S-ar putea să vă placă și
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (345)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- CMOS INVERTER-WPS OfficeDocument15 paginiCMOS INVERTER-WPS OfficekusumaÎncă nu există evaluări
- Series: Aluminum Electrolytic CapacitorsDocument4 paginiSeries: Aluminum Electrolytic Capacitorsyo mismoÎncă nu există evaluări
- Parameters Values Current (A) Voltage (V) : IEC TestDocument2 paginiParameters Values Current (A) Voltage (V) : IEC TestRukma Goud ShakkariÎncă nu există evaluări
- MC406Document2 paginiMC406VincenzoPensatoÎncă nu există evaluări
- Procurement of TransformerDocument15 paginiProcurement of TransformerRonak patelÎncă nu există evaluări
- Radar System Components and System DesignDocument13 paginiRadar System Components and System DesignRaushan SinghÎncă nu există evaluări
- Mech Eng TeDocument9 paginiMech Eng TekarimÎncă nu există evaluări
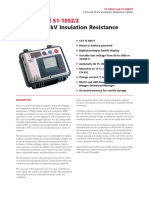
- Megger S1-552 - 2 5KV Insulation Tester DescriptionDocument5 paginiMegger S1-552 - 2 5KV Insulation Tester DescriptionBenabidÎncă nu există evaluări
- EMACH1 - DC GeneratorDocument60 paginiEMACH1 - DC GeneratorKiyoshi Jiro MalinaoÎncă nu există evaluări
- Electrocardiógrado EDAN SE-301Document66 paginiElectrocardiógrado EDAN SE-301Brevas Cucho0% (1)
- 2 SK 170Document5 pagini2 SK 170vdăduicăÎncă nu există evaluări
- Freescale - Semiconductor MPX5050DP Datasheet PDFDocument12 paginiFreescale - Semiconductor MPX5050DP Datasheet PDFMidoriMorganÎncă nu există evaluări
- KFUPMDocument8 paginiKFUPMahmedhamdiÎncă nu există evaluări
- 3UF70111AB000 Datasheet enDocument7 pagini3UF70111AB000 Datasheet enmajzdorÎncă nu există evaluări
- A New Approach To Cogging Torque Reduction in Surface-Mounted Permanent-Magnet MotorsDocument11 paginiA New Approach To Cogging Torque Reduction in Surface-Mounted Permanent-Magnet MotorsopticalwaveÎncă nu există evaluări
- WB315 10Kw Bell-Jar Resonator MPCVD SystemDocument2 paginiWB315 10Kw Bell-Jar Resonator MPCVD Systemm.khurana093425Încă nu există evaluări
- HP 5328A Service ManualDocument219 paginiHP 5328A Service ManualDragan LazicÎncă nu există evaluări
- Flyer 3el 3eq Design enDocument2 paginiFlyer 3el 3eq Design enJuan Carlos Robles QuirozÎncă nu există evaluări
- TEC1 127035 EnglishDocument3 paginiTEC1 127035 EnglishillemariusÎncă nu există evaluări
- OM Series Electric ActuatorsDocument4 paginiOM Series Electric ActuatorsMhdÎncă nu există evaluări
- Arc Flash Hazard Analysis and Mitigation PDFDocument20 paginiArc Flash Hazard Analysis and Mitigation PDFdes198267% (3)
- Gs 64 TerminalDocument28 paginiGs 64 TerminalJkp BukuljaÎncă nu există evaluări
- Digital Power System ProtectionDocument273 paginiDigital Power System ProtectionVikash Kumar100% (9)
- Equipment Grounding ConductorDocument4 paginiEquipment Grounding ConductorTan AkumaÎncă nu există evaluări
- AMEM 314 Labs Strain GaugesDocument12 paginiAMEM 314 Labs Strain GaugesZamri NasirÎncă nu există evaluări
- Template Manual Abb Ret 670 v1.1 Enu Tu2.22 v1.000Document18 paginiTemplate Manual Abb Ret 670 v1.1 Enu Tu2.22 v1.000m_dh87129100% (1)
- MilesTek Military/Aerospace CatalogDocument52 paginiMilesTek Military/Aerospace CatalogNickChippyEngbergÎncă nu există evaluări
- Summer Internship Project ReportDocument63 paginiSummer Internship Project Reportanilk5265Încă nu există evaluări
- Modul Peka Science Year 3Document11 paginiModul Peka Science Year 3Helyza HayesÎncă nu există evaluări
- GA500 Data SheetDocument27 paginiGA500 Data SheetAtoumane DiengÎncă nu există evaluări