S-ar putea să vă placă și
- Acoustic Pipe Supports for Temperatures up to 200°CDocument6 paginiAcoustic Pipe Supports for Temperatures up to 200°Cnamdq-1Încă nu există evaluări
- Cold SpringingDocument5 paginiCold SpringingYakulitoÎncă nu există evaluări
- The Art of Designing Pipe Support SystemsDocument6 paginiThe Art of Designing Pipe Support SystemsguluuÎncă nu există evaluări
- InTech-Guidelines For Transient Analysis in Water Transmission and Distribution SystemsDocument22 paginiInTech-Guidelines For Transient Analysis in Water Transmission and Distribution Systemsuserscribd2011100% (1)
- Taller3 Modeling Concepts in Buried Pipe AnalysisDocument29 paginiTaller3 Modeling Concepts in Buried Pipe AnalysisFSAAVEDRAF100% (1)
- HG - Flap - Gates ArmcoDocument20 paginiHG - Flap - Gates ArmcoJorge Alberto Veramendi SilvaÎncă nu există evaluări
- S 000 13a0 0001P - 2Document63 paginiS 000 13a0 0001P - 2Raul L. Zamorano FerrerÎncă nu există evaluări
- Finite Element Analysis For PipingDocument9 paginiFinite Element Analysis For PipingMahesh RathoreÎncă nu există evaluări
- ISO Troubleshooting Guide for Stress AnalysisDocument31 paginiISO Troubleshooting Guide for Stress AnalysisDarren Kam100% (1)
- Sewage Works Design Standard PDFDocument43 paginiSewage Works Design Standard PDFmishtinilÎncă nu există evaluări
- CAESAR II Seminar: Modeling Fiberglass PipingDocument35 paginiCAESAR II Seminar: Modeling Fiberglass PipingBry BurayÎncă nu există evaluări
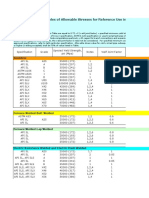
- Allowable Stress in PipingDocument6 paginiAllowable Stress in PipingpelotoÎncă nu există evaluări
- AutoPIPE Release HighlightsDocument59 paginiAutoPIPE Release HighlightsSongAn BuiÎncă nu există evaluări
- Plastic PipesDocument14 paginiPlastic Pipesdamith100% (1)
- Pipe Stress Engineering2Document295 paginiPipe Stress Engineering2DAVID891212Încă nu există evaluări
- CAESAR II Software BasicsDocument28 paginiCAESAR II Software BasicsanishsrÎncă nu există evaluări
- Stress Range Histories and Rain FlowcountingDocument13 paginiStress Range Histories and Rain FlowcountingM AYGULÎncă nu există evaluări
- Paldex Seminar-2 - Stress AnalysisDocument75 paginiPaldex Seminar-2 - Stress AnalysisKumar Kote100% (1)
- Asian Epoxy HB CoatingDocument1 paginăAsian Epoxy HB CoatingNS2 Engineering and ConstructionÎncă nu există evaluări
- CAESAR II Pipe Stress Analysis GuideDocument37 paginiCAESAR II Pipe Stress Analysis GuideEko Idris Hutagaol100% (1)
- Polaris Pipe CatalogDocument24 paginiPolaris Pipe CatalogMinh Thắng ĐỗÎncă nu există evaluări
- Zinc Silicate Primer Product Data SheetDocument6 paginiZinc Silicate Primer Product Data SheetTrịnh Minh KhoaÎncă nu există evaluări
- Zinq - AnalysisDocument116 paginiZinq - AnalysisAimiÎncă nu există evaluări
- Caesar II FaqsDocument18 paginiCaesar II FaqsVolodymyr Pryz100% (1)
- Calculation ResultDocument18 paginiCalculation ResultAwahida WidiÎncă nu există evaluări
- Fatigue Analysis Using CAESAR IIDocument7 paginiFatigue Analysis Using CAESAR IIayoungaÎncă nu există evaluări
- Using Plant 3D in A State Plane Coordinate Project EnvironmentDocument12 paginiUsing Plant 3D in A State Plane Coordinate Project EnvironmentRoobens SC LaraÎncă nu există evaluări
- Flexibility and Stress Analysis of Piping System Using Caesar II Case Study IJERTV3IS060582Document5 paginiFlexibility and Stress Analysis of Piping System Using Caesar II Case Study IJERTV3IS060582muhammad0umar-4100% (1)
- Recent Developments in Piping Vibration Screening LimitsDocument15 paginiRecent Developments in Piping Vibration Screening Limitstgpg7fk758Încă nu există evaluări
- Seismic AnalysisDocument4 paginiSeismic AnalysisAnkithÎncă nu există evaluări
- Caesar Ii: Applications GuideDocument279 paginiCaesar Ii: Applications GuidePatranÎncă nu există evaluări
- Piping To Nozzle To VesselDocument38 paginiPiping To Nozzle To VesselBaskar Kannaiah0% (1)
- CAESAR II - User's Guide Building Static Load CasesDocument22 paginiCAESAR II - User's Guide Building Static Load CasesidiazgÎncă nu există evaluări
- LIFT OFF ModuleDocument28 paginiLIFT OFF ModulericardoÎncă nu există evaluări
- c2 Static Load Case EditorDocument22 paginic2 Static Load Case EditorChristopher Brown100% (1)
- A Recommended Approach To Piping Flexibility StudiesDocument12 paginiA Recommended Approach To Piping Flexibility StudiesbbmokshÎncă nu există evaluări
- Design and Analysis of Industrial Ball Valve Using Computational Fluid DynamicsDocument7 paginiDesign and Analysis of Industrial Ball Valve Using Computational Fluid DynamicsPradeep AdsareÎncă nu există evaluări
- Of The Nuclear Safety Standards Commission (KTA)Document161 paginiOf The Nuclear Safety Standards Commission (KTA)pradeepajadhavÎncă nu există evaluări
- Piping DesignDocument4 paginiPiping DesignTerry YongÎncă nu există evaluări
- Compute stress of rigid pipe with Excel VBADocument7 paginiCompute stress of rigid pipe with Excel VBAHernâni CruzÎncă nu există evaluări
- Bourdon Effect in CAESAR II: Intergraph CASDocument3 paginiBourdon Effect in CAESAR II: Intergraph CASAnonymous Iev5ggSR100% (1)
- New Why To Use A Spring SupportDocument9 paginiNew Why To Use A Spring SupportAmarKumarÎncă nu există evaluări
- Water Hammer in Piping System-Part 2Document9 paginiWater Hammer in Piping System-Part 2Việt Đặng XuânÎncă nu există evaluări
- Piping Fabrication, Installation, Flushing and Testing GuideDocument4 paginiPiping Fabrication, Installation, Flushing and Testing GuideNaÎncă nu există evaluări
- Practical Design Approaches for Pressure Vessels and Heat ExchangersDocument10 paginiPractical Design Approaches for Pressure Vessels and Heat ExchangersballisnothingÎncă nu există evaluări
- v1.0 Rishabh Engineering CS 37 Piping Stress Analysis Horizontal HeaterDocument4 paginiv1.0 Rishabh Engineering CS 37 Piping Stress Analysis Horizontal HeaterJasonChong212Încă nu există evaluări
- Jun 97Document349 paginiJun 97homer hullezaÎncă nu există evaluări
- 9 Static Output ProcessorDocument53 pagini9 Static Output ProcessorThiên KhánhÎncă nu există evaluări
- COSMOS FloWorks FundamentalsDocument238 paginiCOSMOS FloWorks FundamentalsFlorin NiteÎncă nu există evaluări
- Variable Springs CatalogueDocument17 paginiVariable Springs CatalogueMohan VarkeyÎncă nu există evaluări
- Tutorial: Water Hammer (Part 3) - Dynamic Analysis Using Caesar IIDocument1 paginăTutorial: Water Hammer (Part 3) - Dynamic Analysis Using Caesar IIbhupi8182Încă nu există evaluări
- Modeling Thin-Walled Pipe in CAESAR IIDocument2 paginiModeling Thin-Walled Pipe in CAESAR IIbee4manu100% (1)
- Piping Flexibility CheckingDocument5 paginiPiping Flexibility Checkingeko123Încă nu există evaluări
- Piping FittingsDocument21 paginiPiping Fittingshirenkumar patelÎncă nu există evaluări
- In Line MixingDocument4 paginiIn Line MixingKemas Ganesha MahendraÎncă nu există evaluări
- Using Custom CAD Blocks for Fasteners in AutoCAD Plant 3DDocument5 paginiUsing Custom CAD Blocks for Fasteners in AutoCAD Plant 3DEvaldo BritoÎncă nu există evaluări
- Basics of Pipe Stress Analysis A Presentation-Part 2 of 2Document6 paginiBasics of Pipe Stress Analysis A Presentation-Part 2 of 2iaftÎncă nu există evaluări
- Technical Writing A-Z: A Commonsense Guide to Engineering Reports and Theses, Second Edition, British English: A Commonsense Guide to Engineering Reports and Theses, U.S. English Second EditionDe la EverandTechnical Writing A-Z: A Commonsense Guide to Engineering Reports and Theses, Second Edition, British English: A Commonsense Guide to Engineering Reports and Theses, U.S. English Second EditionÎncă nu există evaluări
- Metal Valves & Pipe Fittings World Summary: Market Values & Financials by CountryDe la EverandMetal Valves & Pipe Fittings World Summary: Market Values & Financials by CountryÎncă nu există evaluări
- Hempel45881 ApplicationinstructionsDocument6 paginiHempel45881 ApplicationinstructionsDurgaiah RathnamÎncă nu există evaluări
- Wet ScrubberDocument17 paginiWet Scrubberphantom131Încă nu există evaluări
- How The Grinch Stole Christmas PDFDocument33 paginiHow The Grinch Stole Christmas PDFAnonymous cuOIjrLI91% (11)
- Flow rates and pressure drops for water through Schedule 40 steel pipesDocument1 paginăFlow rates and pressure drops for water through Schedule 40 steel pipeslokifaradÎncă nu există evaluări
- Zick AnalysisDocument12 paginiZick AnalysisrksahayÎncă nu există evaluări
- Flow rates and pressure drops for water through Schedule 40 steel pipesDocument1 paginăFlow rates and pressure drops for water through Schedule 40 steel pipeslokifaradÎncă nu există evaluări
- Method of CharacteristicsDocument5 paginiMethod of CharacteristicsAnonymous cuOIjrLIÎncă nu există evaluări
- What Is The NFPADocument4 paginiWhat Is The NFPAAnonymous cuOIjrLIÎncă nu există evaluări
- Comparing Adjectives - Short Guide to Forming ComparativesDocument2 paginiComparing Adjectives - Short Guide to Forming ComparativesAnonymous cuOIjrLIÎncă nu există evaluări
- AACEI ClassificationsDocument1 paginăAACEI ClassificationsAnonymous cuOIjrLIÎncă nu există evaluări
- Boomerang InstructionsDocument6 paginiBoomerang InstructionsAnonymous cuOIjrLIÎncă nu există evaluări
- A1Z5K6 - Commissioning Plan - Line 6B ST Clair River Replacement ProjectDocument10 paginiA1Z5K6 - Commissioning Plan - Line 6B ST Clair River Replacement ProjectAnonymous cuOIjrLIÎncă nu există evaluări
- LECTURE 3 - Shear StressesDocument13 paginiLECTURE 3 - Shear StressesAbe SaulnierÎncă nu există evaluări
- Fluorocarbon CoatingDocument1 paginăFluorocarbon CoatingAnonymous cuOIjrLIÎncă nu există evaluări
- Valve Material EquivalentsDocument3 paginiValve Material EquivalentsAndre Villegas Romero100% (1)
- 13 - Pre-Startup Safety Review WebDocument9 pagini13 - Pre-Startup Safety Review WebAnonymous cuOIjrLIÎncă nu există evaluări
- TFA Barring Spec 33.02 Rev 0Document5 paginiTFA Barring Spec 33.02 Rev 0Anonymous cuOIjrLIÎncă nu există evaluări
- Brun OneDocument8 paginiBrun OneShahzadÎncă nu există evaluări
- Pipeline EngineeringDocument32 paginiPipeline Engineeringvictorvikram100% (1)
- PIP PNC00004 - Piping Flexibility AnalysisDocument10 paginiPIP PNC00004 - Piping Flexibility AnalysisAnonymous cuOIjrLI100% (2)
- Wrc-Bull368 91Document38 paginiWrc-Bull368 91ochableÎncă nu există evaluări
- Mechanical and Physical PropertiesDocument1 paginăMechanical and Physical PropertiesAnonymous cuOIjrLIÎncă nu există evaluări
- RBDocument5 paginiRBAnonymous cuOIjrLIÎncă nu există evaluări
- D (In) T (In) S (Psi) P (Psi) I (In) DFL DP Di D (M) T (M) S (Pa) P (Pa)Document2 paginiD (In) T (In) S (Psi) P (Psi) I (In) DFL DP Di D (M) T (M) S (Pa) P (Pa)Anonymous cuOIjrLIÎncă nu există evaluări
- Zick AnalysisDocument12 paginiZick AnalysisrksahayÎncă nu există evaluări
- What Is The NFPADocument4 paginiWhat Is The NFPAAnonymous cuOIjrLIÎncă nu există evaluări
- Water - Hammer - Calculation - of Gravitational - AdductionDocument36 paginiWater - Hammer - Calculation - of Gravitational - AdductionAnonymous cuOIjrLIÎncă nu există evaluări
- Bsi Appendix GDocument78 paginiBsi Appendix GAnonymous cuOIjrLIÎncă nu există evaluări
- IFS Training For PAM May-11 To 14-2010 - CADocument134 paginiIFS Training For PAM May-11 To 14-2010 - CAAnonymous cuOIjrLIÎncă nu există evaluări
- Civil Work SpecificationDocument143 paginiCivil Work Specificationgea alifa amorynaÎncă nu există evaluări
- McMaster - About Plastics Doc 8574KACDocument3 paginiMcMaster - About Plastics Doc 8574KACkristechnikÎncă nu există evaluări
- E.2.2 Sheet Metal WorkingDocument18 paginiE.2.2 Sheet Metal WorkingMesfin SisayÎncă nu există evaluări
- Astm A747 Standard Specification For Steel Castings, Stainless, Precipitation HardeningDocument4 paginiAstm A747 Standard Specification For Steel Castings, Stainless, Precipitation HardeningLuiz Henrique V Souza50% (2)
- Elems 15Document101 paginiElems 15Reynald de VeraÎncă nu există evaluări
- A3 Civil WorksDocument28 paginiA3 Civil WorksNonsoufo ezeÎncă nu există evaluări
- Acid PipingDocument1 paginăAcid Pipinghasan_676489616Încă nu există evaluări
- Cseb-Compressed Stabilized Earth Blocks: Building The Future With Earth Using A "Greener Material"Document7 paginiCseb-Compressed Stabilized Earth Blocks: Building The Future With Earth Using A "Greener Material"Pradnya NaikÎncă nu există evaluări
- Matricast 82 SICDocument1 paginăMatricast 82 SICchemibermudezÎncă nu există evaluări
- Weco Wing Unions CatalogDocument6 paginiWeco Wing Unions Catalogtoxicity23100% (1)
- ConnectorsDocument36 paginiConnectorsSherif El Sayed100% (2)
- 401 History of Metal Casting Early Lost Wax PDFDocument28 pagini401 History of Metal Casting Early Lost Wax PDFrverdecchia100% (1)
- Formolon 622: Homopolymer/Pipe Grade ResinDocument2 paginiFormolon 622: Homopolymer/Pipe Grade ResinRoshankumar BalasubramanianÎncă nu există evaluări
- 02 Preparation For Construction PDFDocument61 pagini02 Preparation For Construction PDFMiguel David100% (2)
- TDS - 7-1882 - Nap-GardDocument3 paginiTDS - 7-1882 - Nap-Gardsandry CANELONESÎncă nu există evaluări
- Ce 6506 Construction Techniques, Equipments and PracticesDocument5 paginiCe 6506 Construction Techniques, Equipments and PracticesDuraid FalihÎncă nu există evaluări
- Ritz Avenue Presentation New 5Document12 paginiRitz Avenue Presentation New 5Aa BbÎncă nu există evaluări
- Design of Slab in SAP2000Document3 paginiDesign of Slab in SAP2000Sandip BudhathokiÎncă nu există evaluări
- Shurjoint 2017 Installation InstructionsDocument241 paginiShurjoint 2017 Installation InstructionsbalotÎncă nu există evaluări
- Corrosion Resistance of MiTek Metal ConnectorsDocument4 paginiCorrosion Resistance of MiTek Metal ConnectorsEduardo Depiné TarnowskiÎncă nu există evaluări
- Casting lead balls for muzzleloadersDocument5 paginiCasting lead balls for muzzleloadersmilossmileÎncă nu există evaluări
- Aeroquip - Formed Metal Tubing Design RulesDocument21 paginiAeroquip - Formed Metal Tubing Design RulesbenÎncă nu există evaluări
- Steel Portal Frame ConstructionDocument14 paginiSteel Portal Frame Constructionillya amyraÎncă nu există evaluări
- GTC CivilDocument1 paginăGTC CivilRadulescu AndreiÎncă nu există evaluări
- Concrete Admixtures - Plasticizers FD PDFDocument20 paginiConcrete Admixtures - Plasticizers FD PDFHARSHITA JAINÎncă nu există evaluări
- 20Ft Flat Pack Container House BOM ListDocument2 pagini20Ft Flat Pack Container House BOM List陌陌100% (1)
- Classification of Metallic Engineering MaterialsDocument24 paginiClassification of Metallic Engineering MaterialsidontlikeebooksÎncă nu există evaluări
- Rodrigo GuardhouseDocument7 paginiRodrigo GuardhouseRodrigo MiñozaÎncă nu există evaluări
- SSW-Q1R Class 2Document2 paginiSSW-Q1R Class 2mohsen_267Încă nu există evaluări
- 01-1 Spanstress Floor SystemDocument14 pagini01-1 Spanstress Floor SystemJohn GaringÎncă nu există evaluări