S-ar putea să vă placă și
- ANEXO 4-1 Especif - Téc.fab - MontDocument12 paginiANEXO 4-1 Especif - Téc.fab - MontAlex Dela CruzÎncă nu există evaluări
- Calibrador de Soldadura Bridge Cam Gauge - BluemetricDocument7 paginiCalibrador de Soldadura Bridge Cam Gauge - BluemetricFreddy P. AndiaÎncă nu există evaluări
- SUMITEN780SDocument42 paginiSUMITEN780SLuis Chiara LoayzaÎncă nu există evaluări
- Métodos Abreviados de Tekla 14Document2 paginiMétodos Abreviados de Tekla 14Jhon Vidaurre100% (2)
- Pgt-Proy-009 (Proc. Arenado y Pintado)Document9 paginiPgt-Proy-009 (Proc. Arenado y Pintado)German Laura VelaÎncă nu există evaluări
- E70t 4Document1 paginăE70t 4Albe Cibia100% (1)
- Procedimiento Aplicación de Soldadura GMAW PeruDocument4 paginiProcedimiento Aplicación de Soldadura GMAW PeruCarlo LaraÎncă nu există evaluări
- Anexo 04 - Registro Control DimensionalDocument1 paginăAnexo 04 - Registro Control DimensionalAngel ZorrillaÎncă nu există evaluări
- PQRDocument3 paginiPQRKevin MuglizaÎncă nu există evaluări
- PQR UnimetDocument7 paginiPQR UnimetCarlos Lluen AquinoÎncă nu există evaluări
- Certificado de Homologación - 01-11-2019Document1 paginăCertificado de Homologación - 01-11-2019Peter CallánÎncă nu există evaluări
- 05 01 Control DimensionalDocument2 pagini05 01 Control DimensionalNohelia Luz Jiménez ValenzuelaÎncă nu există evaluări
- FOGP-V20 Liberación de Anclajes Activos v02Document6 paginiFOGP-V20 Liberación de Anclajes Activos v02Lorena GomezÎncă nu există evaluări
- Tipo de Soldadura Traslape 2023 PDFDocument1 paginăTipo de Soldadura Traslape 2023 PDFAVILES NARVAEZ TITO FERMINÎncă nu există evaluări
- MANUAL DEL VENDEDOR-estructuras Metalicas Hospital de Latacunga PDFDocument99 paginiMANUAL DEL VENDEDOR-estructuras Metalicas Hospital de Latacunga PDFCarlin BabuchasÎncă nu există evaluări
- Dimensiones CiclónDocument2 paginiDimensiones CiclónSandra L TaleroÎncă nu există evaluări
- WPS SML 5 21Document2 paginiWPS SML 5 21ELIANA GABRIELA ALVAREZ ZUÑIGAÎncă nu există evaluări
- 14-3 Eslingas GuiaDocument19 pagini14-3 Eslingas GuiaFERNANDO CASTROÎncă nu există evaluări
- Informe: Inspeccion Por Liquidos PenetrantesDocument1 paginăInforme: Inspeccion Por Liquidos PenetrantesVicente Mario Torres HuarayaÎncă nu există evaluări
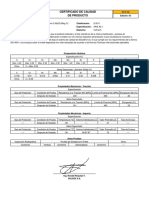
- Certificado de CalidadDocument1 paginăCertificado de CalidadJose Montenegro SotoÎncă nu există evaluări
- Calificación de Procedimiento de SoldaduraDocument4 paginiCalificación de Procedimiento de SoldaduraJorgeÎncă nu există evaluări
- Accesorios de Hierro DúctilDocument59 paginiAccesorios de Hierro DúctilNorides ChiariÎncă nu există evaluări
- Registro ArenadoDocument3 paginiRegistro ArenadoItalo JaureguiÎncă nu există evaluări
- Wps de SoldaduraDocument1 paginăWps de SoldaduraModa ActualÎncă nu există evaluări
- Cálculo y Estimación de Costos de Soldadura-EnviadoDocument20 paginiCálculo y Estimación de Costos de Soldadura-EnviadoRicardo André Ambicho PinedoÎncă nu există evaluări
- 152 - Hardox - 500 - MX - Ficha Tecnica PDFDocument2 pagini152 - Hardox - 500 - MX - Ficha Tecnica PDFAgustin Chavez0% (1)
- Criterios de Aceptacion API 1104Document1 paginăCriterios de Aceptacion API 1104Anthony PozoÎncă nu există evaluări
- Registro de OperacionesDocument1 paginăRegistro de OperacionesAnonymous 5JDy895zÎncă nu există evaluări
- Certif. Soldadura MigDocument1 paginăCertif. Soldadura MigFabian LopezÎncă nu există evaluări
- Codo Radio Largo Acero Al CarbonoDocument1 paginăCodo Radio Largo Acero Al CarbonoJhonatan Ccanqquere CastroÎncă nu există evaluări
- Cosmos Moly Ep2Document2 paginiCosmos Moly Ep2Rodrigo SalazarÎncă nu există evaluări
- Alejandro Pereira CamusDocument4 paginiAlejandro Pereira CamusGerardoYanezÎncă nu există evaluări
- 29 Procedimiento para El Armado y Soldadura de Tubería y Prueba Hidrostática PDFDocument9 pagini29 Procedimiento para El Armado y Soldadura de Tubería y Prueba Hidrostática PDFDelfin CastañosÎncă nu există evaluări
- Soldadura (3F)Document3 paginiSoldadura (3F)Giovanni QC100% (1)
- Wps EjemploDocument1 paginăWps EjemploJonatan Goicochea BaconÎncă nu există evaluări
- Protocolo Dimensional de GroutiadoDocument1 paginăProtocolo Dimensional de GroutiadoMiguel BaldeonÎncă nu există evaluări
- BorradorDocument10 paginiBorradorRodmi Torres PeraltaÎncă nu există evaluări
- Formato Liberacion PernosDocument3 paginiFormato Liberacion PernosCaleb Vargas DiazÎncă nu există evaluări
- WPQ No. 11 AWS D1.1-2015 MUÑOA BUITRON, DENNYS DAVID PDFDocument1 paginăWPQ No. 11 AWS D1.1-2015 MUÑOA BUITRON, DENNYS DAVID PDFddmb2008Încă nu există evaluări
- Credencial BMS Octubre 1Document2 paginiCredencial BMS Octubre 1Maldonado CarlosÎncă nu există evaluări
- Guia Rápida para Fabricación de Estructuras Metálicas AWS D1.1Document4 paginiGuia Rápida para Fabricación de Estructuras Metálicas AWS D1.1mendozaÎncă nu există evaluări
- Astm A514 GR BDocument6 paginiAstm A514 GR BelweldÎncă nu există evaluări
- WPQ Ac (Gmaw)Document1 paginăWPQ Ac (Gmaw)Mauricio ObrequeÎncă nu există evaluări
- Especificacion Del Procedimiento de Soldadura WPS Asme IxDocument2 paginiEspecificacion Del Procedimiento de Soldadura WPS Asme IxJosé Angel TorrealbaÎncă nu există evaluări
- 5 - Medidor de Espesores Uni-TDocument2 pagini5 - Medidor de Espesores Uni-TLizbeth Yarleque PortocarreroÎncă nu există evaluări
- Lista de Soldadores CalificadosDocument4 paginiLista de Soldadores CalificadosJuan MontufarÎncă nu există evaluări
- QC-A-001 - Inspección de PintadoDocument1 paginăQC-A-001 - Inspección de PintadoCY INGENIERIA Y CONSTRUCCION EIRLÎncă nu există evaluări
- Protocolo de Soldadura.Document9 paginiProtocolo de Soldadura.HC RollyÎncă nu există evaluări
- P - 200721-0015 - GG - (AWSD1.1 2020) - FCAW-PrecalificadoDocument1 paginăP - 200721-0015 - GG - (AWSD1.1 2020) - FCAW-PrecalificadoFrancisco VasquezÎncă nu există evaluări
- GGM - DIM - IN 01 Instructivo Orejas de IzajeDocument5 paginiGGM - DIM - IN 01 Instructivo Orejas de IzajeKarla Picon Astudillo0% (1)
- Procedimiento de Apuntalado de SobreplanchasDocument8 paginiProcedimiento de Apuntalado de SobreplanchasVictor AlejandroÎncă nu există evaluări
- MEC 24 - Trabajos en Pluma - 2020Document28 paginiMEC 24 - Trabajos en Pluma - 2020Ale CisternasÎncă nu există evaluări
- PcwiDocument4 paginiPcwidianiig22Încă nu există evaluări
- Abg-Wps-001 Precalificado (T & F) D1.1 2015Document2 paginiAbg-Wps-001 Precalificado (T & F) D1.1 2015leonardo rincon100% (1)
- CWI-Modulo IDocument29 paginiCWI-Modulo IrodolfoÎncă nu există evaluări
- Wps PQR API 1104Document18 paginiWps PQR API 1104Manuel FARIAS IMANÎncă nu există evaluări
- 02 Terminos y Definiciones SoldaduraDocument18 pagini02 Terminos y Definiciones SoldaduraBetsiÎncă nu există evaluări
- PQR HojaDocument2 paginiPQR Hojacarlos caiza100% (1)
- CURSO VT - 02 SoldadurasDocument16 paginiCURSO VT - 02 SoldadurasJohana BarreraÎncă nu există evaluări
- WPS Smaw E7018-6010Document2 paginiWPS Smaw E7018-6010Paul Caicedo100% (2)
- Carta de Presentación HBDocument1 paginăCarta de Presentación HBSantiago Cuichán VelascoÎncă nu există evaluări
- VARILLA MICROALEADA 42 12 MM X 12000 MMDocument1 paginăVARILLA MICROALEADA 42 12 MM X 12000 MMSantiago Cuichán VelascoÎncă nu există evaluări
- Steelguard 119WDocument4 paginiSteelguard 119WSantiago Cuichán VelascoÎncă nu există evaluări
- Certificado de Tubo para AgarraderaDocument1 paginăCertificado de Tubo para AgarraderaSantiago Cuichán VelascoÎncă nu există evaluări
- Certificado Varilla de 12 MM para Manijas de Tapa MetalicaDocument1 paginăCertificado Varilla de 12 MM para Manijas de Tapa MetalicaSantiago Cuichán VelascoÎncă nu există evaluări
- Calendario de Manejo en Finca - 2Document1 paginăCalendario de Manejo en Finca - 2Santiago Cuichán VelascoÎncă nu există evaluări
- CORREA CG NEG 125X50X15X3,00X6000 mm010001Document1 paginăCORREA CG NEG 125X50X15X3,00X6000 mm010001Santiago Cuichán VelascoÎncă nu există evaluări
- Atención Al ClienteDocument134 paginiAtención Al ClienteSantiago Cuichán VelascoÎncă nu există evaluări
- Capitulo A Disposiciones GeneralesDocument11 paginiCapitulo A Disposiciones GeneralesSantiago Cuichán VelascoÎncă nu există evaluări
- S Rine 28 Grey 25658Document1 paginăS Rine 28 Grey 25658Santiago Cuichán VelascoÎncă nu există evaluări
- Bovinos Calcio y FosforoDocument4 paginiBovinos Calcio y FosforoSantiago Cuichán VelascoÎncă nu există evaluări
- FORNIS - Centro de Anclajes PERNOS A325 TORQUEDocument1 paginăFORNIS - Centro de Anclajes PERNOS A325 TORQUESantiago Cuichán VelascoÎncă nu există evaluări
- es-ES 7238 PDFDocument4 paginies-ES 7238 PDFSantiago Cuichán VelascoÎncă nu există evaluări
- Corrreas g150 y 200Document1 paginăCorrreas g150 y 200Santiago Cuichán VelascoÎncă nu există evaluări
- Actividades HumanasDocument46 paginiActividades HumanasNinoska Sánchez RéquizÎncă nu există evaluări
- Roncal Vasquez - 0201713024Document41 paginiRoncal Vasquez - 0201713024Samuel Pérez SilvaÎncă nu există evaluări
- Sequent Plug & DriveDocument8 paginiSequent Plug & DriveJaime Eduardo León AlmeidaÎncă nu există evaluări
- Articulo 2 (Fitorremediacion)Document10 paginiArticulo 2 (Fitorremediacion)KateToroÎncă nu există evaluări
- Bomba RexrothDocument10 paginiBomba RexrothhenderariasÎncă nu există evaluări
- Rele de Imagen TermicaDocument16 paginiRele de Imagen TermicaMarco GiraldoÎncă nu există evaluări
- Minerales RadiactivosDocument112 paginiMinerales RadiactivosPato Kaminsky100% (1)
- Agar Hierro y LisinaDocument1 paginăAgar Hierro y LisinaAlfredo Benjamin Fuentes OrtizÎncă nu există evaluări
- Catalogo Ovako 2Document19 paginiCatalogo Ovako 2conradoralÎncă nu există evaluări
- Informe 3Document12 paginiInforme 3Edgard Antonio100% (2)
- 01-Ficha Tecnica Viguetas VP Pretensa 2016Document6 pagini01-Ficha Tecnica Viguetas VP Pretensa 2016Magdhiel Dorcas Vasvaldo SegoviaÎncă nu există evaluări
- ANEXO D 1 Memoria Calculo Alcantarillado PDFDocument4 paginiANEXO D 1 Memoria Calculo Alcantarillado PDFMauricio Avilez PuentesÎncă nu există evaluări
- Proyecto Elaboración de Jabón Casero A Partir de Aceite Cocina UsadoDocument23 paginiProyecto Elaboración de Jabón Casero A Partir de Aceite Cocina Usadosor vizamon71% (7)
- Metales y No Metales PDFDocument6 paginiMetales y No Metales PDFmayra benavidesÎncă nu există evaluări
- Cadena de Transmisión.. Oring o Sin Orings.Document5 paginiCadena de Transmisión.. Oring o Sin Orings.Rosemberg Chica ValenciaÎncă nu există evaluări
- Alquimia Con HDocument57 paginiAlquimia Con HJuan Carlos Gonzalez100% (1)
- JP - Práctica #2Document12 paginiJP - Práctica #2Sofia Muñoz100% (2)
- Reacciones Químicas y Sus ManifestacionesDocument11 paginiReacciones Químicas y Sus ManifestacionesMaría Emilia Almeida PueblaÎncă nu există evaluări
- Informe 2, Falta Excel y Cuestionario Ej 4Document6 paginiInforme 2, Falta Excel y Cuestionario Ej 4Walter Obregón Sánchez100% (1)
- Ejemplos Aplicaciones Leyes Newton Parte1 30sep2010 13250Document9 paginiEjemplos Aplicaciones Leyes Newton Parte1 30sep2010 13250Alfredo AráozÎncă nu există evaluări
- Construccion de Las Celdas CritalinasDocument11 paginiConstruccion de Las Celdas CritalinasrichradÎncă nu există evaluări
- Laboratorio Informe Análisis Químico Tema 2 Uni Figmm 2017Document10 paginiLaboratorio Informe Análisis Químico Tema 2 Uni Figmm 2017Joel Mamani100% (1)
- Ciproheptadina Clorhidrato 25Document12 paginiCiproheptadina Clorhidrato 25wendy reyes borjaÎncă nu există evaluări
- Anexo 04. Memorias de Cálculo Muros de Contención en ConcretoDocument93 paginiAnexo 04. Memorias de Cálculo Muros de Contención en ConcretoC Castro J GabrielÎncă nu există evaluări
- Crucitasla VerdadDocument5 paginiCrucitasla Verdadapi-27919749Încă nu există evaluări
- Relacion Gas Petroleo de Una Forma Mas SipollllDocument74 paginiRelacion Gas Petroleo de Una Forma Mas SipollllLuis LopezÎncă nu există evaluări
- Novaguard 840Document6 paginiNovaguard 840andrés mayorÎncă nu există evaluări
- Mapa de RiesgosDocument5 paginiMapa de RiesgosRocio Gonzales Horna100% (1)
- 1 Física Guía de La LuzDocument13 pagini1 Física Guía de La LuzCristopher Sanhueza A. (C.S.A)Încă nu există evaluări