S-ar putea să vă placă și
- Module 2 - Oil and Gas Separation - LectDocument62 paginiModule 2 - Oil and Gas Separation - LectmahmoudÎncă nu există evaluări
- Separation Systems Chapter from Computer Assisted Petroleum Production Engineering BookDocument16 paginiSeparation Systems Chapter from Computer Assisted Petroleum Production Engineering BookHaziq YussofÎncă nu există evaluări
- Chapter 4 (A) General Theory & Two Phase SeparatorsDocument139 paginiChapter 4 (A) General Theory & Two Phase Separatorsdinesh_hsenid100% (2)
- SeparatersDocument23 paginiSeparatersArdin BarzanÎncă nu există evaluări
- There Phase Oil Water Gas SeparatorsDocument6 paginiThere Phase Oil Water Gas SeparatorsHAMZA GUERFI100% (1)
- Unit 6 SeparatorsDocument20 paginiUnit 6 SeparatorsAnuranjan100% (1)
- Natural Gas HydratesDocument39 paginiNatural Gas HydratesAbdullah AbdulmajeedÎncă nu există evaluări
- Separator Sizing - PPTDocument21 paginiSeparator Sizing - PPTD K SÎncă nu există evaluări
- Natural Gas ProcessingDocument47 paginiNatural Gas Processingdinesh_hsenid100% (1)
- Electrostatic Coalescer (Laminar Flow)Document3 paginiElectrostatic Coalescer (Laminar Flow)Yusof SundangÎncă nu există evaluări
- Natural Gas ProcessingDocument6 paginiNatural Gas ProcessingsgrsthÎncă nu există evaluări
- 3 Phase Separators ( Separators') - Ascom SeparationDocument5 pagini3 Phase Separators ( Separators') - Ascom Separationnaveenbaskaran1989Încă nu există evaluări
- Natural Gas Processing - Summary & IntroductionDocument7 paginiNatural Gas Processing - Summary & IntroductiondndudcÎncă nu există evaluări
- Gas Treatment SLDocument68 paginiGas Treatment SLwahyuriansyahÎncă nu există evaluări
- Gas Separation, Treatment and Specifications 2017Document47 paginiGas Separation, Treatment and Specifications 2017Duncan ReeceÎncă nu există evaluări
- Desalting Crude OilDocument13 paginiDesalting Crude Oilpardise4000Încă nu există evaluări
- Guidelines For Produced Water Evaporators in SAGD 2007Document16 paginiGuidelines For Produced Water Evaporators in SAGD 2007pipedown456Încă nu există evaluări
- E OilGas Upstream Wellhead Desander Cyclones enDocument2 paginiE OilGas Upstream Wellhead Desander Cyclones enyamen-691904Încă nu există evaluări
- Design of Produced Water Skim Tank PDFDocument60 paginiDesign of Produced Water Skim Tank PDFKalai SelvanÎncă nu există evaluări
- PRPP 2013 Crude Oil CompositionDocument18 paginiPRPP 2013 Crude Oil CompositionEnvyousCustomsÎncă nu există evaluări
- Desalter Operation OptimizationDocument3 paginiDesalter Operation OptimizationRexx MexxÎncă nu există evaluări
- Gas Oil RatioDocument19 paginiGas Oil Ratioian lamÎncă nu există evaluări
- Multiphase - Pumps - Axel CalgaryDocument45 paginiMultiphase - Pumps - Axel CalgaryAlberto Enrique De Santa Anna CampderáÎncă nu există evaluări
- Article On Finger Type Slug CatcherDocument15 paginiArticle On Finger Type Slug Catcherhasifpp2013Încă nu există evaluări
- PETRECO Bilectric Desalters: State-Of-The-Art Efficient SystemsDocument2 paginiPETRECO Bilectric Desalters: State-Of-The-Art Efficient SystemsRoyster CabralÎncă nu există evaluări
- Oil/Water Separators: T P: O WDocument4 paginiOil/Water Separators: T P: O Wvgogulakrishnan100% (1)
- Crude Oil DesaltingDocument5 paginiCrude Oil DesaltingAhmed Mohamed Khalil0% (1)
- DeaeratorDocument3 paginiDeaeratorpawangwlÎncă nu există evaluări
- API Oil Separator Removes 90% Oil from WastewaterDocument2 paginiAPI Oil Separator Removes 90% Oil from Wastewaterbesant vargheesÎncă nu există evaluări
- Group Seminar On DesalterDocument21 paginiGroup Seminar On Desalterinderdip75% (4)
- Crude oil gathering and storage facilitiesDocument31 paginiCrude oil gathering and storage facilitiesMohanad HussienÎncă nu există evaluări
- A Study of Foaming and Carry-Over Problems in Oil and Gas SeparatorsDocument6 paginiA Study of Foaming and Carry-Over Problems in Oil and Gas SeparatorsWendy V. DomínguezÎncă nu există evaluări
- K.O DrumDocument7 paginiK.O DrumsaririskihasibuanÎncă nu există evaluări
- Tray Column DesignDocument17 paginiTray Column DesignLaras Wuri D.100% (3)
- DesalterDocument2 paginiDesalterHimanshu SharmaÎncă nu există evaluări
- 4.heater TreaterDocument53 pagini4.heater TreaterMohamed Elabbasy100% (1)
- Treatment Processes in Petroleum RefiningDocument6 paginiTreatment Processes in Petroleum RefiningtalhaÎncă nu există evaluări
- Natural Gas Processing LectureDocument19 paginiNatural Gas Processing LectureManepalli Narasimha Murthy50% (2)
- Analysis of Crude Oil Electrostatic Desalters PerformanceDocument5 paginiAnalysis of Crude Oil Electrostatic Desalters PerformanceAlvaro Andres Blanco GomezÎncă nu există evaluări
- PP Pad and Knit Mesh Demisters: Comparing Demisting Technologies Under 40 CharactersDocument4 paginiPP Pad and Knit Mesh Demisters: Comparing Demisting Technologies Under 40 CharactersmariniabrahanÎncă nu există evaluări
- Introduction To Produced Water TreatmentDocument18 paginiIntroduction To Produced Water TreatmentBlake Charles Diniz MarquesÎncă nu există evaluări
- Optimize Crude Oil Desalting with Membrane FiltrationDocument14 paginiOptimize Crude Oil Desalting with Membrane FiltrationDucViking100% (1)
- Oil Water SeparationDocument55 paginiOil Water SeparationerodrguezÎncă nu există evaluări
- Desalter Emulsion MonitorDocument2 paginiDesalter Emulsion MonitorAbdus Saboor KhalidÎncă nu există evaluări
- ch3 PDFDocument96 paginich3 PDFJuan Zamora100% (1)
- Finger Type Slug CatcherDocument41 paginiFinger Type Slug CatcherIrfaan Taufiiqul Rayadi100% (1)
- A Quick Look at DesaltingDocument12 paginiA Quick Look at Desaltingananth2012Încă nu există evaluări
- Three Phase Separator - Gas InternalsDocument9 paginiThree Phase Separator - Gas InternalsDeepak RajÎncă nu există evaluări
- Advanced Water Injection for Low Permeability Reservoirs: Theory and PracticeDe la EverandAdvanced Water Injection for Low Permeability Reservoirs: Theory and PracticeEvaluare: 4 din 5 stele4/5 (2)
- Multiphase Flow 1995De la EverandMultiphase Flow 1995A. SerizawaÎncă nu există evaluări
- Natural Gas Processing Separator TechniquesDocument37 paginiNatural Gas Processing Separator TechniquestahaÎncă nu există evaluări
- Principles of Separation: Incoming Stream Spin Around Reaction Force From The Separator WallDocument10 paginiPrinciples of Separation: Incoming Stream Spin Around Reaction Force From The Separator Wallmohamad alamehÎncă nu există evaluări
- Chapter 1&2&3&4&5Document51 paginiChapter 1&2&3&4&5esraaoraby24Încă nu există evaluări
- Gas Liquid Separators Sizing Parameter MM083015Document42 paginiGas Liquid Separators Sizing Parameter MM083015Mubarik AliÎncă nu există evaluări
- Oil and Gas SeparatorsDocument23 paginiOil and Gas SeparatorsSofea Hanom NordinÎncă nu există evaluări
- 2 3 Phase Separation SystemDocument14 pagini2 3 Phase Separation SystemDodiya Nikunj100% (1)
- Separation Lecture 2Document21 paginiSeparation Lecture 2Mohamed S Helmy100% (1)
- Chapter 4 SeparatorsDocument109 paginiChapter 4 Separatorsdinesh_hsenid100% (1)
- Oil& Gas SeparationDocument9 paginiOil& Gas SeparationHomam MohammadÎncă nu există evaluări
- Moustafa Mohamed MetwallyDocument1 paginăMoustafa Mohamed Metwallyghgh140Încă nu există evaluări
- Mechanical Engineer - Hurghada: See Similar JobsDocument3 paginiMechanical Engineer - Hurghada: See Similar Jobsghgh140Încă nu există evaluări
- 6 - Value of Six SigmaDocument2 pagini6 - Value of Six SigmaBeshoy GergesÎncă nu există evaluări
- Aya Mohamed Metwally Gad Ali: Work ExperienceDocument1 paginăAya Mohamed Metwally Gad Ali: Work Experienceghgh140Încă nu există evaluări
- MS Disc Brake CaliperDocument2 paginiMS Disc Brake Caliperghgh140Încă nu există evaluări
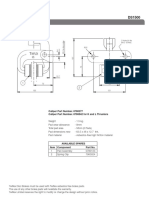
- DS1001-MU3 Disc Brake Caliper SpecsDocument2 paginiDS1001-MU3 Disc Brake Caliper Specsghgh140Încă nu există evaluări
- MU Disc Brake Caliper: For MUP OnlyDocument2 paginiMU Disc Brake Caliper: For MUP Onlyghgh140Încă nu există evaluări
- 1 Learning OutcomesDocument1 pagină1 Learning Outcomesghgh140Încă nu există evaluări
- Six Sigma Foundations and Principles QuizDocument3 paginiSix Sigma Foundations and Principles Quizghgh140Încă nu există evaluări
- Optional Threads: Example: S.A.E.-AFC-3M-25 Example: JIC-AFC-3M-25RC Example: BSP-AFC-3M-25Document1 paginăOptional Threads: Example: S.A.E.-AFC-3M-25 Example: JIC-AFC-3M-25RC Example: BSP-AFC-3M-25ghgh140Încă nu există evaluări
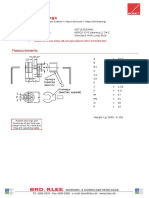
- Brd. Klee AS en 057153203401 HEPCO GV3 Bearing LJ 34 CDocument1 paginăBrd. Klee AS en 057153203401 HEPCO GV3 Bearing LJ 34 Cghgh140Încă nu există evaluări
- Discs, Hubs, Bushings, Custom Parts CatalogDocument1 paginăDiscs, Hubs, Bushings, Custom Parts Catalogghgh140Încă nu există evaluări
- MUS2 Disc Brake Caliper - Spring Applied Pneumatically ReleasedDocument2 paginiMUS2 Disc Brake Caliper - Spring Applied Pneumatically Releasedghgh140Încă nu există evaluări
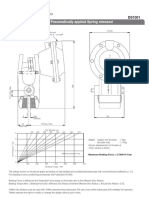
- MSK Disc Brake Caliper - Spring Applied, Pneumatically ReleasedDocument2 paginiMSK Disc Brake Caliper - Spring Applied, Pneumatically Releasedghgh140Încă nu există evaluări
- MSL Disc Brake Caliper - Spring Applied, Hydraulically ReleasedDocument2 paginiMSL Disc Brake Caliper - Spring Applied, Hydraulically Releasedghgh140Încă nu există evaluări
- Clean Resume Vol 1Document1 paginăClean Resume Vol 1ghgh140Încă nu există evaluări
- Applicant Interview Questions and AnswersDocument4 paginiApplicant Interview Questions and Answersghgh140Încă nu există evaluări
- FfsDocument1 paginăFfsghgh140Încă nu există evaluări
- Moustafa Mohamed MetwallyDocument1 paginăMoustafa Mohamed Metwallyghgh140Încă nu există evaluări
- Gas TurbineDocument27 paginiGas Turbineghgh140100% (1)
- MaintenanceDocument75 paginiMaintenanceshahzad afzal100% (21)
- Cover LetterDocument1 paginăCover Letterghgh140Încă nu există evaluări
- GE Advance Material and CoatingDocument30 paginiGE Advance Material and Coatingkhunplatt100% (1)
- 9 Gas Turbine - Cogeneration PDFDocument30 pagini9 Gas Turbine - Cogeneration PDFghgh140Încă nu există evaluări
- Evaporator 4 PDFDocument17 paginiEvaporator 4 PDFBagas Aryo SasongkoÎncă nu există evaluări
- Quality Assurance and Quality ControlDocument17 paginiQuality Assurance and Quality Controltraslie0% (1)
- Internal Combustion Engine1Document53 paginiInternal Combustion Engine1ghgh140Încă nu există evaluări
- Quality Control: Methodology and ApplicationsDocument12 paginiQuality Control: Methodology and Applicationsghgh140Încă nu există evaluări
- Course Contents: Lecturers Notes in Natural Gas Process EngineeringDocument1 paginăCourse Contents: Lecturers Notes in Natural Gas Process Engineeringghgh140Încă nu există evaluări
- E4-Engineering Sub-Ordinate Services Bye-Laws 2009Document17 paginiE4-Engineering Sub-Ordinate Services Bye-Laws 2009Kresz EceÎncă nu există evaluări
- Mechanical Engineering Detailed SyllabusDocument26 paginiMechanical Engineering Detailed Syllabushikal987Încă nu există evaluări
- JW Complete Catalogue PDFDocument86 paginiJW Complete Catalogue PDFSRARÎncă nu există evaluări
- Mech Eng Timetable GITAM Univ 2017-18Document2 paginiMech Eng Timetable GITAM Univ 2017-18Yeditha Satyanarayana MurthyÎncă nu există evaluări
- Have ST DoneDocument2 paginiHave ST DoneBeatriz LGÎncă nu există evaluări
- ICACC16 Program Hi ResDocument92 paginiICACC16 Program Hi RestheosaundersÎncă nu există evaluări
- GSKDocument2 paginiGSKSubhash Kumar Ignatious PonnanicalÎncă nu există evaluări
- 5 Examples Shear WallDocument15 pagini5 Examples Shear WallRacharla Narasimha Raju Varma100% (2)
- Pole FoundationDocument13 paginiPole FoundationRakesh RanjanÎncă nu există evaluări
- ASME Sec VIII The Most Common Code Used For Designing Pressure Vessels in Oil & GasDocument19 paginiASME Sec VIII The Most Common Code Used For Designing Pressure Vessels in Oil & GasShieeplÎncă nu există evaluări
- Athani, Karnataka To Bellad Bagewadi, Karnataka - Google MapsDocument5 paginiAthani, Karnataka To Bellad Bagewadi, Karnataka - Google Mapsranjithshenoy215Încă nu există evaluări
- 18 NFS-320-E-C Installation Manual 52745 PDFDocument64 pagini18 NFS-320-E-C Installation Manual 52745 PDFoloser100% (1)
- Wheel Centering Stand - For Home Use Stojalo Za Centriranje Koles, Za Domačo UporaboDocument5 paginiWheel Centering Stand - For Home Use Stojalo Za Centriranje Koles, Za Domačo UporaboDeta Alvian AnggonoÎncă nu există evaluări
- Effect of Nozzle Tip Material on Discharge Rate and WearDocument67 paginiEffect of Nozzle Tip Material on Discharge Rate and WearavinashmunnuÎncă nu există evaluări
- Super Capacitor'sDocument16 paginiSuper Capacitor'sShubham Goyal100% (1)
- Feedstock Recycling and PyrolysisDocument27 paginiFeedstock Recycling and PyrolysisacornaimÎncă nu există evaluări
- SL Somos PerFORM Material Specifications PDFDocument2 paginiSL Somos PerFORM Material Specifications PDFTushar Prakash ChaudhariÎncă nu există evaluări
- FJ44-2C Line Maintenance Manual - FJ44-2CDocument1.049 paginiFJ44-2C Line Maintenance Manual - FJ44-2CLuisJunniorRomeroManzueta88% (8)
- Small Scoop Spare PartsDocument10 paginiSmall Scoop Spare PartsMartinÎncă nu există evaluări
- GR 300EX 1 Operation ManualDocument290 paginiGR 300EX 1 Operation Manualleobond760% (5)
- Ur Z21rev4Document16 paginiUr Z21rev4arunÎncă nu există evaluări
- Koso Vector Feedwater Brochure 9-2-09Document8 paginiKoso Vector Feedwater Brochure 9-2-09Satit hunsa100% (1)
- Daniel Limón's Automotive Project Management ExperienceDocument2 paginiDaniel Limón's Automotive Project Management ExperienceDan Ab LHÎncă nu există evaluări
- Submittal For Materials: 1. MATERIAL DESCRIPTION (One Item Only On This Form) : S.No Material Name Company Name AddressDocument1 paginăSubmittal For Materials: 1. MATERIAL DESCRIPTION (One Item Only On This Form) : S.No Material Name Company Name AddressharishÎncă nu există evaluări
- Perkins 500P PDFDocument5 paginiPerkins 500P PDFsaleemÎncă nu există evaluări
- Thomas 105 Parts Manual (LC001001-LC002191) - SN LC001369 of 103SDocument141 paginiThomas 105 Parts Manual (LC001001-LC002191) - SN LC001369 of 103SJared GÎncă nu există evaluări
- Extracts of BS 5493 - Page 14 & 23Document3 paginiExtracts of BS 5493 - Page 14 & 23SAM SAMÎncă nu există evaluări
- Asphalt Plant OperationDocument4 paginiAsphalt Plant OperationJack MorrisÎncă nu există evaluări
- Inspection and Test Plan (ITP) PDFDocument4 paginiInspection and Test Plan (ITP) PDFSAIIN khodirÎncă nu există evaluări
- @code of Site Supervision, 2005Document104 pagini@code of Site Supervision, 2005cyong7788Încă nu există evaluări