S-ar putea să vă placă și
- Instrumentacion TodoDocument385 paginiInstrumentacion TodoMoreno Perez AmadeoÎncă nu există evaluări
- Introduccion A La InstrumentacionDocument27 paginiIntroduccion A La InstrumentacionFrancisco FelixÎncă nu există evaluări
- Unidad I - Instrumentación y Control.Document50 paginiUnidad I - Instrumentación y Control.Nordesol SosaÎncă nu există evaluări
- Instrumentacion AntologiaDocument69 paginiInstrumentacion AntologiaMiguel Hernandez RomeroÎncă nu există evaluări
- CAPITULO 2 Curso Modular CompresorasDocument27 paginiCAPITULO 2 Curso Modular CompresorasHoracio PÎncă nu există evaluări
- Exposicion Parcial 1Document137 paginiExposicion Parcial 1Jose CastilloÎncă nu există evaluări
- Instrumentacion V5Document30 paginiInstrumentacion V5marta SanchezÎncă nu există evaluări
- Instrumentacion Industrial - 1Document15 paginiInstrumentacion Industrial - 1Andres MartinezÎncă nu există evaluări
- Instrumentacion y ControlDocument15 paginiInstrumentacion y ControlJorge ValadzÎncă nu există evaluări
- 01 - Introduccion - Instrumentación IndustrialDocument26 pagini01 - Introduccion - Instrumentación IndustrialLuis Enrique Acosta GalvanÎncă nu există evaluări
- Cap1 Instrumentacion CreusDocument61 paginiCap1 Instrumentacion CreuscarlsÎncă nu există evaluări
- Capitulo 1 ETN 906 PDFDocument26 paginiCapitulo 1 ETN 906 PDFCarlitosCamataÎncă nu există evaluări
- Caracteristicas Estáticas de Los Sistemas de MedidaDocument17 paginiCaracteristicas Estáticas de Los Sistemas de MedidaOskar PaterninaÎncă nu există evaluări
- Resumen Capitulo 1 CreusDocument17 paginiResumen Capitulo 1 CreusSkiperÎncă nu există evaluări
- Temas ExamenDocument58 paginiTemas ExamenCarlos EspinozaÎncă nu există evaluări
- Medición en El Control AutomaticoDocument45 paginiMedición en El Control AutomaticoDanielÎncă nu există evaluări
- Introduccion A La Medicion en El Control AutomaticoDocument42 paginiIntroduccion A La Medicion en El Control AutomaticoEduardo AngelesÎncă nu există evaluări
- Notas de Instrumentacion IndustrialDocument61 paginiNotas de Instrumentacion IndustrialJuan LuisÎncă nu există evaluări
- Unidad 1 CAPDocument77 paginiUnidad 1 CAPKryshna VasquezÎncă nu există evaluări
- Unidad 1. - Objetivos de La InstrumentaciónDocument43 paginiUnidad 1. - Objetivos de La Instrumentaciónobet flores100% (2)
- Introduccion A Instrumantación IndustrialDocument17 paginiIntroduccion A Instrumantación IndustrialRuben_drgÎncă nu există evaluări
- Elementos Primarios y Finales de ControlDocument148 paginiElementos Primarios y Finales de ControlSelena Espinosa100% (1)
- Cuadernillo Instrumentación Unidad 1 Prof. Saul OsunaDocument62 paginiCuadernillo Instrumentación Unidad 1 Prof. Saul Osunatocinop50% (2)
- Instrumentación y ControlDocument15 paginiInstrumentación y ControlRoxanaÎncă nu există evaluări
- 1er Control de Lectura PDFDocument26 pagini1er Control de Lectura PDFDkenchiÎncă nu există evaluări
- Parámetros de Instrumentos de Medición en Procesos IndustrialesDocument8 paginiParámetros de Instrumentos de Medición en Procesos IndustrialesLuis DomínguezÎncă nu există evaluări
- Unidad 1. Generalidades de La Instrumentación IndustrialDocument64 paginiUnidad 1. Generalidades de La Instrumentación Industrialneofares100% (3)
- ControlDocument19 paginiControlRafaellys CaraballoÎncă nu există evaluări
- Manual de Instrumentacion IndustrialDocument64 paginiManual de Instrumentacion IndustrialvalentinÎncă nu există evaluări
- Capitulo 1 Generalidades 1Document8 paginiCapitulo 1 Generalidades 1Fredpo DrgkÎncă nu există evaluări
- Capitulo 12. Sistemas de Control y Monitoreo AutomaticoDocument35 paginiCapitulo 12. Sistemas de Control y Monitoreo Automaticofrijol11Încă nu există evaluări
- Leccion 1 Instrumentacion IndustrialDocument11 paginiLeccion 1 Instrumentacion IndustrialGerardo Castillo0% (1)
- Modulo I. Instrumentación Atlas (Introducción)Document53 paginiModulo I. Instrumentación Atlas (Introducción)rafael marinÎncă nu există evaluări
- Tema 1Document23 paginiTema 1Cristian Giovanni Coaguila QuispeÎncă nu există evaluări
- Instrumentacion Del1 Al3Document358 paginiInstrumentacion Del1 Al3CARLOSÎncă nu există evaluări
- PPrueba 1Document216 paginiPPrueba 1Danny CuevaÎncă nu există evaluări
- 1.0 Principios de FuncionamientoDocument19 pagini1.0 Principios de FuncionamientoJose Alejandro Monje WhiteÎncă nu există evaluări
- Introduccion A La InstrumentacionDocument5 paginiIntroduccion A La InstrumentacionJavier GomezÎncă nu există evaluări
- Medición e Instrumentación - 2Document31 paginiMedición e Instrumentación - 2Duvan FelipeÎncă nu există evaluări
- Automatismo e Instrumentacion Modulo I PDFDocument8 paginiAutomatismo e Instrumentacion Modulo I PDFGeremi CovaÎncă nu există evaluări
- Semana I Introducciòn A InstrumDocument35 paginiSemana I Introducciòn A InstrumAlan CuelaÎncă nu există evaluări
- URU. Instru. Industrial. LUISADocument7 paginiURU. Instru. Industrial. LUISAmanuel meleanÎncă nu există evaluări
- 1-1-Definiciones-y-Conceptos de para InstrumentacionDocument51 pagini1-1-Definiciones-y-Conceptos de para InstrumentacionDark993 gÎncă nu există evaluări
- Capitulo 1 de CreusDocument11 paginiCapitulo 1 de CreusAlejandro CabiedesÎncă nu există evaluări
- Unidad 1.-Objetivos de La InstrumentaciónDocument44 paginiUnidad 1.-Objetivos de La InstrumentaciónPablo Enrique Pérez Gómez100% (1)
- InstrumentaciónDocument204 paginiInstrumentaciónAura RodriguezÎncă nu există evaluări
- Monografia YaquelinDocument9 paginiMonografia YaquelinKatherineÎncă nu există evaluări
- Laboratorio 1 Instrumentacion y Control de ProcesosDocument17 paginiLaboratorio 1 Instrumentacion y Control de ProcesosDanny DrgÎncă nu există evaluări
- Instrumentación y control en instalaciones de proceso, energía y servicios auxiliares. QUIE0108De la EverandInstrumentación y control en instalaciones de proceso, energía y servicios auxiliares. QUIE0108Încă nu există evaluări
- Clase 1 Definiciones Control de Procesos IIDocument32 paginiClase 1 Definiciones Control de Procesos IIFernando GodoyÎncă nu există evaluări
- Introduccion A La InstrumentaciónDocument29 paginiIntroduccion A La InstrumentaciónwilfredojrcfÎncă nu există evaluări
- Informe R&RDocument6 paginiInforme R&RYolanda BaileyÎncă nu există evaluări
- Calibracion y Verificacion de Equipos de Medida. Modulo 2Document22 paginiCalibracion y Verificacion de Equipos de Medida. Modulo 2MariaÎncă nu există evaluări
- Unidad 1 Instrumentación PDFDocument30 paginiUnidad 1 Instrumentación PDFJose LuisÎncă nu există evaluări
- Tipos de ErroresDocument18 paginiTipos de ErroresAzkizzÎncă nu există evaluări
- 3 Instrumentacion para OperadoresDocument42 pagini3 Instrumentacion para OperadoresRolando Antonio Cuenca PironaÎncă nu există evaluări
- InstrumentacionDocument19 paginiInstrumentacionMagnoliaRetamaSanchezÎncă nu există evaluări
- Aplicación de La InstrumentaciónDocument12 paginiAplicación de La Instrumentaciónyubetzys tovarÎncă nu există evaluări
- Instrumentación Industrial - Automatización Industrial IDocument47 paginiInstrumentación Industrial - Automatización Industrial IWilson Castellón BarrancosÎncă nu există evaluări
- Control y verificación de productos fabricados. FMEE0108De la EverandControl y verificación de productos fabricados. FMEE0108Încă nu există evaluări
- DiseñoDocument3 paginiDiseñoche0% (1)
- Sistemas de Control IDocument21 paginiSistemas de Control IEduard NuñezÎncă nu există evaluări
- Arrays Leds 11x11 LABVIEWDocument11 paginiArrays Leds 11x11 LABVIEWcheÎncă nu există evaluări
- Ultrasonido CalibracionDocument21 paginiUltrasonido Calibracionche100% (1)
- Proceso de CultivoDocument10 paginiProceso de CultivocheÎncă nu există evaluări
- Poisson MaterialesDocument4 paginiPoisson MaterialescheÎncă nu există evaluări
- Modulo 1 Registros Akáshicos BeoneDocument38 paginiModulo 1 Registros Akáshicos BeoneAlejandro Fabian ZarateÎncă nu există evaluări
- Pilotes InsituDocument18 paginiPilotes InsituJherson Yule100% (1)
- Calculo Del Calibre Del Conductor Eléctrico ISEPDocument26 paginiCalculo Del Calibre Del Conductor Eléctrico ISEPRaúl Sánchez GonzalezÎncă nu există evaluări
- Status Equipos Medicos Por Reparar Alta Tecnología 11-06-20 UtoneDocument1 paginăStatus Equipos Medicos Por Reparar Alta Tecnología 11-06-20 UtonealexanderÎncă nu există evaluări
- Etapa 4 - Córtes HermanosDocument3 paginiEtapa 4 - Córtes Hermanoscarlos ramiresÎncă nu există evaluări
- Cuadro Sinoptico Del Proceso AdministrativoDocument1 paginăCuadro Sinoptico Del Proceso Administrativoyesenia castilloÎncă nu există evaluări
- Nikola Tesla, de "Científico Loco" Hasta "El Mejor Científico y El Mejor Inventor de La Historia".Document17 paginiNikola Tesla, de "Científico Loco" Hasta "El Mejor Científico y El Mejor Inventor de La Historia".Marcus Storm100% (1)
- Elec 167 2861 Elec M 20140515180536Document7 paginiElec 167 2861 Elec M 20140515180536LH Otoya MedinaÎncă nu există evaluări
- Modelo Entrevista Semi EstructuradaDocument3 paginiModelo Entrevista Semi EstructuradaAndrés GarcíaÎncă nu există evaluări
- Practica 4 Reconocimiento de Voz MatlabDocument5 paginiPractica 4 Reconocimiento de Voz MatlabMiguel Ángel López González100% (1)
- Residencias de Intercambio y Aprendizaje 2023Document3 paginiResidencias de Intercambio y Aprendizaje 2023Chelo ChivoÎncă nu există evaluări
- Clasificación CIF Tipos de Discapacidad - CIFDocument1 paginăClasificación CIF Tipos de Discapacidad - CIFobservatorio del mercado laboralÎncă nu există evaluări
- ConceptualizaciónDocument16 paginiConceptualizaciónsteve795123Încă nu există evaluări
- Kant - Primeros Principios Metafísicos de La Ciencia de La NaturalezaDocument109 paginiKant - Primeros Principios Metafísicos de La Ciencia de La NaturalezaAime Spai100% (3)
- Massiel AnalisisDocument5 paginiMassiel AnalisisOrelvi SantosÎncă nu există evaluări
- LATAM APs QS1A Datasheet SPDocument2 paginiLATAM APs QS1A Datasheet SPWalteros AugustoÎncă nu există evaluări
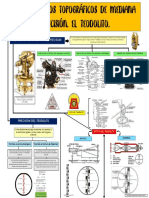
- Mapa Conceptual 6 de TopografiaDocument1 paginăMapa Conceptual 6 de TopografiaAldair PMÎncă nu există evaluări
- Características de Las Oraciones CoordinadasDocument2 paginiCaracterísticas de Las Oraciones CoordinadasIsabel Matta67% (3)
- Gpo (Sor)Document7 paginiGpo (Sor)Loren Fernández TejeroÎncă nu există evaluări
- Fallas MCDocument3 paginiFallas MCUlises CandiaÎncă nu există evaluări
- CR Secundaria GuarayoDocument41 paginiCR Secundaria GuarayoTelmo Daza CondoriÎncă nu există evaluări
- Aplicaciones de Numeros ComplejosDocument9 paginiAplicaciones de Numeros ComplejosFreddy Alexys Durand QuispeÎncă nu există evaluări
- Los Sordos Ya No HablanDocument134 paginiLos Sordos Ya No Hablanyesidg12Încă nu există evaluări
- Ley de Coulomb - Ejercicios Resueltos: Kevin RodriguezDocument5 paginiLey de Coulomb - Ejercicios Resueltos: Kevin RodriguezAshley BalcazarÎncă nu există evaluări
- Representacion de Bajo Nivel y Alto Nivel de DatosDocument4 paginiRepresentacion de Bajo Nivel y Alto Nivel de DatosrikudouriisÎncă nu există evaluări
- Gaviones Con Pirka Soft PDFDocument9 paginiGaviones Con Pirka Soft PDFCarlosEMedranoJuicaÎncă nu există evaluări
- Activar La Licencia de ArcMapDocument2 paginiActivar La Licencia de ArcMapTJJeffersonÎncă nu există evaluări
- La GlobalizaciónDocument2 paginiLa GlobalizaciónKalitoo MikuuÎncă nu există evaluări
- Folleto Vuela 4aDocument44 paginiFolleto Vuela 4aAndrea Parrales TrujilloÎncă nu există evaluări
- Taller de Investigacion Aplicada IiDocument7 paginiTaller de Investigacion Aplicada IiGisela margoth Lechuga vilcaÎncă nu există evaluări