ManttoestehefaniÎncă nu există evaluări
- Taller Parcial de Indicadores de Gestión SoluciónDocument3 paginiTaller Parcial de Indicadores de Gestión SoluciónRaul CastroÎncă nu există evaluări
- Ejemplos de Calculo de Efectividad Global de EquiposDocument5 paginiEjemplos de Calculo de Efectividad Global de EquiposantonioÎncă nu există evaluări
- PDF Ejemplos de Calculo de Efectividad Global de Equipos - CompressDocument5 paginiPDF Ejemplos de Calculo de Efectividad Global de Equipos - CompressMiluska TacillaÎncă nu există evaluări
- HTRHDocument2 paginiHTRHlauraÎncă nu există evaluări
- Actividad de Ejercicios OEEDocument2 paginiActividad de Ejercicios OEEGonzález Méndez RicardoÎncă nu există evaluări
- OEE Ejercicios cálculo OEE líneas producciónDocument3 paginiOEE Ejercicios cálculo OEE líneas producciónjuan salazar50% (2)
- OEEDocument8 paginiOEEandreÎncă nu există evaluări
- Ejemplo y Tarea Efectividad GlobalDocument3 paginiEjemplo y Tarea Efectividad Globalkarolyn villalbaÎncă nu există evaluări
- Ejemplo y Tarea Efectividad Global de Equipos Oee PDFDocument3 paginiEjemplo y Tarea Efectividad Global de Equipos Oee PDFkarolyn villalbaÎncă nu există evaluări
- Ejercicio de OeeDocument21 paginiEjercicio de OeeDexsy AndradeÎncă nu există evaluări
- Examen TPMDocument3 paginiExamen TPMSteve FrancoÎncă nu există evaluări
- CLASE 19 Tarea OEEDocument2 paginiCLASE 19 Tarea OEEROBINSON WILLIAN URRUTIA ORELLANAÎncă nu există evaluări
- InvestigacionDocument250 paginiInvestigacionTati_98Încă nu există evaluări
- Proyecto Lectura..grado 0 PDFDocument6 paginiProyecto Lectura..grado 0 PDFTati_98Încă nu există evaluări
- ID PDV: 73741 Fecha: 2020-10-20 Hora: 14:01:41 Documento: 3118968439 Comprobante BM: 020140141110739Document1 paginăID PDV: 73741 Fecha: 2020-10-20 Hora: 14:01:41 Documento: 3118968439 Comprobante BM: 020140141110739Tati_98Încă nu există evaluări
- ID PDV: 73741 Fecha: 2020-10-20 Hora: 09:33:54 Línea: 001116992593 Comprobante BM: 020093353636475Document1 paginăID PDV: 73741 Fecha: 2020-10-20 Hora: 09:33:54 Línea: 001116992593 Comprobante BM: 020093353636475Tati_98Încă nu există evaluări
- ID PDV: 73741 Fecha: 2020-10-20 Hora: 09:33:54 Línea: 001116992593 Comprobante BM: 020093353636475Document1 paginăID PDV: 73741 Fecha: 2020-10-20 Hora: 09:33:54 Línea: 001116992593 Comprobante BM: 020093353636475Tati_98Încă nu există evaluări
- Has 200 PDFDocument24 paginiHas 200 PDFTati_98Încă nu există evaluări
- 14 Agriculture01Document57 pagini14 Agriculture01Pablo LevinstonÎncă nu există evaluări
- 1338 PDFDocument2 pagini1338 PDFTati_98Încă nu există evaluări
- 101LEDocument1 pagină101LETati_98Încă nu există evaluări
- Dentro de Los Factores Causantes de La Contaminación Ambiental Están Las Bolsas PlásticasDocument1 paginăDentro de Los Factores Causantes de La Contaminación Ambiental Están Las Bolsas PlásticasTati_98Încă nu există evaluări
- 28 Clase Sci 08-05-19Document24 pagini28 Clase Sci 08-05-19Tati_98Încă nu există evaluări
- 16 Clase Analisis Riesgos Pe 20-03-19Document13 pagini16 Clase Analisis Riesgos Pe 20-03-19Tati_98Încă nu există evaluări
- Conceptos BásicosDocument16 paginiConceptos BásicosTati_98Încă nu există evaluări
- Control de NivelDocument3 paginiControl de NivelTati_98Încă nu există evaluări
- Actividades Extraccion Aceite de PalmaDocument2 paginiActividades Extraccion Aceite de PalmaTati_98Încă nu există evaluări
- Control de NivelDocument3 paginiControl de NivelTati_98Încă nu există evaluări
- Extraccion Aceite de PalmaDocument18 paginiExtraccion Aceite de PalmaTati_98Încă nu există evaluări
- 1 CreatividadDocument10 pagini1 CreatividadCarlosFelipe Rojas AguirreÎncă nu există evaluări
- Dentro de Los Factores Causantes de La Contaminación Ambiental Están Las Bolsas PlásticasDocument1 paginăDentro de Los Factores Causantes de La Contaminación Ambiental Están Las Bolsas PlásticasTati_98Încă nu există evaluări
- InformeDocument5 paginiInformeTati_98Încă nu există evaluări
- Maquinaria para LácteosDocument36 paginiMaquinaria para LácteosVSmithÎncă nu există evaluări
- Plan de Mantenimiento PreventivoDocument11 paginiPlan de Mantenimiento PreventivoDiego Faustino Navarro JaraÎncă nu există evaluări
- Grafica 2 PDFDocument1 paginăGrafica 2 PDFTati_98Încă nu există evaluări
- Carta Al Termino de Servicio SocialDocument2 paginiCarta Al Termino de Servicio SocialTati_98Încă nu există evaluări
- Biónica CreatividadDocument1 paginăBiónica CreatividadTati_98Încă nu există evaluări
- Ejercicios - Algoritmo de JohnsonDocument2 paginiEjercicios - Algoritmo de JohnsonTati_9850% (2)
- DistribucionDocument3 paginiDistribucionTati_98Încă nu există evaluări
- Ejercicios - Método Hungaro de AsignaciónDocument2 paginiEjercicios - Método Hungaro de AsignaciónTati_98Încă nu există evaluări
- La Evolución Del OEE Por OEEE Overall Equipment Efficiency Ing Oscar CarrascoDocument50 paginiLa Evolución Del OEE Por OEEE Overall Equipment Efficiency Ing Oscar CarrascosmejiagonzalesÎncă nu există evaluări
- Ejercicios de Repaso IIDocument2 paginiEjercicios de Repaso IITati_98Încă nu există evaluări
- Matriz FodaDocument1 paginăMatriz FodaBrayan Benito MontoyaÎncă nu există evaluări
- Lab.1 - Acondicionamiento de Señales AnalógicasDocument11 paginiLab.1 - Acondicionamiento de Señales AnalógicasOmar Ruiz RodríguezÎncă nu există evaluări
- Motores EléctricosDocument11 paginiMotores EléctricosJaider LuisÎncă nu există evaluări
- BBD Br010014ce3Document116 paginiBBD Br010014ce3Daniel Alex SánchezÎncă nu există evaluări
- Matriz EfeDocument16 paginiMatriz EfeDeniz Denilson100% (2)
- Transcripción de Softwares Especializados para Ingeniería IndustrialDocument7 paginiTranscripción de Softwares Especializados para Ingeniería IndustrialLuis Alberto Sanchez SubiaÎncă nu există evaluări
- Manejo Del RatonDocument3 paginiManejo Del Ratonjabel68Încă nu există evaluări
- Guia - 5 - Lentes Delgadas.Document5 paginiGuia - 5 - Lentes Delgadas.Frank BulaÎncă nu există evaluări
- Network Inventory ReporterDocument5 paginiNetwork Inventory ReporterLuis VivarÎncă nu există evaluări
- Por Que Debemos Estudiar La PolíticaDocument11 paginiPor Que Debemos Estudiar La PolíticaJhesus Garcia75% (4)
- Planificación Talle1 ManualidadesDocument2 paginiPlanificación Talle1 ManualidadesElena Rodriguez Caro100% (1)
- Convesion E-R Al RelacionalDocument13 paginiConvesion E-R Al RelacionalErnesto SÎncă nu există evaluări
- Higiene PosturalDocument6 paginiHigiene PosturalADRIANA RIVADENEIRAÎncă nu există evaluări
- Reporte-Equifax LeylaG14Document5 paginiReporte-Equifax LeylaG14Pedro Abanto CabreraÎncă nu există evaluări
- 1 Clase Demostrativa IsterDocument16 pagini1 Clase Demostrativa IsterDiego Jacobo OrtegaÎncă nu există evaluări
- Curso de Tecnología aplicada a los Alimentos - Post-Mortem 1o parteDocument1 paginăCurso de Tecnología aplicada a los Alimentos - Post-Mortem 1o parteFranco PertusoÎncă nu există evaluări
- (CITROEN) Manual de Taller Citroen C6 2005 PDFDocument222 pagini(CITROEN) Manual de Taller Citroen C6 2005 PDFtatianaÎncă nu există evaluări
- Máquina de Corte Por Chorro de Agua CNCDocument3 paginiMáquina de Corte Por Chorro de Agua CNCFely Saavedra AricaÎncă nu există evaluări
- .ar-ENCUADERNACIÓN AMERICANA CON CAJOS Y LOMO REDONDEADODocument28 pagini.ar-ENCUADERNACIÓN AMERICANA CON CAJOS Y LOMO REDONDEADOWidcketÎncă nu există evaluări
- Clasificacion y Especificiones de Las Unidades de AlbañileriaDocument27 paginiClasificacion y Especificiones de Las Unidades de AlbañileriajavierÎncă nu există evaluări
- Estudio de satisfacción de clientes en fabricante de electrodomésticosDocument5 paginiEstudio de satisfacción de clientes en fabricante de electrodomésticosBrenda MoralesÎncă nu există evaluări
- Casos de Uso TextualesDocument16 paginiCasos de Uso TextualesJesús Juan San MartínÎncă nu există evaluări
- Voz Sobre IPDocument79 paginiVoz Sobre IPENKELLYGRAGONÎncă nu există evaluări
- Hoja de Actividades No.1 - Resolución de Problemas, Andree Alejandro Orozco G.Document7 paginiHoja de Actividades No.1 - Resolución de Problemas, Andree Alejandro Orozco G.Free Fire GTÎncă nu există evaluări
- Dat HD Boss 790 Long Range149741 Lanzamiento - Es-1Document2 paginiDat HD Boss 790 Long Range149741 Lanzamiento - Es-1miniÎncă nu există evaluări
- Capitulo 5Document9 paginiCapitulo 5Samuel Flores TapiaÎncă nu există evaluări
- TRABAJOFINAL TR1 Calidad Total)Document7 paginiTRABAJOFINAL TR1 Calidad Total)Renan DroidÎncă nu există evaluări
- Análisis del traslado del edificio Cudecom de 29 metrosDocument4 paginiAnálisis del traslado del edificio Cudecom de 29 metrosANDREA AVILA REYESÎncă nu există evaluări
- Lógica jurídica y construcción de sentenciasDocument2 paginiLógica jurídica y construcción de sentenciasJhaydy Saldaña MuñozÎncă nu există evaluări
- Los Chancas-Southern PeruDocument8 paginiLos Chancas-Southern PeruJulio Vento Glave100% (2)