Documente Academic
Documente Profesional
Documente Cultură
Coquito de Motor Superior 16sgt
Încărcat de
Carlos Apolo RamirezDrepturi de autor
Formate disponibile
Partajați acest document
Partajați sau inserați document
Vi se pare util acest document?
Este necorespunzător acest conținut?
Raportați acest documentDrepturi de autor:
Formate disponibile
Coquito de Motor Superior 16sgt
Încărcat de
Carlos Apolo RamirezDrepturi de autor:
Formate disponibile
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.
T - BOMBA DE ACEITE
INTRODUCCION
Este trabajo nació en junio del 2002 con la idea de documentar a través de
fotografías todas las actividades de reparación de los componentes realizadas en
el taller de mecánica – Cusiana. Aprovechando la fortaleza técnica y la experiencia
se le presentó la idea de lo que se quería hacer al jefe de taller1 que lideraba el
proceso en ese entonces, para poder hacer uso de esta información como material
de entrenamiento al personal nuevo (especialmente al personal del SENA), y
como material de ayuda al personal de otras áreas.
Se inició tomando fotografías de los componentes de los motores Superior 16SGT
y de los compresores Cooper W-74, aprovechando la ocasión cada vez que el
componente se encontraba en reparación. Adicionalmente durante todo este
proceso se recopiló información técnica de los manuales del fabricante, de los
registros de los formatos de medición elaborados en el taller, y la experiencia y
conocimientos técnicos del personal de mantenimiento.
Posteriormente el material se fue organizando en diapositivas en power point y a
la vez en Word como manual en copia dura. Se dedicaba entre dos y tres horas
diarias aproximadamente durante el tiempo de descanso.
Cuando se tuvo un avance se le presentó el proyecto al Supervisor de Fase uno2
y luego al Líder del Grupo de Mantenimiento3, que permitió dar continuidad al
mismo.
El proyecto muestra en forma detallada para cada componente sus generalidades,
la herramienta utilizada, los nuevos diseños de herramienta realizados por los
técnicos teniendo en cuenta que esta herramienta se certifica para poder hacer
uso de ella, los repuestos utilizados, los cuidados a tener en la reparación, la
documentación para realizar el trabajo y el procedimiento general donde muestra
detalles puntuales de cómo hacer el trabajo con facilidad basado en la experiencia
técnica, la inspección visual y detallada de los repuestos, y la identificación de las
reparaciones con fallas prematuras.
A fínales del año 2004 se tenia un avance del 20%, se presentó nuevamente el
trabajo a los Supervisores de mantenimiento4. Una vez revisado ratificaron la
importancia y fue así como se le presentó el proyecto al Líder de Mantenimiento y
1
Ing. Javier Villamizar
2
Ing. Javier Galván
3
Ing. Carlos Augusto Arias
4
Ing Diego barrera – Edilberto Pinto
Luis Orlence Grisales Velez – Tecnico Mecanico 1
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
al Gerente de Operaciones (Ing. Carlos Augusto Arias e Ing. Carlos Lozano), los
cuales dieron vía libre y asignaron los recursos para dar cumplimiento en su
totalidad incluyendo componentes adicionales de los campos LTT, Recetor y
Floreña.
Se estableció el punto de partida elaborando un Project a seis meses contados a
partir del 12 de diciembre del 2004, pero realmente inició el 12 de enero del 2005.
El resultado final de este proyecto reúne una gran cantidad de información
presentada en una forma práctica que permite paso a paso mejorar la capacidad
intelectual y técnica de las personas, como los aprendiz Sena y los técnicos de
otras áreas que en ocasiones puedan colaborar en la reparación de los Motores
Superior 16 S.G.T, Compresor Cooper W-74, Motores Caterpillar y Motores
Waukesha instaladas en L.T.T, Floreña, y Recetor. (Facilidades de B.P –
Colombia)
Luis Orlence Grisales Velez – Tecnico Mecanico 2
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
MANUAL DE REPARACION EN TALLER COMPONENTES DEL MOTOR
SUPERIOR 16 SGT
U94
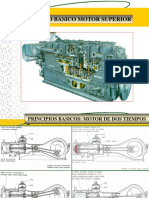
MOTOR SUPERIOR 16 S.G.T
Es un motor de cuatro tiempos de combustión interna a gas de 16 cilindros en V.
turbo cargado, con una potencia de 2.650.H.P a 900 r.p.m.
El motor de combustión interna es un mecanismo usado para convertir la energía
química del gas (combustible) en energía calorífica y convertirla en energía
mecánica; esto se logra combinando las cantidades adecuadas de aire y
combustible, quemándolas en un cilindro cerrado a una velocidad controlada.
La expansión de los gases de la combustión empujan los pistones móviles en el
cilindro.
El pistón móvil se conecta a un extremo de la biela, y el otro extremo de esta se
fija a la parte excéntrica de un cigüeñal.
Luis Orlence Grisales Velez – Tecnico Mecanico 3
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
A medida que se esfuerza el pistón hacia abajo, esta fuerza se transfiere al
cigüeñal y lo hace girar.
El movimiento reciprocante (hacia arriba y hacia abajo) del pistón, se convierte
en movimiento rotatorio (de giro) del cigüeñal que proporciona la potencia.
1 PARTES DEL MOTOR SUPERIOR 16 SGT
1.1. BEDPLATE (BASTIDOR)
1.1.1 Generalidades del bastidor
El bastidor es el encargado de sostener el cigüeñal y el resto del motor (bloque,
árbol de levas, camisas, bielas, pistones, culatas, múltiple de escape.
Es importante que la base tenga un buen maquinado, esta superficie maquinada
se usa como referencia para determinar la línea central del cigüeñal.
Se debe instalar el bastidor de manera adecuada, porque con el cigüeñal instalado
cualquier distorsión provocada por la aplicación de torsión en los pernos de los
cimientos se transmite directamente en el cigüeñal.
Cualquier tracción descendiente superior a 3 milésimas requiere colocación de
espaciadores (calces).
El bastidor es una parte costosa del motor. Una falla de los cojinetes puede
provocar una rotación del cojinete dentro de la silla.
Cuando esto ocurre, se produce una transferencia de calor hasta el punto de
provocar una distorsión del diámetro o luz del cojinete. Normalmente los costados
de la tapa del cojinete sufren una tracción hacia el cigüeñal
Luis Orlence Grisales Velez – Tecnico Mecanico 4
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Cada vez que se saca el cigüeñal del bastidor, se debe volver a ensamblar y
aplicar torque a las tapas de cojinetes.
Se debe inspeccionar la bancada y observar que las tapas (chumaceras) no
presenten vibraciones y golpes.
Se debe tener en cuenta que cuando se sacan las tapas se deben colocar en el
mismo lugar y en la misma posición
Esta compuesto por nueve bancadas, la bancada número cinco tiene un orificio
en la tapa, que sirve como desfogue al sistema de lubricación del cigüeñal.
Orificio de desfogue (bancada # 5)
Luis Orlence Grisales Velez – Tecnico Mecanico 5
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Componentes y Sistemas Motor Superior
BEDPLATE
CAPS MAING BEARING
MINIATURE TRIP VALVE
MANIFOL SUCCION
ACEITE
IDENTIFICACION
MAING BEARING
PERNOS DE ANCLAJE
DUCTO DE LUBRICACION
Luis Orlence Grisales Velez – Tecnico Mecanico 6
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
1.1.2 Partes del BEDPLATE
En los costados del bastidor tiene orificios de lubricación que se comunican con
las bancadas y estas a la vez se comunican con el cigüeñal.
Orificios de la
lubricación del
cigüeñal
Orificios de entrada
de aceite al cigüeñal
El aceite fluye hacia todos los cojinetes principales, luego va a hacia los cojinetes
del muñón de biela a través de las vías perforadas del cigüeñal, después por las
vías perforadas de las bielas va a los bujes, al pasador del pistón y a la cámara de
enfriamiento del pistón.
Pistón cámara de refrigeración
Anillos del pistón (6)
Pasador (orificios de lubricación)
Bujes de biela
Volante Cigüeñal (vías perforadas)
Muñón de bancada Biela Muñón de biela Damper sprocket
Manifold de succión entrada de aceite al motor (presión 40 – 45 psi)
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Las medidas de la bancada sin casquetes.....………………….…..… 8532” – 8538”
Medida de la bancada con casquetes ..………………….…...……...8005” – 8008.4”
Diámetro del muñón de bancada……....…..........….7999” – 8001.4” min. 7995”
Tolerancia entre muñón de bancada y el casquete de bancada 0.004” –
0.0094” máx. 0.013”
Juego axial del cigüeñal………………..… ………….. 0.010” - 0.015” max 0.025”
Tolerancia entre muñón y casquete de biela…... 0.003” – 0.0084” máx. 0.012”
1.1.3 Herramienta utilizada para medición de las bancadas.
Micrómetro de interiores de 8 – 9” (se debe calibrar) Formato
Terminada la reparación se protege el bastidor y se coloca en un sitio adecuado
en el cual no sufra golpes, corrosión o ingreso en los ductos de lubricación de
material o partículas extrañas. Se registran las medidas en el formato. Se instala
tarjeta color verde, esto nos indica que el componente se encuentra reparado
Cuando se vaya a instalar lel bastidor en la máquina es importante verificar que no
se encuentren obstruidos los ductos de lubricación.
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
1.2. BLOQUE DEL MOTOR
Alojamiento
de las
camisas
1.2.1. Generalidades del bloque del motor
El bloque es otra parte importante del motor, en el esta instalado 16 camisas, las
cuales soportan las 16 bielas, los 16 pistones con sus anillos (6), y el pasador del
pistón.
También va instalado los dos árbol de levas, las 16 culatas y el múltiple de
escape.
Múltiple de los
gases de
escape
Culatas (tapadas)
Manifold
(entrada de aire
para la
combustión)
Culatas (16) Árbol de levas
Se inspecciona el bloque en la parte superior e inferior del área de alojamiento de
las camisas en busca de picaduras, cavitación y deterioro.
Área de
inspección (lugar
de la Instalación
de la camisa en el
bloque)
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Antes de instalar la camisa se debe medir el diámetro externo por debajo de la
brida, el diámetro interno del bloque en el área del asiento, la profundidad el ajuste
es 0.001” – 0.002”5.
Verificación del
área de
Instalación de
la camisa
……
Medición del
diámetro externo
1.3. TURBO CARGADOR MOTOR SUPERIOR 16 S.G.T ET 13 BA 1V
Fase 1 TURBO 12 S.G.T.B ET 13BP1V L.T.T. Y TURBO 12 ET 13
BE 1V SGT gas ventas
1.3.1. Generalidades del turbo
El turbo es un compresor centrífugo para aire impulsado por los gases de escape,
la finalidad es entregar más masa de aire para la combustión del motor.
El suministro adicional de aire permite que el motor queme mas combustible con
mayor efectividad, como resultado, produzca mas potencia
La velocidad operacional del turbo es de 22.000 a 23.000 rpm.
Los gases de la combustión entran por el difusor (parte caliente). La tolerancia del
difusor (nozzle ring) y la pantalla es de 0.008” a 0.012”.
5
Boletín Técnico EnDyn Procedimiento de instalación de la camisa del cilindro en motores superior TB N. 1003
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Tolerancia difusor /
pantalla (0.008” – 0.012”)
Los gases de escape son dirigidos hacia los alabes de la turbina provocando la
rotación del conjunto del rotor.
Compresor
Conjunto del rotor
Turbina
El aire es succionado por el compresor (blower), al comprimirse incrementa la
temperatura ambiente a 225 ºF aprox. El aire debe pasar por los intercooler donde
se disminuye la temperatura antes de llegar a las culatas para la combustión (120
– 125 ºF) aprox. La presión ideal debe ser 12 – 14psi en la máxima rpm de la
máquina (900 rpm).
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE 5 Después de pasar el aire por los aftercooler, pasa por el manifool de succión hacia las culatas
1 Entrada de aire (succión del turbo)
6 Los gases de la combustión de las culatas pasan por el múltiple de escape hacia el turbo.
2 El turbo succiona y comprime el aire (blower) a
una presión de (12-14 psi) cuando el motor Exosto (salida de los gases de escape) Los gases de escape chocan contra el difusor, este los direccionan contra la turbina y hacen girar todo el
alcanza la máxima velocidad (900 R.P.M)
7 conjunto del rotor.
8 Los gases de escape continúan hacia el exosto.
En la descarga del turbo (caracol) sale un tubo
3 .
1” para enviar una parte del aire comprimido a los
9 El turbo realiza la función de venturi, el vació que se hace en la aspiración succiona los gases del carter
cojinetes de la parte del compresor y de la
a través del respiradero del mismo
turbina para formar un sello positivo en la
After cooler
Lubricación de los mismos. 4
El aire ambiente es comprimido, la temperatura
4 se incrementa a 225ºF aproximadamente debe
pasar por los aftercooler para bajarle la
temperatura antes de llegar a las culatas para la Manifool de succión (Entrada Del aire hacia las culatas)
combustión 125ºF – 130 °F 5
Entrada de aire para loe cojinete lado difusor
8
Culatas (8)
Entrada de aire 1 Compresión del aire Gases de combustión
Turbina
2 3
6
Múltiple de escape
7
Culatas (8)
Entrada de aire Difusor
para el cojinete
lado succión
3
Respiradero del carter 4 Manifool de succión
5
9 After cooler
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Cuando se detecta un daño en el rotor, se recomienda reconstruirlo en un taller
especializado. En el proceso de reconstrucción, no se deben reparar los alabes de
la turbina mediante soldadura, los alabes defectuosos se deben remplazar.
El conjunto del rotor debe de estar equilibrado dinámica y estáticamente.
Alabes defectuosos
Verificación del
run out
El rotor esta soportado por cojinetes lubricados con aceite. El rotor utiliza
cojinetes en vez de rodamientos por la alta velocidad que maneja ( 23.000 r.p.m).
Cojinete lado
compresor
Cojinete lado turbina
Los sellos (empaquetadura, prensa estopa) instalados alrededor de los tubos de
entrada y drenaje de aceite, previenen el paso de aceite / agua entre los dos
sistemas. Normalmente la presión de aceite lubricante es superior a la presión del
agua. La presión del agua refrigerante es 35 psi y la presión del aceite es 40 – 45
psi.
El agua de enfriamiento entra por la caja intermedia y sale por la parte superior
hacia el múltiple de escape por dos tubos de 1”.
Sellos (empaquetadura)
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Hay dos sellos de aceite tipo laberinto que se encuentran uno en el cojinete
(bearing holder) lado compresor, el otro sello de laberinto se encuentra en el lado
turbina. La función de estos sellos es impedir la salida del aceite de los cojinetes.
Sello de laberinto
(compresor)
Alojamiento del sello
Sellos de
laberinto lado
turbina
Alojamiento de los
sellos de laberinto
en elcojinete lado
turbina
En el caracol existen dos tubos que se comunican con el cojinete (bearing holder)
lado turbina y lado blower, que sirven para llevar aire a los sellos de laberinto, lo
cual permite un sello positivo en la lubricación de los cojinetes y ayuda que el
aceite no se salga de los mismos.
Tubos de entrada de
aire a los cojinetes
La reparación general aplica para los tres modelos, cambian en algunas medidas
que serán referenciadas.
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
1.3.2. Partes internas del Turbo
Blower
(compresor)
Campana
Rotor (turbina)
Caracol (salida del
aire)
Carcaza
pin
Camisa espaciadora
Difusor (nozzle ring
Arandela axial
Difusor (nozzle
ring
Cojinete lado turbina
Cojinete lado
compresor
Pantalla
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
El rotor del turbo 16 S.G.T (fase I). Se diferencia físicamente del rotor 12 S.G.T.B
(L.T.T) en la turbina y la campana (ver fotos).
Rotor 16 S.G.T
Rotor 12 S G.T.B L.L.T
El turbo 12 S.G.T. de gas ventas y el turbo 16 S.G.T (reciprocantes fase I) se
diferencia por los alabes de la turbina (físicamente es el mismo) la turbina turbo 16
S.G.T esta compuesto por cinco secciones de alabes, son mas largos y tienen el
refuerzo de un alambre por cada sección. Turbo 12 S.G.T. gas ventas los alabes
son mas cortos y no tienen el alambre de refuerzo.
1.3.3. Fallas típicas del turbo
Daño en el blower (por desbalanceo, tiempo de operación, entrada de
partículas).
Daños en sello
de laberinto y la
punta del eje
lado turbina
Desgaste del caracol
(fricción del blower
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Desgaste del cojinete y
la punta del eje
Baja eficiencia
por deformación
interna de la
pantalla
Daño del sello de
laberinto lado
compresor por falta
del seguro (pin)
Paso de agua hacia el aceite de los cojinetes (no se deben mover los tubos de
entrada de lubricación y drenaje del aceite en la instalación del turbo en la
unidad).
Válvula rota
causo el daño
de un turbo
Tubos de lubricación
Ruptura de alabes de la turbina. (Fractura del alambre de los alabes, partículas
metálicas).
Daño del Nozzle
Ring (difusor), por
impacto de
partículas
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
1.3.4. Daño turbo 12 S.G.T. L.T.T.
Campana del rotor
desprendida.
Turbina desprendida por golpeteo de partículas metálicas, en este caso por material desprendido por daño en culata
Difusor golpeado por partículas metálicas por causa de válvula de escape de
culata rota (también se daño la culata).
Daño del difusor
(nozzle ring) y la
pantalla.
Daño de culata
1.3.5. Herramienta utilizada para la reparación del turbo
Puente grúa. Eslinga para izar el turbo, la carcaza de entrada de aire, el conjunto
del rotor y la caja intermedia. (peso del turbo 492 kg)
2 Cáncamos de 3/8” y 2 Grilletes ½”, certificados con el color vigente.
Banco de trabajo para desarme y armado del turbo.
5 Tornillos de ½” para asegurar el turbo en el banco de trabajo.
1 Llave allen 5/16” para quitar la tapa de entrada de aire.
Nota. Se debe verificar la calibración de los micrómetros.
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Comparador de carátula (para medir juego axial). Micrómetro de exteriores 12” –
13” y estuche de micrómetro de interiores (para medir la pantalla).
Micrómetro de 7” – 8” para medir el blower.
Calibrador de lainas para medir las tolerancias (turbina y pantalla, nozzle ring y
pantalla, blower y carcaza de entrada de aire).
Micrómetro de 1” – 2” para medir el eje y el buje .Micrómetro de (1” – 2”) , (2” – 3”),
y (3” – 4”), para medir los sellos de laberinto.
Micrómetro de exteriores de 12” – 13” para medir la turbina
Centro punto para marcar la carcaza de entrada de aire y la caja intermedia. Un
martillo de bola pequeño.
1 Llave ¾” para retirar los tornillos de la carcaza de entrada de aire, 1 Llave allen
de ¼” para retirar los tornillos que aseguran el conjunto del rotor.
1 Llave 1 ¼”, y una llave 1 7/16” para retirar e instalar las tuercas que presionan el
prensa estopa de los tubos de lubricación.
Llave de copa
para retirar tuerca
y contratuerca
Herramienta para
retirar el cojinete
1 Llave para tubo para retirar los tubos de lubricación, llave allen ¼” para retirar los
tornillos de la tapa del nozzle ring.
.
1 Llave allen de ¼” y Pinza cortafrío para retirar el alambre que asegura los
tornillos de la segunda tapa del nozzle ring.
Llave allen 3/32” para retirar y apretar el prisionero de la tuerca que ajusta el
blower en el eje. Llave de 7/8” para retirar los tornillos que aseguran la pantalla.
Lubricante (lubriplate para cojinetes y eje). Eliminador de empaque (para
instalación del rotor y el caracol)
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Alambre para asegurar los tornillos. Pinza entorchadora. Pipeta de gas (para
calentar el blower).
Guantes de carnaza (para instalar y retirar el blower en el eje).
Torque (para tornillos del caracol o carcaza entrada de aire 45 lbs ft), para la
tuerca del eje 65 – 70 lbs ft, para los tornillos allen del nozzle ring 15 lbs ft, para
los tornillos que aseguran la pantalla 50 lbs ft, para la contratuerca del eje 35 lbs
ft, y para el bearing holder lado turbina 20 lbs ft.
Herramienta para
Herramienta para retirar el blower del eje (cuando se
retirar el blower del eje
(cuando se calienta).
calienta).
Herramienta para
apretar la tuerca del
blower.
Llave para aplicar torque a los tornillos de la carcaza de la pantalla.
Herramienta para apretar los sellos de la empaquetadura (prensa estopa).
Llave para aplicar
torque
Bujes para apretar
sellos
Herramienta para
izar el rotor
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
1.3.6. Repuestos utilizados para turbo 16 S.G.T (FASE 1)
BEARING HOLDER lado blower. (69TU 3805/ 1009815) P/N ET 13 -1 8U
SUPERIOR COOPER .
BEARING HOLDER TURBINA (69TU 3800 / 1009814) P/N ET-13-1 8N, COOPER
BESSEMER.
RING (1) del bearing holder (69TU 8210 / 1007012) F/ TURBOCHANGER,
P/N CSA -337-2-37, COOPER BESSEMBER.
O-RING (2) del bearing holder (69TU 8230 / 1007013) P/N CSA – 337-12 N. 332
COOPER SUPERIOR.
GASKET (69TU 3010 / 1001765) FLAT, P/N 2-025-034-011- F/ COOPER
BESSEMBER.
GASKET (69TU 3015 / 1001766) P/N 2-025-034 – 010 F/ COOPER BESSEMBER.
BLOWER (69TU 0700 / 1011828) P/N ET 13 BA 1V, COOPER BESSEMBER.
CAMPANA ( BACK PLATE) (69TU 0710 / 1016190) P/N ET 13-1-
93-1 COOPER BESSEMBER.
ELBOW CODO 1”x1” (44SW 1265) OD P – NPT, SS. 90 DEG, REF,,SS-1610-2-
16, SWAGELOK.
PACKING RING SQUARE (Cordon grafilado) (69TU 8225 / 1018570) P/N :SF-
324-6- 003, COOPER BESSEMBER.
TORNILLOS 5/16” X3/4” (69TU 1340 / 1002771) DIA – NC -3/4 – LG –SOCKET
HD,GR,88, W/DRILLER HOLE.
TORNILLOS 3/8” X ¾” (69 TU 1345 / 1002772) DIA, NC, ¾ LG, SOCKET HD GR
8.8 W/ DRILLED HOLE.
TORNILLOS 3/8 X 1” (69 TU 1350 / 1002773) DIA, NC, 1” LG, SOCKET HD, GR
88. W/ DRILLED HOLE.
NOZZLE RING (difusor) (cambiar si es necesario). (69TU 8220 / 1018722) RING
TURBINE, NOZZLE F/ TURBOCH P/N ET 13-1-6D-11, COOPER BESSEMBER.
GASKET BLOWER, (69 TU 1330 / 1001764) P/N ET 13 – 1 – K1, COOPER
BESSEMMBER.
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
CONTRA TUERCA (69 TU 5810 / 1002395) ¾ - 16 DIA, F/ TURBO CHARGER,
P/N: ET 13 – 1 – 1-W1, COOPER BESSEMBER.
ARANDELA DE SEGURIDAD (69 TU 1300 / 1015740) P/N: ET 13- 1 – P,
COOPER, BESSEMBER.
GUARDA TURBINA (69 TU 1370 / 1018569) P/N: ET 13 – 1- 1T, COOPER
BESSEMBER.
GUARDA RETENEDOR DIFUSOR (69 TU 1375 / 1017836) P/N: ET 13 – 1-6 E
COOPER BESSEMBER.
TUERCA DEL IMPELLER (BLOWER) (69 TU 5800 1002394) P/N: ET 13 – 1- 8 J
COOPER BESEMBER.
PINES ALABES DE LA TURBINA (69 TU 8600 / 1011720) BLADE: SET MOD ET
13 BA 1 V, COOPER BESSEMBER.
ROTOR DEL TURBO (69 SU 2240 / 1024302) P/N: ET 13 18 F N.10 F/ MOD: 16
SGT COOPER BESSEMBER.
REDUCCION ¾ A ½ (44SW 2330 / 1004126) FNPT, REF: SS- 12 – HRCG- 8,
CAJON CODO.
ELBOW, TUBE ½ A ¾ (44 SW 1262 / 1004299) OD MNPT, SS, 90, DEG, REF:
SS – 1210 – 2 – 8 SWAGELOK.
UNION CONNECTOR ¼” A 3/8 (44 SW 1015 / 1016771) TUBO OD, 316 SS, REF:
- SS – 600 – 1- 4, SWALELOK.
UNION ¾” A ¾” (44 SW 1047 / 1016781) OD X 374 P – NPT, 316SS, REF: SS –
1210 – 1 – 12, SWALELOK.
CODO 3/8 X 3/8 (44 SW 1855 / 1004309) FEMALE TAPERED THREAD, SS, 90
DEG, REF: SS 600 – 8- 6, SWALELOK.
REDUCCION 3/8 A ½ (44 SW 2320 / 1004124) FNPT, REF: SS- 8 – HRCG – 6,
CAJON.
UNION 3/8 A 3/8 (44 SW 1020 / 1026772) OD, 316 SS, REF; SS 600 – 1 – 6
SWALELOK.
NIPLE ½ (44 SW 2200 / 1004458) 10000 PSI, REF: SS – 8-HN – 10K, CAJON.
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
COUPPLING ½ FM NPT (44 SW 2120 / 1004118) REF: SS – 8 – HCG, CAJON.
KIT REPARACION DEL TURBO (96 TU 1200).
1.3.7. Aspectos de seguridad en la reparación del turbo
Mantener posiciones ergonómicas adecuadas.
Cuidados en el levantamiento de carga (desarme del turbo), utilizar puente grúa.
Tomar las precauciones necesarias en la manipulación de la pipeta de gas en el
calentamiento del conjunto del rotor para el desensamble.
Utilización de cinta de demarcación de área y extintor en el desarme del conjunto
del rotor cuando se utilice la pipeta de gas.
Monitorear la temperatura por medio de pistola infrarroja de temperatura (180° F
max).
Utilizar guantes para altas temperaturas para coger las partes calientes.
Utilizar protección facial (mascarilla) y respiratoria, en la aplicación de
desengrasante en la limpieza.
1.3.8. Procedimiento de reparación
Se deben revisar todas las partes, tomar metrología, identificar las fallas y registrar
toda la información necesaria en el formato de reparación para retroalimentar la
base de datos de vidutcon y registro del departamento de C. B. M.
Cuando se repara un componente este se identifica con un numero o serie,
además se le colocan dos tarjetas (color verde y amarillo).
Tarjetas de color amarillo y
verde
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
La tarjeta de color verde tiene datos que se deben ser diligenciados por el técnico
que reparó el componente y el que lo instaló en la unidad.
AL LADO IZQUIERDO DE LA TARJETA DE COLOR VERDE SE ESCRIBEN
LOS DATOS DEL COMPONENTE REPARADO.
Fecha de la reparación
Tipo de componente (en este caso turbo compresor superior 16SGT)
Numero interno
Trabajo realizado por: (persona que hizo la reparación)
AL LADO DERECHO DE LA TARJETA VERDE SE ESCRIBEN LOS DATOS DE
LA INSTALACION
Fecha de la instalación
Destino (maquina) / posición
Horómetro
Instalado por
La tarjeta color amarillo debe de estar diligenciada por el técnico que instaló el
componente en la unidad.
Tiene los mismos datos de la tarjeta verde, pero esta se refiere a algo importante
que es el motivo del desmonte. Esta tarjeta debe regresar acompañada del
componente desmontado para reparación.
Es importante tener toda la información del componente a reparar para llevar el
registro y la trazabilidad del mismo (vida útil del componente).
1.3.9. Desensamble del turbo
Se inicia con la instalación del turbo en el banco de reparación con ayuda del
puente grúa.
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Se desmonta el tubo de entrada de aire al cojinete lado turbina (llave 1 1/8”).
Cuando el turbo se ha desmontado por recomendación de C.B.M o por tiempo de
operación (18.000 horas) se puede verificar las medidas y tolerancias tomadas en
el armado para tener referencia.
Tolerancia entre el blower y la carcaza (entrada de aire). (0.019”- 0.021”). (Aplica
para 16 S.GT.( E.T 13 BA – 1V fase I) y para el 12 S.G.T E.T.13 BE 1V (gas
ventas)
Para el turbo 12 S.G.T.B E.T.13 BP 1V (L.T.T) (La medida es 0.0105” –
0.0125”).
Metrologia blower
/ carcaza
Se retira la tapa
lado blower
(succión de aire)
(llave allen 5/16”).
Se desmonta la contratuerca (se utiliza la llave diseñada, un cáncamo de 5/8” para
sostener la llave, una copa 9/16”, extensión 5” y un volvedor.
Se gira al lado contrario (izquierdo), para soltar la tuerca.
Llave para retirar
la contratuerca
Retirado de la
contratuerca
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Se instala la tapa, la herramienta para izar el rotor (esta va enroscada en la punta
del eje) y el comparador para verificar el juego axial final (0.006” – 0.010”)
(Aplica para los tres turbos).
Tapa,
comparador y
herramienta
Se desmonta la tuerca, de la misma manera y con la herramienta que se utilizó
para retirar la contratuerca.
Se coloca de nuevo la tapa y la herramienta para izar el rotor para verificar el
juego axial intermedio (0.040”). . (Aplica para 16 S.GT.(fase 1) y para el 12
S.G.T (gas ventas)
Para el turbo 12 S.G.T.B L.T.T (La medida es 0.030” )
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Se desmonta el cojinete y se instala la herramienta para verificar el tercer juego
axial (0.060” – 0.070”). (Aplica para los tres turbos).
Herramienta para
retirar el cojinete
Verificación del juego total (axial) (de la misma manera que los anteriores)
(0.060” – 0.070”).
Se marca la carcaza “entrada de aire y la caja intermedia” para desmontar el
caracol, luego se retiran los tornillos (llave 3/4”).
Verificación del
juego total
Punto de marcación
de la carcaza
Para desmontar el caracol se utiliza tres tornillos (gato) para hacer presión hacia
arriba y desprenderlo, (llave allen 5/16”) para luego retirarlo con el puente grúa
(utilizar cáncamos de 5/8”, grilletes y slinga).
Se desprende el
caracol
Retirado del caracol
(entrada de aire)
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Para desmontan los tornillos que ajustan la campana (6), y con ayuda de tres
tornillos (extractores) se desprende la campana para retirar el conjunto del rotor.
Desmonte de
los tornillos
Tornillos para
desprender la
campana
Se desmonta el conjunto del rotor
(con ayuda del puente grúa).
Se mide la tolerancia del nozzle ring (difusor) y la pantalla aplica para turbo 16
S.G.T E.T.13 BA 1V (fase 1)............................……………………….0.008” 0.012”)
Para el turbo 12 S.G.T.B E.T.13 BP 1V (L.T.T)….……..….…... (0.0065” – 0.009”)
Para el turbo 12 S.G.T E.T.13 BE 1V (gas ventas)...………..….. 0.014” – 0.0185”)
Se desmonta los tornillos avellanados de la guarda y se retira la tapa.
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Se cortan los alambres que aseguran los tornillos de la segunda tapa y se retira la
tapa (llave allen ¼).
Desmonte el
cojinete utilizando
dos tornillos como
extractores
Desmonte del cojinete
Se desmonta el pin y el nozzle ring (difusor). (turbo 16 S.G.T fase 1) y 12 S.G.T
gas ventas. El pin es el seguro del difusor si se encuentra carbón acumulado en
las paredes de la pantalla utilice motor tool para hacer limpieza.
Desmonte del pin
Desmonte del
difusor (Nozzle ring)
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Nota. El turbo 12 S.G.T.B de L.T.T el seguro del difusor (pin) lo tiene la carcaza.
Pin (seguro del difusor
Se gira la caja intermedia (180º), retirando el tornillo que asegura la chumacera
(llave 15/16”), luego se desmontan los tubos de lubricación y drenaje.
Retirado del
tornillo y el
tubo de
lubricación
Se desmontan las tuercas que aseguran la carcaza
de la pantalla en la caja intermedia (llave 7/8”).
Utilice el puente grúa para retirar la carcaza si la pantalla esta muy ajustada
(deformada) se debe destruir. Se utiliza un martillo de bronce grande, se debe
tener cuidado para evitar golpes en las manos.
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Desmonte de la carcaza
Pantalla destruida
Nota. La carcaza de la pantalla del turbo 12 S.G.T.B L.T.T , es separada de la
pantalla, primero se retira la carcaza con ayuda del puente grúa y luego se
desmonta la pantalla con las manos.
Desmonte de la
carcaza
Desmonte de la
pantalla
Después de desmontar la pantalla se procede a desarmar el conjunto del rotor. Se
desarma el conjunto del rotor para la reparación (balanceo e instalación de
alabes nuevos en caso de ser necesario).
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Para desmontar el blower se retira el prisionero (llave 3/32”) y la tuerca de ajuste.
(Utilizar herramienta y martillo).
desmonte del
prisionero y la tuerca
Se instala la herramienta para extraer el blower, se debe tener en cuenta colocar
un buje de aluminio dentro del tubo y la punta del rotor, el tubo va enroscado en el
blower.
Se dilata el blower con llama hasta 180 ºF, utilizando la pipeta de gas del taller, el
tubo tiene un tornillo que se utiliza como extractor.
Herramienta para
retirar el blower
Dilatación del
blower para
retirarlo
El blower del rotor del turbo 12 S.G-T-B del L.T.T y del 12. S.GT gas ventas no
tiene rosca para instalar el tubo extractor, el blower se calienta y se retira haciendo
presión hacia arriba o golpeándolo con cuidado para no dañarlo.
Se retira el blower ajustando el tornillo, (llave ¾”) y luego se saca la campana.
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Se verifican las medidas del sello de laberinto, la punta del eje y la turbina,
también se mide la tuerca que asegura el blower (compresor).
Las medidas del sello de laberinto y de la punta del eje aplican para los tres
turbos.
Medida de la punta del
eje 1.121”
1.728” – 2.861” – 3110” + - 0.002”
Medida de la tuerca 3.360” – 3.362”
Verificación del diámetro exterior de la turbina 12.732” +- 0.002” (aplica para
turbo 16 S.G.T fase I)
Turbo 12 S.G.T.B L.T.T diámetro exterior de la turbina…….…… 12.470” – 12.472”
Turbo 12 S.G.T. de gas ventas diámetro exterior de la turbina…... 11.960” +-002”
1.3.10. Ensamble del turbo
Después de verificar las medidas del turbo desmontado, se realiza limpieza a
todas las partes y se inicia el armado. Se realiza metrología a la parte interna de la
pantalla 12.790” +- 0.002” (aplica para turbo 16 S.G.T.B fase 1)
La pantalla del turbo 12 S.G.T.B del L.T.T es ………………………………...12.500”
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
La pantalla del turbo 12 S.G.T gas ventas es……..…………….. 11.988” – 11.990”
Medida de la turbina
12.732”
Medida de la
pantalla 12.790”
Se debe de rectificar todas las roscas internas de los tornillos.
Para la instalación de la carcaza y la pantalla, se instalan dos flexitálicos en la
caja intermedia aplicando producto sellante en la superficie de la instalación.
También se pueden instalar en la carcaza de la pantalla.
Flexitalicos
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Se instala la pantalla con ayuda del puente grúa, se debe tener cuidado de no
dañar los flexitálicos, la posición de la pantalla es enfrentar el orificio (mas grande)
de drenaje del aceite, con el orificio (grande) de la caja intermedia.
Posición de la
carcaza y pantalla
en la caja
intermedia
La instalación de la pantalla en la carcaza del turbo 12 S.G.T.B L.T.T el
procedimiento cambia, la pantalla se instala con la mano.
Pantalla
Se instala el primer flexitalico en la carcaza y se procede a instalar la pantalla, la
pantalla tiene tres ranuras que deben de quedar enfrentada cada una con los
orificios de lubricación y drenaje (tres orificios), mida la pantalla antes de instalarla
Ranuras de la pantalla donde
encaja la carcaza
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Ranuras de la pantalla y orificio de lubricación Pantalla instalada con el segundo flexitalico
Después de instalar la pantalla en la caja intermedia, instale la carcaza de la
pantalla, coloque el o,ring (ver foto),aplicando un poco de silicona.
Medición de la
pantalla
12.500”
Instalación de o,ring
Proceda a instalar la carcaza utilizando el puente grúa, realice la operación con
cuidado para estar seguro que las tres guías de la carcaza coincidan con las tres
ranuras de la pantalla, además de los orificios de lubricación del cojinete y drenaje
del aceite.
Orificio de drenaje del aceite
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Se instalan los tubos de lubricación, drenaje y el de aire (3), se aplica teflón líquido
a la rosca, se gira un poco la carcaza de la pantalla para que quede centrada con
los espárragos y no haya inconvenientes en la instalación del prensa estopa.
Instalación de los
tubos y centrada de
la carcaza
Se presentan los prensas estopas antes de ajustar las tuercas de la carcaza de la
pantalla.
Se ajustan las tuercas de la carcaza de la pantalla (torque 45 lbs ft) (llave 7/8”).
Presentación del
prensa estopa y ajuste
de las tuercas
Se coloca la empaquetadura (tres o cuatro) en medio de los tubos y la carcaza
para luego hacer la prueba hidrostática.
Empaquetadura
Llave para ajustar
las tuercas de la
carcaza
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Se hace presión a cada una de la empaquetadura, se utiliza la herramienta y un
martillo.
Bujes para ajustar
los sellos
Se colocan los prensa estopas en los tubos y se ajustan para evitar fugas de
agua (llave 1 ¼” - 1 7 /16”).
Se realiza prueba hidrostática llenando la caja intermedia con agua e inyectando
aire a una presión de 80 psi durante dos horas aproximadamente, también se
puede hacer la prueba con solo aire.
Se utiliza un manómetro que se instala en el orificio de entrada de agua y dos
tapones en las salidas del agua
Después de realizar la prueba hidrostática se procede a instalar el cojinete parte
caliente.
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Se mide el diámetro del cojinete (bearing holder) (1126” – 1127”). Aplica para los
tres turbos en mención.
Prueba hidrostática y medición del cojinete (1.126” – 1.127”)
Se recomienda golpear con un centro punto el borde del prisionero para evitar que
se salga en caso que se gire.
Aplicar
lubriplate
en el o-
ring y el
buje para
la
instalación
Para la posición del cojinete es necesario tener en cuenta que el orificio (grande)
de drenaje del aceite quede enfrentado con el orificio mas grande de la carcaza
(caja intermedia). (Aplica para los tres turbos en mención).
Orificio de drenaje
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Instalación del cojinete
Es importante
verificar que los
ductos de
lubricación, drenaje y
aire no se
encuentren
obstruidos, se debe
aplicar aire a presión
Se instala el nozzle ring (difusor) y el pin del seguro (para evitar que se gire). (el
turbo 12 S.G.T.B del L.T.T el pin lo tiene la carcaza .
Instalación del
difusor
Instalación del pin
Se instala la tapa (guarda que asegura el cojinete) y se le coloca alambre a los
tornillos.
Se instala la siguiente tapa (guarda protectora), aplicar torque 15 lbs ft y pinar los
tornillos con un centro punto en el borde.
Para la instalación del rotor nuevo se debe pasar por el torno para verificar el Run
Out del eje no debe ser mayor a 0.001” (que no este torcido).
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Instalación de la
tapa y verificación
del Run out del
rotor en el torno
Se toman las medidas al conjunto del rotor. Se mide el diámetro del eje lado
turbina (1120” – 1121”). (Aplica para los tres turbos).
Se miden los sellos de laberinto de la turbina. Medida N.1………. 1728” + 0.002”
Medida del eje de
la turbina
La tolerancia del cojinete y el eje lado turbina debe ser ... (0.0055”–0.0075”max).
(Aplica para los tres turbos).
Medida N. 2 2861” + 0.002” Medida N.3 3110” + 0.002”
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Se mide la tuerca que ajusta el impeller y el alojamiento de la misma en el caracol.
Medida 3.360” – 3.361” Medida 3376” – 3.378”
Se toma la medida del diámetro de la turbina y la tolerancia del nozzle ring
(difusor) y la pantalla.
La medida del diámetro de la turbina del turbo 16 S.G.T fase 1 es
12.732” + 0.002”
La medida del diámetro de la turbina del turbo 12 S.G.TB L.T.T……….…. 12.462”
La medida del diámetro de la turbina del turbo 12 S.G.T gas ventas……....11.960’’
Se mide la tolerancia del nozzle ring (difusor) y la pantalla aplica para turbo 16
S.G.T. ……………………………………………………………...…… (0.008” 0.012”).
Para el turbo 12 S.G.T.B L.T.T ………………………...…..……...(0.0065” – 0.009”)
Para el turbo 12 S.G.T gas ventas …………...…………...…..….. 0.014” – 0.0185”)
Medida de la
turbina 12.732” +
0.002”
Medida (0.008” – 0.012”).
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Se desmonta el blower para la instalación de la campana, se debe dilatar con
llama hasta 180ºF, utilizando la pipeta de gas del taller y la pistola
Después de instalar la campana se puede instalar el blower aprovechando que
esta dilatado, previamente medido (cuando estaba en la temperatura normal). La
medida del blower es:
Para el turbo 16 S.G.T FASE 1 …………………….………….……7.928” +- 0.002”.
Para el turbo 12 S.G.T.B L.T.T el diámetro del blower es……...….7.167” +- 0.005”
Para el turbo 12 S.G.T gas ventas es………………………………………… 7.500”p
P
Medida del blower
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Cuando vaya a instalar el blower en el eje se debe asegurar que las cuatro
ranuras asienten correctamente en las cuatro guías que tiene el eje. Se verifica
utilizando una linterna, aplique aire al rotor para retirar residuos, (aplica para los
tres turbos en mención).
Alojamiento de las
guías del eje
Guías del eje del
rotor
También se debe tener muy en cuenta la marca del blower y el eje del rotor
(deben de quedar enfrentadas, es la señal que se hace en el balanceo). (Aplica
para los tres turbos en mención).
Instalación del blower
Puntos/ marcas del
balanceo
Verificación de
la instalación
del blower
(linterna)
Aplicación de
aire al rotor
Después de instalado el blower, se coloca la tuerca y se ajusta en caliente
golpeando la herramienta con un martillo.
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Cuando se enfría el blower se debe reapretar la tuerca asegurando que quede
bien asentado el blower en el eje y luego se ajusta el prisionero que tiene la
tuerca. (Aplica para los tres turbos en mención).
Ajuste de la tuerca y el
prisionero
Antes de instalar el rotor en la caja intermedia se debe medir el alojamiento de la
campana (0.500”)
Después de armado el conjunto del rotor se instala en la caja intermedia (carcaza).
Se aplica eliminador de empaque en el sitio donde va a quedar instalado, y se
lubrica el cojinete con lubriplate. (Aplica para los tres turbos en mención).
Eliminador de empaque
Lubricante en el cojinete
Medición alojamiento
de la campana (0.500”)
Se procede a instalar el conjunto del rotor en la caja intermedia (carcaza)
colocando la herramienta en el eje para izarlo con el puente grúa, se aplica
lubriplate en la punta del eje (se debe tener cuidado de no golpear el buje del
cojinete lado turbina en el momento de la instalación). (Aplica para los tres turbos
en mención).
Herramienta de izaje
Instalación del
rotor en la caja
intermedia
(carcaza)
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Luego de instalar el conjunto del rotor se ajustan los seis tornillos con un torque de
15 – 20 lbs ft. Se golpea con un centro punto en el borde de cada tornillo.
Se verifica la tolerancia de la turbina con respecto a la pantalla (Aplica para el
turbo 16 S.G.T fase 1)…...…….…………………..………………… (0.033”- 0.035”).
(Aplica para el turbo 12 S.G.T.B L.T.T ……………………...……….0.015” – 0.018”)
(Aplica para el turbo gas ventas. ……………………..……………( 0.014” – 0.0185”
Ajuste de los
tornillos y
verificación de
la tolerancia
Se aplica eliminador de empaque en el sitio donde va a quedar el caracol
(carcaza entrada de aire).
Se iza la carcaza lado blower (caracol) con el puente grúa y se tiene en cuenta
las marcas para la instalación, (se ajustan los tornillos con torque de 45 lbs ft, llave
¾”).
Aplicación de
eliminador de
empaque
Instalación del caracol
Se instala la herramienta para izar el rotor y el comparador de carátula, se toma el
juego axial total del conjunto del rotor (0.060” 0.070”). (Aplica para los tres
turbos en mención).
Si la medida es mayor a 0.070”, se retira de nuevo el caracol y el rotor; y se
instalan shims en el alojamiento donde asienta la campana. (los shims tienen
medida de 0.010” cada uno).
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Toma del juego axial
total (0.060” –
0.070”)
Instalación de shims
Después de tener el juego axial total se procede a instalar el cojinete lado blower.
Para la instalación del bearing holder se mide el diámetro del cojinete (1126”-
1127”) y el diámetro del buje (1121”) y la tolerancia debe estar entre (0.005”
0.007”). (Aplica para los tres turbos en mención).
Medida del cojinete y
de la camisa
espaciadora
Se instala el buje en el eje (aplicar lubriplate) teniendo en cuenta que la guía del
buje quede instalada en el alojamiento del eje.
Guía de la camisa y orificio de Instalación
Se procede a instalar el cojinete lado blower. Se debe inspeccionar y estar seguro
que el pin o pasador que asegura el sello de laberinto se encuentre en su posición.
Esta fue una de las causas del daño de un turbo. (Aplica para los tres turbos en
mención).
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Pasador que
asegura el sello de
laberinto
Sello de laberinto sin
pasador
Para encontrar el juego axial intermedio (0.039” - 0.040”) (turbo 16 S.G.T fase 1 y
gas ventas) se miden los shims que se van a instalar en el cojinete. Como
referencia deben estar entre (0.065” – 0.070”) y se colocan en el bearing holder
lado blower.
El juego axial intermedio para el turbo 12 S.G.T.B L.T.T es 0.030”
Medición de los
shims e
Instalación en el
cojinete (bearing
holder) lado
blower
Se instala el cojinete con los shims pero sin los o-ring, para verificar el juego axial
intermedio (0.040”), (aplicar lubriplate).
Se instala la tapa y el comparador de carátula para tomar el juego axial intermedio.
(0.040”). Si el juego axial es mayor o menor, se retira de nuevo el cojinete y se
instalan o se retiran shims hasta conseguir la medida.
Instalación del
bearing holder con
los shims
Toma del juego
intermedio
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
No se deben instalar los o, ring en el cojinete inicialmente porque no se esta
seguro que con los shims instalados se den las 0.040” y deba retirarse de nuevo
Cuando se logre la tolerancia, se instalan los dos o-ring y se les aplica lubricante
(lubriplate), se debe tener en cuenta la posición con respecto al orificio de drenaje
del aceite del cojinete y el drenaje en la carcaza.
Orificio de drenaje
en el cojinete y la
carcaza
Para la instalación del cojinete con los o, ring, se coloca la tapa y encima una
platina, se aplica golpes suaves hasta que entre. (Los o, ring entran ajustados).
Cuando se está instalando el cojinete, se debe tener cuidado que los shims no
vayan a quedar incrustados en los o, rings.
Instalación del
cojinete
Tener cuidado con
los o,rings y los
shims
Luego se coloca la arandela, se debe limpiar bien y agregar lubriplate. Se instala
la tuerca, y se aplica torque entre ( 60 – 65 lb- ft ).
Instalación de
la arandela y la
tuerca
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Se coloca de nuevo la tapa y la herramienta de izar el rotor, para medir el juego
axial final que debe estar entre (0.006” – 0.010”). (Aplica para los tres turbos).
Si la medida es menor a 0.006”, ejemplo 0.004”, se mecaniza en el área inferior la
camisa espaciadora (0.002” a 0.003”) . Si la medida es mayor a 0.010”, ejemplo
0.012”, se mecaniza el área superior (0.004” o 0.005”).
Toma del juego
axial final
(0.006” .
0.010”)
Área inferior y superior
Verificado el juego axial final, se verifica la tolerancia entre carcaza y blower
Turbo 16 S.G.T fase 1 ……… …………………………………0.019” – 0.021”.
Turbo 12 SGT gas ventas…………………..……………………….0.0195” – 0.0215
Turbo 12 S.G.T.B L.T.T……………………..……….……………… 0.105” – 0.0125”
Se instala la contratuerca y se aplica torque (35 lbs-ft).
Verificación de la
tolerancia
blower/carcaza
Contratuerca y llave
Después de haber tomado todas las medidas, se instala la tapa y se aseguran los
tornillos con alambre, luego se instalan los acoples y el tubo de entrada de aire al
cojinete lado turbina.
Se sellan todas las partes para evitar posible entrada de materiales
contaminantes.
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Asegurado de
los tornillos de
la tapa
Instalación de
los tubos y
acoples
Diligenciar formato de reparación y archivar el documento en la carpeta de taller
Terminada la reparación se protege el turbo y se coloca en un sitio adecuado en el
cual no sufra golpes, corrosión o ingreso de material o partículas extrañas. Se
registran las medidas en el formato. Se instala tarjeta color verde, esto nos indica
que el componente se encuentra reparado
Cuando se vaya a instalar el turbo en la máquina es importante verificar su
integridad.
1.4. CULATAS MOTRIZ MOTOR SUPERIOR 16 S.G.T. 12 SGTB L.T.T
Resortes Válvula de gas
Válvula de escape
Válvula de admisión
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
1.4.1. Generalidades de la culata
La culata 12 SGTB (L.T.T) se diferencia de la culata 16 S.G.T (Cusiana), por una
cámara de pre ignición. Las demás partes y medidas son iguales, para ambas
culatas.
Pre cámara (Nozzle)
Culata 12 G.T.B L.T.T
Se desmonta la primera parte del nozzle para realizar el cambio, utilice la
herramienta y un volvedor.
Herramienta para
retirar el nozzle
Herramienta para retirar la tuerca
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Desmonte el quemador
en caso para ser
cambiado
La culata esta compuesta por una válvula de admisión, (la válvula de admisión es
mas grande que la válvula de escape) una válvula de escape, dos resortes
externos y dos resortes internos y una válvula de gas combustible.
La culata tiene un anillo de sello y un empaque, están diseñados para dar un sello
positivo entre la culata y la camisa alojada en el bloque del motor.
El propósito del empaque y el anillo es evitar cualquier escape de la presión de
combustión de los cilindros, en los cuales se desarrollan presiones muy altas y
no debe permitirse fuga alguna.
La culata esta diseñada para un sistema de enfriamiento interno, el agua sale
directamente al múltiple de escape. La temperatura de la válvula de admisión es
menor, el aire entrante enfría la válvula mientras está abierta.
La válvula de escape es más pequeña por lo que el pistón mueve los gases de
escape hacia fuera con una fuerza mas positiva.
Se necesitan ángulos de asientos para dar un sellado positivo y para eliminar
partículas pequeñas de carbón que pudieran impedir el cierre adecuado.
PRINCIPIO DE FUNCIONAMIETO DEL MOTOR DE CUATRO TIEMPOS
CARRERA O TIEMPO DE ADMISIÓN
El pistón se encuentra descendiendo y la válvula de admisión se abre permitiendo
la entrada del gas y el aire, la válvula de escape está cerrada durante la mayor
parte de la carrera.
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
CARRERA O TIEMPO DE COMPRESION
El pistón se encuentra en movimiento ascendente, ambas válvulas están cerradas
y comprime la mezcla de aire y gas, un instante antes se genera la chispa
provocando el encendido de la mezcla al final de la carrera del pistón.
CARRERA DE FUERZA O DE TRABAJO
El pistón está comprimiendo, y la mezcla de aire y gas se quema, provocando un
aumento de la temperatura y de la presión, y la expansión de los gases de la
combustión empujan el pistón hacia abajo. Ambas válvulas están cerradas, la
válvula de escape se abre un instante antes del final de la carrera.
CARRERA O TIEMPO DE ESCAPE
El pistón está en el punto muerto inferior, la válvula de escape está abierta
permitiendo que salgan los gases quemados, en este momento comienza a
ascender el pistón y la válvula de admisión empieza a abrirse un momento antes
de llegar al punto muerto superior.
1.4.2. Motivos del desmonte de la culata
Baja compresión. C. B. M. (Mantenimiento de la unidad). Daño de la culata.
Daño del área
de sello del
anillo de fuego
Desgaste interno de
la guía de escape.
Fractura del resorte
Horas de trabajo (9268 horas válvula de escape) fue desmontada por
recomendación de C.B.M. Presentó en los monitoreos cierres fuertes.
Causas: fatiga del material por esfuerzos de torsión.
Por un sobre esfuerzo debido a una válvula mal calibrada.
Por defectos de fabricación.
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Fractura del
resorte externo
Asiento de
válvula de
escape
fogueado
Válvulas fogueadas (posiblemente por pre – ignición)
Causa de la pre - ignición
Depósitos incandescentes en el cilindro.
Bujía con un rango de calor incorrecto.
Válvula sobre calentada (quemando).
Corona del pistón sobre calentada.
Válvula de
escape
fogueada
Desgaste en la
cara de la válvula
Horas de
trabajo 3000 a
4000 (válvula
de escape)
Horas de trabajo 11118 (presentó cierres irregulares) Desgaste severo y no
uniforme en el área de sello.
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Válvula de
escape rota
(esta fue la
causa del daño
en un turbo)
Culata rota por fractura
de válvula de escape
Desgaste del
asiento de la
válvula
1.4.3. Herramienta utilizada para la reparación de la culata
Herramienta para retirar asientos (nuevo diseño).
Destornillador de pala para retirar los fijadores (chavetas).
Se utiliza una copa, volvedor y llave. Con una copa 1 7/16” y una llave 1 1/16”
(asiento admisión). Copa 1 ¼”, y llave 7/8” (asiento escape).
Martillo de bronce, platina y válvula usada (para retirar asientos), (en caso de
utilizar soldadura).
Utilización del Enerpak para desarmar y armar la culata (esta herramienta fue
diseñada por un técnico del taller)6
6
JUILIO MONGUI RIVERA (TECNICO MECANICO II).
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Anteriormente se desarmaba y armaba la culata con la herramienta original, La
herramienta nueva es más práctica y de más fácil manejo en el momento de retirar
e instalar los fijadores.
Herramienta
para desarmar
la culata
Herramienta original
Platinas, empaques y manómetro (para prueba hidrostática).
Llave mixta ¾” (para colocar dispositivo de prueba hidrostática).
Dos llaves mixtas 15/16” (para colocar espárragos de balancines).
Dos llaves mixtas 9/16” (para colocar espárragos de la culata). Prensa hidráulica
(para retirar e instalar las guías y los asientos).
Dispositivo para colocar las guías (buje). Válvulas usadas para instalación de
asientos.
Micrómetro de profundidades (medir alojamiento de asientos y profundidad anillo
de fuego).
Micrómetro de interiores 3” a 4” (para medir diámetro del alojamiento de asientos).
Micrómetro de exteriores de 0 a 1” (para medir vástago de las válvulas).
Calibrador telescopio (medir diámetro interno de guías).
Pie de rey digital (para medir cara de asientos, cara de la válvula y resortes).
Eslinga (transportar culata con puente grúa para el banco de rectificado).
Banco de rectificado. Máquina rectificadora de asientos.
Goniómetro (nivel) en la instalación de la maquina.
Llave hallen 3/16” (para graduar reglilla y rectificar la piedra de rectificado).
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Manguera para aire (con dispositivo para la conexión a la máquina). Aceite
hidráulico en el recipiente de la toma del aire.
Azul de Prusia (para probar el rectificado). Lija 80 (para la limpieza de la culata
DOCUMENTACION DELIGENCIADA (PERMISO DE TRABAJO “TALLER”,
FORMATO, A.S.T)
1.4.4. Repuestos utilizados
CULATA NUEVA (69 SU 1115 / 1026820) P/N: 023 – 889, SUPERIOR COOPER
KIT STÁNDART (69SU1117 / 1005998) P/N F / 12 /16 SGT/16SGTB/ P/N 023
– 889
ESPARRAGO DE 5/8 DIA – A,NC THD – B, 70” LG, P/N: 913 – 925 – 004,
COOPER ( F NAL)
ESPARRAGO 3/8 DIA – A, NC THD –A, 56.5 LG, P/N: 913 – 942 – 020,
COOPER (F .NAL)
VALVULAS DE ESCAPE (69 SU 1120 / 1037369) P/N: 023 – 971 (S/C), COOPER
VALVULA DE ADMICION. (69 SU 1125 / 1037370) P/N 023 – 972, SUPERIOR -
COOPER
GUIAS PARA LAS VALVULAS ADMICION (69 SU 1427 /1009552) P/N 022 –
935, COOPER
GUIA DE ESCAPE (69 SU 1425 / 1009551) P/N P – 022 – 934, ENDYN.
ASIENTO DE ADMICION (69 SU 1430 / 1025459) P/N : P – 022 – 457 – 01 ,
SUPERIOR COOPER
ASIENTO DE ESCAPE. (69 SU1435 / 1025468) P/N : P – 022 – 457 – 002,
SUPERIOR COOPER
RESORTE PEQUEÑO (69 SU 1450 / 1040571) P/N : 4A – 1392 – A (SK)
COOPER
RESORTE GRANDE (69 SU 1455 / 1020096) P/N : 4A – 1393 – A, SUPERIOR
PIEDRA DE RECTIFICAR (sólo si se desgasta). Azul de prusia
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
1.4.5. Peso de la culata
90. 5 Kg.
1.4.6. Cuidados en la reparación
Precaución el la utilización del puente grúa para movilizar la culata.
Cuidados en las posiciones ergonómicas en el manejo y medición de la culata,
evitar golpes en los dedos y manos.
Utilización de guantes de nitrilo en la limpieza, protección respiratoria y facial.
Utilización de la herramienta adecuada.
1.4.7. Procedimiento de reparación de la culata motriz
Se revisa el tiempo de trabajo de la culata y se realiza un análisis de fallas.
Se desarma la culata, utilizando la herramienta diseñada, se comprimen los
resortes y se retiran los fijadores, resortes y válvulas.
Desarme de la
culata retirando
los fijadores
(utilizar
destornillador
pala)
Se revisa el estado de los resortes, válvulas, asientos y guías, se observa el
desgaste si es excesivo o normal y se registra en el formato de reparación.
Se procede a retirar los asientos.
El procedimiento de retirar los asientos es aplicar soldadura alrededor de la parte
interna del asiento, se coloca una platina y se introduce el vástago de una válvula
por la guía y se hace presión con la prensa hidráulica.
Nota. Se vio la necesidad de utilizar una manera más fácil de realizar el trabajo.
Para evitar el transporte de las culatas al taller de soldadura, la utilización de
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
soldadura y el incremento de tiempo en el trabajo. Esta herramienta fue fabricada
por técnicos de taller7
La herramienta se
introduce en el asiento
y se golpea para que
se amolde, luego se
coloca la tuerca que al
ajustarla hace presión
hacia la pared del
asiento.
Instalación de la
herramienta
Ajuste de la
herramienta
Tuerca que ajusta la
herramienta a la
pared del asiento
Después de instalar la herramienta se presiona la culata con la prensa hidráulica,
se ajusta la tuerca y a la vez se asegura el eje de la herramienta en la parte
posterior (lado resortes) para que no se gire, el dispositivo se abre y se pega a la
pared del asiento. Se utiliza una copa 1 7/16”, volvedor y llave 1 1/16 (asiento
admisión). Copa 1 ¼, y llave 7/8 (asiento escape).
7
Gustavo Bentancour y Fabián Grisales
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Presión de la culata
con la prensa
hidráulica para
ajustar la
herramienta.
Ajuste del eje de
la herramienta
Luego se voltea la culata y se hace presión al eje con la prensa hidráulica para
retirar el asiento.
Presión del eje
de la
herramienta
Vista de los
asientos
saliendo del
alojamiento
Se realiza limpieza
Asientos retirados
Se realiza limpieza a la culata utilizando la pulidora eléctrica con un disco de scoot
brise, (utilizar equipo de protección respiratoria y facial “careta”, peto, mascarilla
“guarda polvo”).
Lo recomendable es introducir la culata en un recipiente con soda cáustica
caliente por 6 a 8 horas. Es suficiente para remoción del carbón y escoria y sus
pasajes internos, se aplica aire comprimido para evacuar el líquido que quede
adherido a las superficies.
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Se realiza un maquinado manual en la superficie del asentamiento del anillo anular
(cámara de combustión) para verificar si hay picaduras o desgaste anormal. Si el
área de sello del anillo se encuentra con desgaste se retira la culata para el
rectificado (este trabajo se realiza en un taller especializado).
Se puede maquinar la superficie de la cámara de combustión pero es importante
mantener la profundidad (0.226” – 0.228”), si no se mantiene la profundidad
afecta el aplastamiento del anillo y puede presentarse fugas y puede provocar
agrietamiento en la quilata por debilitamiento del bloque.
Se utiliza la mitad de una camisa diseñada como herramienta, se le adhiere lija
N. 80 con silicona alrededor del aro que asienta a la culata y se gira manualmente.
Maquinado
manual, se
utiliza lija 80
en la base de
la
herramienta
Área en buenas
condiciones
Nota: no se debe remover mas de 1/16” de metal, desde la superficie de la cámara
de combustión (espesor mínimo/altura 7.406”).
Área del anillo
de fuego con
picadura y
desgaste
anormal
Medición altura
cámara de
combustión
Las culatas que están en buenas condiciones se les realizan prueba hidrostática,
ó se puede hacer la prueba sólo con aire. (90 psi durante 10 minutos).
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Realización de prueba hidrostática
Se procede a retirar las guías de las válvulas en la prensa hidráulica, utilizando un
eje maquinado.
Herramienta para
retirar las guías
Retirado de las
guías
Se deben medir y revisar todas las partes de la culata antes de instalar los
componentes (guías de válvulas y asientos de las válvulas).
Se recomienda medir los alojamientos de los asientos, las guías, y la altura de la
cámara de combustión. Si las medidas son correctas se sigue el procedimiento de
la reparación.
1.4.8. Guías de las válvulas de la culata
Guía para válvula de escape
Las guías están hechas de
hierro colado, tiene un espiral
interno para retener el aceite
lubricante a lo largo del
vástago de la válvula”.
(ENDYN).
Las guías de las válvulas
(MARKICHE) no tienen el
espiral interno en la guía, en
su interior tienen un 0,ring.
Guía para válvula de admisión
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
CLASES DE GUIAS CON DIAMETRO EXTERNO DIFERENTES
Se debe tener en cuenta que la guía marcada (Endyn – 3) con parte número
P-010-785 cuyas medidas externa son 1376”- 1376.5” se instalan en culatas
nuevas”.8
La guía marcada Endyn – 6 es mayor 0.0015” cuya medida externa es (1.3775 -
1.378”) se instalan en culatas que se han estado reparando”. Endyn recomienda
no grafilar las guías para ampliar el diámetro externo para su instalación.
Se mide el diámetro exterior de la guía en culatas usadas (1.3775” –
1.378”) la guía debe de tener un ajuste de interferencia dentro del alojamiento
en la culata de 0.001” - 0.0015”.
Se mide el diámetro interno del alojamiento de la guía el cual debe medir 13765”
– 1377” en culatas usadas, en culatas nuevas debe medir 1374” – 13745”.
Medición del
diámetro externo
de la guía
Medición del
alojamiento de la guía
en la culata
Se mide el diámetro interior de la guía (0.873” – 0.874”). La tolerancia de la
guía y el vástago de la válvula es de 0.002” – 0.004”.
La medida del vástago de la válvula de admisión y escape debe estar entre
0.870” – 0.871”.
Medición diámetro
interno de la guía
Medición del vástago
de la válvula
8
Boletines Técnicos EnDyn PB N. 114 Guías de válvulas para motores superior modelo 825
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Se debe tener en cuenta la instalación de las guías en la culata (admisión y
escape) para no intercambiar la posición.
La guía de escape tiene un bisel de 30º que captura el aceite adicional
proveniente de los balancines.
En la instalación de la guía de admisión se debe tener en cuenta la forma del
diseño de la culata que tiene el alojamiento de la guía, las guías se deben de
congelar.
Guía de admisión
Guía de escape
(bisel)
Para la instalación de las guías nuevas es recomendable dejar una pequeña
holgura de 0.005” a 0.010” entre el flange de la guía y el tope de la culata.9, se
utiliza un buje para la instalación.
En algunos casos la parte donde asienta la guía en la culata no es exactamente
perpendicular con el diámetro exterior de la guía
Esto eliminara la posibilidad de colapso o distorsión del diámetro interno de la guía
debido a la distorsión de la superficie de la cámara (culata) se verifica con un
calibrador de lainas.
Herramienta para
instalación de la
guía
Verificación de la
Instalación de la
guía
9
Boletines Técnicos EnDyn TB N. 1006 Reacondicionamiento de cabezotes de fuerza de motores superior modelo 825 G.T.T y G.T.L.A
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Se mide el diámetro interno de los alojamientos de los asientos de admisión y de
los asientos de escape. Admisión mide 4623” – 4624” y escape mide 3934” -
3935”.10
Se mide la parte exterior de los asientos 4.628” – 4629” (admisión) y 3.939” –
3938” (escape). La interferencia debe ser de 0.0045” – 0.0065”.
Medición del
alojamiento del
asiento
Medición del
diámetro externo del
asiento
Se mide la altura de los alojamientos de los asientos de admisión y
escape (1.025” – 1.030”).
Se utiliza una lima redonda para quitar los filos del borde del alojamiento y evitar
arrastre de material en la introducción del asiento.
Medición
(1.025” – 1.030”)
El asiento debe de congelarse antes de introducirlo en el alojamiento. El asiento
tiene un ajuste de interferencia de (0.004” – 0.0065”).
10
Boletines Técnicos EnDyn TB N. 1006 Reacondicionamiento de cabezotes de fuerza de motores Superior modelo 825 G.T.T
y.G.T.L.A
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Se presentan los asientos en la culata y se coloca una válvula en cada asiento
para luego hacer presión con la prensa hidráulica (1000 psi).
Instalación de
Los asientos
Después de insertado
el asiento se verifica
que con un calibrador
de lainas que haya un
correcto asentamiento
( 0.00”).
No se debe exceder el ajuste de interferencia por que las temperaturas de
combustión, la combinación de demasiado aplastamiento y la expansión del hierro
colado pueden provocar la salida del asiento.
Después de instalada las guías y los asientos se lleva la culata al banco de
rectificado con ayuda del puente grúa. Se utiliza el goniómetro para nivelar la
culata.
Banco de
rectificado
Goniometro
Se instala la máquina rectificadora de asientos en la culata introduciéndola por la
guía.
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Se verifica la presión de aire (90 psi – 120 psi), y el acumulador de aceite. La
máquina debe lubricarse durante el tiempo de operación.
Máquina instalada
en la culata.
Se recomienda ajustar la reglilla para la rectificación del asiento, con el fin de que
la válvula tenga un mejor asentamiento.
La máquina se calibra según el diámetro del asiento. Existe una tabla de
calibración. Según el diámetro del asiento se da la calibración en milímetros en la
máquina.
Tabla de
referencia
Maquina
calibrada para
rectificación
El asiento de admisión está entre 110 – 150mm. La máquina se debe calibrar
según la tabla en 7mm.
El asiento de escape esta entre 90 – 110 mm. La máquina se calibra según la
tabla en 6 mm. Esto se hace para permitir que sólo se rectifique 1/3 de la cara del
asiento.
El asiento se recomienda rectificar a un ángulo de 30º.
El asiento de la válvula tiene mucho que ver con una buena transferencia de calor.
Un asiento que sea demasiado ancho no puede eliminar las partículas de carbón
tan fácilmente y por lo tanto no sellará tan bien, esto puede originar que se queme
el asiento de la válvula.
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Un asiento de válvula que sea muy angosto no absorberá suficiente calor de la
cabeza de la válvula y por lo tanto, causará un desgaste tanto del asiento como de
la válvula mas rápidamente”.
Después de rectificado se comprueba con azul de prucia aplicando un poco en la
superficie de la cara de la válvula, se introduce la válvula por la guía y se gira
contra el asiento un cuarto de vuelta a la derecha y se observa que la válvula haya
asentado bien. Debe haber un asentamiento de 1/3 de la válvula con respecto al
asiento.
Área de
asentamiento de la
cara de la válvula en
el asiento 1/3
Luego se transporta la culata para el lavado (se utiliza la hidro lavadora) o se
realiza de forma manual. Se le retira el agua a presión de aire.
1.4.9. Resortes de la culata
Área comprimida del resorte.
Resorte externo
Resorte interno
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
El extremo amortiguado se instala contra la culata. Las culatas tienen resortes
internos y externos en las válvulas de potencia.
Resorte externo
El propósito del resorte externo es volver a traer la válvula apretada contra el
asiento.
Resorte interno
El resorte interno también ayuda a lograr este efecto pero su objetivo principal es
impedir que la válvula caiga en el cilindro en caso de ruptura del resorte externo o
por desgaste del retenedor”. Y evita que el resorte externo gire. El sentido de las
espiras del resorte externo es contrario al resorte interno.
Se debe medir la altura de los resortes (algunos resortes no tienen la altura
ideal).
Medida del resorte grande …………………………………...………….(6.531”) +156”
Medida del resorte pequeño …………………………………….………(5.735”) +156”
Medida del resorte
Resorte con
pérdida de
altura
1.4.10. Retenedor de la culata
Es un elemento tratado al calor, se debe revisar el área de contacto del resorte”. Si
existe un desgaste indica que la dureza del retenedor es incorrecta y se debe
remplazar”.
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Área de
contacto del
resorte
Retenedor y
fijador
instalados
1.4.11. Fijador de la culata
Son tratados al calor, al instalarlos en las válvulas establecen cierta cantidad de
asentamiento.
Si se utilizan los mismos se debe mantener el mismo conjunto de donde se
sacaron. Se deben rectificar todas las roscas internas de los tornillos.
Fijador
Rectificado de las
roscas
Cuando todo este medido se procede a instalar las válvulas aplicando lubriplate en
el vástago, luego se colocan los resortes, se instala el retenedor y se utiliza la
herramienta para comprimir los resortes.
Aplicación de
lubriplate
Instalación de la
válvula
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Después de comprimir el retenedor y los resortes se instala el O-RING por debajo
del área del fijador de la válvula de admisión.
O-ring instalado en el vástago de la válvula de admisión
La válvula de escape no necesita O-RING por que hay más calor alrededor del
vástago y las tolerancias Standard controlan el aceite lubricante.
Después de instalar el O-RING en la válvula de admisión se colocan los fijadores y
el retenedor.
Instalación de los
fijadores y del
retenedor
Después que los fijadores de las válvulas están en su lugar, el O-RING descansa
sobre la parte del fondo del fijador de la válvula de admisión, formando un sello
positivo alrededor del vástago de la válvula”.
El (O-RING) ayuda a controlar el exceso de lubricación en la válvula de admisión
El aceite que proviene del balancín suministra una lubricación de tipo chapoteo
alrededor de la válvula, el O-RING limita el flujo de aceite directamente sobre el
vástago de la válvula”.
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Se mide la altura de la punta del vástago
a la base de la culata para tener
referencia en mediciones futuras (Ej.
calibración de la máquina).
Terminada la reparación se protege la culata y se coloca en un sitio adecuado en
el cual no sufra golpes, corrosión o ingreso de material o partículas extrañas. Se
registran las medidas en el formato. Se instala tarjeta color verde, esto nos indica
que el componente se encuentra reparado
Cuando se vaya a instalar la culata en la máquina es importante verificar su
integridad.
DILIGENCIAR FORMATO DE REPARACION Y ARCHIVAR EL DOCUMENTO EN
LA CARPETA DE TALLER
1.5. BALANCIN DE CULATA MOTOR SUPERIOR 16 S.G.T
1.5.1. Fallas típicas
Mantenimiento de la culata y falla prematura.
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
1.5.2. Generalidades
El balancín transmite e invierte el movimiento de la varilla empujadora a las
válvulas.
Es importante comprobar el flujo de aceite lubricante en el balancín en el arranque
de la máquina.
1.5.3. Herramienta utilizada para la reparación del balancín
Llave mixta ¾” (para retirar las palancas).
Pinza entorchadora, Alambre para asegurar los tornillos.
Corta frío. (Para cortar alambre que asegura los tornillos de los brazos del
balancín).
Prensa hidráulica o manual. (Para retirar e instalar los bujes).
Micrómetro de 1” – 2” (para medir el eje) y la parte externa del buje.
Telescópicas (para medir la parte interna del buje) y la parte interna de la
palanca.
Calibrador de lainas (para verificar juego la tolerancia entre el brazo y el cuerpo
del balancín).
DOCUMENTACION DILIGENCIADA (PERMISO DE TRABAJO “TALLER”,
FORMATO, A.S.T)
1.5.4. Repuestos utilizados
2 Bujes y Shims.
Eje y palancas (se cambian si es necesario).
Balancín (se cambia si es necesario).
1.5.5. Peso del balancín.
9.8 Kg.
1.5.6. Procedimiento de reparación
Se marcan las palancas para tener en cuenta la posición en el armado
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Se corta el alambre que asegura el tornillo de las palancas.
Marcas en el
balancín
Retire del alambre
Se desmonta el tornillo de ajuste de las palancas (Llave ¾”).
Se desmontan las palancas teniendo en cuenta su posición para el armado.
Retirado del
tornillo y de las
palancas
Se deben inspeccionar los bujes de bronce de las palancas, son los que sufren
mas desgaste.
Se retiran los bujes de las palancas (se utiliza la prensa hidráulica o la prensa
manual).
Los bujes tienen dos orificios diferentes, uno para la salida del aceite hacia el
vástago de la válvula y el otro hacia las varillas empujadora.
Retirado del buje
Orificio para
lubricación
del vástago
de la válvula
Orificio para la
lubricación de las
varillas empujadoras
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Se mide el diámetro interno del buje del balancín 1502.6” – 1503”.
Se mide el
diámetro del eje
del balancín
1499”.
La tolerancia del buje y el eje es de (0.003” – 0.004”).
El diámetro externo
del buje es (1751” –
1752”).
El diámetro interno
de la palanca
1749”.
Para instalar los bujes nuevos se debe tener en cuenta la posición.
El orificio más grande se debe instalar hacia el tornillo de ajuste.
El orificio pequeño se instala en la dirección donde hace contacto el vástago de la
válvula.
Orificio grande (ins. Tornillo de ajuste).
Orificio pequeño (ins.
Hacia el vástago de la
válvula)
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Instalación del buje en el brazo del balancín.
Se arma el balancín teniendo en cuenta la posición de las palancas y se instala el
brazo en el eje.
Se arma el balancín teniendo en cuenta la posición de las palancas y se instala el
brazo en el eje.
Instalación del
buje y el brazo del
balancín
Para darle el ajuste al balancín (0.005” –
0.007”), se utilizan shims repartidos en
ambas palancas, se instalan en las tapas de
los tornillos y se aplica torque de 40 lbs ft.
Se verifica la tolerancia del brazo del balancín y debe estar entre (0.005” –
0.007”).
Instalación de los
shims en las tapas
para darle el
ajuste al balancín.
Verificación de la
tolerancia
DILIGENCIAR FORMATOS DE REPARACION Y ARCHIVAR DOCUMENTACION
EN CARPETA TALLER
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Terminada la reparación se protege el balancín y se coloca en un sitio adecuado
en el cual no sufra golpes, corrosión o ingreso de material o partículas extrañas.
Se registran las medidas en el formato. Se instala tarjeta color verde, esto nos
indica que el componente se encuentra reparado
Cuando se vaya a instalar el balancín en la máquina es importante verificar su
integridad.
1.6. VALVULA DE GAS COMBUSTIBLE CULATA MOTOR SUPERIOR 16
S.G.T
1.6.1. Generalidades de la válvula de gas combustible
La válvula de gas combustible es la encargada de suministrar el gas suficiente
para la combustión en la culata a una presión de 25 psi.
La válvula esta compuesta por un resorte, un fijador y los retenedores.
Internamente tiene tres O-RING, dos de sello y uno de respaldo, una arandela que
sirve para ayudar a la lubricación de la válvula y la chaveta que sirve como seguro.
Partes internas de
la válvula
Partes externas
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
1.6.2. Herramienta utilizada para reparar la válvula de gas combustible
Prensa manual.
Herramienta diseñada para el desarme y arme de la válvula.
Pinza chavetera. Destornillador de pala pequeño para retirar los O-RING.
Pomada abrasiva (280 – 400). (Para el asentamiento de la válvula).
1.6.3. Repuestos utilizados para reparar la válvula de gas combustible
VALVULA ( 69 SU 1465 / 1005166) …………...……...P/N P 022 – 758 COOPER
RETENEDOR DEL RESORTE (69SU 1470 / 1020238)…....P/N 2C44P, COOPER
FIJADOR DEL RESORTE (69SU 1480 / 1020239)………………….P/N 4A 2746,
SUPERIOR COOPER
RESORTE (69 SU1475 / 1020097)……………………P/N: 4A 2747,
SUPERIOR COOPER
O-RING DE SELLO (2) (69 SU 1485 / 1007004) VITON 90, …P/N: 900-835-054
SUPERIOR COOPER
O-RING BACK (69 SU 1490 / 1023379) P/N 029 – 890, COOPER
SUPERIOR
O-RING (65 AJ 2505 / 1006807) F/ ENG –COMP DPC – 600 BUNA 75, AJAX –
COOPER
CHAVETA (69 SU 1495 / 1023479) ……………………P/N: 105 – 770, SUPERIOR
- COOPER
VALVULA COMPLETA (69 SU 1100 / 1005163)……P/N 029 – 886 – 001,
SUPERIOR COOPER
1.6.4. Cuidados en la reparación de la válvula de gas combustible
Evitar atrapar los dedos y golpear las manos en el desarmado y armado de la
válvula, utilizar protección personal.
Utilizar protección facial en la limpieza
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
1.6.5. Fallas típicas de la válvula de gas combustible
Mantenimiento preventivo cuando se hace reparación de las culatas.
Daño de la válvula (pérdida de sello).
1.6.6. Procedimiento de reparación de la válvula de gas combustible
Para el desarme de la válvula se utiliza la prensa manual y la herramienta
diseñada, se comprime el resorte, se retira los fijadores, el resorte.
Se desmonta la válvula realizando un golpe suave en la punta contra la mesa,
luego se retiran la chaveta, los o,rings y se realiza limpieza.
Desarme de la
válvula
Desmonte de
la válvula
Retirado de la
chaveta
Desmonte de la
válvula y los o,ring
La válvula tiene dos orificios uno sirve como lubricador y el otro como testigo en un
mal funcionamiento de la válvula debido a mal sello y/ó daño en alguno de los O-
RING.
El orificio de lubricación de la válvula se comunica directamente con un orificio que
tiene la culata por donde fluye el aceite hacia la válvula proveniente del balancín.
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Orificios
internos en la
válvula
Orificio de
lubricación en
la culata para la
válvula
El orificio que sirve como testigo de la falla de la válvula se comunica con un
tubing a una flauta donde están conectadas todas las válvulas.
Punto de salida del gas (cuando la válvula falla)
En la reparación se debe dar un asentamiento a la válvula con pomada abrasiva
(Loctite Clover 180) y para el terminado se le aplica (Loctite Clover 280 - 400)
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Armado de la válvula.
Se instala el primer o,ring, luego la arandela lubricadora, el segundo y el tercer
o,ring. Se debe tener en cuenta la posición del último O-RING, se instala con la
parte cóncava hacia la parte inferior. (La parte plana queda hacia la chaveta).
Instalación de los o,
rings
Parte cóncava del
o, ring
Parte plana del o,ring
El resorte debe
instalarse con
la parte mas
comprimida
hacia abajo
Se instala el retenedor y los fijadores.
Se comprime el resorte con la herramienta y se instalan los fijadores.
Instalación
del retenedor
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Después de armada la válvula se hace la prueba de hermeticidad a 40lbs de
presión utilizando como dispositivo la parte de la culata donde va instalada la
válvula.
Prueba para
verificar el
asentamiento
de la válvula
Fijadores
Terminada la reparación se protege la válvula y se coloca en un sitio adecuado en
el cual no sufra golpes, corrosión o ingreso de material o partículas extrañas. Se
registran las medidas en el formato. Se instala tarjeta color verde, esto nos indica
que el componente se encuentra reparado.
Cuando se vaya a instalar la válvula en la culata es importante verificar su
integridad.
1.7. PISTON DE POTENCIA DEL MOTOR SUPERIOR 16 S.G.T
1.7.1. Generalidades del pistón motriz
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
El pistón consta de seis anillos, los cuatro anillos superiores son de compresión, el
quinto es el anillo de control de aceite y el anillo inferior es un raspador o
limpiador de aceite.
Es importante instalar los anillos en la forma adecuada, se recomienda el método
de escalonamiento de 180º, lo cual ayuda a mantener la compresión y elimina un
escape excesivo de gases.
El diámetro de la cabeza del pistón generalmente es menor que el diámetro de la
falda o parte inferior.
La parte superior es menor porque está sometida a altas temperaturas y para
controlar la expansión.
Alojamiento anillo de fuego
Alojamiento anillos de compresión (3 anillos)
Anillo controlador aceite (lubricador)
Alojamiento del Pasador
Alojamiento anillo raspador
1.7.2. Función del pistón motriz
Soporta los anillos para sellar la cámara de combustión y controla la película de
aceite. Es encargado junto con los cilindros y las bielas de llevar al cigüeñal la
conversión de la energía desatada por la explosión de la mezcla.
Trasmite el calor a la camisa a través de los anillos. La forma saliente provee la
turbulencia adecuada del combustible y el aire.
Los pistones tienen un color negro debido al proceso de parquerización o de
recubrimiento de fosfato y molibdeno, este recubrimiento es parte fundamental en
el diseño del pistón y ayuda al proceso de asentamiento entre pistón y camisa.
(En la limpieza del pistón se debe tener cuidado de no remover o quitar este
recubrimiento)
El pistón tiene un tapón ubicado en la parte interior y su función es el de sellar el
área de enfriamiento superior del aceite y sirve como medio de balanceo del
pistón”. El sistema de refrigeración del pistón inicia por el aceite que proviene de
la biela, este aceite pasa a través del pasador (pin) y lubrica el buje de la biela.
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Por los orificios y el mismo diseño hueco del pasador, el aceite pasa hacia la parte
superior del pistón por una vía perforada ubicado en el alojamiento del pasador.
Tapón del pistón
Vía de circulación
del aceite
refrigerante hacia
la cabeza del
pistón.
El aceite refrigera la cabeza del pistón y recircula por otra vía perforada que hace
llegar el aceite al cárter.
Cámara de refrigeración del pistón
Alojamiento del tapón
Vía perforad (alojamiento del pasador) (Inicia
refrigeración del pistón)
Drenaje del aceite
1.7.3. Herramienta utilizada para mantenimiento del pistón
DOCUMENTACION DILIGENCIADA (PERMISO DE TRABAJO “TALLER”,
FORMATOS, A.S.T)
Pinza para retirar anillos
Pulidora eléctrica. Para realizar limpieza a la parte superior del pistón.
Lija (80) (para realizar limpieza a las ranuras del pistón.
Micrómetro de exteriores de 9” a 10” pulgadas (para medir el pistón) se debe
calibrar).
Micrómetro de 3” a 4” pulgadas interiores (para medir el alojamiento del pasador)
(se debe calibrar).
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Calibrador de lainas. (Para medición de los anillos).
1.7.4. Repuestos utilizados para el pistón motriz
ANILLOS DEL PISTON (69SU 1355 / 1024142) (RING SET, PISTON. P/N 030-
414 SET SUPERIOR COOPER.
CHAVETAS. (69SU 1335 / 1023478) RING RETAINING: P/N 024-876 SUPERIOR
COOPER
PISTON POWER (69SU1075 / 1015986) (se cambia sólo si es necesario) P/N
029-528, SUPERIOR COOPER.
1.7.5. Peso del pistón motriz
42.9 Kg
1.7.6. Cuidado que se deben de tener en la reparación del pistón motriz
Usar peto, protector facial, mascarilla en la utilización de la pulidora eléctrica
(grata) para la limpieza de la cabeza del pistón.
Utilizar guantes para evitar golpes y cortaduras con los anillos.
Para el lavado utilizar guantes de nitrilo, protección respiratoria y facial.
Tener cuidados en el transporte y movimiento del pistón (posiciones ergonómicas)
y evitar golpes al componente.
1.7.7. Fallas típicas de los pistones motrices
Pistón recostado
el la pared de la
camisa
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Chaveta que
asegura el
pasador rota
Pistón fogueado
Alojamiento de
anillo roto
Rayado irregular Cabeza del pistón dañada
Causas Causas
Falla de la válvula. Alta temperatura en el agua
Rotura de anillo. Exceso de combustible
Impurezas en el sistema de admisión. Falta de lubricación o exceso
Bajo nivel del elemento enfriador
Pistón quemado (altas temperaturas)
Detonaciones debido a:
Restricciones en el abastecimiento del aire. Aire frío. Tiempo adelantado. Exceso
de combustible
1.7.8. Procedimiento de reparación del pistón motriz
Los pistones se desmontan para revisión por recomendación de C. B. M, por falla
prematura o por mantenimiento (Overhaul 36.000 horas).
Se desmontan las chavetas de los bujes del pistón para sacar la biela (se utiliza
una pinza de presión).
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Se desmontan los anillos utilizando la herramienta adecuada.
Pinza para retirar
las chavetas
Se realiza limpieza a la cabeza del pistón para retirar los residuos de la
combustión, (en la limpieza de la falda del pistón utilizar desengrasante y agua, no
utilizar lija) Se retira el carbón adherido en las ranuras con un pedazo de anillo y
lija N.80.
Limpieza de las
ranuras del
pistón
Limpieza de la
cabeza del
pistón
La falda del pistón esta cubierta con una base de molibdeno, se debe tener
cuidado y precaución en la limpieza.
1.7.9. Medición del pistón motriz
Medición de los pistones: Se debe medir cuidadosamente para identificar el
desgaste y si tiene la tolerancia recomendada entre el pistón y la camisa.
Medición 9985”
Medición 9987”
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Medición del alojamiento del pasador
Se debe verificar que no exista ovalidad o desgaste (3500” – 3501”)
Terminada la reparación se protege el pistón y se coloca en un sitio adecuado en
el cual no sufra golpes, corrosión o ingreso de material o partículas extrañas. Se
registran las medidas en el formato. Se instala tarjeta color verde, esto nos indica
que el componente se encuentra reparado
Cuando se vaya a instalar el pistón en la maquina es importante verificar su
integridad.
1.8. ANILLOS DEL PISTÓN MOTOR SUPERIOR 16 S.G.T
1.8.1. Generalidades de los anillos del pistón motriz
Los anillos del pistón junto con el aceite proporcionan un sellado dinámico entre el
pistón y la camisa.
Su objetivo es evitar que la presión de combustión pase al carter, y que el aceite
del carter pase a la cámara de combustión.
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
El anillo controlador de aceite tiene un resorte interno que sirve para expandir y
sostener el anillo.
Resorte interno
1.8.2. Función de los anillos del pistón motriz
Sellan la cámara de combustión para controlar los gases de la combustión.
Transfieren el calor de la combustión a la pared de la camisa.
Distribuyen el aceite en el interior de la camisa y controlan la cantidad en el área
de la combustión.
Cuando los anillos, los pistones y las camisas se encuentran en buenas
condiciones el pase de los gases de combustión hacia el carter será mínimo.
Los anillos de compresión se necesitan para que sellen las presiones de la
combustión y compresión.
Los anillos raspadores de aceite controlan la lubricación de la pared de la camisa.
1.8.3. Daños de los anillos del pistón motriz
Desgaste de los anillos
Rayado vertical y decoloración de la superficie del anillo, esto es la causa principal
del consumo de aceite y el rayado del pistón y la camisa.
Aflojamiento o instalación inadecuada.
Exceso de combustible.
Enfriamiento defectuoso.
Alta temperatura del aire admitido o restricción. Exceso de aceite.
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Ruptura de los anillos
Expansión excesiva en la instalación. Dañado durante la instalación del pistón en
la camisa. Detonaciones. Exceso de aceite.
Ruptura del anillo
Anillos pegados
Formaciones de depósitos de carbón que evitan el movimiento hacia fuera para
que el anillo selle, debido a exceso de aceite.
Sobrecalentamiento intermitente. Mucho tiempo entre cambios de aceite.
Funcionamiento enfrió.
1.8.4. Herramienta utilizada
Calibrador de lainas.
Micrómetro de 0˝ – 1˝ (se debe calibrar)
DOCUMENTACION DILIGENCIADA (PERMISO DE TRABAJO “TALLER”,
FORMATO, A.S.T)
1.8.5. Medición de los anillos del pistón
Medida del anillo ( N:1 )
Tolerancia entre el anillo y la ranura del pistón………………..…....0.005” – 0.0075”
Medida entre puntas de anillo 0.050” – 0.060” (se realiza la medición en una
camisa nueva).
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Medición de la
tolerancia entre el
anillo y la ranura del
pistón
Medición entre
punta de anillo
Ancho de la ranura del pistón……………….……..0.193” – 0.194” / 0.199” max
Ancho del anillo…… ……………..……………………….…..… 0.1865” – 0.188”
Medición de la
ranura del pistón
(alojamiento del
anillo)
Medición del
ancho del anillo
Medida de los anillos de compresión (2 - 3 - 4)
Tolerancia entre el anillo y la ranura del pistón……………….......0.003”- 0.0055”
0.0075”max
Medida entre punta de anillos…………………............ 0.040”- 0.060” 0.090”max
Ancho del anillo……………..…..……………………….………….. 0.1865” – 0.188”
Ancho de la ranura del pistón…………..….………0.191” – 0.192” 0.197”max
Medida del anillo de control de aceite y raspador (5 – 6)
Tolerancia entre anillo y la ranura del pist……..…...0-0015” – 0.004” 0.008” máx
Medida entre puntas de anillos…………………..0.035” – 0.050” 0.090”max
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Ancho del anillo………………………………………….……………..0.310” – 0.3115”
Ancho de la ranura del pistón ……………………….………0.314” 0.318” max
Ancho del anillo………………………….……………………………….0.310” – 0.311”
Medición del anillo raspador
Terminada la medición de los anillos se protegen y se coloca en un sitio adecuado
en el cual no sufra golpes, corrosión. Se registran las medidas en el formato. Se
instala tarjeta color verde, esto nos indica que el componente se encuentra
reparado. Cuando se vaya a instalar los anillos en el pistón es importante
verificar su integridad.
1.9. PASADOR DEL PISTON MOTRIZ MOTOR SUPERIOR 16 S.G.T
El pasador del pistón tiene un diseño de tipo hueco, tiene tapones de recolección
acopiados en cada extremo para retener el aceite lubricante y está diseñado para
transmitir el caballaje máximo del pistón de potencia a la biela.
Los orificios perforados sirven para distribuir el aceite en el buje y a la vez hacia
los extremos del pasador donde el aceite fluye hacia la parte superior del pistón.
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Orificios perforados del
pasador
Tapón de
recolección de
aceite
El aceite proveniente de la biela llega al pasador y fluye por las vías perforadas del
mismo hacia los tapones recolectores.
El aceite acumulado en los tapones sirve para la lubricación de los anillos (parte
exterior del pistón y camisa).
El aceite sobrante pasa hacia el carter por un orificio de corte transversal ubicado
en el borde del alojamiento del pasador que sirve de drenaje.
Tapón recolector de
aceite
Orificio de
drenado del aceite
El diámetro del alojamiento del pasador en el pistón es…….………..3500” – 3501”
La tolerancia entre el pasador de biela y alojamiento en el pistón 0.001.5” –
0.0035” máx. 0.005”.
El pasador del pistón sufre daños por falta de lubricación y desgaste por tiempo de
trabajo.
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Falla del pasador
(quemado)
Buje de biela
fuera de su
posición
“taponamiento de
entrada de
lubricación al
pasador”)
1.9.1. Herramienta utilizada
Micrómetro de exteriores de 3” – 4” (se debe calibrar).
DOCUMENTACION DILIGENCIADA (PERMISO DE TRABAJO “TALLER”,
FORMATO, A.S.T)
1.9.2. Repuestos utilizados
Pasador (69SU1080) (se cambia si es necesario) PIN PISTON.
P/N 033- 259-003 SUPERIOR COOPER
1.9.3. Peso del pasador
7 Kg.
1.9.4. Precauciones de seguridad en la reparación
Tener precaución en el manejo del pasador para evitar golpes en los dedos
(utilizar guantes).
1.9.5. Procedimiento de reparación del pasador del pistón
Se realiza limpieza al pasador y se utiliza aire a presión por los orificios. Se
verifica desgaste tomando medidas.
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Medición del pasador
(34975” – 34985” – 3496”
max)
Protegerlo para evitar golpes y alojamiento de impurezas. Cuando se vaya a
instalar el pasador en la biela y el pistón es importante verificar su integridad
DILIGENCIAR FORMATO DE REPARACION Y ARCHIVAR EL DOCUMENTO EN
CARPETA TALLER
1.10. BIELA MOTRIZ MOTOR SUPERIOR 16 S.G.T.
1.10.1. Función de la biela motriz
Transmite la presión de la combustión del pistón al cigüeñal. La biela se fija al
cigüeñal en un extremo y al pistón en el otro extremo.
El extremo mayor de la biela es bipartido para abrazar al cigüeñal. Las dos partes
no son intercambiables y no se debe alterar la relación. Tanto la tapa como la biela
están marcadas.
La biela recibe grandes cargas y velocidades así como un constante cambio en la
dirección de su movimiento. Si se sobrecarga el motor puede causar pandeo y
perder redondez.
La máxima desviación de redondez generalmente es de 0.001”. Si se excede este
límite, se puede redimensionar la biela (taller de maquinado).
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
No se puede mezclar bielas pesadas y livianas debido a los problemas de
balanceo.
Las bielas motrices tienen una ranura y un orificio en el centro que se comunica
con el buje y el pasador por donde circula el aceite lubricante hacia la cabeza del
pistón.
Orificio de lubricación de la biela,
hacia el pasador, buje y pistón
1.10.2. Herramienta utilizada para reparación de la biela
Torque y Copa de 1 ¼” (para retirar y ajustar las tuercas de los tornillos).
Micrómetros interiores 6 a 7” para medir ovalidad de la biela y 3” a 4” para medir
el buje de la biela (se debe calibrar).
Prensa de banco (para instalación de la biela).
Prensa hidráulica (para retirar el buje)
Taladro radial (para rectificación del nuevo buje)
Lija 600. Papel scoot. Martillo de caucho. Alambre y bayetilla para limpiar
orificio de la biela.
PERMISO DE TRABAJO “TALLER”, FORMATO Y A.S.T
1.10.3. Peso de la biela motriz
Con casquetes, tornillos, tuercas y arandelas.
36.5 Kg – 37. 1 Kg.
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
1.10.4. Repuestos utilizados para la biela motriz
COJINETE SUPERIOR (biela) (69 SU1350 / 1021439) …………...P/N 023 – 642
SUPERIOR COOPER.
COJINETE INFERIOR (tapa biela). (69 SU 1345 / 1021438) ……P/N 023 – 641
SUPERIOR COOPER.
BUJES (69SU1340 / 1012603) BUSHING: CONN ROD P/N 024-138 SUPERIOR
COOPER.
BIELA (se cambia sólo si es necesario). Tornillos: (4) BOLT CONNECTING ROD
(69SU2590 / 1002156) P/N 030-031 SUPERIOR COOPER
TUERCAS. (4) (17LG1115 / 1002323) NUT,HEX: NILON INSERT,7/8” 14 DIA,
NF,GR2
ARANDELAS (4) (69SU1083 / 1003789) P/N 034-575-002
1.10.5. Precauciones de seguridad.
Utilizar ayuda para transportar la biela ( un compañero de trabajo)
Cuidados en la instalación de los bujes en la prensa hidráulica (utilización de
guantes).
Evitar golpes al componente (tapas y biela)
Utilizar protección respiratoria para la realización de la limpieza.
1.10.6. Procedimiento de reparación de la biela motriz
Se instala la biela en la prensa de banco y se realiza limpieza.
Se realiza una inspección visual al estado del buje para verificar fractura o
desgaste excesivo y se toman las medidas correspondientes. Si el buje esta
fuera de medida debe retirarse en la prensa hidráulica.
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Las medidas del buje son…..………………………….... 3501” – 3502” máx. 3503”
Medición del buje
Se desmonta la tapa y los casquetes, se limpia la biela y la tapa con lija No. 600,
se utiliza un cordón de bayetilla unido a un alambre para limpiar el orificio de
lubricación de la biela.
Limpieza del orificio de la biela
Antes de instalar la tapa de la biela se debe limar las caras de contacto para
asegurar una buena medida.
Limado de la
biela y la tapa
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Se instala la tapa teniendo en cuenta la marca, se aplica torque en cruz a 300 lbs
ft con la siguiente secuencia (75 – 150 – 225 – 300) y se mide la biela sin
casquetes para verificar que no haya ninguna ovalidad (6788” – 6789”).
Medición de la biela
Seguidamente de medir la biela y verificar que no hay ovalidad. Si el buje esta
fuera de medida, golpeado, fracturado se retira en la prensa hidráulica.
Buge
fracturado
Muestra de
fractura del buje
retirado de la
biela
Se desmonta el buje en la prensa hidráulica utilizando una herramienta para hacer
presión. Antes de instalar los bujes es importante limar el círculo del ojo de la biela
para evitar daños a los bujes en el momento de la instalación. (arrastre de
material).
Herramienta
para retirar el
buje de la biela
Limado del ojo
de la biela para
instalación del
buje
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Se verifica que la biela se encuentre dentro de las tolerancias (que no este
torcida). Se coloca un buje en el ojo de la biela (alojamiento del pasador) que mida
6”, el otro buje se instala en la chumacera (alojamiento de la tapa), también debe
medir 6” la biela se debe medir por ambos lados, se toman metrología desde el
borde interno (ver foto) no debe de haber una diferencia mayor de 0.003”
Para medir la longitud de la biela se mide desde el centro del ojo de la biela al
centro de la chumacera (21.000” +- 0.045),
Se mide el ojo de la biela para verificar el círculo (3749” – 4751”).
Medida del circulo
del ojo de la biela
En la instalación de los nuevos bujes se recomienda que la unión quede en la
parte superior del ojo de la biela más o menos 45º.
Se instala el buje nuevo y se rectifica en taladro radial (este trabajo lo realiza el
tornero o un técnico indicado).
Instalación del
buje unión 45º
parte superior del
ojo de la biela
Biela instalada
en el taladro
radial para
rectificar buje
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Rectificación del buje
Los bujes nuevos miden aproximadamente 3.480” y se deben rectificar en el
taladro radial, quedando con una medida final de 3501”.
La tolerancia entre el pasador de la biela y el buje es ………...…..0.003” – 0.0045”
1.10.7. Procedimiento rectificación bielas motrices superior 16 s.g.t
Verifique el nivel de la mesa del taladro, coloque una pieza que esté
completamente plana (ejem. plato de empaquetadura). Instale el comparador de
carátula y realice un giro de 360°. Si se observa algún desnivel utilice los tornillos
que tiene la mesa en la base y nivele la mesa.
Verificación de la
planitud de la
mesa
Tornillos para
nivelar la
mesa
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Instale la biela en la mesa coloque la tapa en la biela pero no la ajuste demasiado.
Ajuste la biela en el banco apretando la tuerca del espárrago (llave 1 1/8”).
Coloque el comparador de carátula en la bailarina en forma horizontal y realice
una aproximación del pistón del comparador en la superficie plana del ojo de la
biela. Gradúe el dial del comparador en cero, gire manualmente la bailarina 360°
y verifique con el comparador de carátula la plenitud o estado del ojo de la biela.
Verificación
de la planitud
Si se observa que el dial del comparador se ha desplazado más de 0.002” retire la
biela, voltéela y verifique en la cara del otro extremo, si la medida en el
comparador sigue siendo la misma (mayor a 0.002”) retire la biela. (Puede estar
torcida).
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Asegurada la nivelación del ojo de la biela se desplaza el comparador hacia abajo.
(se coloca en cero y se verifica que cuando haya bajado este en cero) Para
acercar el comparador al buje se utiliza el tornillo de desplazamiento.
Esto nos indica que la biela está en la posición correcta y podemos continuar con
el centrado del buje. Hay que tener en cuenta la posición del buje después de la
instalación, por que puede variar un poco el recorrido del comparador (0.002”
aproximadamente).
Tornillo de
desplazamiento
Verificación de
la nivelación de
la biela.
Antes de iniciar el procedimiento de centrado del buje se debe bloquear el taladro.
Se procede a centrar el buje para el rectificado, se instala el comparador
verticalmente en la bailarina.
Se coloca en el lado opuesto del operario (en frente), y se gradúa en cero.
Se gira manualmente la bailarina 180° y se observa cuanto se desplazó la aguja
del dial, si se movió Ej. 0.076”, se golpea con un martillo de caucho en el otro
extremo hasta que la aguja del dial marque la mitad 0.038”. Se verifica de nuevo
hasta que el comparador marque 0.000” en ambos lados.
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Colocación
del
comparador
Martillo de caucho
Después de tener los dos extremos en cero, se busca que la parte superior e
inferior de la biela también quede en cero, se ubica el comparador en la parte
superior y se gradúa en cero.
Parte superior del a biela
Se gira manualmente la bailarina 180° (parte inferior), se observa cuanto se
desplazó la aguja del dial Ej. 0.050”, para regresar la aguja a 0.025” (la mitad) se
desplaza manualmente, se verifica de nuevo hasta que el comparador quede en
cero en ambos lados.
Parte inferior de
la biela
Desplazamie
nto manual
Después de centrado el buje se tiene en cuenta el avance de corte y la velocidad
(rpm) del taladro. (Consulte al manual de operación del taladro).
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Se instala el buril en la bailarina (verificar el corte “afilado”), se hace un
acercamiento al buje ajustando el tornillo de desplazamiento hasta que la punta
del buril toque la pared, también se debe tener en cuenta la posición para iniciar el
corte. La punta del buril se coloca 5° más o menos atrás.
Tornillo de
desplazamiento
del buril
Posición del buril
Después de tener el buje centrado y nivelado y el taladro en condiciones de
operación, se oprime el botón que indica la flecha el sentido de giro (orario).
Se debe tener en cuenta el botón rojo de parada de emergencia, para que el
taladro funcione el botón esta en posición (hacia fuera) en caso de parada se
comprime. (ver foto).
Se oprime el
botón verde para
funcionamiento
Parada de
emergencia
Después de rectificado el buje se instala la biela en la prensa de banco, para
medirla con los casquetes, se utiliza aire a presión para retirar la viruta después
del rectificado. (Utilice protección facial y respiratoria).
La tapa y la biela están marcadas y se deben colocar en la misma posición; no se
deben intercambiar las tapas.
Se instalan los casquetes nuevos y se aplica torque siguiendo la secuencia en
cruz 75, 150, 225 y 300 lbs Ft. La medida final debe estar entre 6379” – 6382.4”.
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Tapa y biela (se debe conservar el Medición con casquetes (6379” – 6382.4”)
Conjunto)
Terminada la reparación se protege la biela y se coloca en un sitio adecuado en el
cual no sufra golpes, corrosión o ingreso en los ductos de lubricación de material o
partículas extrañas. Se registran las medidas en el formato. Se instala tarjeta color
verde, esto nos indica que el componente se encuentra reparado
Cuando se vaya a instalar la biela en la máquina es importante verificar que no se
encuentren obstruidos los ductos de lubricación.
DOCUMENTACION DILIGENCIADA, ARCHIVAR EN LA CARPETA DEL
TALLER.
1.11. COJINETES DE BIELA MOTOR SUPERIOR 16 S.G.T
Cojinete inferior (tapa)
Cojinete superior (biela)
Los cojinetes son trimetálicos compuestos por acero, bronce y babbit”.
Estos cojinetes tienen la capacidad de resistir un poco más la presencia de
partículas de suciedad de contaminantes en el aceite y de mala alineación”.
En la instalación se debe tener en cuenta la posición. El casquete de la ranura se
instala en la tapa, y el casquete liso se instala en la biela.
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
1.11.1. Daños de los cojinetes
Contaminación por ensuciamiento
Se define como cualquier material extraño, sea ferroso o no ferroso, producto de
combustión o haber sido arrastrado en el aceite a través de los respiraderos,
coladores y filtros. Se identifican en forma de arañazos por abrasión”.
Medida correctiva
Se recomienda una limpieza en todo el sistema de lubricación, cambiar el aceite o
los elementos de filtro”
Ensamblado incorrecto
Es importante cerciorarse de que no haya partículas extrañas entre el cojinete y su
envoltura, que el ajuste de interferencia esté correcto, que no haya mala
alineación y que se instale la mitad correcta del cojinete.
Pre – lubricación
La causa es el rozamiento de la superficie por lubricación inadecuada en el
momento del arranque, esta situación puede ser atribuida a una tolerancia
inadecuada (deflexión del cigüeñal), a la rapidez de la carga o a una lubricación
insuficiente o inadecuada en el momento del arranque del motor”.
Desgaste del cojinete
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Medida correctiva
Se recomienda agregar un sistema de pre – lubricación y reducir la carga en el
momento del arranque”.
Corrosión
Esto puede ser causado por la contaminación del aceite lubricante por agua de
enfriamiento o por la descomposición del los aditivos del aceite”.
Medida correctiva
Realizar un análisis de aceite, detener las fugas de agua y hacer limpieza.
Cavitación
Es un ataque de fatiga por impacto provocado por la formación y derrumbe de
burbujas de vapor en la película de aceite.
Medida correctiva
Aumento de la presión de aceite, la reducción de la tolerancia o la sustitución por
un cojinete mas duro.
Agrietamiento por fatiga
Es causado por las cargas dinámicas que superan la resistencia a la fatiga del
material del cojinete cuando se someten a altas temperaturas. La sobrecarga del
motor, el desequilibrio del compresor o cigüeñales”.
Medida correctiva
Corregir el balance, la mala alineación y las demás causas de sobrecarga.
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
1.11.2. Repuestos utilizados
Casquete superior (biela) (69 SU1350 / 1021439) …………...P/N 023 – 642
SUPERIOR COOPER.
Casquete inferior (tapa biela). (69 SU 1345 / 1021438) ……P/N 023 – 641
SUPERIOR COOPER.
Terminada la reparación se protege los cojinetes y se coloca en un sitio adecuado
en el cual no sufra golpes, corrosión Se instala tarjeta color verde, esto nos indica
que el componente se encuentra reparado
Cuando se vaya a instalar los cojinetes en la biela es importante verificar que no
se encuentren obstruidos los ductos de lubricación.
1.12. CAMISA DEL CILINDRO MOTOR SUPERIOR 16 S.G.T
1.12.1. Generalidades
La camisa del cilindro es del tipo húmedo, de hierro colado de alta aleación
especial. Cada vez que se saca un pistón, se debe medir la camisa para verificar
el rango de tolerancia (10000” – 10002”)
La camisa es de pared gruesa para resistir las presiones de la combustión y las
temperaturas máximas desarrolladas del motor.
Tiene sellos tanto en la parte superior como en la parte inferior, para evitar fugas
de agua hacia la cámara de combustión y el carter.
La camisa tiene la parte superior bridada que asienta en el bloque de cilindros, se
mantiene en su lugar por la culata y se sella en la parte superior con un anillo”.
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Área de sello anillo de fuego
Área de sello de agua primario
Falda de la camisa (área de refrigeración)
Alojamiento de sellos agua secundario (tres
o'ring)
Área de sello parte inferior (instalación de los o'ring)
1.12.2. Herramienta utilizada
Micrómetro de interiores 10 a 11” (Debe estar calibrado).
DOCUMENTACION DILIGENCIADA (PERMISO DE TRABAJO “TALLER”,
FORMATO, A.S.T).
1.12.3. Repuestos utilizados para la camisa motriz
CAMISA MOTRIZ (69SU1090 / 1013756) P/N 030-960 – CYLINDER VEE
POWER SUPERIOR COOPER
O-RING CAMISA MOTRIZ (3) (se instalan en campo) (69 SU 1365 / 1024840)
SEAL RING CYLINDER LINER BLOKC P/N 4A -1383 – A, SUPERIOR
COOPER
GASKET METALICO CAMISA Anillo de área de sello del agua (se instala en
campo) (69 SU 1373 / 1001718) P/N P-034 –100 ENERGY DYNAMICS
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
1.12.4. Cuidados en la reparación
Utilización de guantes y tener cuidado en la movilización para evitar golpes en las
manos.
Evitar golpes y ralladuras a la parte externa de la camisa.
Cuidados en la medición (posición ergonómica).
1.12.5. Peso de la camisa motriz
49.8 Kg.
1.12.6. Procedimiento de reparación de la camisa motriz
Nota: Las camisas que se instalan en los mantenimientos de los motores Superior
son nuevas.
Se realiza limpieza y metrología (10.000” – 10.002”).
Antes de instalar la camisa se debe medir el diámetro externo por debajo de la
brida y el diámetro interno del bloque en el área del asiento”.
Se debe examinar el asiento del bloque en busca de grietas.
Medición de la parte externa de la camisa en el área de asentamiento en el
bloque, el ajuste debe estar entre 0.001” – 0.002”
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
1.12.7. Empaquetadura Superior y anillos en O
Los anillos en O minimizan y sellan la presión del agua, el material es de (BUNA
“N” = Flexible).
1.12.8. Instalación
Se debe tener cuidado de no enrollarlos en la instalación, (utilizar un
destornillador de pala pequeño alrededor de la camisa después de instalados),
aplicar “lubriplate” (grasa).
1.12.9. Fallas tipicas de las camisas motrices
Ralladuras
Daños a la superficie, como ralladuras y abrasiones, ocasiona el desgaste rápido
de los anillos y paredes de la camisa y pérdida de la presión hacia el carter y
mayor consumo de aceite”.
“Las ralladuras se originan por anillos sueltos, pistones rayados, arranque
inadecuado en frío, fracturas de la chaveta (seguro del pasador)”.
Ralladura de la camisa
Ruptura de la camisa
El rompimiento del cuerpo de la camisa es causado por sobrecalentamiento,
puntos calientes, ralladuras por chavetas rotas del pasador, instalación
inadecuada de sellos, cavitación severa o manejo inadecuado de la camisa.
El calor y la presión son mas severos cuando el pistón está cerca del extremo
superior de la camisa en el tiempo de explosión.
La lubricación en este punto y bajo estas condiciones también es menos efectiva.
Por lo tanto, la mayor parte del desgaste ocurre en la parte superior de la camisa”.
Fractura de la camisa.
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Fractura de la
camisa vista
exterior
Fractura de la
camisa vista
interior
Cavitación de la camisa
La cavitación es la picadura del diámetro externo de la camisa del cilindro, cuando
el motor esta funcionando, vibra a su frecuencia natural. Con una combinación de
vibración de la camisa y del líquido enfriador, burbujas de aire se forman en la
parte externa de la camisa, a medida que estas burbujas van estallando, chocan
contra el hierro colado y literalmente lo van comiendo.
En casos extremos se forman pequeños agujeros que permiten la entrada de
líquido enfriador al carter”.
Camisa afectada
por cavitación
Terminada la medición se protege la camisa y se coloca en un sitio adecuado en
el cual no sufra golpes, o corrosión Se instala tarjeta color verde, esto nos indica
que el componente se encuentra reparado.
Cuando se vaya a instalar la camisa en la maquina es importante su integridad.
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
1.13. BOMBA PRINCIPAL Y AUXILIAR DE AGUA DE CAMISAS MOTOR
SUPERIOR 16 S.G.T
Bomba agua
principal
Bomba agua auxiliar
NOTA: El procedimiento de reparación aplica para las dos bombas (solo hay
algunas diferencias que serán identificadas posteriormente).
1.13.1. Generalidades
Estas bombas son tipo centrífuga, están compuestas por la carcaza, el impeller, el
eje, dos rodamientos de bolas, un separador, un sello mecánico, y la carcaza que
está construida en hierro colado.
La bomba está diseñada para mover volumen de fluido (En este caso agua).
El impeller proporciona energía al fluido, está unido firmemente al eje y rota a la
misma velocidad del mismo. El impeller es de tipo cerrado, tiene dos refuerzos que
cubren las aspas.
Impeler de la bomba
Refuerzos que
cubren las aspas
La bomba está conectada a un piñón ubicado en la parte delantera del motor
llamado tren de bombas.
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Área de salida del agua del impeller
Área de descarga de la bomba
1.13.2. Sistema de refrigeración de la bomba principal:
A través de un Manifold de succión refrigera las camisas de los pistones motrices,
las culatas, el múltiple de escape y el turbocargador. En el manifold de succión va
conectado un tubo que envía agua a los cilindros compresores (camisas) y al
intercambiador de aceite del compresor.
Después de refrigerar las culatas el agua pasa por el múltiple de escape donde
es enviada a una válvula termostática compuesta por 9 termostatos, si la
temperatura del agua es mayor a 170º F, los termostatos se abren y dan paso al
agua hacia el cooler de agua principal. La temperatura del agua refrigerada
proveniente del cooler de agua principal hacia el motor tiene un diferencial de 150º
F – 160 ºF.
Existe un tanque de expansión para recuperación de los niveles del agua con una
línea de venteo.
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
SISTEMA DE REFRIGERACION BOMBA DE AGUA PRINCIPAL MOTOR SUPERIOR 16 SGT FASE I
1 Bomba de agua principal
8
2 Salida del agua para refrigerar el Turbo (el agua caliente del turbo sale hacia el múltiple de escape por dos tubos de 1”)
3 Manifool (tubo) de entrada del agua al bloque para refrigeración de las camisas
4 Refrigeración de las culatas
BOMBA DE AGUA PRINCIPAL
5 Salida del agua hacia el múltiple de escape.
9
7
6 6
M 2
9 Válvula termostatica
10 ú Multiple de escape
l
t 5 Cilindros
i compresores
p
l TURBO 4
Fancooler 11
e 2 Compresor
(intercambiador de Culatas motrices
calor)
d
1
e
BOMBA
e 3 Camisas motrices
s Intercambia
c dor de
a Entrada de agua al bloque. aceite del
13 6 6
p compresor
e
6 Del manifool que refrigera el bloque se desprende un tubo de 2” para
refrigerar los cilindros compresores. 6
Tanque de recuperación Del mismo tubo que refrigera los cilindros se desvía para refrigerar el
7 intercambiador de calor de aceite del compresor
de nivel
12 Después de refrigerar el aceite del compresor y los cilindros compresores el
8
agua continua hacia el múltiple de escape para unirse con el agua que
refrigera las culatas y el turbo
9 El agua continua hacia la válvula termostática. 10 Si agua supera la temperatura de operación (170 °F), los termostatos se abren y dan paso
al agua hacia el fancooler para bajarle la temperatura. 11 Si el agua se encuentra por debajo de 170 °F, los termostatos continúan serrados y
el agua continua hacia la bomba. Existe un tanque de expansión o recuperador de nivel del agua, el cual envía agua hacia la bomba
12 13
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
1.13.3. Sistema de refrigeración bomba auxiliar
Refrigera el intercambiador de aceite del motor y los aftercooler, que son los que
bajan la temperatura del aire que es comprimido por el turbo para la combustión
en las culatas.
Aftercooler lado
derecho e
izquierdo del
motor (Paso del
aire comprimido
por el turbo)
La temperatura del aire comprimido por el turbo es de 225º F aproximadamente.
En los bancos de aire debe estar entre 125º F – 123º F.
El agua que pasa por la válvula termostática hacia el cooler de agua auxiliar
(radiador) circula a una temperatura aproximada de 132 ºF al ingreso y 108º F
en la salida.
Existe un tanque de expansión para recuperación de niveles y una línea de
venteo.
1.13.4. Fallas - Causa del desmonte (es el mismo para ambas bombas)
Baja presión.
Fuga por el sello mecánico,
Daño en los rodamientos.
Daño del eje y desgaste de la carcaza en los alojamientos de los rodamientos,
esto es la causa de entrada de aceite al interior.
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Fractura del eje
Desgaste en el
alojamiento de
los rodamientos
Desgaste de la
cara del sello
mecánico
Daño en los
rodamientos
1.13.5. Herramienta utilizada
Llave mixta de ¾” (para retirar el caracol).
Llave mixta 9 / 16 (para retirar tornillos de la arandela de ajuste de los
rodamientos).
Copa de 1 ½ (para retirar tuerca del impeler)
.
Un centro punto (para marcar la carcaza y el caracol).
Un cortafrío (para retirar los alambres que aseguran los tornillos de la arandela
de ajuste de los rodamientos).
Pinza entorchadora y alambre (para asegurar los tornillos de la arandela de
ajuste de los rodamientos).
Llave de punto (para retirar y apretar la tuerca que ajusta a los rodamientos).
Botador de bronce (para ajustar la tuerca de los rodamientos).
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Copa de 1 ½ (para retirar tuerca del.
Un centro punto (para marcar la carcaza y el caracol).
Martillo de caucho o de bronce (para retirar el caracol de la carcaza).
Prensa hidráulica (para retirar los rodamientos del eje).
Micrómetro exteriores 2 a 3” y de 4 a 5” (medir eje y separador)
Micrómetro de profundidades o pie de rey puede ser digital (para medir
precarga)
Calibrador telescópico (medir parte interna de los rodamientos).
Torque 300 lbs –ft (para asegurar la tuerca del impeler).
Procedimiento y formato de la precarga del sello mecánico.
DOCUMENTACION DILIGENCIADA (PERMISO DE TRABAJO “TALLER”,
FORMATO, A.S.T)
1.13.6. Repuestos utilizados para bomba principal
SELLO MECANICO (79 JC 3005 / 1024507) – 1: 3/8 SHAFT/ SLV DIA, JONH
CRANNE
GASKET (69 SU 1572 / 1001734) P/N: 035 – 424 – 040 F/ PRINCIPAL PUMP
WATER
EJE (69 SU 2645 / 1025827) P/N 024 – 048, SUPERIOR COOPER
RODAMIENTO (78 EB 1010 / 1011378) SINGLE ROW, CILINDRICAL REF: W
310 PP OR 462310 SKF
RODAMIENTO (78 EB 1005 / 1011377) REF: W210PP OR 462210 ZZ, SKF
TUERCA HEXAGONAL (69 SU 2685 / 1002355) P/N: 022 293, SUPERIOR
COOPER EDUAL.
IMPELLER (69 SU 2680 / 1010050) P/N: 024 – 003, SUPERIOR COOPER
CAMISA ESPACIADORA (69 SU 2655 / 1019848) P/N: 024 – 053, SUPERIOR
COOPER
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
TUERCA (69 SU 2670 / 1002392) P/N: 060 – 909, SUPERIOR COOPER
BOMBA COMPLETA (69 SU 1935 / 1029441) P/N: 024 – 139, SUPERIOR
COOPER
CHAVETA – ARANDELA (69 SU 2665 / 1003866) P/N: 060 – 910, SUPERIOR
COOPER.
1.13.7. Repuestos utilizados para la bomba auxiliar
BEARING (69SU2695/1011490) (6210 – 2RS1) REF: 6210 – 2RS SKF P/N: 024 –
125, SUPERIOR COOPER
BEARING (6310 – 2RS1) (69SU 2705 / 1011340) REF 6310 RS P/N: 024 – 126,
SUPERIOR COOPER
SELLO MECANICO (79JC3005 / 1024507) 1- 3/8” SHAFT/ SLV DIA,
MONORESORTE T21, JOHN CRANE
SPACER SLEEVE (69 SU 2700 / 1019849) P/N: 024 – 054, SUPERIOR –
COOPER
GASKET (69 SU 1568 / 1001732) P/N: 035 – 424 – 028, SUPERIOR COOPER
ARANDELA DE SEGURIDAD (69SU2665 / 1003866) P/N 060 – 910,
SUOERIOR – COOPER
EJE (69 SU 2690 / 1025828) P/N: 024 – 047 – 001, SUPERIOR – COOPER
BOMBA COMPLETA (69 SU 1895 / 1029445) P/N: 029 – 45, SUPERIOR –
COOPER
1.13.8. Procedimiento de reparación (es equivalente para ambas bombas)
Se corta el alambre de pinar los tornillos y se suelta la arandela que asegura el
conjunto del eje (rodamientos y separador).
Alambre que
asegura los
tornillos
Desmonte de los
tornillos que
asegura el eje
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Se instala la bomba en un orificio que tiene un acople para el eje ubicado en el
banco de trabajo como lo muestra la foto de la bomba. (Utilizar el puente grúa)
Se verifica la tolerancia entre el impeller y la carcaza para la bomba principal es
de (0.012” – 0.016”) y para la bomba de agua auxiliar la tolerancia es de (0.008” –
0.010”).
Bomba
instalada en el
banco de
trabajo
Verificación de
la tolerancia
Se instala la bomba en un orificio que tiene un acople para el eje ubicado en el
banco de trabajo como lo muestra la foto de la bomba. Se marca el caracol y la
carcaza antes del desarme.
Después de marcado el caracol se desmontan los tornillos (llave ¾”).
Marcación de la
bomba y
desmontado de los
tornillos
Se desprende el caracol. Se golpea con un martillo de bronce. Para retirar el
caracol se debe buscar ayuda de un técnico.
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Después de desmontado el caracol se retira la tuerca que ajusta el impeller (copa
1 ½”).
Desmonte
del caracol
Desmonte de
la tuerca
Luego se utiliza un extractor o con ayuda de la prensa hidráulica se retira el
impeller y el conjunto del eje.
El conjunto del eje se instala en la prensa de banco para retirar la tuerca y la
arandela de seguridad.
Desmonte del
impeller en la
prensa
hidráulica
Desmonte de la tuerca y la arandela
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Para desmontar la tuerca se debe utilizar una llave de punto.
Herramienta
para retirar la
tuerca
Desmontado de la arandela de
seguridad
Se desmontan los rodamientos en la prensa hidráulica, teniendo muy en cuenta de
no dañar los hilos de la rosca del eje (si el eje esta bueno se puede volver a
utilizar).
Se verifica el estado del eje 2.969” y se instala el impeller para verificar el run out
en el torno (se aplica torque 180 lbs ft).
Desmonte de
los
rodamientos
y medición
del eje
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Se desmonta la tuerca después de aplicar el torque, se toma la medida al impeller
instalado para tener en cuenta esta medida en el momento de establecer la
precarga Ej.: 0.125”.
La medida se toma del borde del
impeller a la punta (ver formato).
Se verifica en el torno el run – out del eje y del impeller.
Después de verificar que el eje no este torcido y que el impeller no tiene ovalidad,
se desmonta el impeller del eje. (Se utiliza la prensa hidráulica).
Verificación del
estado del impeller y
del eje.
Se mide el separador de los rodamientos. Para la bomba principal 4.687” y para la
bomba auxiliar 1.620”.
Se toma medida internamente a los rodamientos para verificar el ajuste al eje, la
medida interna del rodamiento es 2968.5” (para las dos bombas) y la interferencia
es de 0.0005”.
Medida del
separador
bomba principal
(4.687”) y
auxiliar (1.620”)
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Medida del diámetro
interno del rodamiento
(2.968”) para ambas
bombas)
Para la instalación de los rodamientos y el separador en el eje, se utiliza la prensa
hidráulica, se debe tener mucho cuidado para no dañar los hilos de la rosca del
eje.
Nota: Se debe apoyar los rodamientos en la pista central para hacer presión. Se
debe instalar un buje para protección de la rosca del eje
Instalación de
los rodamientos
y el separador.
Luego se coloca la arandela de seguridad y la tuerca de ajuste.
Instalación de
la arandela de
seguridad
Llave para ajuste
de la tuerca.
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Después de apretada la tuerca se debe asegurar con la arandela. (Se golpea con
un botador).
Ajuste de la tuerca
Asegurado de la
arandela con la
tuerca
Se procede a instalar el conjunto en la carcaza, después de haber instalado la
parte estacionaria del sello mecánico.
Instalación de la parte estacionaria del sello mecánico (aplicar grasa al o, ring,
lubriplate).
Arandela y tuerca de ajuste instalados Instalación del sello estacionario
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Se instala el eje con los rodamientos, se debe verificar que los rodamientos
entren con ajuste deslizante en la carcaza.
Cuando los rodamientos entran con un poco de ajuste es necesario golpear la
punta del eje con un martillo de caucho, luego se instala la arandela y los tornillos
que aseguran el eje. (Copa 9/16”, volvedor).
Después de haber instalado el eje con los rodamientos se da la precarga de los
sellos mecánicos.
Se utiliza el formato del fabricante JHON CRANE.
1.13.9. Procedimiento instalación de sellos mecánicos Jhon Crane para
hallar la precarga (aplica para ambas bombas).
Paso uno
Medición de la parte estacionaria del sello mecánico (altura) ejemplo 2252”
Paso 2 Medición
de la parte cónica
del impeller
ejemplo 1253”
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Paso dos
Se tiene en cuenta la medida de la altura del eje al borde del impeller que se tomo
anteriormente. Ejemplo: 0.125”
Altura del borde del impeller a la punta del eje después del torque
La precarga del sello mecánico debe ser 1125” -0.030” +0.030”
Para hallar la precarga se tienen en cuenta los tres pasos anteriores. Ver a
continuación la tabla de cálculo de la precarga.
CALCULO DE LA PRECARGA
Paso Uno
Descripción Milésimas
Medición de la parte estacionaria
A 2252
del sello mecánico
Paso Dos
Descripción Milésimas
Medición de la parte cónica del
B 1253
impeller
Paso Tres
Descripción Milésimas
Medida de la altura del eje al borde
C 125
del impeller
PRECARGA
(A - B) + C 1124
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Si la medida es menor por debajo de la ideal (1.125”) (-0.030”). Ejemplo: si la
medida total de la precarga del sello mecánico de una bomba es 0.981” haría
falta 0.144” para (1125”), tendría demasiada precarga el sello mecánico.
Para hallar la precarga en el sello mecánico autorizada por el fabricante, se debe
pasar por el torno el impeller y maquinar 0.144” (que hacen falta) en el área
de apoyo del resorte del sello mecánico.
Apoyo del resorte
del sello mecánico
Impeller en el
torno para
profundizar el
área de apoyo del
sello mecánico
Si la medida de la precarga es mayor a 1125” (+ 0.030). Ej. 1170”, estaría
excedido en 0.045” de la medida ideal. Entonces se debe colocar un suplemento
de 0.040” a 0.045” aproximadamente en el área de apoyo del resorte (arandela).
Después de hallar la precarga se procede a instalar el sello mecánico, (aplicar
grasa - lubriplate) en el eje.
Área de apoyo
del resorte,
instilación del
suplemento
Instalación
del sello
mecánico
Es importante colocar la cuña entre el impeller y el eje en la bomba de agua
principal. La bomba de agua auxiliar no lleva cuña.
Nota: algunos ejes nuevos no la tienen y se debe de fabricar.
Se instala el impeller y se aplica torque a 180 lbs ft.
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Cuña instalada
Tuerca instalada
Ajuste de la tuerca (se aplica
torque 180 lbs)
Se instala el empaque y el caracol teniendo presente la marca, para que el
empaque no quede corrido. Se instalan en el caracol dos o tres tornillos como
guía. (El caracol se instala con ayuda de un técnico o con el puente grúa).
Instalación del
empaque y los
tornillos para
evitar que el
empaque se
gire
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Se aplica torque a los tornillos 45 lbs ft y se verifica la tolerancia entre la carcaza y
el impeller. Para la bomba de agua principal (0.012” – 0.016”) y para la
bomba de agua auxiliar (0.008” – 0.012”).
Se realiza prueba de estanqueidad para verificar que el sello mecánico esté bien
instalado (que no tenga fuga.) Se sellan las salidas y se llena de agua por el
impeller.
Se observa
para verificar la
instalación del
sello mecánico
Terminado la prueba se aseguran los tornillos de la arandela con alambre en
forma de S.
Asegurado de los tornillos
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Terminada la reparación se protege la bomba y se coloca en un sitio adecuado en
el cual no sufra golpes, corrosión o ingreso de material o partículas extrañas. Se
registran las medidas en el formato. Se instala tarjeta color verde, esto nos indica
que el componente se encuentra reparado.
Cuando se vaya a instalar la bomba en la máquina es importante verificar su
integridad.
DILIGENCIAR FORMATO DE REPARACION Y ARCHIVAR EL DOCUMENTO
EN LA CARPETA DEL TALLER
1.14. VÁLVULA TERMOSTÁTICA DE AGUA PRINCIPAL
1.14.1. Generalidades de la válvula termostática
El termostato es una válvula de control de flujo sensible a la temperatura.
El termostato permanece cerrado hasta que el motor alcanza su temperatura de
operación y se abre cuando aumenta la temperatura del agua.
La válvula termostática lleva el líquido enfriador de camisa del motor a la
temperatura adecuada. Cuando la temperatura del agua supera los 165 º F los
termostatos se abren para dar paso al líquido hacia el Fancooler (radiador) para
bajarle la temperatura entre 150°F y 160°F aproximadamente.
Cuando la temperatura del agua cae por debajo de la temperatura de operación, el
termostato se cierra de nuevo.
La válvula termostática está compuesta por nueve termostatos que están seteados
a 170°F.
1.14.2. Herramienta utilizada para reparar la válvula termostática
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Llave mixta 15/16”, volvedor y copa 15/16” (para retirar la tapa). Centro punto
(para marcar la carcaza y la tapa).
Espátula (para retirar el empaque, o motor tool y grata si es necesario), Eslinga,
destornillador de pala para retirar los o-rings, Banco de prueba para verificar el
estado de los termostatos.
1.14.3. Repuestos utilizados
Termostatos (9) (170 º F) - Empaque (1) - O-RING - (9)
1.14.4. Peso de la válvula termostatica
113.4 Kg.
1.14.5. Cuidados en la reparación válvula termostática
Utilizar ayuda del puente grúa para movilizar la válvula.
Utilización de herramienta adecuada. Utilización de guantes (evitar golpes en las
manos). Utilización de protección facial y respiratoria para la limpieza.
1.14.6. Procedimiento de reparación de la válvula termostática
Desmonte la parte superior de la válvula termostática (después de marcarse).
Llave 15/16”.
Se desmontan los termostatos y los O-ring del sello.
Desmonte de la tapa
Desmonte de los
termostatos
O,ring utilizar destornillador
de pala pequeño
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Se realiza limpieza utilizando motor tool y grata si es necesario.
Después de realizar una limpieza se prueban los termostatos nuevos con agua a
la temperatura de operación en un banco de prueba (170º F).
Banco de prueba de los
termostatos
Se verifican que los termostatos abran mínimo 1/8 de pulgada.
Apertura de los
termostatos 1/8”
Luego se procede a instalar los O-RING estirándolos un poco para colocarlos en el
alojamiento
Se aplica un poco de lubriplate al o,ring, se instala los termostatos y se asegura
que el termostato no dañe el o,ring .
Antes de instalar los termostatos verifique la marca en grados que tiene
estampado (170 °F).
Estirando los O-RING
para la instalación
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Numero estampado
(170°)
Instalación de los
termostatos
Se instala el empaque y la tapa con ayuda de un técnico o con el puente grúa
teniendo en cuenta la posición previamente demarcada.
Se ajustan los tornillos en cruz y se repasa en forma circular (torque 60 – 70 lb ft),
Empaque instalado
Válvula termostática
reparada
Terminada la reparación se protege la bomba y se coloca en un sitio adecuado en
el cual no sufra golpes, corrosión o ingreso de material o partículas extrañas. Se
registran las medidas en el formato. Se instala tarjeta color verde, esto nos indica
que el componente se encuentra reparado
Cuando se vaya a instalar la bomba en la máquina es importante verificar su
integridad.
1.15. VÁLVULA TERMOSTÁTICA DE AGUA AUXILIAR MOTOR SUPERIOR
16 S.G.T
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
1.15.1. Generalidades de la bomba termostática auxiliar
La válvula termostática auxiliar ayuda a controlar la temperatura del agua del
intercambiador de aceite del motor y los aftercooler11 permitiendo el paso del
agua hacia el fancooler (radiador), cuando esta sobrepasa las temperaturas
normales de operación. (128°F)
El agua ingresa a los intercambiadores entre 90°F y 108°F aproximadamente
después de pasar por el fancooler.
Está compuesta por cuatro termostatos, que están seteados a 130 ºF.
1.15.2. Herramienta utilizada para reparación de la bomba termostática
auxiliar
Llave mixta 15/16” (1), volvedor y copa 15/16” (para retirar la tapa).
Torque (75 lb ft). Centro punto (para marcar la carcaza y la tapa).
Banco de prueba para verificar los termostatos.
Un destornillador de pala (para retirar los sellos que ajustan los termostatos).
1.15.3. Repuestos utilizados para la bomba termostática auxiliar
Cuatro termostatos (130 º F), cuatro sellos para los termostatos, un empaque
para la bomba.
1.15.4. Peso de la válvula termostática auxiliar
45.2 Kg
1.15.5. Cuidados en la reparación válvula termostática auxiliar
Utilizar ayuda del puente grúa para la movilización. Utilización de implementos de
seguridad y evitar golpes en las manos.
Utilización de protección respiratoria y protección facial en la limpieza.
11
Son los que bajan la temperatura del aire comprimido por el turbo, el cual va hacia el banco de admisión de las culatas.
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Herramienta adecuada para el trabajo.
1.15.6. Procedimiento de reparación de la válvula termostática auxiliar
Se desmonta la parte superior (después de marcarse), se retiran los termostatos y
los sellos que los ajustan.
Se realizan la prueba de los termóstatos nuevos en baño maría en el banco
regulando la temperatura del agua a 130 °F.
Desmonte de la
tapa y de los
termostatos
Se retiran los sellos utilizando un destornillador de pala..
Se realiza prueba a los termostatos que se van a instalar para verificar que abran
(1/8”).
Sellos (se cambian)
Prueba de
los
termostatos
Se verifica que los termostatos abran mínimo 1/8 de pulgada, con una temperatura
en el agua de 130 °F
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Se instalan los sellos de los termostatos, teniendo en cuenta que queden bien
ubicados. Se utiliza un botador de bronce y un martillo para hacer presión. Se
colocan los termostatos y la tapa.
Se instalan los termostatos antes de verificar el número que tiene estampado en
grados Fahrenheit (130 °F).
Numero estampado
(130°F)
Instalación del
termostato
Se instala la tapa teniendo presente la posición, se aplica torque a los tornillos (75
lbs ft), en cruz y al final un repaso en forma circular garantizando un buen
asentamiento de la tapa, se sellan los orificios para evitar la entrada de partículas.
Termostatos
instalados y válvula
reparada.
Terminada la reparación se protege la bomba y se coloca en un sitio adecuado en
el cual no sufra golpes, corrosión o ingreso de material o partículas extrañas, se
registran las medidas en el formato, se instala tarjeta color verde, esto nos indica
que el componente se encuentra reparado
Cuando se vaya a instalar la bomba en la máquina es importante verificar su
integridad.
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
1.16. BOMBA DE ACEITE DEL MOTOR
1.16.1. Generalidades de la bomba de aceite del motor
La bomba de lubricación del motor es de desplazamiento positivo, tipo auto -
lubricante es impulsada por el cigüeñal por un engranaje de cadena.
Es una bomba de engranaje de tipo rotatorio, compuesta por un piñón de mando
y un piñón secundario, cuatro bujes de bronce y una carcaza.
Piñón conductor Piñón secundario
La presión del sistema está controlada por el regulador de presión de aceite
lubricante que es una válvula de doble punto”
La válvula permite un alivio de la presión para proteger los componentes del
sistema contra una sobre presión durante los arranques en frío o contra cualquier
mal funcionamiento del sistema”. El excedente de aceite es automáticamente
desviado hacia el carter del motor.
La válvula compensa cualquier pérdida de presión que pueda existir en las
tuberías, el enfriador o los filtros de aceite.
1.16.2. Sistema de lubricación del motor
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
El aceite es succionado del carter a través de un filtro que sirve para impedir que
el sistema pueda ser obstruido por partículas foráneas, también sirve para eliminar
la posibilidad de entrada de aire al sistema o para eliminar un vórtice que
permitiría la aspiración de aire al motor por la bomba
El aceite es impulsado por la bomba a un sistema de filtros, pasando por una
válvula reguladora de presión que mantiene la presión constante bajo condiciones
de variaciones de velocidad y temperatura.
La temperatura del aceite en la entrada de la válvula termostatica está entre 180
ºF – 185 ºF. Luego pasa por el intercambiador hacia el manifold de entrada del
motor a una temperatura de 135ºF aproximadamente.
El aceite fluye hacia todos los cojinetes principales y de allí va a hacia los cojinetes
del muñón de biela a través de las vías perforadas del cigüeñal, después por las
vías perforadas de las bielas va a los bujes, al pasador del pistón y a la cámara de
enfriamiento del pistón”.
También lubrica los balancines, los vástagos de las válvulas de potencia, las
varillas de empuje, los seguidores de leva, las camisas y los anillos del pistón, esto
se hace por lubricación de chapoteo.
Debido a las vías perforadas por donde pasa el aceite, entre un
punto y otro, va a ocurrir una caída de presión que reduce la presión en el
aceite”.
La parte que recibe la menor cantidad de presión de aceite lubricante son los
bujes del balancín, en una perdida de presión del aceite es la parte que se
puede ver mas afectada”.
La presión del aceite es de 40 a 45 psi.
1.16.3. Herramienta utilizada en la reparación de la bomba de aceite
Comparador de carátulas (para medir el juego axial y el backlash).
Calibrador de lainas (para medir tolerancia carcaza y engranajes).
Juego de telescópicas (para medir diámetro interno de los bujes).
Micrómetro de 1” – 2” (para medir el diámetro del eje del piñón).
Llave mixta ¾” (1) (para retirar los tornillos de las tapas).
Llave mixta 9/16” (1) (para retirar tornillos de la tapa).
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Centro punto (para marcar la tapa y la carcaza).
Martillo de goma (para retirar e instalar los bujes).
Prensa manual (para sacar el buje del piñón de mando). Llave Allen ¼” (1) llave
Allen 3/8” (1) (para retirar tornillos de las tapas).
Pinza corta frío (para cortar alambre de seguridad de los tornillos de la tapa
frontal). Alambre delgado y pinza entorchadora para pinar tornillos.
Torque de 100 lbs ft (para aplicar torque de 45 lb ft).
Se registran las medidas en el formato y se instala tarjeta de identificación cuando
el componente se encuentra reparado (tarjeta verde).
1.16.4. Peso de la bomba de aceite
89.6 Kg.
DOCUMTACION DELIGENCIADA (PERMISO DE TRABAJO “TALLER”,
FORMATO, A.S.T).
1.16.5. Repuestos utilizados para la bomba de aceite
BUJES (3) (69 SU 2625 / 1012606) P/N H – 12141 – 8, SUPERIOR COOPER
BUJE PRINCIPAL (69 SU 2635 / 1012607). P/N 002,898, SUPERIOR COOPER
PIÑON PRINCIPAL (69 SU 2640 / 1009342) P/N 033 – 630, SUPERIOR COOPER
PIÑON SECUNDARIO (69 SU 2620 / 1009341) P/N. 033 – 631 - 001, SUPERIOR
COOPER
ADAPTER PUMP (69 SU 2630 / 1008646). P/N. 033 – 633, SUPERIOR COOPER
BOMBA COMPLETA (69 SU 1930 / 1029491) P/N. 033 – 639, SUPERIOR
COOPER
1.16.6. Cuidados que se deben tener en la reparación de la bomba de
aceite
Utilización del puente grúa en la movilización (utilizar casco).
Utilización elementos de seguridad (guantes, gafas y casco). Evitar golpes en las
manos.
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Utilización de mascarilla en la aplicación de praxis. Utilización de guantes de nitrilo
en el lavado.
Herramienta adecuada para el trabajo.
1.16.7. Falla típica
Baja eficiencia. Daños en los piñones de la bomba. Fuga de aceite por las tapas.
Recomendación de C. B. M.
Piñón dañado
1.16.8. Procedimiento de reparación de la bomba de aceite
Se verifica el juego axial de la bomba antes de desarmarla y después de armada
(0.024” – 0.034”).
Juego axial de la bomba
(0.024” – 0.034”)
Se verifica el backlash (juego entre dientes) 0.011” – 0.015” (antes de
desarmarla y después de armada).
Verificación del
backlash (juego entre
dientes)
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Se verifica la tolerancia carcaza y piñón 0. 012” – 0.013” (antes de desarmarla y
después de armada).
Para el desarme de la bomba se marca la tapa posterior y la carcaza con un
centro punto.
Medición carcaza
– piñón (0.012” –
0.013”)
Marcación de la
tapa - carcaza
Se desmontan los tornillos de la tapa posterior (llave ¾”) y se golpea la punta
del eje con golpes suaves para desprender la tapa y los bujes de la carcaza.
Desmonte de
los tornillos
Golpear la punta
del eje para
desprender la
tapa
Se desmontan los piñones con cuidado para evitar ser golpeados, se deben de
marcar en la misma posición en que se encuentran los dientes del piñón conductor
y el piñón conducido antes de retirarlos, en caso de que los piñones estén buenos
y se puedan reutilizar, este paso se debe realizar por que los piñones en su
trabajo se asientan uno con el otro, si se cambia la posición en la nueva
instilación (si están buenos), puede haber fricción y rozamiento.
Piñones
marcados
Desmonte de los
piñones
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Para desmontar la tapa frontal se retiran los tornillos de la parte interior (2) (llave
¾”) y parte posterior (4) (llave allen 3/8”).
Desmonte de los
tornillos para
desprender la
tapa frontal
Para desmontar la tapa frontal se golpea con cuidado.
Se desmontan los bujes para inspección visual y medición.
Desmonte de los
bujes de las tapas
Es importante verificar que los orificios de los bujes no estén tapados (aplicar aire
a presión).
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Se realiza limpieza y se toman medidas de los bujes (1753” – 1754”) y ejes de
los piñones (1749.5” – 1750”) y se cambian si es necesario.
Medición del eje
del piñón 1750”
Medición del buje 1754”
Se desmonta el buje del piñón eje de mando en la prensa manual. Se mide la
parte exterior del buje.
Desmonte del buje
Medida del buje
2501”
Se mide la parte interna del alojamiento del buje en la tapa, para verificar que haya
un ajuste de 0.002”.
Medida del
alojamiento del
buje 2.499”
Instalación del buje
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
La carcaza de la bomba y las tapas se deben de rectificar para dar un buen sello
y evitar fugas por las tapas y el empaque de la bomba.(Este trabajo se realiza en
una superficie plana con pomada abrasiva 280).
Lapeado de la
carcaza y las
tapas
Se debe rectificar la rosca interna de los tornillos en la carcaza con un machuelo
de ½ ”.
Superficie de la
carcaza Lapeado
Se debe tener en cuenta la medición de los empaques para el juego final (Axial), la
medida de ambos empaques debe de estar dentro de la medida del juego axial
0,024” – 0.034”.
Medición del empaque
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
En el mantenimiento es importante conservar el juego axial, y debe estar entre
0.024” – 0.034”, porque es el punto donde puede variar la capacidad de la
bomba, entre más juego axial menos eficiencia.
En la instalación de las tapas aplicar lubriplate en la parte exterior de los bujes.
Carcaza
Aplicación de
lubriplate
para la
instalación
Se pone el empaque y se instala la tapa frontal con los bujes, se utiliza un martillo
de caucho para golpear con cuidado.
Antes de que la tapa haga contacto con la carcaza se instalan los tornillos y se
termina de dar ajuste con la llave ¾”, esto se hace para asegurar que el empaque
esté en su posición.
Instalación de
la tapa
Se instalan los piñones con cuidado, se coloca la tapa posterior en la misma forma
que se instaló la tapa frontal.
Instalación de los
piñones
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Después de armada la bomba se toman las medidas iniciales (Juego axial, back
lash, y la tolerancia de la carcaza y piñones).
Se prueba la bomba con aceite Nuto 30 (Aceite hidráulico) para verificar que no
haya fuga por la tapa (12 horas aprox).
Aceite hidráulico
Terminada la reparación se protege la bomba y se coloca en un sitio adecuado en
el cual no sufra golpes, corrosión o ingreso de material o partículas extrañas. Se
registran las medidas en el formato. Se instala tarjeta color verde, esto nos indica
que el componente se encuentra reparado.
Cuando se vaya a instalar la bomba en la máquina es importante verificar su
integridad.
1.17. VÁLVULA TERMOSTÁTICA DE ACEITE
1.17.1. Generalidades de la válvula termostática de aceite
Esta compuesta por dos termostatos
Cuando la temperatura del aceite supera los límites de operación
(165 ºF – 175 ºF), los termostatos de la válvula se abren para dirigir el aceite al
intercambiador el cual regular la temperatura del aceite. El aceite ingresa a la
máquina a una temperatura aproximada de 135°F.
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Una de las causas del desmonte de la válvula termostática es que los termostatos
se queden pegados y no abran.
Termostatos
1.17.2. Herramienta utilizada
Llave mixta 15/16” (1), volvedor y copa 15/16” (para desarme de la válvula).
Centro punto (para marcar la carcaza y la tapa). Destornillador pequeño (para
retirar los O-RING).
Lubriplate (Aplicar a los O-RING). Banco de prueba para termostatos.
1.17.3. Repuestos utilizados
Dos termostatos (165º F). Un empaque y dos O-ring.
1.17.4. Peso de la válvula termostática de aceite
23.3 Kg
1.17.5. Procedimiento de reparación de la válvula termostática de aceite
Se marca y se desmonta la tapa, los termostatos y los o-ring del sello (Se utiliza
un destornillador de pala).
Termostato
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Para la instalación de los termostatos nuevos se recomienda verificarlos en el
banco de prueba a baño Maria.
El termostato esta calibrado a 165 ºF y debe abrir 1/8”.
Banco de prueba de
los termostatos
Abertura de los
termostatos 1/8”
Antes de instalar los termostatos se colocan los sellos O-ring, se recomienda
estirarlos un poco y aplicar lubriplate (grasa).
Estirado del O-RING
O-RING
Se instala los o-ring en el área de asentamiento del termostato.
Se verifica el numero en grados que tiene estampado (165 °F).
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Se instalan los termostatos, el empaque y la tapa.
válvula termostatica
armada
1.18. SPROCKET MOTOR SUPERIOR 16 S.G.T
1.18.1. Generalidades del sprocket
El sproket es un piñón instalado en el cigüeñal donde engranan las cadenas de las
bombas de agua principal auxiliar y aceite.
El sproket es un amortiguador de fuerza torsional, para el tren de bombas actúa
cuando hay paradas y arranques de la máquina, los tornillos actúan como un
fusible y se fracturan en el momento de un sobre esfuerzo de los resortes cuando
estos se rompen.
1.18.2. Motivo del desmonte del sprocket
Partículas metálicas por fractura de los tornillos y resortes, mantenimiento de la
unidad.
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Resortes rotos
Tornillos rotos
Resortes rotos
Resortes con cambio de diseño
1.18.3. Herramienta utilizada para la reparación del sproket
Llave 9/16”. Calibrador de lainas. Broca 1/8”
DOCUMENTACION DILIGENCIADA (PERMISO DE TRABAJO “TALLER”,
FORMATO, A.S. T)
1.18.4. Cuidados en la reparación
Evitar golpes en las manos y dedos (utilizar guantes).
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
1.18.5. Peso del sprocket
31 Kg.
1.18.6. Repuestos utilizados para reparar el sprocket
KIT DE REPARACION (69SU1672 / 1006005) KIT:REPAIR,DRIVE ASSY
F/ENGINE MOD: 16SGT,SUPERIOR (S/C).
PIÑON (69SU1020 / 1020470) SPROCKET: ROLLER CHAIN ……………P/N
027251 SUPERIOR COOPER
TORNILLOS (6) (17TT1420) SCREW, CAP- 3/8” – 16 DIA, NC, 1 ¾- LG, HEXHD,
GR.8
PLATE: (69SU1671 / 1016268) P/N: 028-168 F/SPROCKET, SUPERIOR-
COOPER (S/C)
PLATE: (69SU1674 / 1016269) P/N: 028-166 F/SPROCKET,SUPERIOR-
COOPER (S/C) . Se cambian si es necesario
SHIM:SPROCKET (69SU2495 / 1026095) P/N: 027-248,SUPERIOR-COOPER @
1.18.7. Procedimiento de reparación del sprocket
Se realiza limpieza y se revisa el piñón, platos y shims. Se recuperan las partes
que se encuentren en buen estado, se bian los tornillos (se deben perforar con
broca de 1/8” para asegurarlos con alambre).
Se cambian los platos y los separadores (si tienen desgaste), se cambian los
resortes.
Se toma medidas al diámetro interno del plato N.2 (intermedio) (5374”) y el
diámetro interno del piñón, (7881”) esto se realiza para verificar que haya una
tolerancia de 0.005” en la instalación del sproket. El hub (lugar donde se instala
el sproket) mide (7876”).
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Medición
interna plato
N. 2 (5.374”)
Medición piñón
(7.881”)
Se instalan tres tornillos sin cabeza en el piñón, los cuales sirven de guía para el
armado del sproket, luego se instalan 10 shims. Que se utilizan para la alineación
de las bombas de agua y aceite.
Tornillos de guía
Instalación de los
shims
Se instala el plato N.1 y el plato N. 2 encima de los shims.
Plato N.1
Plato N.2
Se instalan los separadores (6), y el plato Nº 3.
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Instalación de los
separadores / plato N. 3
En la instalación de los resortes se verifican que entren ajustados (revisar los
resortes), se debe tomar medida al alojamiento del resorte en el plato y al resorte
para dejar una interferencia de 0.005”.
Medición del
alojamiento del
resorte
Medición del resorte
Instalación
de los
resortes y los
separadores
NOTA: Se utilizaron resortes de diferente diseño para realizar prueba, los resortes
en su interior tienen tres bolas de caucho y dos platinas o botones metálicos a los
lados.
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Botones metálicos
Bolas de caucho
Se instala el retenedor y los tornillos (aplicar torque a 25 lbs ft).
Instalación del
retenedor
Ajuste de los tornillos
(llave 9/16”)
Se toma tolerancia entre los platos N. 1 y N. 2 con calibrador de lainas debe medir
0.004 a 0.006”
Si las medidas sobrepasan la tolerancia indicada ejemplo: 0.015” se deberá pasar
los separadores por el torno y quitar la diferencia (0.009” a 0.010”), para quedar
la tolerancia final de 0.004”a 0.006”.
Medición de la tolerancia
(0.003” – 0.006”)
Medición del separador
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Después de tener la medida correcta de los separadores, se instalan de nuevo,
luego se coloca el retenedor y se instalan los tornillos después de haberlos
perforado en la cabeza con una broca de 1/8” (cuando se instala el sproket en la
unidad se aseguran los tornillos en forma de “S”).
Perforación de la cabeza del tornillo
Terminada la reparación se protege el sproket y se coloca en un sitio adecuado en
el cual no sufra golpes, corrosión o ingreso de material o partículas extrañas. Se
registran las medidas en el formato. Se instala tarjeta color verde, esto nos indica
que el componente se encuentra reparado
Cuando se vaya a instalar el sproket en la máquina es importante verificar su
integridad.
DILIGENCIAR FORMATO DE REPARACION Y ARCHIVAR EL DOCUMENTO
EN LA CARPETA DEL TALLER
1.19. TENSOR DE CADENA MOTOR SUPERIOR 16 S.G.T
El motor SUPERIOR tiene dos tensores de cadena, uno al lado derecho y el otro
al lado izquierdo.
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Se utiliza para hacer tensión a las cadenas de las bombas de aceite, agua
principal y auxiliar con el sproket. Se tensionan a 1/8” – ¼” aproximadamente.
1.19.1. Causa del desmonte
Revisión por mantenimiento de la unidad, recomendación de C. B. M.
Daño de los rodamientos, desajuste de las tapas laterales (guardas) del
rodamiento.
Guarda (tapa). Despegada.
1.19.2. Herramienta utilizada para desarmar el tensor de cadenas.
Prensa para retirar la tuerca de los rodamientos.
Llave 1 11/16” para apretar las tuercas de la prensa. Copa 1 ¼” y volvedor
(retirar la tuerca del piñón).
Destornillador de pala (para retirar tapas laterales).
Prensa manual (para retirar el rodamiento).
Llave 1 7/16” (para retirar la tuerca del tensor).
Llave 15/16” (para retirar los tornillos de ajuste del tensor).
Documentación diligenciada (permiso de trabajo “taller”, formato, A.S.T
1.19.3. Repuestos utilizados para reparar el tensor de cadenas
RODAMIENTO (69SU 2775 / 1023034) P/N 003-100, SUPERIOR COOPER
TAPÀS LATERALES (2) (se cambian si es necesario) (69SU 2770 / 1017880)
P/N 003-081, SUPERIOR COOPER.
PIÑON (se cambia si es necesario) (69SU 1243 / 1020471) CHAIN P/N 002-714,
SUPERIOR. COOPER
SHAFT: (69SU 2780 / 1025841) P/N: 003098, SUPERIOR-COOPER EDUAL
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
TUERCA DEL EJE (17LG 1095 / 1002320) NUT HEX NILON, INSERT, 1 ¼ DIA
NF GR 2 (YOP)
GASKET (69SU 1280 / 1001708) FLAT, RECT: P/N 035-346, COOPER
SUPERIOR.
YOKE DRIVE (brazo) (69SU 1241 / 1035708) P/N 003-900 F/ ENGINE MOD 16
SGT SUPERIOR COOPER
BRACKET:IDLER HOUSING P/N: 002-937,SUPERIOR-COOPER
TENSOR COMPLETO (69SU 1242 / 1012184) BRACKET: IDLER HOUSHING
P/N 002- 937, SUPERIOR COOPER.
TUERCA DEL TENSOR DIA 1 7/16 (69SU 2785 / 1002356) HEX PLAIN,F/ENG
MOD 16SGT P/N 02 EN 1400 PF, SUPERIOR COOPE
BEARING, ROLLER: NU5209XPC3 (69SU 5050 / 1011493) P/N: 002-
936,SUPERIOR-COOPER @
1.19.4. Cuidados en la reparación
Utilización herramienta adecuada, evitar golpes en las manos y dedos (utilizar
guantes)
Cuidados en el movimiento del tensor (posiciones ergonómicas)
1.19.5. Peso del tensor de cadenas
25.8 Kg
1.19.6. Procedimiento de reparación del tensor de cadenas
Se instala el tensor en el banco para desmontar el rodamiento. Esta herramienta
fue diseñada por Técnico mecánico del Taller12, anteriormente se realizaba este
trabajo en una prensa de banco, presentándose incomodidad, daño al
componente, peligro para el técnico y pérdida de tiempo.
12
Olivo Rodríguez
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Herramienta para desarmar
el tensor
Antes de instalar el piñón en la prensa se hace una marca en la dirección de la
ranura del tornillo o eje, la herramienta diseñada tiene una saliente para que
encaje la ranura, esto se hace para tener una referencia del tornillo y la saliente de
la herramienta.
Marca para
desmontar tornillo
Saliente que
encaja en el
tornillo
La foto anterior muestra la marca de la ranura del tornillo y el sitio de la saliente de
la herramienta. Se ajustan las dos tuercas de la prensa, y se desmonta la tuerca
que ajusta el piñón (copa 1 ½”, volvedor).
Marca para
desmontar el
tornillo del
Tornillos que
ajustan la platina
al rodamiento
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Desmonte de la tuerca que ajusta el piñón
Se desmonta la tuerca del tensor (llave 1 7/16”), los tornillos y la tapa de ajuste del
o-ring (llave 15/16”).
Se desmonta los tornillos
Desmonte de la tapa
Se desmonta el o-ring para realizar cambio, luego se desmonta el piñón de la
prensa y se retira el tornillo (eje) golpeando con un martillo de caucho.
Retirado del o-ring
Desmonte del
eje y el
rodamiento
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Después de desmontar el piñón se desmonta el rodillo del rodamiento y las tapas
laterales, haciendo presión.
Rodillo del
rodamiento
Retirado de las
tapas laterales
Se retira el rodamiento utilizando la prensa manual.
Retirado del rodamiento
Para la instalación del rodamiento se debe tener en cuenta el ajuste, 0.0005”.
Si el rodamiento entra con ajuste deslizante se debe aplicar Loctite 635 para
asegurar el ajuste.
Instalación del
rodamiento
Aplicación de
Loctite 635
En la instalación de las tapas laterales del rodamiento se utiliza la prensa manual,
se debe tener en cuenta que entren con ajuste.
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Se aplica aceite al rodamiento y se verifica que el buje entre deslizante.
Instalación de las
tapas
Aplicación de aceite en
el rodamiento
Se verifica que el rodillo entre con ajuste deslizante en el rodamiento, luego se
instala en el brazo del tensor asegurándolo con el tornillo o pasador.
En la instalación del rodamiento en el brazo se golpea el tornillo con un martillo de
caucho.
Instalación del buje
(rodillo)
Instalación del
tornillo (pasador)
Se instala el piñón en la prensa teniendo en cuenta las marcas de la ranura del
tornillo, se ajustan las tuercas de la prensa y se aprieta la tuerca.
Marca de la
ranura del tornillo
Ajuste de la
tuerca
Se instala el o-ring nuevo en el brazo del tensor y la tapa.
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Después de instalada la tapa
se ajustan los dos tornillos y la
tuerca del tensor
DILIGENCIAR FORMATO DE REPARACION Y ARCHIVAR EL DOCUMENTO
EN LA CARPETA DE TALLER
Terminada la reparación se protege el tensor de cadenas y se coloca en un sitio
adecuado en el cual no sufra golpes, corrosión o ingreso de material o partículas
extrañas. Se registran las medidas en el formato. Se instala tarjeta color verde,
esto nos indica que el componente se encuentra reparado.
Cuando se vaya a instalar el tensor de cadena en la máquina es importante
verificar su integridad.
1.20. MOTOR DE ARRANQUE Y BENDIX MOTOR SUPERIOR 16 SGT
Motor de arranque
Bendix
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
1.20.1. Herramienta utilizada para la reparación del Motor de Arranque
Prensa en “U”. Llave de cadena (para retirar el piñón). Llave allen 3/8” para
retirar el tornillo del piñón.
Llave allen 3/16” para retirar el tornillo de la tuerca de ajuste de la tapa.
Martillo de caucho. Calibrador de lainas (para el ajuste de la tapa al rotor).
DOCUMENTACIÓN DILIGENCIADA (PERMISO DE TRABAJO “TALLER”,
FORMATO, A.S.T)
1.20.2. Cuidados en la reparación del Motor de arranque
Evitar golpes en las manos y dedos (utilizar guantes).
1.20.3. Peso del motor de arranque
16.7 Kg.
1.20.4. Repuestos utilizados en el motor de arranque
2 BEARING,BALL: (78NA1035 / 1011402) SINGLE ROW,RADIAL REF:
6305,SKF
2 BEARING,BALL: (73TG1010 / 1011369) SINGLE ROW,CONRAD SEAL REF:
6306 RLD PEER
Vanes (5) (69IR1030 / 1029734) PACKET 5 P/N SS800-42A-5 INGERSOOLL
RAND
Carcaza (cilindro) (69IR1005 / 1026819) si es necesario (P/N SS800-K3
INGERSOOLL RAND)
PLATOS REAR END (Tapas) si es necesario (2) (PLATO “R” (69IR1145 /
1016264) (P/N SS800 R-12, INGERSOOL RAND)
PLATO “L” (69IR1165 / 1016266) (P/N SS800 L-12 INGERSOOL RAND)
Plato plano (69IR1150 / 1016265) (PLATE FRONT END P/N SS800 G-11
INGERSSOOL RAND)
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
O-RING CYLINDER (4) (69IR1010 / 1006985) para el cilindro (P/N SS800-67
INGERSOOLL RAND)
O-ring para el eje del rotor (69IR1020 / 1006986) (P/N C321-606, INGERSOOLL
RAND)
O-ring ext del motor. (69IR1025 / 1006987) ( P/N HRA, 20A-990, INGERSOOLL
RAND)
Tuerca del rotor (69IR1160 / 1002263) NUT ROTOR CLAMP P/N SS800-65,
INGERSOOL- RAND (se cambia si es necesario)
1.20.5. Fallas tipicas del desmonte del motor de arranque
Daño de la carcaza.
Daño de los vanes
1.20.6. Generalidades del Motor de arranque
El motor de arranque es impulsado por gas a una presión de 150 psi que mueve
un rotor de cinco vanes.
El motor engrana a un Bendix y este al mismo tiempo engrana a la cremallera de
la volante.
Cuando el motor arranca alcanza una rotación de velocidad fija y el Bendix se
desacopla.
Los motores de
arranque SUPERIOR
giran al lado derecho y
la tapa del rotor esta
marcada por la
referencia SS800 R -12
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Se debe tener en cuenta no
intercambiar las tapas de
los motores superiores y
motoras AJAX. Los motores
de arranque para las
unidades AJAX giran al
lado contrario (izquierdo) y
la tapa esta marcada por la
referencia SS800 L -12.
Es importante la lubricación del rotor en el momento del arranque.
1.20.7. Procedimiento de reparación del Motor de Arranque
Se instala el rotor en la prensa en “U”, se utiliza una llave de cadena para
asegurar el piñón de engranaje y poderlo desmontar (llave allen 3/8”) y a la vez se
retira el tornillo que asegura la tuerca de ajuste de la tapa. (Llave allen 3/16”).
Desmonte del
tornillo del piñón
y del tornillo de la
tuerca
Se desmonta la tuerca y el rotor golpeando con un martillo de caucho la punta del
eje para luego retirar los vanes, las tapas, arandelas y rodamientos.
Desmonte del rotor
Vanes y rotor
desmontados
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Piñón, rodamientos, arandela, tuerca y tapas desmontados.
Se revisa el estado del rotor, las tapas, arandelas del rodamiento, tuerca de ajuste
y la carcaza se cambian si solo es necesario.
La carcaza del motor tiene un orificio para un (pin), este sirve como guía para la
tapa.
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Para el armado del motor, se instala el O-RING en el eje donde va a quedar el
rodamiento pequeño, se verifica la marca de la tapa, si es “R – 12” es para un
motor Superior y la letra “L - 12” es para un motor “Ajax“.
O,ring
instalado en el
eje
Tapa para motor de
arranque superior
Para la instalación del rodamiento se utiliza la prensa manual, haciendo presión al
rodamiento sobre la tapa. (No se ajusta completamente). Este procedimiento se
hace para darle la tolerancia al rotor y la tapa de 0.003” que es el recomendado,
para que el rotor quede con giro libre y no se pegue a la tapa, y haya una mejor
eficiencia en la entrada del gas para el funcionamiento.
Instalación del rodamiento
Se instala el rotor en la prensa en “U” que se encuentra ubicada en el banco de
trabajo.
Se instala la tuerca y se termina de apretar con ayuda de un destornillador de
pala.
Cuando se esta ajustando la tapa con la tuerca se coloca una laina de 0.003” para
hallar la tolerancia, y luego se ajusta el tornillo de la tuerca.
Ajuste de la
tuerca
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Verificación de la
tolerancia 0.003”
Ajuste del tornillo de
la tuerca
Después de darle el ajuste se instala la carcaza teniendo en cuenta el pin que
sirve de guía, la tapa tiene una ranura por donde entra el gas para el arranque del
motor que debe quedar enfrentada a la carcaza.
Luego se instalan los vanes en el rotor teniendo en cuenta la ubicación, la parte
del bisel se instalan hacia la parte de adentro.
Ranura entrada
del gas para el
arranque del
motor
Instalación de
los vanes
Instalación
de la tapa
Instalación de
las arandelas
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Instalación
del
rodamiento
Instalación del piñón
Ajuste del tornillo del piñón
(llave allen ¼”)
Terminada la reparación se protege el motor de arranque y se coloca en un sitio
adecuado en el cual no sufra golpes, corrosión o ingreso de material o partículas
extrañas. Se registran las medidas en el formato. Se instala tarjeta color verde,
esto nos indica que el componente se encuentra reparado.
Cuando se vaya a instalar el motor de arranque en la máquina es importante
verificar su integridad.
DILIGENCIAR FORMATO DE REPARACION Y ARCHIVAR DOCUMENTACION
1.21. BENDIX DEL MOTOR DE ARRANQUE MOTOR SUPERIOR 16 SGT
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
1.21.1. Herramienta utilizada para la reparación del bendix
Llave ¾” para retirar el tornillo del piñón de engrane.
Llave Allen 5/16” para retirar el tornillo interno que ajusta el rotor al piñón de
reducción de velocidad
Llave 9/16” para retirar los tornillos que aseguran la carcaza a la caja del piñón de
reducción.
Prensa manual y destornillador de pala para retirar la chaveta que asegura el
resorte en la carcaza.
Martillo de caucho para retirar el piñón reductor.
Pinza chavetera para retirar chavetas del piñón reductor.
DOCUMENTACIÓN DILIGENCIADA (PERMISO DE TRABAJO “TALLER”,
FORMATO, A.S.T).
1.21.2. Cuidados en la reparación
Evitar golpes en las manos y dedos.
Utilización de la herramienta adecuada (evitar ser golpeado en la cara por el
resorte), en el desarme, utilizar prensa manual.
1.21.3. Peso del Bendix
17 Kg.
1.21.4. Repuestos utilizados para reparación del bendix
RODAMIENTO 6202 2Z (78 NA 1005 / 1011391) SINGLE ROW 2 SHIELD REF
6202 – ZZ, SKF
RODAMIENTO (69 IR 1100 / 101133) SINGLE ROW, SHIELD REF: 6010Z, SKF
RODAMIENTO (78 NA 1014 / 1011395) INGLE ROW, CONRAD 2 SHIELDS
REF 6205 – 2Z, SKF.
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
RODAMIENTO (78 NA 1033 / 1011401) 6210 2Z SINGLE ROW CONRAD 2
SHIELDS REF 6210-2ZJ/C3, SKF.
RETENEDOR RING (69 IR 1085 / 1017858) LARGE DRIVE SHAFT BEARING
P/N SS 800- 107, INGERSOLL RAND.
O-RING DEL PISTON (69 IR 1090 / 1006992) P/N: SS800- 337, INGERSOOL
RAND.
SELLO DE LABIO (69 IR 1095 / 1025245) P/N SS800- 272, INGERSOOLRAND.
RESORTE MOTOR SUPERIOR (69 IR 1135 / 1020235) P/N SS800 R419,
INGERSOOL RAND.
RESORTE MOTOR AYAX: (69 IR 1170/ 1020236) P/N SS800L419, INGERSOOL
– RAND.
RING RETENEDOR (69 IR 1140 / 1017859) DRIVE GEAR SHAFT BEARING P/N
SS800 – 632, INGERSOOL RAND.
TORNILLO DE PIÑON SUPERIOR (69 IR 1040 / 1002595) …… P/N: SS800R –
394, INGERSOOL – RAND.
PIÑON SUPERIOR (69 IR 1045 / 1029180)……… P/N: SS825 R – 13 – 25,
INGERSOOL – RAND.
PIÑON AYAX (69 IR 1047 / 1029172) . P/N: SS825L 13 – 26 F/ STARTING
MOTOR SS825CL/ VRS.
O-RING DRIVE GEAR SCREW (69IR 1050 / 1006988)…P/N: SS800 – 176,
INGERSOOL- RAND.
O-RING (69 IR 1070 / 1006990) ……….P/N: SS800 – 152, INGERSOOL – RAND.
O-RING (69 IR 1075 / 1006991)….. P/N: SS800 – 151, INGERSOOL – RAND.
SELLO DE LABIO PISTON (69 IR 1065 / 1024993)………P/N: SS800 – 271,
INGERSOOL – RAND.
SLEEVE: PINION SPRING (69IR 1175 / 10263………………P/N SS800 – 335,
INGERSOOL – RAND.
1.21.5. Motivo del desmonte del Bendix
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Daño del piñón de engrane y mantenimiento de la unidad
Piñón del Bendix
fracturado
1.21.6. Procedimiento de reparación del Bendix
Se marca el conjunto del Bendix antes del desarme. Se retira el piñón que
engrana en la cremallera de la volante (llave ¾”, llave de cadena) (el tornillo que
ajusta el piñón es de rosca izquierda “Bendix Superior” y rosca derecha “Bendix
Ajax”).
Se retira el
retenedor (spring
sleeve)
Desmonte
del piñón y el
Retirado del piñón y el resorte resorte
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Con una llave allen 5/16” en forma de T, se desmonta el tornillo interno que ajusta
el rotor al piñón reductor del Bendix, se debe frenar el piñón con un destornillador
para poder aflojar el tornillo.
Llave allen para
Desmontes del
tornillo interno
Se maraca la carcaza del Bendix y la carcaza del piñón reductor, se retiran los
tornillos que ajustan (llave 9/16”) y se desacopla golpeando con un martillo de
caucho.
Desmonte de
los tornillos y
desacople de la
carcaza
Se procede a desarmar el conjunto interno del Bendix, se utiliza la prensa manual
y se hace presión para retirar la chaveta que asegura el resorte utilizando un
destornillador de pala, la prensa manual se utiliza para evitar ser golpeado por el
resorte en la cara.
Desmonte de la
chaveta que
asegura el
conjunto interno
del Bendix
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Se desmonta el resorte, la arandela del resorte, el rodamiento y el retenedor.
Desmonte de la
arandela del
resorte
Desmonte
del resorte
Para desmontar el rodamiento y el retenedor se golpea con un botador por la parte
exterior.
Desmonte del
rodamiento
Desmonte del
retenedor
Se procede a desarmar el rotor, se retira la arandela de sello del pistón y luego se
retira la chaveta de seguridad utilizando un destornillador de pala.
Desmonte de la
arandela y de la
chaveta
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Luego se retira el pistón del eje utilizando la prensa manual. (No se debe golpear
el pistón).
Instalación del
piñón del rotor
en la prensa
para
desmontarlo
Desmonte del pistón
Para desarmar internamente el rotor se retira la chaveta de seguridad. Se retira el
resorte, los trinquetes (clutch jaw kit), un rodamiento pequeño y el tornillo que
asegura el rotor al piñón.
Desmonte de la
chaveta de
seguridad
Partes internas
(rotor) (drive shaft
kit)
Para el armado del Bendix se instalan en el rotor nuevo el tornillo de ajuste del
reductor con la copa hacia abajo (front drive gear bearing) y un o-ring para que el
tornillo no se valla a caer.
O –ring instalado
Instalación del
(front drive gear
bearing)
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Se instala el rodamiento nuevo, los trinquetes (clutch jaw kit).
Instalación del
rodamiento
Instalación de los
trinquetes
Los trinquetes de los Bendix son diferentes AJAX – SUPERIOR (no
confundirlos en la instalación).
Trinquetes Superior
Trinquetes Ajax
Instalación del resorte
Instalación del
retenedor del resorte
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Instalación de la chaveta de
seguridad
Antes de instalar el pistón en el rotor se revisa que no este golpeado y entre
deslizante en la carcaza del Bendix. (Sin el o-ring).
Verificación del
pistón en la carcaza
Instalación del
pistón en rotor
Se instalan el o, ring interno y externo en la arandela de sello.
Instalacion
de los o,rings
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Se instala la
arandela de
sello del pistón
Instalación de
la chaveta que
asegura el
pistón
Se coloca el o, ring a la carcaza y se aplica grasa (lubriplate).
Se instala el retenedor y el rodamiento en la carcaza, Se instala la arandela y el
resorte aplicándole grasa y luego se coloca el rotor armado asegurándolo con la
chaveta en la prensa manual.
Instalación de
arandela del
resorte
Instalación del
resorte
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Instalación
del rotor en
la carcaza
Instalación de
la chaveta de
seguridad
Después de instalado el rotor en la carcaza se instala el resorte. Se debe tener en
cuenta la forma del espiral del resorte que se instala por debajo del piñón que
engrana con la cremallera del volante del motor, en los Bendix de los motores
SUPERIOR las espiras de los resortes giran al lado derecho y los resortes de los
motores AJAX, las espiras giran al lado izquierdo.
Resorte Superior
Resorte Ajax
Instalación del
resorte
Después de haber instalado el rotor en la carcaza se procede a desarmar el piñón
de reducción para cambio del rodamiento.
Piñón reductor
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Se desmonta la chaveta pequeña que asegura el eje, aplicando la fuerza con la
pinza hacia fuera tratando de abrirla. Se desmonta el reductor y se procede a
retirar la siguiente chaveta que asegura el rodamiento.
Desmonte de la
chaveta
Desmonte del
reductor
Desmonte de la
chaveta que
asegura el
rodamiento
Se cambia el rodamiento, se instala la chaveta, el piñón reductor y se asegura el
eje (repetir el paso de las ultimas cuarto fotos).
Se instala el conjunto del Bendix armado en la caja del piñón de reducción de
velocidad teniendo en cuenta la marca y se asegura el tornillo interno del Bendix al
eje del piñón de reducción.
Instalación del
Bendix en la
caja de
reducción
Ajuste del tornillo
que asegura el
Bendix y la caja
de reducción
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Se instala el resorte identificado, el retenedor (spring sleeve), el piñón, y el tornillo
(Aplicar torque 40 lbs ft).
Instalación del
resorte
Instalación del
retenedor
(spring sleeve)
Instalación del piñón
Instalación del tornillo.
Ajuste del tornillo (llave ¾”) (Bendix superior se ajusta al lado izquierdo).
Bendix Motor Ajax se ajusta lado derecho.
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Ajuste del tornillo
Terminada la reparación se protege el Bendix del motor de arranque y se coloca
en un sitio adecuado en el cual no sufra golpes, corrosión o ingreso de material o
partículas extrañas. Se registran las medidas en el formato. Se instala tarjeta color
verde, esto nos indica que el componente se encuentra reparado.
Cuando se vaya a instalar el Bendix del motor de arranque en la máquina es
importante verificar su integridad.
1.22. MULTIPLE DE ESCAPE MOTOR SUPERIOR 16 S.G.T
1.22.1. Generalidades del múltiple
El múltiple evacua los gases producto de la combustión en las culatas, y los
direcciona hacia el turbo para su funcionamiento.
El múltiple también evacua y a la vez se refrigera con el agua que sale de las
camisas y las culatas a través de un codo que conecta la culata con el múltiple,
además recibe el agua que regresa de refrigerar los cilindros compresores, el
intercambiador de aceite del compresor y el agua que sale del turbocargador, para
finalmente ser enviada hacia válvula termostática y/ó hacia el fancooler para cerrar
el ciclo.
En la parte frontal del múltiple se instala el turbo, tiene la salida del agua hacia la
válvula termostática, también tiene dos conexiones, que sirven para evacuar el
agua caliente del turbo.
Salida del agua para
la válvula
termostática
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Instalación del turbo
Entrada del
agua
proveniente del
compresor
1.22.2. Herramienta utilizada para mantenimiento del múltiple
16 Platinas y 16 empaques (para tapar entradas de agua y gases de escape).
Flexitalicos y flanches (para sellar la salida del agua hacia la válvula termostática).
Tapones (para sellar la entrada de agua del compresor).
Tornillos ½” y llave ¾” (para ajustar platinas).
Dispositivo manómetro (para verificar presión).
1.22.3. Cuidados que se deben de tener en la reparación
Levantamiento de carga (utilizar eslingas certificadas), elementos de seguridad
personal.
Evitar golpes en las manos y dedos (utilizar guantes)
Posiciones ergonómicas (instalación de flanches).
1.22.4. Causa del desmonte del múltiple
Fisura del múltiple. Daño de los alojamientos de las roscas de los tornillos de los
codos de las culatas.
1.22.5. Procedimiento de reparación del múltiple
Se realiza limpieza y prueba hidrostática para detectas fisuras, se deben sellar
todos los orificios de entrada y salida de agua, y salida de los gases de escape.
Platinas para
sellar entrada
de agua y
gases de
escape
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Realización
de prueba
hidrostática.
Terminada la reparación se protege el múltiple de escape y se coloca en un sitio
adecuado en el cual no sufra golpes, corrosión o ingreso de material o partículas
extrañas. Se registran las medidas en el formato. Se instala tarjeta color verde,
esto nos indica que el componente se encuentra reparado.
MOTOR VISTA GENERAL
EXOSTO
DUCTO GASES DE ESCAPE
DUCTO AGUA CHAQUETAS
MANIFOLD GASES DE
ESCAPE
CULATAS
MANIFOLD DE AIRE
FILTRO GAS COMBUSTIBLE
FILTRO DE ACEITE
Cuando se vaya a instalar el múltiple en la máquina es importante verificar su
integridad.
1.23. TENSOR DE CORREAS MOTOR SUPERIOR 16 S.G.T
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
1.23.1. Generalidades del tensor de correas
La función es tensionar las correas de las poleas del eje del fancooler. Está
compuesto por dos chumaceras y un eje.
1.23.2. Herramienta utilizada para la reparación.
Llave allen ¼” (para retirar los prisioneros).
Prensa hidráulica (para retirar las chumaceras).
Martillo de caucho (para instalación de las chumaceras).
Repuestos utilizados.
Chumaceras nuevas y eje en caso de ser necesario.
1.23.3. Cuidados en la reparación
Utilizar guantes y evitar golpes en los dedos y manos.
Cuidado en la utilización de la prensa hidráulica (utilizar barrera de protección
“mamparas”).
1.23.4. Procedimiento de reparación del tensor de correas
Se desmontan los prisioneros de la tuerca que asegura la chumacera al eje.
Se coloca el tensor en la prensa hidráulica para desmontar las chumaceras, se
debe hacer presión sobre la tuerca evitando dañar el eje.
Tensor en la
Se realiza limpieza y se inspecciona el eje para verificar el estado, si se encuentra en buenas
prensa
condiciones se puede reutilizar. hidráulica
Cuando la chumacera nueva trae los rodamientos instalados, se instala en el eje teniendo en
cuenta que este entre con un ajuste deslizante -0.001”
.
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Cuando los rodamientos vienen por separado se retiran los rodamientos usados
de la chumacera y se realiza limpieza a la misma.
Para instalar los rodamiento se retira la tuerca, se coloca el rodamiento dentro de
la chumacera con el alojamiento de la tuerca hacia el lado de la marca (ver foto)
El pin del rodamiento se debe instalar hacia la caja que tiene la chumacera.
Para centrar el rodamiento se utiliza un tubo o un madero.
Instalación del
rodamiento y
centrado
Se instala la
tuerca y los
prisioneros.
Se mide el diámetro del eje y el diámetro interno de la chumacera hay una
tolerancia de 0.001”, el eje queda con un ajuste deslizante.
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Medida del eje
2.186”
Medida de la
chumacera
2.187”
Se instalan el eje en las chumaceras teniendo presente las distancias y la posición
de la tuercas (ver foto).
Posición de las tuercas
153 mm
52 mm
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
1.24. VALVULA VISERA
1.24.1. Generalidades de la válvula visera
Es una tapa compuesta por dos válvulas, actúan cuando hay una presión positiva
en el carter, cada válvula esta compuesta por un filtro, una tapa de sello, un
resorte y la tapa o cubierta.
El motor Superior 16 S.G.T tiene dos tapas al lado derecho ubicadas cada una en
los extremos.
1.24.2. Herramienta utilizada para reparar la válvula visera
Llave y copa ¾”, volvedor (para retirar la tuerca de ajuste)
Llave 9/16” (para retirar las tuercas que ajustan el filtro)
Pinza extractora de chavetas pequeña (para retirar la chaveta que asegura el filtro
en caso de cambio)
Permiso de trabajo del taller, formato y A.S.T
Cuidados en la reparación
Evitar golpes en dedos y manos en la movilización de las tapas, utilizar protección
personal.
Utilizar protección respiratoria y facial en la realización de la limpieza.
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
1.24.3. Procedimiento de reparación de la válvula visera
Instale la tapa en la prensa de banco con ayuda de un técnico mecánico para el
desarme, también puede utilizar el banco de reparación, marque la posición de las
piezas antes de desarmar.
Asegure el tornillo lado filtro (llave 3/4”) y desmonte la tuerca de la tapa
Instalación de la tapa en la prensa de banco
Tornillo lado filtro
Desmonte la tuerca
Desmonte la tapa y la tuerca que asegura el resorte. Retire el resorte, el retenedor
y el o,ring filtro.
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Desmonte las tuercas que aseguran el filtro, retire la tapa de sello y el filtro.
Retire el filtro
Realice limpieza y proceda a reacondicionar la válvula, instale el empaque en el
filtro, aplique silicona y coloque el filtro en la tapa.
Colocación del
empaque e
instalación del
filtro
Coloque la tapa de sello, y ajuste las tuercas de la tapa del filtro.
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Instale el o, ring, el retenedor y el resorte, la arandela y la tuerca
Instalación del
retenedor,
Instalación del resorte, la arandela
Coloque la tuerca y ajuste el resorte hasta el final de la rosca del tornillo, se debe sostener el
tornillo por la parte del filtro.
Terminada la reparación se protege la válvula y se coloca en un sitio adecuado en el cual no sufra
golpes, corrosión o ingreso de material o partículas extrañas. Se registran las medidas en el
formato. Se instala tarjeta color verde, esto nos indica que el componente se encuentra reparado
Tec. Mec. Luis O. Grisales Vélez
192
COMPONENTE DEL MOTOR SUPERIOR 16 S.G.T - BOMBA DE ACEITE
Cuando se vaya a instalar la válvula en la máquina es importante verificar su integridad
Tec. Mec. Luis O. Grisales Vélez
192
S-ar putea să vă placă și
- Plan de Entrenamiento Operadores Motor SuperiorDocument102 paginiPlan de Entrenamiento Operadores Motor SuperiorCarlosApoloRamirez100% (5)
- Guía de Mantenimiento de Motores A Gas Deutz 913Document2 paginiGuía de Mantenimiento de Motores A Gas Deutz 913Fernando CaneteÎncă nu există evaluări
- Data Sheet Emsco D 700 Motor 12V92Document8 paginiData Sheet Emsco D 700 Motor 12V92Edgar Angulo ArizaÎncă nu există evaluări
- Parte Introductoria Del ManualDocument22 paginiParte Introductoria Del ManualMarlyn Stephanny BlascoÎncă nu există evaluări
- 3412 - GGW - 35050-06 (2013)Document18 pagini3412 - GGW - 35050-06 (2013)Jesus100% (1)
- E3 - Convert Id or de Torque SM-185SPDocument21 paginiE3 - Convert Id or de Torque SM-185SPLuis Javier100% (1)
- Formato de Mantenimiento Motor Cummins Gta 855 - DiarioDocument1 paginăFormato de Mantenimiento Motor Cummins Gta 855 - DiarioCarlos Alberto Castrillon Acevedo100% (1)
- Cat 3616 Manual Partes Motor IndustrialDocument279 paginiCat 3616 Manual Partes Motor IndustrialGaby Cid100% (2)
- c27 Presion Sistema de FuelDocument5 paginic27 Presion Sistema de FuelmiguelÎncă nu există evaluări
- VR-220-330 Book SPANISH PDFDocument184 paginiVR-220-330 Book SPANISH PDFJuan Marcelo Claure0% (1)
- Introduccion Presiones Pico - Motores Combustión InternaDocument30 paginiIntroduccion Presiones Pico - Motores Combustión InternaCham Bauer100% (1)
- Curso Básico Motores SuperiorDocument45 paginiCurso Básico Motores SuperiorGabriel Andres Valencia100% (2)
- Juego Axial Del Motor Cat 3500Document2 paginiJuego Axial Del Motor Cat 3500Juan C Mendoza GonzalezÎncă nu există evaluări
- Torque Engranaje C32Document3 paginiTorque Engranaje C32hgjrujtnt srthytntynÎncă nu există evaluări
- Calibracion de Valvula 3516Document2 paginiCalibracion de Valvula 3516felix100% (3)
- MC 1030Document2 paginiMC 1030OETINCA OETINCAÎncă nu există evaluări
- Curso de Motores de Combustión Interna WaukeshaDocument4 paginiCurso de Motores de Combustión Interna WaukeshayuneskaÎncă nu există evaluări
- Mantenimiento de la culata del cilindro y válvulas de escapeDocument23 paginiMantenimiento de la culata del cilindro y válvulas de escapeedwin ortega medinaÎncă nu există evaluări
- Catalogo Gas ESDocument21 paginiCatalogo Gas ESJesus Julian Gonzalez YegresÎncă nu există evaluări
- 001-043 PistonDocument6 pagini001-043 Pistonacere18Încă nu există evaluări
- Muñon de Cojinete de Biela - Especificaciones c15 PDFDocument2 paginiMuñon de Cojinete de Biela - Especificaciones c15 PDFFJ Oscar100% (1)
- Especificaciones Técnicas Mantenimiento Nivel 5 K 100 Rev0Document93 paginiEspecificaciones Técnicas Mantenimiento Nivel 5 K 100 Rev0marcoaparrafÎncă nu există evaluări
- Manual Yanmar SLYA-STP PDFDocument55 paginiManual Yanmar SLYA-STP PDFDavid.Quijano100% (2)
- Diseño Del Motor 3508Document2 paginiDiseño Del Motor 3508Kharlos F MartinezÎncă nu există evaluări
- Busqueda de Fallas en Sistema de Encendido WaukeshaDocument13 paginiBusqueda de Fallas en Sistema de Encendido WaukeshaFernando SerangueliÎncă nu există evaluări
- Caterpillar 3516Document777 paginiCaterpillar 3516Diogo Carp100% (5)
- Manual de Servicio Del k19 Ensamble de PostenfriadorDocument12 paginiManual de Servicio Del k19 Ensamble de PostenfriadorgersonÎncă nu există evaluări
- ESPECIFICACIONES TECNICA SERV Y MANTEN INTEGRAL Rev120318Document88 paginiESPECIFICACIONES TECNICA SERV Y MANTEN INTEGRAL Rev120318Leonardo E ValeroÎncă nu există evaluări
- Bombas Rotatorias LóbularesDocument8 paginiBombas Rotatorias LóbularesOperador Polimeros NeivaÎncă nu există evaluări
- Catalogo MurphyDocument24 paginiCatalogo Murphyjuansinopec100% (1)
- Doosan Ingersoll Rand Rental ESP PDFDocument4 paginiDoosan Ingersoll Rand Rental ESP PDFNilthon ChiteÎncă nu există evaluări
- Informe de Deasrmen Cummins 4btDocument8 paginiInforme de Deasrmen Cummins 4btferchoÎncă nu există evaluări
- 8 G3600a System Basics SpanishDocument46 pagini8 G3600a System Basics Spanishcalixtohenriquez100% (1)
- M Coupling Alignment Rev 2017Document45 paginiM Coupling Alignment Rev 2017carlos urbinaÎncă nu există evaluări
- Inyectores 3412Document7 paginiInyectores 3412Victor Cardenas FernandezÎncă nu există evaluări
- Motores de Propulsion Marinos MM 3516b 1875hpDocument2 paginiMotores de Propulsion Marinos MM 3516b 1875hpSa CruCer100% (1)
- Instalación y Mantenimiento Acople Thomas XTSR71Document13 paginiInstalación y Mantenimiento Acople Thomas XTSR71marcelo castilloÎncă nu există evaluări
- Aceites para Motores de Gas Natural NGEO PDFDocument2 paginiAceites para Motores de Gas Natural NGEO PDFgerardoÎncă nu există evaluări
- Calibracion de Motores CatDocument1 paginăCalibracion de Motores CatZobeida RizoÎncă nu există evaluări
- D11T TRACTOR DE TIPO DE PISTA GEB00001-UP (MÁQUINA) ALIMENTADO POR Motor C32 (SEBP4966 - 118) - Sistemas y ComponentesDocument2 paginiD11T TRACTOR DE TIPO DE PISTA GEB00001-UP (MÁQUINA) ALIMENTADO POR Motor C32 (SEBP4966 - 118) - Sistemas y ComponentesKarlOs Junco SichaÎncă nu există evaluări
- 3406B OverhaulDocument5 pagini3406B OverhaulLuciano PetruzzoÎncă nu există evaluări
- Manual Del Estudiante Motores 3412CDocument68 paginiManual Del Estudiante Motores 3412Cjoel100% (2)
- Ariel Alineacion de AcoplesDocument19 paginiAriel Alineacion de AcoplesEzequiel Gallardo100% (2)
- Cambio de Camisas Cat 3408Document3 paginiCambio de Camisas Cat 3408Adw Delgado Guano100% (1)
- Mantenimiento generador Detroit 3-71Document2 paginiMantenimiento generador Detroit 3-71Christian A. Padilla MoralesÎncă nu există evaluări
- Curso Basico Motores Superior PDFDocument45 paginiCurso Basico Motores Superior PDFcarlossanchezarmasÎncă nu există evaluări
- 1 Motores 3600 Libro Del CursoDocument6 pagini1 Motores 3600 Libro Del CursoAlejandro Ruiz de la CruzÎncă nu există evaluări
- Compresor ArielDocument141 paginiCompresor Arielhecalfalo100% (2)
- Sebd0717 Combustible y Su MotorDocument32 paginiSebd0717 Combustible y Su MotorPercy Turpo ChipanaÎncă nu există evaluări
- SERP4751 Parts ADEM IIIDocument426 paginiSERP4751 Parts ADEM IIIMaik Amaya100% (1)
- Ariel Gas Compresor - EspañolDocument134 paginiAriel Gas Compresor - EspañolJavier Ramirez Medina100% (1)
- Unidad de Avance y SincronisacionDocument11 paginiUnidad de Avance y Sincronisacionleonardo rivero100% (1)
- BombaAlternativaSIAMJ300Document3 paginiBombaAlternativaSIAMJ300PeponSeraÎncă nu există evaluări
- TAMD165 Dat PDFDocument40 paginiTAMD165 Dat PDFEdward De La CruzÎncă nu există evaluări
- Waukesha Dresser PDFDocument353 paginiWaukesha Dresser PDFlouatiÎncă nu există evaluări
- CECATEP - Informe Motor LD 28Document12 paginiCECATEP - Informe Motor LD 28josedelarivaÎncă nu există evaluări
- Informe Motores I BrayanDocument17 paginiInforme Motores I BrayanbrayanÎncă nu există evaluări
- Manual MotorDocument58 paginiManual MotorBENJAMIN EDUARDO ORTIZ OGAZÎncă nu există evaluări
- Evolucion Motor N47Document16 paginiEvolucion Motor N47joseantoniolastra82Încă nu există evaluări
- Entregable Reparacion de Motores MedicionesDocument11 paginiEntregable Reparacion de Motores MedicionesDanixa DemaÎncă nu există evaluări
- Turbinas Crudo AguaDocument2 paginiTurbinas Crudo AguaCarlos Apolo Ramirez0% (1)
- Analisis Diseno Pruebas de PresionDocument319 paginiAnalisis Diseno Pruebas de Presionluis-patino-3500100% (1)
- Produccion y Almacenamiento de Petroleo y GasDocument16 paginiProduccion y Almacenamiento de Petroleo y GasZeugirdor YddurÎncă nu există evaluări
- Oper - Facilid - Prod Curso PDFDocument303 paginiOper - Facilid - Prod Curso PDFCarlos Apolo RamirezÎncă nu există evaluări
- Turbidimetro 2100p PDFDocument54 paginiTurbidimetro 2100p PDFCarlos Apolo RamirezÎncă nu există evaluări
- CUBICACIONDocument4 paginiCUBICACIONCarlos Apolo RamirezÎncă nu există evaluări
- CTEFLUJO (Autoguardado) (Version 5)Document1 paginăCTEFLUJO (Autoguardado) (Version 5)Carlos Apolo RamirezÎncă nu există evaluări
- Procedimiento Operacion Sistema de Lastre CX15 Vs 02Document43 paginiProcedimiento Operacion Sistema de Lastre CX15 Vs 02Carlos Apolo RamirezÎncă nu există evaluări
- Resumen de Filtracion PDFDocument12 paginiResumen de Filtracion PDFCarlos Apolo RamirezÎncă nu există evaluări
- IT-HSE-401 Normas Generales para Trabajo Con Escaleras y Andamios PDFDocument5 paginiIT-HSE-401 Normas Generales para Trabajo Con Escaleras y Andamios PDFCarlos Apolo RamirezÎncă nu există evaluări
- Fsifiltracion Filtro PrensaDocument4 paginiFsifiltracion Filtro PrensaCarlos Apolo RamirezÎncă nu există evaluări
- Curso Prevencion de Incendio y Uso de ExtintoresDocument18 paginiCurso Prevencion de Incendio y Uso de ExtintoresCarlos Apolo RamirezÎncă nu există evaluări
- IT-HSE-404 Manejo de Cilindros de Gas Comprimido PDFDocument8 paginiIT-HSE-404 Manejo de Cilindros de Gas Comprimido PDFCarlos Apolo RamirezÎncă nu există evaluări
- Slick Line IntroducciónDocument13 paginiSlick Line IntroducciónCarlos Apolo Ramirez100% (2)
- Todos Los LotesDocument1 paginăTodos Los LotesCarlos Apolo RamirezÎncă nu există evaluări
- Prac. Diri (2)Document19 paginiPrac. Diri (2)Kenny Cox100% (1)
- Hoja de Seguridad UMP-495 Premium PDFDocument4 paginiHoja de Seguridad UMP-495 Premium PDFVanessa Castro Cabrera100% (1)
- Alzira Modulo3 UD10 UnionesSoldadasDocument75 paginiAlzira Modulo3 UD10 UnionesSoldadasfrioycalor100% (1)
- Resiclaje PotzetoparticularizadoDocument20 paginiResiclaje Potzetoparticularizadoantonio_rammstein100% (1)
- Árboles SubmarinosDocument11 paginiÁrboles SubmarinosAldair CruzÎncă nu există evaluări
- Cambios Físicos y QuímicosDocument15 paginiCambios Físicos y QuímicosDiana Cristel Montiel CruzÎncă nu există evaluări
- Presupuesto ENSADocument51 paginiPresupuesto ENSAYupan Illan AhuryÎncă nu există evaluări
- Informe Tema 3 Inventario de MantenimientoDocument13 paginiInforme Tema 3 Inventario de MantenimientoCesar Castañeda BenitezÎncă nu există evaluări
- Art462 Reciclado de Pavimento Asfaltico en Planta y en CalienteDocument15 paginiArt462 Reciclado de Pavimento Asfaltico en Planta y en CalientesaacsergioÎncă nu există evaluări
- Proyecto AmbientalDocument5 paginiProyecto AmbientalANA PAULA MOSCOL RUIZÎncă nu există evaluări
- Manual de Uso y Montaje de Los Depósitos de Inercia P 1000 SWTDocument3 paginiManual de Uso y Montaje de Los Depósitos de Inercia P 1000 SWTGoheimÎncă nu există evaluări
- Malacate PrincipalDocument5 paginiMalacate PrincipalViank AdriÎncă nu există evaluări
- Examen de Manejo de Materiales y Residuos SolidosDocument1 paginăExamen de Manejo de Materiales y Residuos SolidosJORGEEEEÎncă nu există evaluări
- Act. Tecnología 1° 20-SepDocument2 paginiAct. Tecnología 1° 20-Sep33.Manelik Jazmin Negrete SalazarÎncă nu există evaluări
- Memoria Cantera CarrizalDocument18 paginiMemoria Cantera CarrizalKADRI E.I.R.LÎncă nu există evaluări
- Informe BuenoDocument56 paginiInforme BuenoHERIBERTO LOPEZ OCHOAÎncă nu există evaluări
- Simulacion de CostosDocument5 paginiSimulacion de CostosTania SanchezÎncă nu există evaluări
- Naval MarineDocument61 paginiNaval MarineAlfonso José García LagunaÎncă nu există evaluări
- Primer T100 recubrimientoDocument3 paginiPrimer T100 recubrimientoEdgar MryÎncă nu există evaluări
- Presentacion - Metales Alcalinos - HRMDocument22 paginiPresentacion - Metales Alcalinos - HRMchuyosckoÎncă nu există evaluări
- Listado Materiales Ferreteria Nacional 2019 PDFDocument25 paginiListado Materiales Ferreteria Nacional 2019 PDFEmelidaÎncă nu există evaluări
- Pintura EsmalteDocument2 paginiPintura EsmalteCESAR SARMIENTOÎncă nu există evaluări
- Manufactura Integrada Por ComputadoraDocument16 paginiManufactura Integrada Por ComputadoraGely CruzÎncă nu există evaluări
- Reactor de Cama FijaDocument19 paginiReactor de Cama FijaAnonymous hRxjRU7juÎncă nu există evaluări
- Envases y Empaques para La Industria de AlimentosDocument52 paginiEnvases y Empaques para La Industria de Alimentoscindyfer0romero100% (1)
- Procesos de La Cerveza DucalDocument51 paginiProcesos de La Cerveza DucalJuan Pablo ZambranaÎncă nu există evaluări
- Folleto Tecnico Central Termica de La RoblaDocument44 paginiFolleto Tecnico Central Termica de La Roblaadolfo_perez7860050% (2)
- Hornillas PanelerasDocument27 paginiHornillas PanelerasRobins OrtegaÎncă nu există evaluări
- Informe Mensual 01 - Residente de ObraDocument7 paginiInforme Mensual 01 - Residente de ObramacrasffÎncă nu există evaluări