S-ar putea să vă placă și
- LVF SPA - GLOBE VALVE - A105N - EN10204 3.1 Material CertificateDocument1 paginăLVF SPA - GLOBE VALVE - A105N - EN10204 3.1 Material CertificateEMTC EMTCÎncă nu există evaluări
- Choke Valve DatasheetDocument1 paginăChoke Valve DatasheetMuhammad Rizqi SiregarÎncă nu există evaluări
- 3604 1Document17 pagini3604 1Tiffany WilsonÎncă nu există evaluări
- Bolt Tightening Procedure GuideDocument6 paginiBolt Tightening Procedure Guideal arabiÎncă nu există evaluări
- 12 Valves SpecificationsDocument19 pagini12 Valves Specificationsshaliq28100% (1)
- Customer Name Date Bid Due Date: Sweco Fab Inc. Customer RFQ FormDocument2 paginiCustomer Name Date Bid Due Date: Sweco Fab Inc. Customer RFQ FormGustavo GarciaÎncă nu există evaluări
- Spectacle Blind FlangeDocument3 paginiSpectacle Blind Flangemaniastur365Încă nu există evaluări
- Spiral Wound GasketsDocument16 paginiSpiral Wound Gasketsyeop03Încă nu există evaluări
- MTR's PO# 2113-06-12 PDFDocument14 paginiMTR's PO# 2113-06-12 PDFAgustinaDeWinneÎncă nu există evaluări
- 2"NS M/V FLANGE MOUNTED UNISIGDocument1 pagină2"NS M/V FLANGE MOUNTED UNISIGPrajwal ShettyÎncă nu există evaluări
- Maverick Valves CatalogueDocument84 paginiMaverick Valves Cataloguer4mms3sÎncă nu există evaluări
- API602 Forged Steel Gate & Globe ValvesDocument4 paginiAPI602 Forged Steel Gate & Globe ValvesThomasFrenchÎncă nu există evaluări
- Velan Forged Steel Gate Globe Checks PDFDocument25 paginiVelan Forged Steel Gate Globe Checks PDFsunil kumarÎncă nu există evaluări
- Additional Valves CertificatesDocument98 paginiAdditional Valves CertificatesDiana100% (1)
- Process & Piping Design Section Plug Valves Technical SpecificationDocument14 paginiProcess & Piping Design Section Plug Valves Technical Specificationashish.mathur1100% (1)
- Ball Valve QAPDocument2 paginiBall Valve QAPAnant RubadeÎncă nu există evaluări
- GLT Id Valves CatalogDocument80 paginiGLT Id Valves Catalogdjoko witjaksonoÎncă nu există evaluări
- Needle ValveDocument8 paginiNeedle ValveMuhammad Chilmi100% (1)
- TDW - D2000 Quick Opening ClosureDocument7 paginiTDW - D2000 Quick Opening ClosureBayu PutraÎncă nu există evaluări
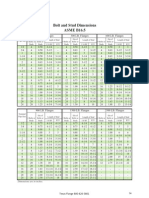
- Bolt and Stud DimentionDocument1 paginăBolt and Stud DimentionwhngomjÎncă nu există evaluări
- Catalogue-Of-Valves MSADocument52 paginiCatalogue-Of-Valves MSAJenn LozÎncă nu există evaluări
- DS-50-0804.02-6000-004 Rev D2 Non Slam Check Valve PDFDocument2 paginiDS-50-0804.02-6000-004 Rev D2 Non Slam Check Valve PDFjhon smithÎncă nu există evaluări
- Piping ComponentDocument19 paginiPiping Componentreach_arindomÎncă nu există evaluări
- Material Test Report: ISO EN 10204 2004-3.1Document4 paginiMaterial Test Report: ISO EN 10204 2004-3.1Johan Sebastian C. SÎncă nu există evaluări
- L&T Double Block and Bleed Plug ValvesDocument12 paginiL&T Double Block and Bleed Plug Valvesvijay10484Încă nu există evaluări
- API Welding Procedure Specification PDFDocument3 paginiAPI Welding Procedure Specification PDFBob LeeÎncă nu există evaluări
- 6-79-0013 Rev 2Document6 pagini6-79-0013 Rev 2MONER MANUSÎncă nu există evaluări
- Odessa Office Tubing SpecsDocument1 paginăOdessa Office Tubing SpecsGeorge IkpeÎncă nu există evaluări
- Piping - Spec - 요약본 Rev1Document3 paginiPiping - Spec - 요약본 Rev1vangie3339515Încă nu există evaluări
- Flanges & Pipe Fittings SpecificationsDocument3 paginiFlanges & Pipe Fittings Specificationsmcoswald83Încă nu există evaluări
- 500 SP PIP 018 Rev C (Check Valve)Document13 pagini500 SP PIP 018 Rev C (Check Valve)anwar01Încă nu există evaluări
- Flow TeeDocument1 paginăFlow TeeMahesh BhansaliÎncă nu există evaluări
- 2539 4046 02 A1001 003 - Datasheet For Manual Valve - Rev ADocument8 pagini2539 4046 02 A1001 003 - Datasheet For Manual Valve - Rev ANguyễn ThựcÎncă nu există evaluări
- API 660 Vs TEMADocument5 paginiAPI 660 Vs TEMAALONSO GOMEZÎncă nu există evaluări
- 6 44 0005 A2Document25 pagini6 44 0005 A2S.selvakumarÎncă nu există evaluări
- Bleed or Drip RingDocument2 paginiBleed or Drip RingAnonymous 6ZWS6IG2J9Încă nu există evaluări
- Buried Pipes and Fittings Painting SpecDocument5 paginiBuried Pipes and Fittings Painting SpecRohan Sharma50% (2)
- Ac 036630 001Document1 paginăAc 036630 001navaronefraÎncă nu există evaluări
- API Valve Trim ChartDocument2 paginiAPI Valve Trim ChartkhaireddinÎncă nu există evaluări
- BFV Butterfly Valve Features and SpecificationsDocument18 paginiBFV Butterfly Valve Features and Specificationsyash100% (1)
- b2020-Tdc-Fas-004 Fasteners r3Document2 paginib2020-Tdc-Fas-004 Fasteners r3Ramalingam PrabhakaranÎncă nu există evaluări
- MTC For SCN-574 PDFDocument154 paginiMTC For SCN-574 PDFthomasÎncă nu există evaluări
- Piping Material Specification OverviewDocument308 paginiPiping Material Specification OverviewPinak Projects100% (1)
- Spiraltec Non-Metallic FillersDocument1 paginăSpiraltec Non-Metallic FillersJakir HossainÎncă nu există evaluări
- Sok7305252 003 A 001Document107 paginiSok7305252 003 A 001muhammad nazmiÎncă nu există evaluări
- Technical notes on valvesDocument29 paginiTechnical notes on valvesNilesh Mistry100% (2)
- Check Valve Data SheetDocument1 paginăCheck Valve Data SheetJèfrì PìnémÎncă nu există evaluări
- OMR pipe fittings certificate analysisDocument1 paginăOMR pipe fittings certificate analysisslimane AIT-IDIRÎncă nu există evaluări
- Tubing Data ChartsDocument30 paginiTubing Data ChartsIvo NunesÎncă nu există evaluări
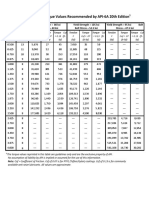
- Flange Bolting Torque Values API 6ADocument1 paginăFlange Bolting Torque Values API 6Aparthameister100% (1)
- 03CA2SAE: Specification Piping Material ClassDocument7 pagini03CA2SAE: Specification Piping Material Classabhishek186186Încă nu există evaluări
- Gate ValveDocument27 paginiGate ValveYogesh Kumar Bhatnagar0% (1)
- One Direction Guide For Vertical Cryogenic Pipes 2" - 24" NpsDocument3 paginiOne Direction Guide For Vertical Cryogenic Pipes 2" - 24" NpsMainuddin AliÎncă nu există evaluări
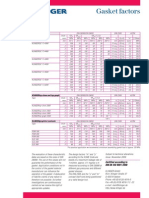
- Klinger - Gasket FactorsDocument4 paginiKlinger - Gasket FactorsFelip PrietoÎncă nu există evaluări
- T Type Strainer Butt Weld 1 PDFDocument1 paginăT Type Strainer Butt Weld 1 PDFprashant mishraÎncă nu există evaluări
- SA 980 P 11432 CS Globe Valve Rev T02Document3 paginiSA 980 P 11432 CS Globe Valve Rev T02altipatlarÎncă nu există evaluări
- SA 980 P 11433 CS Plug Valve Rev T02Document3 paginiSA 980 P 11433 CS Plug Valve Rev T02altipatlarÎncă nu există evaluări
- SA 980 P 11430 CS FGD Ball Valve Rev T02Document3 paginiSA 980 P 11430 CS FGD Ball Valve Rev T02altipatlarÎncă nu există evaluări
- Heat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsDe la EverandHeat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsEvaluare: 5 din 5 stele5/5 (1)
- MR For Flow Switch - Rev1Document5 paginiMR For Flow Switch - Rev1altipatlarÎncă nu există evaluări
- MR For Flow Switch - Rev0 Mbe CommentsDocument5 paginiMR For Flow Switch - Rev0 Mbe CommentsaltipatlarÎncă nu există evaluări
- MR For Flow Switch - Rev0 Mbe CommentsDocument5 paginiMR For Flow Switch - Rev0 Mbe CommentsaltipatlarÎncă nu există evaluări
- MR For Suction Arm - Rev0 Mbe CommentsDocument5 paginiMR For Suction Arm - Rev0 Mbe CommentsaltipatlarÎncă nu există evaluări
- Material Requisition For Flexible Hose - Rev1Document5 paginiMaterial Requisition For Flexible Hose - Rev1altipatlarÎncă nu există evaluări
- MR For Flow Meter-Rev0 Mbe CommentsDocument6 paginiMR For Flow Meter-Rev0 Mbe CommentsaltipatlarÎncă nu există evaluări
- MR For Flow Meter and Transmitter-Rev0Document8 paginiMR For Flow Meter and Transmitter-Rev0altipatlarÎncă nu există evaluări
- MR For Flow Meter and Transmitter-Rev0Document8 paginiMR For Flow Meter and Transmitter-Rev0altipatlarÎncă nu există evaluări
- MR For Flow Meter and Transmitter-Rev0Document8 paginiMR For Flow Meter and Transmitter-Rev0altipatlarÎncă nu există evaluări
- MR For Flow Meter-Rev0 Mbe CommentsDocument6 paginiMR For Flow Meter-Rev0 Mbe CommentsaltipatlarÎncă nu există evaluări
- MR For Flow Meter and Transmitter-Rev0Document8 paginiMR For Flow Meter and Transmitter-Rev0altipatlarÎncă nu există evaluări
- MR For Suction Arm - Rev0 Mbe CommentsDocument5 paginiMR For Suction Arm - Rev0 Mbe CommentsaltipatlarÎncă nu există evaluări
- MR For Filter Seperator - Rev1Document9 paginiMR For Filter Seperator - Rev1altipatlarÎncă nu există evaluări
- Material Requisition For Flexible Hose - Rev0 MC Gowan ReviewedDocument5 paginiMaterial Requisition For Flexible Hose - Rev0 MC Gowan ReviewedaltipatlarÎncă nu există evaluări
- MR For Suction Arm - Rev0 Mbe CommentsDocument5 paginiMR For Suction Arm - Rev0 Mbe CommentsaltipatlarÎncă nu există evaluări
- Material Requisition For Expansion Joint - Rev1Document4 paginiMaterial Requisition For Expansion Joint - Rev1altipatlarÎncă nu există evaluări
- Material Requisition For Flexible Hose - Rev0Document5 paginiMaterial Requisition For Flexible Hose - Rev0altipatlarÎncă nu există evaluări
- Material Requisition For Fuel Fittings-Rev0Document8 paginiMaterial Requisition For Fuel Fittings-Rev0altipatlarÎncă nu există evaluări
- Reconstruction Airport Expansion JointsDocument5 paginiReconstruction Airport Expansion JointsaltipatlarÎncă nu există evaluări
- Internal Surface Treatment SpecificationDocument3 paginiInternal Surface Treatment SpecificationaltipatlarÎncă nu există evaluări
- MR For Filter Seperator - Rev0 Mbe CommentsDocument8 paginiMR For Filter Seperator - Rev0 Mbe CommentsaltipatlarÎncă nu există evaluări
- Astana Airport Fuel System Fittings Specification Tests ReportsDocument1 paginăAstana Airport Fuel System Fittings Specification Tests ReportsaltipatlarÎncă nu există evaluări
- Attachment 1 For Filter Separator - Rev0 Mbe CommentsDocument2 paginiAttachment 1 For Filter Separator - Rev0 Mbe CommentsaltipatlarÎncă nu există evaluări
- Material Requisition For Expansion Joint - Rev1Document4 paginiMaterial Requisition For Expansion Joint - Rev1altipatlarÎncă nu există evaluări
- Fuel System Expansion Tank Material RequisitionDocument7 paginiFuel System Expansion Tank Material RequisitionaltipatlarÎncă nu există evaluări
- Material Requisition For Expansion Joint - Rev1Document4 paginiMaterial Requisition For Expansion Joint - Rev1altipatlarÎncă nu există evaluări
- Reconstruction Airport Expansion JointsDocument5 paginiReconstruction Airport Expansion JointsaltipatlarÎncă nu există evaluări
- Reconstruction Airport Expansion JointsDocument5 paginiReconstruction Airport Expansion JointsaltipatlarÎncă nu există evaluări
- Material Requisition For Expansion Joint - Rev1Document4 paginiMaterial Requisition For Expansion Joint - Rev1altipatlarÎncă nu există evaluări
- Reconstruction Airport Expansion JointsDocument5 paginiReconstruction Airport Expansion JointsaltipatlarÎncă nu există evaluări
- Hoist & Lifts Mar 2011Document72 paginiHoist & Lifts Mar 2011Mohammad Abubakar Siddiq100% (1)
- ICBT Campus in Oman ConstractiongDocument20 paginiICBT Campus in Oman ConstractiongNilan GamageÎncă nu există evaluări
- Professional Engrg in Nigeria-1Document4 paginiProfessional Engrg in Nigeria-1mykekeysÎncă nu există evaluări
- Cable Number From To XXX Mains Cable Item Number Voltage Grade Conductor TypeDocument22 paginiCable Number From To XXX Mains Cable Item Number Voltage Grade Conductor TypeDashrath SinghÎncă nu există evaluări
- Amims K 3105 - 2Document14 paginiAmims K 3105 - 2wangkai01.sneiÎncă nu există evaluări
- Guillemette Sikorsky CSAT 2011 RevisedDocument46 paginiGuillemette Sikorsky CSAT 2011 RevisedycwbycwbÎncă nu există evaluări
- Eccentrically Loaded ColumnsDocument2 paginiEccentrically Loaded ColumnsKing RickÎncă nu există evaluări
- SHIP STRUCTURE KEELSDocument106 paginiSHIP STRUCTURE KEELSBiplabananda Talukdar100% (2)
- Case Study 2 - Kanawha River BridgeDocument37 paginiCase Study 2 - Kanawha River BridgeRyanÎncă nu există evaluări
- Asme B16.21 - 2016Document29 paginiAsme B16.21 - 2016AMITÎncă nu există evaluări
- Sikacrete - 114: Free Flowing Micro-Concrete For Grouting and RepairDocument3 paginiSikacrete - 114: Free Flowing Micro-Concrete For Grouting and Repairsmartman35Încă nu există evaluări
- J - Transmission Design PDFDocument27 paginiJ - Transmission Design PDFosvald97Încă nu există evaluări
- Interest Rates - KSFCDocument4 paginiInterest Rates - KSFCSanjay GowdaÎncă nu există evaluări
- Komatsu PC8000 Hydraulic Mining Shovel Assembly Procedure Manual Rev 02 2004Document156 paginiKomatsu PC8000 Hydraulic Mining Shovel Assembly Procedure Manual Rev 02 2004Pablo Andres Cortes Inostroza100% (4)
- VXS 2016 CatalogueDocument16 paginiVXS 2016 CatalogueUmma NakhlunÎncă nu există evaluări
- Adjustment of Contract & Final Accounts AsimentsDocument23 paginiAdjustment of Contract & Final Accounts Asimentsrubbydean100% (9)
- Fatigue Failure Resulting From Variable LoadingDocument67 paginiFatigue Failure Resulting From Variable LoadingTimothy Martinez100% (1)
- Eng MmountDocument38 paginiEng MmountIbrahimElKelanyÎncă nu există evaluări
- Stravigym Brochure (US-CA) - 1Document16 paginiStravigym Brochure (US-CA) - 1Tatiani ZanoniÎncă nu există evaluări
- Tubeskin Temper A Ture Mea TemperatureDocument32 paginiTubeskin Temper A Ture Mea TemperatureDiego CondeÎncă nu există evaluări
- IGBC GREEN BUILDING RATING SYSTEM UPDATEDocument8 paginiIGBC GREEN BUILDING RATING SYSTEM UPDATEEHS HalolÎncă nu există evaluări
- Astm17 0413Document4 paginiAstm17 0413anggaxkusumaÎncă nu există evaluări
- Pipe Rack & Rack PipingDocument23 paginiPipe Rack & Rack Pipingtrung652092100% (2)
- Product ListDocument25 paginiProduct ListdacrysÎncă nu există evaluări
- Lucknow Mohoney TableDocument14 paginiLucknow Mohoney TableShad FarasÎncă nu există evaluări
- Shaiju - Project EngineerDocument3 paginiShaiju - Project EngineerShaiju Narayanan100% (1)
- Duplex SSDocument2 paginiDuplex SSsjk_akolÎncă nu există evaluări
- MITC Technical CertificateDocument40 paginiMITC Technical CertificateEslam MansourÎncă nu există evaluări
- (PPT) Drawing 1Document29 pagini(PPT) Drawing 1AXELÎncă nu există evaluări
- HW 200Document40 paginiHW 200Nguyễn Trọng HùngÎncă nu există evaluări