Documente Academic
Documente Profesional
Documente Cultură
CAT Parts Inv CTL Seminar IC Manual 0708
Încărcat de
enjoythedocsTitlu original
Drepturi de autor
Formate disponibile
Partajați acest document
Partajați sau inserați document
Vi se pare util acest document?
Este necorespunzător acest conținut?
Raportați acest documentDrepturi de autor:
Formate disponibile
CAT Parts Inv CTL Seminar IC Manual 0708
Încărcat de
enjoythedocsDrepturi de autor:
Formate disponibile
Parts Inventory Control Seminar
Caterpillar Inc.
Rev. July 2008
Chapter
TABLE OF CONTENTS
TABLE OF CONTENTS .................................................................................... .................................. 3
INTRODUCTION......................................................................................... ........................................ 5
Parts Inventory Control Seminar ...................................................................................................... 5
CHAPTER 1 ......................................... ................................................... ............................................ 7
1.0 Inventory Control Basics ............................................................................................................ 7
1.1 What Is Inventory Control ...................................................................................................... 7
1.1 What Is Inventory Control ...................................................................................................... 8
1.2 The Objective Of Inventory Control....................................................................................... 8
1.3 The Concept Of Balance......................................................................................................... 9
Why is “balance” so important? .......................................................................................... 10
1.4 The Challenges Of Inventory Management.......................................................................... 11
1.5 The Importance Of Inventory ............................................................................................... 14
1.6 What Is An Inventory Manager To Do? ............................................................................... 15
CHAPTER 2 ......................................... ................................................... .......................................... 17
2.0 Life Cycle of a Part ................................................................................................................... 17
2.1 Phases Of A Life Cycle......................................................................................................... 17
2.1 Phases Of A Life Cycle......................................................................................................... 18
2.2 The Role Of Record Type..................................................................................................... 18
2.2 The Role Of Record Type..................................................................................................... 19
2.3 The Life Cycle Process ......................................................................................................... 21
Life Cycle Considerations.................................................................................................... 22
Life Cycle Considerations.................................................................................................... 23
2.4 The Life Cycle Is Changing.................................................................................................. 24
2.5 Pressures On The Life Cycle ................................................................................................ 25
2.6 Life Cycle Parameters........................................................................................................... 30
2.7 Developing A Life Cycle Strategy........................................................................................ 43
CHAPTER 3 ......................................... ................................................... .......................................... 45
3.0 Add-to-Stock............................................................................................................................. 45
3.1 The Add-To-Stock Process ................................................................................................... 45
3.1 The Add-To-Stock Process ................................................................................................... 46
3.2 How Parts Get Into Stock ..................................................................................................... 49
3.3 Decision Support Information............................................................................................... 52
3.4 Add-To-Stock Parameters..................................................................................................... 54
CHAPTER 4 ......................................... ................................................... .......................................... 73
4.0 Control-Of-Stock ...................................................................................................................... 73
4.1 The Control-Of-Stock Process.............................................................................................. 74
4.2 The Role Of Lead-Time........................................................................................................ 76
4.3 Demand Base Months And Annual Demand........................................................................ 81
4.4 Dependent Store Processing ................................................................................................. 90
4.5 Order Point Matrix and Min-Types ...................................................................................... 93
4.6 Order Point Calculations....................................................................................................... 96
4.7 Economic Order Quantity and Maximum Calculations...................................................... 107
Parts Inventory Control Seminar 3
Table of Contents
4.8 Miscellaneous Control of Stock Concepts and Parameters ................................................ 113
CHAPTER 5 ......................................... ................................................... ........................................ 125
5.0 Remove-from-Stock................................................................................................................ 125
5.1 The Remove-from-Stock Process ....................................................................................... 125
5.1 The Remove-from-Stock Process ....................................................................................... 126
5.2 Exhaust Stock Parameters................................................................................................... 128
5.3 Decision Support Information............................................................................................. 129
5.4 Replaced Parts..................................................................................................................... 131
CHAPTER 6 ......................................... ................................................... ........................................ 133
6.0 Surplus Management .............................................................................................................. 133
6.1 The Surplus Management Process ...................................................................................... 133
6.1 The Surplus Management Process ...................................................................................... 134
6.2 Surplus Accumulation......................................................................................................... 135
6.3 Surplus Min-Types.............................................................................................................. 136
6.4 Improvement Potential and Opportunity ............................................................................ 137
6.4 Surplus Disposition............................................................................................................. 139
CHAPTER 7 ......................................... ................................................... ........................................ 153
7.0 Inventory Reporting ................................................................................................................ 153
7.1 Dealer Business System Reports ........................................................................................ 153
7.1 Dealer Business System Reports ........................................................................................ 154
7.2 Key Performance Indicators (KPIs).................................................................................... 174
GLOSSARY .......................................... ................................................... ....................................... 181
APPENDIX .......................................... ................................................... ......................................... 201
FORMULAS .......................................... ................................................... ....................................... 215
Parts Inventory Control Seminar 4
Chapter
INTRODUCTION
Parts Inventory Control Seminar
Welcome to the Caterpillar Dealer Parts Inventory Control Seminar. This seminar
is designed to give those involved with inventory a better understanding of the
inventory control process. Emphasis will be placed on the various stages that
make up the Life Cycle of a part, and how this Life Cycle can be managed to
improve profitability and benefit a dealership’s inventory control process.
About This Seminar
The Parts Inventory Control Seminar is designed to teach you how to effectively manage the
Life Cycle of parts maintained within a Caterpillar dealership. Each chapter will provide you
with the necessary knowledge and skills required to successfully manage inventory.
Parts Inventory Control Seminar 5
Chapter
CHAPTER 1
1.0 Inventory Control Basics
This chapter introduces the basic components of the Inventory Control
process. You will learn the definition and objectives of Inventory
Control, why the concept of balance is so important, and how to
overcome the challenges involved in the process.
Upon completion of this chapter, you will be familiar with:
• What is Inventory Control
• The Objective of Inventory Control
• The Concept of Balance
• The Challenges of Inventory Management
• The Importance of Inventory
• What is an Inventory Manager to Do?
Parts Inventory Control Seminar 7
Chapter 1 – Inventory Control Basics
1.1 What Is Inventory Control
Inventory Control can be defined as a science-based art of controlling the amount of
inventory a business needs to economically meet the demands placed upon that
business. It is also the application of best practices and common sense procedures
used to control the inventory management process.
1.2 The Objective Of Inventory Control
The objective of inventory control is to 1) provide the right part, in the right quantity,
to the right place, at the right time, for the least practical cost and 2) maintain
equitable balance between inventory investment, customer service, and operational
efficiencies.
1) Provide the right part, in the right quantity, to the right place, at the right
time.
Each of the elements above is equally important in satisfying Inventory Control’s
objective. However, if one of these elements is missing, that element may influence
or compromise the objective more than others. For instance, if the right part is not
available from the start, the remaining elements really do not matter. Or if the right
part is available, but not in the right quantity, the opportunity for customer satisfaction
becomes compromised. In the case of a part not being deployed to the right place,
any gain from providing the right part in the right quantity is jeopardized. To maintain
a superior level of customer satisfaction, all elements of the objective have to be met
consistently and simultaneously for the least practical cost.
The last statement in the objective says to do all of it for the least practical cost. Few
need to be reminded that every decision in a parts department has an associated
cost. So, from an inventory control standpoint, every process related to stocking,
replenishment or re-deployment has to be achieved at the least practical cost.
2) Maintain equitable balance between inventory investment, customer service,
and operational efficiencies.
The financial side of a dealership also takes a valuable perspective on what
inventory control is supposed to do. The objective of inventory control is to maintain
an equitable and profitable balance between inventory investment, customer service
and parts department efficiency. This objective follows what is a common
understanding in the world of parts. No one number ever, ever tells the whole story.
This objective doesn’t bring a new challenge to parts nor is it a challenge that has
changed much over time. What has changed, however, is that meeting that
challenge has gotten more difficult and the resulting impact on performance and
profitability when the challenge isn’t met is significantly more costly.
Parts Inventory Control Seminar 8
Chapter 1 – Inventory Control Basics
1.3 The Concept Of Balance
The financial objective of inventory control leads directly to the need to further
discuss “balance.”
Balance is the most obvious and, at the same time, the most often ignored concept
in inventory management today. It easy for an organization to, for one reason or
another, lose perspective on how important it is to maintain a balance of inventory
investment, customer service and parts department efficiency. Achieving a balance
requires a solid understanding of what each key performance indicator is, where it
comes from, and how it can be impacted.
Consider the lesson learned by a dealer who, for a time, ignored “balance” entirely
and elected to favor inventory turnover to the total exclusion of all other performance
indicators. Turnover became “the only number that mattered.” Sales were steady to
slightly down so to improve turnover little choice remained but to drastically cut
inventory and that they did.
Short term (30-45 days): The impact on customer service and parts availability was
apparent but not entirely intolerable. Inventory was decreasing and, as one would
expect, turnover was increasing.
Mid-term (45-60 days): Inventory was definitely in a downward spiral. Turnover had
increased sharply but, predictably, so had backorder activity. Emergency
procurement costs (service fees and emergency transportation) escalated as
backorder activity increased. More customers seemed to want to talk about parts
availability and the added cost of emergency orders.
Long-term (60-90 days): Customer service hit “rock bottom.” Inventory was at a
record low. Turnover was at a record high as were emergency procurement costs.
Early morning emergency receiving activities had become a bottleneck for early hour
order processing. Service technicians and customers complained of having to wait
for backorder receiving. As inventory levels of moving items decreased, “stock outs”
increased and the number of stock replenishment bin trips increased. Returns,
particularly shop returns, increased dramatically. Overtime hours increased.
Warehouse productivity declined.
In a short 90 days or so, the dealer engineered an opportunity to learn first hand
about how trying to drive total performance from a single indicator (inventory
turnover) was a shortsighted approach to inventory management. Any opportunity to
profit from their record turnover was severely if not totally compromised by the
inefficiencies and additional costs of a heavy dependence on emergency
procurement and the costs of the related increase in the level of stock replenishment
activities.
It is more important today than ever before that the need to maintain an equitable
balance of inventory investment, customer service and parts department efficiency
be understood at the highest level of a dealer’s product support organization.
Parts Inventory Control Seminar 9
Chapter 1 – Inventory Control Basics
Why is “balance” so important?
What happens when there is far too much inventory?
Parts Service Improves: Probably but that’s not a guarantee. It depends on where
the overstock is. If the overstock came in moving inventory, service should, of
course, improve. However, if the overstock came in non-moving inventory, it may
have no impact whatsoever on parts service.
More Inventory Carrying Costs: Inventory carrying cost is calculated as a percentage
of the cost of a part. For example, a 25% carrying cost would indicate that it costs
about $.25 to own each $1.00 of inventory for a year. That cost includes the cost of
money, the risk of obsolescence, taxes, insurance, space, manpower, systems and
more. The bigger the inventory, the more the carrying costs. When there is a
significant overstock, the additional carrying costs will erode the savings associated
with an increased level of off-the-shelf service.
More Storage Costs: When inventory arrives, it has to be stored. When a warehouse
“overflows,” the risk of loss, damage and general deterioration increases. In the most
severe cases, additional storage equipment or perhaps even additional storage
facilities might be needed to handle the overflow properly to minimize the associated
risk of deterioration.
More Surplus: Despite the best of intentions, there will always be surplus. When a
dealer has more inventory than demand and performance requires, typically, there
will also be more surplus.
More Non-Returnable Surplus: Not all surplus is returnable to Caterpillar or any other
vendor. When there is a significant overstock, there will be more surplus and
probably a higher level of non-returnable surplus as well.
What happens when there isn’t enough inventory?
More Backorder Activity: When a dealer’s inventory falls below what it takes to
satisfy demand and maintain performance, a greater portion of the business will be
handled on an emergency basis as opposed to off-the-shelf. Backorder activity
escalates and emergency procurement costs increase accordingly.
More Emergency Service Fees: To a Cat dealer, Emergency Service Fees are an
added cost of doing business. More often than not, the least cost way for a dealer to
fill an order is “off-the-shelf.” As inventory decreases, what would have been filled
with off-the-shelf service becomes “emergency procurement activity.” With an
increase in emergency procurement activity comes an increase in emergency
service fees and the cost of doing business goes up.
More Stock Order Activity: Reducing inventory can actually increase stock
replenishment activities, particularly bin trips. Inventory reductions typically involve
applying less aggressive ordering parameters. Less aggressive ordering parameters
yield lower order points and reduced order quantities. What previously might have
taken three/four stock replenishment bin trips to handle a year’s demand might
Parts Inventory Control Seminar 10
Chapter 1 – Inventory Control Basics
require several additional trips due to having ordered smaller replenishment
quantities. The lower order points come with an increased risk of stock outs and
every stock out carries with it the additional activities of emergency procurement.
Thus, given the same or a similar level of demand, there is a point in the “life cycle of
an inventory reduction” where it will take more stock replenishment bin trips to
handle the same level of business.
More Documents: As the inventory decreases and the risk of additional backorder
activity increases, the percent of orders filled complete at point-of-sale decreases.
Any backorder will require one/more additional documents (packing lists and maybe
invoices) to complete the transaction.
More Credibility Concerns: When suddenly there is obviously not enough inventory,
a dealer’s reputation for customer service is going to suffer.
1.4 The Challenges Of Inventory Management
The challenges of inventory management have grown and are constantly changing.
Finding the right balance of inventory investment, customer service and operational
efficiencies is difficult and is made more challenging by a number of things.
Make no mistake about it; a Caterpillar dealer faces inventory management
challenges not necessarily experienced by those in other industries. Caterpillar parts
are not impulse items. When a service technician or a customer needs replacement
parts typically, it means that a machine or an engine is down. It isn’t running. It isn’t
working. When it isn’t working it isn’t earning a profit. A part of a business, or a
business in total, is suspended.
Just as it is important for a product support organization to understand the
customer’s sense of urgency when he needs parts, it is also important that the
organization understand the challenges of inventory management. Inventory
management isn’t an easy assignment. The concepts and processes are not always
intuitive but they are logical. Not everyone always appreciates how what they do
triggers decisions in inventory management. But, once acclimated to the pressures
and with some experience, you will find it to be an intriguing assignment. If it were
easy, more people would want to do it. Let’s think about why it isn’t easy.
Cat Product Line Expansion: It has proved difficult to get an exact number, but it is
estimated that Caterpillar’s current product line spans nearly 500 current models of
machines, engines and related products. Gone are the days of Cat just being a
manufacturer of track-type tractors, loaders, scrapers, trucks and engines. Today it’s
that and much, much more. Just as an example, there are nearly 50 models of
excavators. Then come the Telehandlers, Skid Steers, Integrated Tool Carriers,
Compactors, Pavers, Feller Bunchers and more. Engines go up into the 8,000 HP
range. With each plateau of growth came significant challenges for a dealer’s parts
department.
Parts Inventory Control Seminar 11
Chapter 1 – Inventory Control Basics
New Product Introduction (NPI): For the past several years, Caterpillar’s product line
expansion has been unequalled in the industry. NPI efforts have gone from being an
isolated event ten years ago to almost being a common occurrence today. But, every
good aspect of growth has brought with it a significant challenge. New product is also
low population product. It’s new and for a time there will be a limited population. In
the meantime, Parts has to be ready to support the machine or engine from the
beginning. Often that means a significant inventory investment with no tangible
guarantee of a return.
More Part Numbers: Right now there are more than 650,000 different part numbers
in Caterpillar’s parts system. Ten years ago, it was half that. We will discuss that
more about that shortly.
More Slower Moving Parts: As parts product lines grew, the heaviest growth came in
the slower moving parts categories.
Market Segmentation: A few years ago, Caterpillar defined 13 categories or market
segments to group customers more by the work they do than the products they use.
The intent was to have a way for financial and marketing information to flow from
dealers to Caterpillar. It provides the background information and opportunity to
focus resources and efforts to a specific market or groups of markets.
In Parts, market segmentation brought with it a dramatic increase in the number of
dealer stores, particularly smaller stores and, often, even smaller specialty stores.
From an inventory control perspective, more stores means more duplicate inventory
and even greater logistics and manpower requirements for what is typically a limited
return.
Shorter Lead-times: As dealers migrate from a weekly to a daily stock replenishment
cycle, there is typically some inventory reduction related to the reduced lead-time.
The challenging side of a shorter lead-time is that it impacts the fastest moving items
that are most sensitive to lead-time. Any hesitation or interruption in supply increases
the likelihood of stock outs or backorders dramatically.
Increased Complexity: The systems that drive inventory management are becoming
increasingly complex. That growing complexity is clearly reflected in day-to-day
processes and procedures.
Do More With Less: As has always been the case, a dealer’s parts department is
continually under pressure to do more with less people, less inventory, less
transportation. That in itself is a significant challenge.
Finance Wants To Improve The Return On Assets Ratio: A dealer’s finance
department is charged with maintaining and, if possible, increasing the organization’s
Return On Assets (ROA). Simply stated, ROA is a ratio that indicates profitability for
an organization relative to its total assets. In parts, it is typically net sales divided by
the value of the assets required to generate those sales, i.e., the facilities, the
inventory, systems and more. The higher the ratio, the more profitable the
organization. Reducing inventory in the face of steady to increasing sales can yield a
positive impact on ROA. But, from an inventory control standpoint, it isn’t a sure thing
Parts Inventory Control Seminar 12
Chapter 1 – Inventory Control Basics
nor is it easy to do considering the impact increasing demand has on inventory in a
demand based system, i.e., when demand increases, typically, inventory increases.
Beyond pressures to reduce inventory comes the ongoing struggle to reduce costs
by doing as much or more for the same or a reduced cost. Cost reductions come into
the ROA equation as an increase in net earnings.
Marketing Wants More Services: Marketing efforts can involve “services” that range
from special packaging to parts delivery to special commercial terms to special return
privileges. Not all may seem to impact inventory directly but each carries a cost and
that cost ultimately impacts ROA.
Expanded transportation networks: Dealer transportation networks are extensive and
costly. At the same time, they are “mission critical” to marketing product support.
Obviously, transportation costs do impact net earnings and ultimately ROA.
More product support or consignment inventories: Parts consigned to service trucks
or to work stations in a service department are examples of product support or
consignment inventories. Consignments are also those inventories consigned to
customer locations or job sites. If consignments have a common attribute, it is that
they are typically low volume, high maintenance and costly. Any additional costs
impact net earnings and ultimately ROA.
The challenge is to manage consignments carefully to best insure that their cost
doesn’t outweigh the positive impact they might have on sales.
Parts Inventory Control Seminar 13
Chapter 1 – Inventory Control Basics
1.5 The Importance Of Inventory
Off-the-shelf parts availability has always been a Caterpillar dealership’s chief hold
on the business. A dealer's reputation for parts availability ensures the ongoing sale
of equipment and helps sell new equipment to current and new customers.
In addition, any dealership’s service department should have a consistent and readily
available supply of replacement parts. Being able to meet the ongoing needs of
Caterpillar’s customers maintains trust and helps create new business. Keeping
inventory protects against higher than average demand and provides dealerships
with protection against short-term supplier shortages.
The following is a quote by Louis B. Neumiller, taken from a Caterpillar guidebook
entitled “Merchandising Caterpillar Parts” published in 1930. The quote came from a
chapter entitled “What is meant by Parts Service?”
“Good parts service is truly a great adjunct to sales. The character of service soon
becomes known throughout a dealer’s territory. If good, it keeps machinery sold – it
sells new machinery. It is the dealer’s chief hold on the trade.
Poor parts service is the open door to competition. It may cause more sales
resistance than all other reasons combined. Our service differs from that of
manufacturers whose products are utilized for pleasure purposes or which simply
contribute to the convenience of people. Caterpillar machinery is utilized for hard,
productive work. It is normally operating under severe conditions – accomplishing
results – earning a profit for the user.
Therefore, when a Caterpillar dealer receives a parts order he must give it the kind of
attention that may not be necessary in the service of other business. Caterpillar
Tractor Co. realizes that when it sells a machine it sells what might be termed a
business. A machine not operating for lack of repairs is a business suspended –
unproductive – unprofitable. To render service to such a machine should command
the principal attention of all concerned with service.
Good parts service comes as a result of good merchandising. Good merchandising
requires an earnest and understanding Parts man, an orderly, well equipped
storeroom, a reliable stock record, a complete selection of parts, fair prices, and
simple, definite rules by which to conduct business.”
Those words written many years ago are just as appropriate today and stress the
importance of inventory in the support of Caterpillar products and the future sales of
engines and machines.
Parts Inventory Control Seminar 14
Chapter 1 – Inventory Control Basics
1.6 What Is An Inventory Manager To Do?
At times, the complexity and extent of the inventory control process can seem
overwhelming to even the most experienced managers. There are so many
parameters, so many reports, so many numbers, and sometimes seemingly
conflicting objectives. The process can seem even more discouraging when any
sense of progress gets lost in the pressures and pace of day-to-day activities. So,
what is an inventory manager to do?
At the highest level, an inventory manager is expected to:
• Balance inventory investment and customer service.
• Maintain desired turnover.
• Minimize related operating costs.
• Provide appropriate management reporting.
To meet the above expectations, it is important to understand the Life Cycle of a
part, the pressures on the Life Cycle, and the functionality of its related parameters.
The following chapters will provide you with the necessary background and skills to
meet these expectations and successfully manage inventory
Parts Inventory Control Seminar 15
Chapter
CHAPTER 2
2.0 Life Cycle of a Part
Every part will eventually move through the phases of the Life
Cycle. How effectively a manager uses the opportunity to control the
timing of the transition, events and processes directly impacts
overall inventory performance, productivity and profitability. The
following chapter introduces the phases of the Life Cycle, Life Cycle
Parameters and the process of developing a Life Cycle strategy.
Upon completion of this chapter, you will be familiar with:
• Phases of a Life Cycle
• The Role of Record Type
• The Life Cycle Process
• The Life Cycle is Changing
• Pressures on the Life Cycle
• Life Cycle Parameters
• Developing a Life Cycle Strategy
Parts Inventory Control Seminar 17
Chapter 2 – Life Cycle of a Part
2.1 Phases Of A Life Cycle
The Life Cycle Of A Part is a reference made in Inventory Control to the “cycle” every
part eventually experiences. It refers to the defined phases in a life cycle that have
the Add-To-Stock, Control-Of-Stock and Remove-From-Stock processes.
In DBS-DBSi, discounting manual intervention, the transition in and out of each
phase is triggered by demand, i.e., the occurrence or the non-occurrence of “calls.”
Typically, a part begins a life cycle with its first non-stock call in the Add-To-Stock
phase. As demand occurs over time, there comes a point where the part qualifies to
be “stocked.” When that happens, the part moves from the Add-To-Stock into the
Control-Of-Stock phase.
In the Control-Of-Stock phase, the part will be stocked and the parameters,
processes and procedures used in stock replenishment routinely apply.
Eventually, demand will decline. When the demand history (number of calls) falls
below what it takes to remain “stocked,” the part transitions from the Control-Of-
Stock into the Remove-From-Stock phase.
Assuming no further activity, the part will stay in the Remove-From-Stock phase
pending disposition of any inventory. When the inventory of that part has been
entirely depleted, it becomes a non-stock part again and that life cycle is complete.
T h e L if e C y c le O f A P a r t
Demand
T im e
A d d -T o -S t o c k C o n t r o l- O f - S t o c k R e m o v e -F r o m -S t o c k
Parts Inventory Control Seminar 18
Chapter 2 – Life Cycle of a Part
2.2 The Role Of Record Type
In DBS-DBSi, Record-Type is an integral part of each and every store record.
Because it changes automatically when a part goes from one phase in a life cycle to
another, it clearly defines a part’s progression within a life cycle. The inclusion of
record-types in the DBS parts system brought significant functionality to the life cycle
processes beyond what can be achieved with just a stock and a non-stock record.
As the illustration points out, the life cycle processes depend heavily on record-type
to qualify records for the different life cycle processes. For example, non-stock,
made-stock, temporary and exhaust-stock records are the only record-types that
qualify for inclusion in the Add-To-Stock processes. The stocked record is the only
one that qualifies for stock replenishment. The temporary and exhaust-stock records
qualify for the Remove-From-Stock processes.
It’s important to develop an instinctive understanding of what each record-type is,
what it means and how it applies in each process.
Temporary Stock
Temporary Stock
Exhaust Stock
Madestock
S to c k
Nonstock
Nonstock
Demand
T im e
A d d -T o -S to c k C o n tr o l- O f-S to c k R e m o v e -F ro m -S to c k
Parts Inventory Control Seminar 19
Chapter 2 – Life Cycle of a Part
Record-Types Defined:
Non-Stock (N):
A non-stock store record identifies a part that is “not-stocked” at a specific store. It
may or may not have demand history but it cannot have an on-hand inventory
quantity.
Made-Stock (M):
A made-stock store record identifies a part that has qualified to become a stocked
part in that store and is in the Made-Stock Aging process. Discounting manual
intervention, it will have demand history but it may or may not have an on-hand
inventory quantity.
Stock (S):
A Stock store record identifies a part that is “stocked” in that store. It may or may not
have demand history to support remaining a stocked record (could be protective
stock or manually controlled) and it may or may not have an on-hand inventory
quantity.
Exhaust-Stock (E):
An exhaust-stock store record identifies a part that no longer qualifies to be stocked
in that store or one that has been replaced or discontinued. It may or may not have
demand history but it “will” have an on-hand inventory quantity. When its inventory
level (total available inventory) has been depleted in that store, it becomes a non-
stock record.
Temporary-Stock (T):
A temporary-stock store record identifies a part that came into inventory as the result
of a non-stock return. It may or may not have demand history but it “will” have an on-
hand inventory quantity. When its inventory level (total available inventory) has been
depleted in that store, it becomes a non-stock record.
Dead-Stock (D):
A dead-stock store record identifies a replaced or discontinued part with no demand
history and no an on-hand inventory quantity (total available inventory).
Parts Inventory Control Seminar 20
Chapter 2 – Life Cycle of a Part
2.3 The Life Cycle Process
Parts can move through the various life cycles depending upon call activity. As call
activity changes, the record-type may change based upon parameters. This section
explains the relationship of record-types to the various stages within the life cycle.
Add-To-Stock:
In the life cycle of a part, demand (calls) on a part will accumulate to a point where
the number of calls and the call interval meets or exceeds that store’s Add-To-Stock
Parameters. When that happens, the Non-stock, Temporary or Exhaust-stock store
record qualifies to become a “stocked” record.
When a part qualifies to be stocked, it has to go through the Made-Stock Aging
Process to validate the qualifying call. As a record qualifies for Made-Stock Aging,
its record-type will automatically change from non-stock, temporary or exhaust-stock
to made-stock. The record will remain as a made-stock record for a number of days
equal to that called for in the Made-Stock Aging Parameters in the event there
should be a return or some change in demand history that would otherwise disqualify
the part for stocking.
At the end of the Made-Stock Aging period, the part must re-qualify by meeting or
exceeding the current Add-To-Stock parameters as a final validation before
becoming a stocked part. If it qualifies the second time, its record-type automatically
changes to “stock” and the routine stock replenishment processes take over.
When there is a return against a made-stock part, it will, at least temporarily, reverse
the stocking process. To disqualify the part for stocking, the returns process
changes the record-type from made-stock to temporary or exhaust-stock depending
on the made-stock record’s Previous Record-Type. If its previous record-type had
been Non-stock or Temporary-stock, it goes back to temporary-stock. If it had been
exhaust, it goes back to exhaust-stock.
But that doesn’t end the story. The return activity sets the Record Active indicator in
the store record to “active.” As an “active record,” it will attempt to re-qualify to be a
stocked part in the very next stock replenishment update. If it can qualify, its record-
type changes back to made-stock and it gets another chance to survive Made-Stock
Aging. If not, it remains in the Remove-From-Stock phase and retains its record-type
of temporary or exhaust-stock and the on- hand inventory is quantity surplus to that
store.
Control-Of-Stock:
Just as records in the Add-To-Stock phase are being tested with every activity to see
if they qualify to be stocked records, the records in the Control-Of-Stock phase are
being tested with every activity and at every month-end (after the history roll) to
insure that they still qualify to be remain as stocked records. Only stocked records
qualify for routine stock replenishment. As long as they are qualified, all of the stock
replenishment processes apply just as they do for any stocked record. But,
eventually, demand will drop off and there comes a point when a stocked part can no
longer qualify to be a “stocked record.”
Parts Inventory Control Seminar 21
Chapter 2 – Life Cycle of a Part
Remove From Stock:
The Remove-From-Stock process purges Control-Of-Stock of parts that no longer
qualify to be stocked.
When a stocked part meets or exceeds its store’s Exhaust-Stock Parameters, its
record-type, if it has on-hand inventory quantity, automatically changes to Exhaust-
Stock and it will transition from Control-Of-Stock into the Remove-From-Stock phase
of its life cycle. Exhaust-stock parts that have on hand inventory quantity (total
available inventory) are considered surplus to that store and are identified by the
exhaust-stock record-type. It can remain as exhaust-stock in that store until the
inventory quantity has been fully depleted, be re-deployed to another store or
otherwise disposed of.
When an exhaust-stock record has “no inventory quantity” (no total available
inventory) it goes directly to non-stock to complete that life cycle. Said differently, an
exhaust-stock record has to have total available inventory, otherwise it will change
immediately to non-stock.
When a subsequent call occurs on an exhaust or temporary-stock part in the
Remove-From-Stock phase of a life cycle, it can re-qualify a part to be stocked and
as such, send it back into the Control-Of-Stock phase. When that happens, the
record-type changes to Made-stock and the part goes into Made-stock Aging.
When accumulated surplus cannot be re-deployed, transferred, returned, scrapped
or otherwise disposed of, a part’s progression in its life cycle stops in the Remove-
From-Stock phase. It cannot complete the life cycle (move on to non-stock) until the
inventory has been entirely depleted.
Temporary Stock
Temporary Stock
Exhaust Stock
Madestock
S to c k
Demand
Nonstock
Nonstock
T im e
A d d -T o -S to c k C o n tr o l- O f-S to c k R e m o v e -F r o m -S to c k
Parts Inventory Control Seminar 22
Chapter 2 – Life Cycle of a Part
Life Cycle Considerations
The Life Cycle can also be viewed as a circle. Often, it is a repetitive process
particularly in the slower moving categories of inventory. Calls can be so
infrequent that the interval between calls can cause a part to phase in and
phase out of a dealer’s inventory, repetitively.
Parts Inventory Control Seminar 23
Chapter 2 – Life Cycle of a Part
2.4 The Life Cycle Is Changing
There is compelling evidence that the life cycle of a part has experienced a recent
and discernable change. As the Caterpillar product line expanded, it came with a
tremendous growth in the number of line items required for product support. The
problem emerged when a disproportionate percentage of that growth came in the
categories of slower moving parts. Today, the Cat parts product line is even more
dominated by the slower moving parts.
As the growth came, it was obviously going to be a challenge for dealers to maintain
customer service on the existing and on the new product.
As dealers responded to the challenge, many adopted a strategy that included using
parameters that would stock more parts, increase depth of inventory and, in general,
lengthen the life cycle despite expectations of minimal activity.
In the following months, inventory increased, customer service increased and,
turnover, as expected, declined a bit.
The reduced turnover in what was a tentative business climate attracted the attention
of the financial side of many dealerships.
To maintain or improve profitability, finance pushed for improved inventory turnover
performance. Without a windfall increase in sales, improving turnover would require
implementing parameters that would stock fewer parts, decrease depth of inventory
and, in general, shorten the life cycle.
A shortened life cycle reduces the length of time for a part to qualify to remain in
inventory as a stocked part.
The flattened life cycle curve is the result of dealer’s implementation of a shortened
life cycle. More parts come into stock based on a qualifying call but their life cycle
ends before that long awaited “next call” occurs. When it can no longer qualify to be
a stocked part, it becomes surplus and is returned or otherwise disposed of.
Temporary Stock
Temporary Stock
Exhaust Stock
Madestock
S to c k
Demand
Nonstock
Nonstock
T im e
A d d -T o -S to c k C o n tro l-O f-S to c k R e m o v e -F ro m -S to c k
Parts Inventory Control Seminar 24
Chapter 2 – Life Cycle of a Part
2.5 Pressures On The Life Cycle
Make no mistake about it, despite all the new product, Caterpillar and dealers are as
much in the slow moving parts business today as ever. Therefore, as we begin to
explore what it takes to first survive and then excel in this business, it’s important to
consider what the challenges are and where the pressures come from.
Balancing The Demands Of Product Support And Finance:
There is a financial need for inventory performance that can be an opposing
pressure to product support’s need for parts availability and related logistical
services.
Those pressures are typically in conflict and there may never be a clear answer to
“how much is enough” that satisfies everyone. But, there needs to be a realistic
workable balance of “what can be done” with “what there is to work with.” Striking or
finding that balance isn’t a new challenge but it is getting increasingly more difficult
and it is certainly more complex than it used to be.
A Changing Business Environment:
A changing business environment will definitely increase or decrease the pressures
on life cycles. In down times, for example, the life cycle pressures increase.
Typically, the focus on inventory performance shifts from maintaining parts service to
increasing inventory turnover and life cycles begin to shorten accordingly. Parts will
be less aggressively stocked, less aggressively replenished and a part’s tenure as a
stocked part will shorten as more aggressive Remove-From-Stock parameters take
hold.
Conversely, in the best of times, the pressures on the life cycles typically decrease.
The demand for inventory performance shifts from turnover back to parts service and
life cycles begin to lengthen. As that happens, parts will be more aggressively
stocked, more aggressively replenished and a part’s tenure as a stocked record will
lengthen as less aggressive Remove From Stock parameters apply.
A Changing Machine Population:
The impact a major shift in a dealer’s machine population has on life cycles is closely
related to that of a changing business environment. When a population is building,
business is good and the focus will be on parts service. When a population is
declining, business is down and the focus will shift to turnover. The impact of either
mode will be clearly seen as a pressure that lengthens or shortens life cycles. A
significant change in the mix of machines in a population often presents a real
challenge. It might be necessary to gear up for what’s anticipated to be the new
population while simultaneously gearing down for what is expected to be the
declining population. The pressures on inventory performance, i.e., turnover and
parts service, can be formidable.
More Stores:
The expanded product line brought with it the marketing initiative to increase the
number of dealer stores and to bring the concept of specialty stores for hydraulics,
rental operations and more to market. The net result is that the number of dealer
stores has at least doubled. The impact on a life cycle is that there is typically
inventory at any one store, more duplicate inventory in all stores and, in some cases,
the demand in the specialty stores isn’t new demand, it’s demand displaced from a
larger store. Technically, the more stores a dealer has, the less demand there will
be at any one place and on any one part. In many ways, a number of smaller
inventories present a far more complex inventory management challenge than might
Parts Inventory Control Seminar 25
Chapter 2 – Life Cycle of a Part
a larger, single store inventory. Hence, the need for innovative life cycle parameters,
territorial stocking, dependent store processing, demand base months and more.
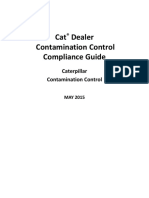
Cat’s 645,074 Part Numbers
3.21% - 20,704
>350 A
100 - 349 B 5.78% - 37,311
15 - 99 C 17.85% - 115,131
<15 D 73.16% - 471,928
More Slow Moving Parts:
By the very nature of the business, the Caterpillar parts product line has always had
more than its share of slow moving parts. The expanded product line brought with it
a disproportionate growth and an even greater dominance, of the slow moving parts.
The impact on Caterpillar is that the moving inventory has to move even faster to
compensate for the lack of movement in the non-moving inventory. The following
illustration defines the extent of that challenge at Caterpillar.
One of the drivers in Caterpillar’s stock replenishment systems is the A, B, C, and D
Warehouse Activity Indicators. It’s based on the number of entries (stock and
emergency) dealers make on Caterpillar worldwide.
Starting on the left side and at the base of the triangle, a “D” moving part has less
than 15 annual entries in the world. The “C” category spans the 15-99 annual call
range. The “B” category spans the 100-349 annual call range and the “A” parts are
the fastest moving with 350 or more annual entries.
The right side of the triangle shows how many and what percentage of the 645,074
different line items or part numbers fall into each classification.
Parts Inventory Control Seminar 26
Chapter 2 – Life Cycle of a Part
Caterpillar
Activity Indicators
Fast
A
B Medium
C
Slow
D
Starting from the base of the triangle, 73.16% of the 645,074 parts (471,928) are the
“D” or the slowest moving parts.
Although roughly half of the “D” parts are serviced as Made-As-Ordered, what’s left
is still a huge category of low to non-performing inventory.
The next 115,131 line items (17.85% of the total) have 15-99 entries per year and
are classified as “C” parts.
The next 37,311 line items (5.78%) have 100-349 entries per year and are classified
as “B” parts.
The last 20,704 (3.21%) of the parts have 350 or more entries and are Cat’s fastest
moving parts.
Just as Caterpillar’s inventory system is driven in part by the A, B, C and D
Warehouse Activity Indicators, dealer’s inventory control systems depend heavily on
the Fast, Medium and Slow Activity Indicators.
Starting at the top of the triangle, Cat’s “A” classification of parts correlates directly to
what a dealer sees as a “Fast” Moving Part.
Cat combines “B” and “C” to make up what a dealer sees as a “Medium” Moving
Part.
All “D” parts correlate directly to what a dealer sees as “Slow” Moving Parts.
The inherent difference in Caterpillar’s and a dealer’s role in the supply chain forces
a sharp contrast in how inventory will be distributed according to an A, B, C or D
classification and/or the Fast, Medium or Slow Activity Indicators.
Caterpillar’s role in the supply chain is to be the dealer’s supplier for any and all of
the 645,074 serviceable parts that make up the Caterpillar parts product line.
Regardless of demand, Caterpillar has little choice but to stock or otherwise provide
every serviceable part from the fastest to the slowest moving parts across all product
lines from the part’s inception (drawing board) to its final disposition (dumpster).
By contrast, a dealer serves as the point-of-sale provider (the retailer) to the markets
in his territory. As such, it is imperative that his inventory be driven by the product
support requirements of the machine, engine and related product population in that
territory.
Parts Inventory Control Seminar 27
Chapter 2 – Life Cycle of a Part
A further contrast is that Caterpillar provides dealers a number of disposition options
for accumulated surplus. The Surplus Return program does purge the majority of the
accumulated surplus from a dealer’s inventory.
The following illustration contrasts the Caterpillar inventory with what can be viewed
as a typical dealer’s inventory.
Cat’s 645,074 Part Numbers
3.21% - 20,704
>350 A
100 - 349 B 5.78% - 37,311
15 - 99 C 17.85% - 115,131
<15 D 73.16% - 471,928
The inventory distribution shown for the Caterpillar inventories is the same as shown
earlier. Although it is just shown in line items, the inference to the dominance of slow
moving parts is obvious.
The contrast in the line item distribution between Caterpillar’s and dealer’s
inventories is clearly in who has to stock the slow moving parts.
Parts Inventory Control Seminar 28
Chapter 2 – Life Cycle of a Part
Fast Moving Parts:
Dealers aggressively stock and replenish fast moving parts. Most dealers will have
invested some 60% or more of their inventory dollars in Fast Moving Parts. In line
items, fast moving parts will account for about 45% or more of their stocked lines.
More important is the fact that 45% of their stocked line item inventory will account
for some 70% of their “stocked” line item activity.
Medium Moving Parts:
Cat’s medium moving category of parts is some eight times larger than fast and it is
significantly less active. For example, demand has driven this “typical dealer” to
invest 35% of his inventory dollars in medium moving parts. In line items, that
investment covered 53% of his stocked line item inventory but it only supported 29%
of his stock line item activity. Although obviously slower moving, Medium moving
parts are still important to a dealer’s product support effort. Unfortunately, in terms of
inventory performance, they do come at a greater cost.
Slow Moving Parts:
The slow moving category of parts is the largest and the least active category in the
Caterpillar-dealer distribution network. Obviously, the management of slow moving
parts is a monumental inventory management challenge for Caterpillar. It is not the
same or even a similar challenge for dealers. Few dealers will have as much as 5%
of their inventory investment in Slow Moving Parts to support barely 1% of their
stocked line item activity.
Should Dealers Stock Slow Moving Parts?
In the late 1970’s, Caterpillar assumed the sizeable burden of being the distribution
network’s primary source for the “D” or “Slow Moving” parts. The intent was to use
the emergency service fee structure to encourage dealers “not” to stock the slowest
moving inventory in favor of more aggressively stocking and replenishing fast and
medium moving inventory. As the previous illustration clearly shows, that is exactly
what has happened. In the past 10-15 years, the slow moving indicator has become
a reference synonymous with a non-stock, service fee exempt part. As a result, few
dealers intentionally stock Slow Moving Parts. What dealers have could be stocked
for new product or some other product support commitment but is more likely to have
accumulated from non-stock returns.
Parts Inventory Control Seminar 29
Chapter 2 – Life Cycle of a Part
2.6 Life Cycle Parameters
Life Cycle Parameters are an integral part of the DBSi Ordering Parameters. They
control the timing of events, such as record-type changes, that occur when a part
qualifies to move from phase-to-phase in a life cycle. They control the events related
to add-to-stock, stock replenishment, and surplus identification and disposition.
Therefore, before one can develop an effective Life Cycle Strategy, it’s important to
consider the relationship each parameter has to the overall process.
The life cycle parameters can make the life cycle process as automatic or as manual
as a dealership, source-of-supply or store strategy requires.
The DBS-DBSi Life Cycle Parameters Apply By:
Source-Of-Supply (SOS):
Life Cycle Parameters apply by Source-Of-Supply to allow a dealer to segment an
inventory by supplier or manufacturer within the broader category of “total inventory.”
It’s an important distinction. It means that each source-of-supply can be managed
and controlled differently according to its potential to contribute to a dealer’s product
support capability and overall inventory performance.
Store:
Beyond source-of-supply, store is the next most important distinction. Applying
source-of-supply by store means that any defined source-of-supply can be controlled
differently in any store.
Territorial Hierarchy:
Provides the capability to establish a territorial hierarchy unique to any source-of-
supply. This provides the capability to roll non-stock demand history from a lower
level store in the territorial hierarchy to a store that may have a stocked record higher
in the hierarchy.
Activity Indicator (Fast- Medium- Slow):
The Life Cycle Parameters provide the capability to control the inventory related to
each Source-Of-Supply by the designated Activity Indicator. For Caterpillar SOS
parts, this relates to the Fast, Medium, and Slow moving indicators.
Returnable/Non-Returnable Status:
The Life Cycle Parameters provide the capability to manage and control the
inventory related to each Source-Of-Supply by the designated Return Indicator. This
indicator determines whether the part is returnable/non-returnable to the vendor for
surplus returns.
Unit D/N Dollar Limits:
The Life Cycle Parameters provide the capability to control the inventory related to
each Source-Of-Supply by Unit D/N Dollar Limits differently. This allows inventory
control to manage life cycle parameters differently low dollar and high dollar parts
based on activity indicator and returnable/non-returnable status.
Demand Base Months:
The Life Cycle Parameters provide the capability to control the inventory related to
each Source-Of-Supply by Demand Base Months differently. Demand base months
determines the number of months used to accumulate call history for use in the life
cycle parameters.
Parts Inventory Control Seminar 30
Chapter 2 – Life Cycle of a Part
Call History:
The Life Cycle Parameters provide the capability to control the inventory related to
each Source-Of-Supply by Call History. The number of calls is used to determine
what phase a part is in within the life cycle.
Life Cycle Parameters Drive The Following
Processes:
Nonstock/Madestock Review:
The Non-Stock/Made-Stock Review parameters apply in the Add-To-Stock Life Cycle
Phase. They control the display of a part with its associated decision support
information on the Non-Stock/Made-Stock Review report.
The process applies to calls “equal to/greater than” qualification logic to
qualify/disqualify a part for display on the report. If, for example, qualified calls are
equal to/greater than the parameter setting, the part will appear on the report. If calls
are less than the parameter setting, it will not display, at least on its own merits. It
may display as a reference should another store have qualified in the same stock
replenishment update.
Add-To-Stock:
The Add-To-Stock parameters apply in the Add-To-Stock phase. They control the
timing of a store record’s transition from the Add-To-Stock phase in a life cycle to
“Control-Of-Stock.”
The record-type associated with this change is made-stock. When it qualifies, a non-
stock, exhaust-stock or a temporary-stock record will change to “made-stock.” If the
part is still qualified at the end of the Made-Stock Aging period, the record-type will
change from made-stock to stock. If it doesn’t qualify, the record-type will revert to
its previous record-type.
Add-To-Stock, like the Nonstock/Madestock Review process, applies to calls “equal
to/greater than” qualification logic at each decision point (non-stock to made-stock
and made-stock to stock) in the process.
Add-To-Stock “calls” is the pivotal parameters setting in the life cycle parameter
synchronization process that will be shown shortly.
Force Part To Suggest Order:
The Force Part To Suggest Order parameters establish a point in the Control-Of-
Stock phase where, based on the “non-occurrence” of calls, a stocked part no longer
qualifies for routine or automatic stock replenishment.
This process applies a “less than” qualification logic for calls. For example, a 2 call
in 12 months Force Part To Suggest Order parameter would block automatic order
when demand fell to” less than” 2 calls in 12 months which means one call or no
calls in 12 months.
Forcing a part to “Suggest Order” does provide the opportunity to re-deploy available
surplus, to manually non-stock a part, or to order the part for some product support
reason beyond accumulated calls.
Exhaust-Stock:
In the Remove-From-Stock phase of the life cycle curve, the Exhaust-Stock
parameters establish the point where a stock record no longer qualifies to be
stocked. Calls have fallen below what it takes for a stocked part to remain a stocked
record.
Parts Inventory Control Seminar 31
Chapter 2 – Life Cycle of a Part
The associated record-type change is from “Stock” in the Control-Of-Stock phase of
a life cycle to “Exhaust-Stock” in the Remove-From-Stock phase.
Exhaust-Stock, like the Force The Exhaust-Stock Parameters, apply a “less than”
qualification logic for calls. For example, a 1 call in 12 month Exhaust Stock
parameter would “exhaust” a part that had fallen to zero calls in 12 months.
Understand that an exhaust-stock part, although it is considered surplus to its store,
it may or may not be surplus to its territorial hierarchy or to the dealership.
Setting Life Cycle Parameters:
Life Cycle Parameters use:
• Base D/N Limits
• Demand Base Months
• Add-To-Stock Calls
Life Cycle Parameters apply by:
• Source-Of-Supply
• Territorial Hierarchy
• Store
• Activity Indicator (Fast-Medium-Slow)
• Returnable/Non-Returnable Status
• Unit D/N Dollar Limits
• Demand Base Months
• Call History
Should all parameters be set the same? Probably not!
Consider
• The role each store plays in the dealership’s overall product support
strategy…
• Each store is expected to contribute to the dealership’s overall inventory
performance…
• Important each source-of-supply is to the achievement of the dealership’s
overall product support strategy…
• Each source-of-supply is expected to contribute to overall inventory
performance…
Each/every “consideration” impacts how the Life Cycle Parameters should be set for
each source-of-supply within each store.
Parts Inventory Control Seminar 32
Chapter 2 – Life Cycle of a Part
Source-Of-Supply
9Enter Source-Of-Supply
9Key CF 7
In this example, source AAA is Caterpillar
Parts Inventory Control Seminar 33
Chapter 2 – Life Cycle of a Part
Store
9Select (“S”) the store to be displayed or maintained.
9Press Enter
The Source (SOS) Ordering Parameters Apply By Store within
Source.
Parts Inventory Control Seminar 34
Chapter 2 – Life Cycle of a Part
Source-Store
9Select “S” Life Cycle Parameters
9Press Enter
Parts Inventory Control Seminar 35
Chapter 2 – Life Cycle of a Part
Base D/N Dollar Limits
9Key a unit dealers net value for Returnable and Non-
Returnable Fast, Medium and Slow moving parts.
•The BASE D/N LIMITS provide a way to set a distinction
between the “expensive” and the “less expensive” Returnable
and Non-Returnable Fast, Medium and Slow moving parts.
•In the Life Cycle Parameter Synchronization process, Base D/N
Limits sets the D/N values to be used in all life cycle
parameters.
Parts Inventory Control Seminar 36
Chapter 2 – Life Cycle of a Part
Demand Base Months
9Key a number of months to be used as Demand Base Months
•In the Life Cycle Parameter Synchronization process, Demand Base
Months sets the number of months for call history to be used in all life
cycle parameters.
• In the stock replenishment process, Demand Base Months sets the
number of months to be used in the calculation of “annual” demand.
Parts Inventory Control Seminar 37
Chapter 2 – Life Cycle of a Part
Add-To-Stock Calls
9Key a number of calls to serve as Add-To-Stock Calls
•In the Life Cycle Parameter Synchronization process, Add-To-
Stock Calls sets the number of calls to be used in all life cycle
parameters.
Parts Inventory Control Seminar 38
Chapter 2 – Life Cycle of a Part
Parameter Synchronization
Parameter Synchronization is an
optional process. When applied, it
brings consistency to the Life Cycle
Parameter settings.
Synchronization will apply the same D/N Dollar Limits to all Life Cycle Parameters.
Synchronization will apply the same Demand Base Months to all Life Cycle
Parameters.
Synchronization uses Add-To-Stock calls as the Add-To-Stock parameter and is the
pivotal setting for the Non-Stock/Made-Stock Review, Force Part To Suggest Order
and Exhaust-Stock parameters.
Synchronization sets Non-Stock/Made-Stock Review calls at one call less than Add-
To-Stock calls.
Synchronization sets the Force Part To Suggest Order calls equal to Add-To-Stock
calls (because it applies less than logic).
Synchronization sets Exhaust-Stock calls at one call less than Force Part To
Suggest Order calls (because it applies less than logic).
Parts Inventory Control Seminar 39
Chapter 2 – Life Cycle of a Part
Synchronize Or Not To
Synchronize
9CF 10 Synchronizes
9CF 11 Skips Synchronization
•Synchronization is optional.
Parts Inventory Control Seminar 40
Chapter 2 – Life Cycle of a Part
Synchronized!
9D/N Dollar Limits set consistently.
9Demand Base Months set consistently.
9Add-To-Stock set equal to Add-To-Stock Calls
•Applies equal to or greater than qualification logic.
9Non-stock/Made-Stock Review set at one call less than Add-To-Stock Calls.
•Applies equal to or greater than qualification logic.
9Force Part To Suggest Order set equal to Add-To-Stock calls.
•Applies less than qualification logic.
9Exhaust Stock set at one call less than Force Part To Suggest Order.
•Applies less than qualification logic.
Parts Inventory Control Seminar 41
Chapter 2 – Life Cycle of a Part
How to Interpret the Life Cycle Parameter Screen
Whether one chooses to synchronize or not, it is important to understand the life
cycle parameter screen and how to interpret it.
• First, determine the returnable/non-returnable status of the part.
• Second, determine the activity indicator (F-Fast, M-Medium, S-Slow) of the
part.
• Finally, determine the dealer net value (unit cost) of the part.
Once you have determined these three factors, you can now identify what
parameters this part will have applied to it.
For example, if you have a part that is returnable with a dealer net value of $75 and
is a fast moving part, the add-to-stock parameter for that part is 2 calls in 12 months.
This is determined by identifying that the RTN D/N LIM is Less than or = D/N Limit of
$150, so you will look at the calls/month on the left hand side of the screen for a fast
moving part.
If the part was returnable with a dealer net value of $750 and is a fast moving part,
the add-to-stock parameter for that part is 3 calls in 12 months. This is determined
by identifying that the RTN D/N LIM is Greater than D/N Limit of $150, so you will
look at the calls/month on the right hand side of the screen for a fast moving part.
If D/N LIM of a part is Less than or = D/N Limit, call/months parameters on the left
hand side apply. If D/N LIM of a part is Greater than D/N Limit, call/months
parameters on the right hand side apply.
Parts Inventory Control Seminar 42
Chapter 2 – Life Cycle of a Part
2.7 Developing A Life Cycle Strategy
From an overall inventory management perspective, it important for any organization
to have a clearly defined, generally understood and agreed upon strategy for
maintaining or improving inventory performance.
A “strategy” is simply a plan that begins with a definition of the organization’s
expectations (goals and objectives) for inventory performance. It defines what needs
to be done, why it needs to be done, how it is going to be done and the
measurements that will tell if it has been done.
A strategy can be as simplistic or as inclusive as the planner or the organization
requires.
It is important for an inventory manager to clearly understand his organization's
expectations for inventory performance. Consider drafting a description of the
dealership's product support strategy from an inventory manager's perspective.
1. Transform the organization's product support strategy into realistic, attainable
and supportive inventory performance goals.
2. Benchmark the current level of inventory performance.
3. Appraise the organization's satisfaction with the current level of inventory
performance.
4. Once goals are accepted and approved, develop a strategy around DBS Life
Cycle Parameters to improve inventory performance.
5. Define appropriate performance measurements (Key Performance
Indicators).
6. Develop a structure for management reporting.
7. Implement the strategy through DBS Life Cycle Parameters.
8. Report performance and progress to management.
Parts Inventory Control Seminar 43
Chapter
CHAPTER 3
3.0 Add-to-Stock
The Add-To-Stock process occurs in the initial phase of a part's Life
Cycle. From an inventory investment standpoint, the add-to-stock
decision is the most critical to performance and profitability.
Upon completion of this chapter, you will be familiar with:
• The Add-to-Stock Process
• How Parts Get into Stock
• Decision Support Information
• Add-To-Stock Parameters
• Territorial Stocking
• Performance Measurement
Parts Inventory Control Seminar 45
Chapter 3 – Add-to-Stock
3.1 The Add-To-Stock Process
The Add-To-Stock process occurs in the initial phase of a part's life cycle. From an
inventory investment standpoint, decisions related to adding a part to stock are the
most critical to the dealer's performance and profitability. In DBS, a part's record type
will change as it moves through the defined stages of its Life Cycle.
Typically, non-stock, madestock, exhaust stock and temporary stock records qualify
for consideration in the Add-To-Stock process.
Non-stock (N): A part that is not stocked. It may or may not have demand history,
but it cannot have an on-hand, in process, in return or an on-order quantity.
Made-stock (M): A part in the madestock aging process.
Exhaust Stock (E): A part that, due primarily to declining demand, no longer
qualifies for stock replenishment or one that has been replaced or discontinued.
Temporary Stock (T): A part in stock as the result of a non-stock return.
Made-Stock
Non-Stock
Temporary-Stock
Exhaust-Stock
Stock
Demand
Non-Stock
Time
Add-To-Stock Control-Of-Stock Remove-From-Stock
Parts Inventory Control Seminar 46
Chapter 3 – Add-to-Stock
In the DBS system, record-type plays a critical role in the Add-To-Stock process.
Record-Type reflects a part’s progression in a life cycle. It defines the role each
store record has in the process even to the point of defining how extensively a
territorial hierarchy utilizes demand history.
Yet, when it comes right down to the issue at hand, the Add-To-Stock process is all
about making decisions in an environment where there isn’t an indicator that makes
any decision a sure thing and where even not making a decision is making a
decision.
Most will admit that there are times when an Add-To-Stock decision can be
personally bothersome. Making a decision to stock a part is a direct and, at times, a
sizeable investment of dealership’s resources with no real guarantee of a return on
that investment.
In a seminar a while ago, an inventory manager offered the following observation of
what he learned in his struggle to find his own comfort level within the Add-To-Stock
process.
“Eventually, you understand that Add-To-Stock is, in large part, a process of making
the best decision you can make based on what you have to work with at a specific
point in time. You learn to use the system and the system parameters to your
advantage. You learn the value of being consistent. You learn to make timely
decisions and, you learn to move on.”
That message covers a lot of territory. It infers that we are yet to see a crystal ball
for add-to-stock. Thus, the drive for performance falls to an essential need to
understand the system you have to work with and how to use it to your advantage to
make the best point-in-time judgment call you can make day in and day out.
It is important to understand that in the DBS systems, the Add-To-Stock process is
controlled by a set of parameters that apply at the Source-Of-Supply and Store level.
Depending entirely on those settings, the process can easily be as automatic or as
manual as a dealer wants it to be.
The DBS systems (DBS and DBSi) are demand-based. The fact that calls do or do
not occur is driving virtually every process and particularly those related to Add-To-
Stock.
Parts Inventory Control Seminar 47
Chapter 3 – Add-to-Stock
As a process, Add-To-Stock begins when, in the initial phase of a part’s Life Cycle, a
part has its first call. If a master record has not been previously established, the first
call starts an automatic process that sets up a parts master and a store record using
information from the Cat Price/NPR File, the transaction itself and the store involved.
With that non-stock call and with every subsequent non-stock call thereafter, the
system compares that store’s demand history and other related information to the
Add-To-Stock Parameters to see if the part can qualify to be stocked.
When a part qualifies for a non-stock review (see the Non-Stock Review
Parameters), it displays with its current record-type and associated decision support
information on the Non-stock/Made-Stock Review Report.
When a part qualifies to be stocked, the record-type automatically changes to made-
stock. It begins the Made-Stock Aging process and it displays with its associated
decision support information on the Non-Stock/Made-Stock Review report.
The choice at that point is to validate the system’s parameter driven response to a
qualifying call by (1) leaving it alone to stock by default at the end of Made-Stock
Aging, or (2) to stock it immediately by changing the record-type or (3) to maintain
(change) the demand history to possibly reverse the process should the qualifying
call or calls appear invalid.
Discounting manual intervention, a part will remain in the Made-Stock Aging process
for a parameter-controlled number of days as part of the process of validating the
qualifying call. A return against a made-stock part, for example, will reverse the add-
to-stock process.
At the end of Made-Stock Aging, the part has to re-qualify against current Add-To-
Stock parameters before it can become a stocked part.
If the part qualifies a second time, the record-type automatically changes to stock
and it moves into the Control-Of-Stock phase of the life cycle. The current date
overlays Date-To-Stock and the routine stock replenishment processes take over.
If, at the end of Made-Stock Aging, a part no longer qualifies to be stocked, record-
type reverts to its previous record-type and the part remains in the Add-To-Stock
phase of its life cycle.
Parts Inventory Control Seminar 48
Chapter 3 – Add-to-Stock
3.2 How Parts Get Into Stock
Part basically get into stock in one of two ways:
• Historical Demand
• Anticipated Demand
There are several variations to historical and anticipated demand and what follows
will give the reader a better understanding of what is meant by each.
Historical Demand
Historical demand can be separated into valid demand and invalid demand. That is,
some demand is accurate and a dealer should stock for this demand activity, while
other demand is not valid due to a number of circumstances and a dealer is stocking
parts unnecessarily.
Valid Demand
In concept, the best add-to-stock decisions are those that use the occurrence of valid
and independent calls as the primary driver. Thus, recording and maintaining valid
demand history is very important. It is especially important in the DBS systems
because they are entirely demand based. Nearly everything in the inventory control
system is driven by the occurrence or the non-occurrence of demand (calls). The
more valid the demand history, the better the resulting Add-To-Stock decision.
The majority of a dealer’s stocking decisions result from their validation or agreement
with the system’s parameter driven response to demand history. Said differently, the
system indicated a part has qualified to be stocked and the dealer agrees and allows
the system to stock the part.
When a part qualifies for a review or qualifies to be stocked, it displays on the Non-
Stock/Made-Stock Review report with all of its demand history and whatever decision
support information is available at that point in time. Decision support information
relates to whom, what, when, where and possibly even why a service technician or a
customer ordered that part. The task at hand is to validate the qualifying call or calls.
Just the fact that a call occurred isn’t always a valid qualification for a part to be
stocked. It’s important to be curious and to use resources such as the Non-
Stock/Madestock Review report, the audit trail and other inquiries to validate the
qualifying call or calls.
Typically, the information that appears on the Non-Stock/Made-Stock Review report
is viewed as a valuable insight into the non-stock activity occurring in a territory. The
repetition of seeing customer names and machine model and serial numbers will
develop into an instinct for a machine population and a customer base. Develop and
learn to trust a common sense approach to the decision making process but above
all, be curious about the detail and make consistent decisions.
Invalid Demand
When invalid demand drives the Add-To-Stock process to stock parts that shouldn’t
have been, it contributes directly to the cost of surplus accumulation and, more often
than not, the additional cost of surplus disposition.
When invalid demand is recognized as such, it should be changed so it won’t later
appear valid and cause a part to be stocked that shouldn’t have been.
Returns:
Despite the preventive measures built into the DBS returns process, a return can still
be a source of invalid demand. The DBS returns process does automatically
Parts Inventory Control Seminar 49
Chapter 3 – Add-to-Stock
compensate (reduce demand history) for most returns. However, the opportunity for
an automatic adjustment is restricted to what can be handled in the current plus the
two previous months of demand history. When an automatic adjustment cannot be
made, the exceptions will be reported on the Unadjusted Demand report. If the
Unadjusted Demand report isn’t being worked, parts will certainly be stocked based
on invalid demand thus contributing to the cost of surplus accumulation and, more
often than not, the additional cost of surplus disposition.
Ordered In Error:
Any return is evidence of a part “ordered in error.” Obviously, it wasn’t needed or it
wouldn’t have been returned. There will always be a certain level of returns but
when they appear excessive it can point to a need for order reference training.
Duplicate Calls Can Be “Invalid Demand:”
Duplicate calls occur when a part is entered multiple times on the same document.
Each line item entry registers a call. A recent improvement in DBS consolidates the
multiple line item entries within a document to minimize the occurrence of duplicate
calls. It has significantly reduced “duplicates” but it will not eliminate all possible
occurrences. The important thing is that anytime such a situation is recognized, take
the time to fix the record.
Wrong Transaction Code:
No system can detect the true difference between normal and abnormal demand
because it is more of a judgment call than anything else. Therefore, it is critical to
have the appropriate transaction code applied at order entry. When the abnormal
demand transaction code is applied as a sale type or as a line item override, the
system bypasses the step of recording demand history. If that intervention doesn’t
happen and it should have, then parts can certainly be stocked when they shouldn’t
have been.
Parts Inventory Control Seminar 50
Chapter 3 – Add-to-Stock
Anticipated Demand
In addition to stocking for historical demand, dealers also stock for anticipated
demand. Anticipated demand typically is a result of a new product entering a
dealer’s territory for which historical demand does not exist. Stocking for anticipated
demand is a pre-requisite of inventory control.
Protective Stock
Stocking in anticipation of demand includes those items added to support a dealer’s
New Product Introduction (NPI) processes. Typically, those parts will be set up as
Protective Stock, given a Protected Reason and a Months Protected.
Product Support Requirements
Special product support requirements such as availability guarantees, Customer
Support Agreements, extended or special warranty situations, or product
Improvement Programs will cause dealers to aggressively stock in anticipation of that
demand. As mentioned earlier, inventory may also be set up as Protective Stock or
as Temporary Frozen in order to distinguish it from all other inventory.
Unless that inventory is clearly identified and distinguished from all other inventory, it
will be extremely difficult to manage or difficult to quantify should you be asked to
show the product support impact of those parts.
Special Customer or Market Requirements
Stocking for customer or market requirements includes those items stocked for the
demand of a specific customer or a group of customers or even a specific market.
Stocking mining parts for the Mining market in general might be a good example.
The important thing is to identify those parts as protective stock or temporary frozen
to distinguish them from all others should the need arise to define how the inventory
is supporting the strategy.
Parts Inventory Control Seminar 51
Chapter 3 – Add-to-Stock
3.3 Decision Support Information
Decision Support Information is just a term that refers to all of the information
associated with a part and the transactions that impact inventory and demand
history. Despite the lengthy list, there isn’t a single indicator that is the answer as to
why a part should or should not be stocked. But each bit of information, each
indicator is worth something in the overall process. All together, it qualifies as
decision support information.
The following table provides a brief description of what kind of information is
available on the Non-Stock/Made-Stock Review Report and where it comes from.
Parts Identification:
From the Cat Price/NPR Record
Part Number Part Number
Description Description
Status (UDPRAT): Blank = Returnable
U = Unidentified
D = Discontinued
P = Perishable
R = Replaced
A = Attachment
T = Engine
Activity Indicator F = Fast, M = Medium, S = Slow
Commodity Codes (CC/BEC) See Commodity Code in Glossary
From the Dealer Part Master Record
Source-Of-Supply (SOS) Source-Of-Supply
Number Of Stores Number Of Store Records
From the Dealer Store Record
Record-Type Record-Type for Each Store
Territory History Used Yes/No
Demand History Current Month + Previous 24 Months
Non-Stock/BAS History Detail Store
Activity Date
Transaction Code
Transaction Quantity
Document Number
Customer/Work Order Number
Customer Name
Make-Model-Serial Number
From the Dealer Ordering Parameters
Territorial Hierarchy Defines Store Inclusions
Life Cycle Parameter Settings D/N Dollar Limits
Demand Based Months
Add-To Stock Calls
Made-Stock Aging Days
Parts Inventory Control Seminar 52
Chapter 3 – Add-to-Stock
Because the DBS system does not have an on-line Add-To-Stock review function,
the essential decision support information displays in its most useable form only on
the Non-Stock/Made-Stock Review Report.
Understand that there are display and maintenance functions available that give
access to parts masters, store records, the Price/NPR file, the Ordering Parameters
and more. There just isn’t a “consolidated” territorial display that shows the demand
history rolled up as the system would use it in a territorial application. But, it does
display as it was applied by the system (consolidated) on the Non-Stock/Made-Stock
Review Report.
Parts Inventory Control Seminar 53
Chapter 3 – Add-to-Stock
3.4 Add-To-Stock Parameters
The Add-To-Stock process is controlled by a set of parameters that apply at the
Source-Of-Supply and Store level. Depending entirely on how those parameters are
set, the entire Add-To-Stock process can be as automatic or as manual as a dealer
wants it to be.
Non-Stock/Made-Stock Review:
The Non-Stock/Made-Stock Review Parameters and the Add-To-Stock Parameters
control the associated record-type changes and, the timing of when that information
displays on the report.
As a parameter, both the Non-Stock/Made-Stock Review and the Add-To-Stock
parameters use an equal to or greater than call qualification logic. In the example
above, when a fast moving, returnable less than $150 part has one or more calls in
12 months, it will qualify to be displayed on the Non-Stock/Made-Stock Review
Report. If the dealer’s net price on the same part were, in this case, greater than
$150, it would not display the part until it had two calls or more in 12 months.
NOTE: Remember when to use the call/month parameters on the left or right!
If D/N LIM of a part is Less than or = D/N Limit, call/months parameters on the left
hand side apply. If D/N LIM of a part is Greater than D/N Limit, call/months
parameters on the right hand side apply.
The purpose of setting the parameter to cause a review is to validate qualifying calls
in a timely fashion. It is easier to validate an activity related to a particular repair or
some related activity shortly after it occurs rather than weeks or months later. One
part displaying on a review may lead to having to validate several others from the
same order or perhaps the same job.
Parts Inventory Control Seminar 54
Chapter 3 – Add-to-Stock
When the activity appears valid no maintenance is required. When the activity
appears invalid, the decision support information needs to be modified. Do the
maintenance on the Store Record and on the associated Non-Stock History Record.
Add-To-Stock:
The Add-To-Stock parameters qualify a part for a record-type change (to made-
stock) and to display on the Non-Stock/Made-Stock Review report.
As mentioned earlier, the Add-To-Stock Parameters use an equal to or greater than
call qualification logic. In the example above, when a fast moving, returnable less
than $150 part has two or more calls in 12 months, it will qualify to be stocked.
The Add-To-Stock “Months” for the Non-Stock/Made-Stock Review and Add-To-
Stock parameters are the same. When that isn’t the case (and it doesn’t have to be),
the test for increasing demand will apply within each process independently.
Further, Demand Base Months can be different than Add-To-Stock months. The
Add-To-Stock process will apply from the Add-To-Stock Parameters regardless of
Demand Base Months.
Test for Increasing Demand
The Test for Increasing Demand is part of the process that selects the months of
demand history that will be used to qualify or disqualify a part for a review or to be
stocked. The purpose of the test is to give more credence to the demand history in
the current month than for the oldest previous month called for by the parameter.
Parts Inventory Control Seminar 55
Chapter 3 – Add-to-Stock
Given the parameters displayed below for fast moving parts, the test for increasing
demand will compare the calls in the current month to that of the 12th previous
month. It includes the month with the greater number of calls and excludes the
month with the lesser number of calls. When calls are equal, it uses the current
month.
Parts Inventory Control Seminar 56
Chapter 3 – Add-to-Stock
Below is an example of the demand history that displays on the Non-Stock/Made-
Stock Review report. It illustrates how the test for increasing demand works in DBSi.
Example #1
SOS: AAA Store: 00 Fast Moving Part Add-To-Stock Months: 12
Demand History
Curr 1st 2nd 3rd 4th 5th 6th 7th 8th 9th 10th 11th 12th
Calls 2 0 0 0 0 0 0 0 0 1 0 0 1
Pieces 3 0 0 0 0 0 0 0 0 1 0 0 1
In the example above (#1), the calls in the current month exceed those of the 12th
previous month (the parameter). The annual demand used for an Add-To-Stock
decision is 3 calls for 4 pieces. At this point in time, the fact that demand in the
current month exceeded that of the 12th previous month defines an “increasing
demand” situation.
Example #2
SOS: AAA Store: 00 Fast Moving Part Add-To-Stock Months: 12
Demand History
Curr 1st 2nd 3rd 4th 5th 6th 7th 8th 9th 10th 11th 12th
Calls 0 0 0 0 0 0 0 0 0 1 0 0 2
Pieces 0 0 0 0 0 0 0 0 0 1 0 0 2
In Example #2, calls in the 12th previous month (the parameter) exceed those of the
current month (a common occurrence after a month-end process). Thus, the current
month is excluded and the 12th previous month is included. The annual demand
used for an Add-To-Stock decision would be 3 calls for 3 pieces. At this point in
time, the fact that demand in the current month did not exceed that of the 12th
previous month is indicative of a “decreasing demand” situation.
Example #3
SOS: AAA Store: 00 Fast Moving Part Add-To-Stock Months: 12
Demand History
Curr 1st 2nd 3rd 4th 5th 6th 7th 8th 9th 10th 11th 12th
Calls 2 0 0 0 0 0 0 0 0 1 0 0 2
Pieces 2 0 0 0 0 0 0 0 0 1 0 0 10
When calls are equal (Example #3), DBS uses the current month regardless of the
number of pieces. The test for increasing demand gives more credence to the
current month.
Made-Stock Aging:
Made-Stock Aging is a DBS routine that is associated with Add-To-Stock that “ages”
stocking of qualified items for a parameter controlled number of days as a test for
invalid demand.
The parameter displays with the Add-To-Stock parameters and applies by the same
variables as Add-To-Stock, i.e., fast, medium, slow, and the returnable/non-
returnable dealers net dollar limits.
Parts Inventory Control Seminar 57
Chapter 3 – Add-to-Stock
Made-Stock Aging provides a way to age stocking decisions for a number of days to
await the possibility of a non-stock return. It is particularly valuable to dealers in
short lead-time situations where a part can, at times, be stocked, ordered and
received faster than a typical return can be processed.
Made-Stock Aging isn’t a complex process but it does have variables. First, it
applies by Source-Of-Supply and store. The more expensive parts can be aged
longer than the less expensive ones and the Medium and Slow moving parts can be
aged longer than the Fast moving parts.
There are ample resources within DBS to help define the need for a shortened or an
extended parameter setting. For example, the returns statistics on the DBS Returns
Analysis Report provide a non-stock and stock return rate for a Source-Of-Supply
and a store. The sale and returns transactions in the Audit Trail define typical sale-
to-return cycle times. The temporary-stock category of inventory on the Min-Type
Store Statistics Report shows the magnitude non-stock returns have on overall
inventory performance in line items and dollars.
Made-Stock Aging applies in “calendar days.” Day 1 is the day the part becomes
made-stock. It changes from Made-Stock to Stock the day after it completes Made-
Stock Aging. In the following example, there is no weekend processing. Notice how
the “weekend days” result in a grouping of the made-stock parts from the three
previous days onto Monday’s order. The impact is minimal at that point but it might
be much greater when all of those “new location items” arrive in the warehouse on
the same day.
Parts Inventory Control Seminar 58
Chapter 3 – Add-to-Stock
In order to avoid stacking of inventory it is important to maintain aging days in
multiples of seven. As shown above the made-stock aging days of seven will prevent
the grouping of stock orders for one day and spread it out evenly across the week.
As stated before, the greatest impact is on the receipting side. By using multiples of
seven aging days, all those “new location items” will arrive in the warehouse evenly
spread through out the week.
Parts Inventory Control Seminar 59
Chapter 3 – Add-to-Stock
In a daily stock replenishment cycle, a seven days (or a multiple of seven days)
aging provides the benefit of a reasonable aging without imposing an abnormal
number of new location assignment tasks in the warehouse when the parts come in.
The same analysis works for weekly stock replenishment. Notice the difference a day
makes. The made-stock to stock record-type change occurs during the stock
replenishment process. Thus, on a weekly cycle, the record-type changes will only
occur one time a week.
In the following analysis, Friday is stock order day. A one-day aging beyond the
stock order day (Friday in this example) automatically results in an additional week of
aging. Notice that aging 7, 8, 9, 10, 11, 12 and 13 days is the same. Aging 14, 15,
16, 17, 18, 19 and 20 is the same.
Parts Inventory Control Seminar 60
Chapter 3 – Add-to-Stock
3.5 Territorial Stocking
In the DBS systems, Territorial Stocking is an optional process that provides an
effective way to consolidate non-stock demand history into a designated store in a
sequence controlled by a defined hierarchy. Its purpose is to bring a territorial
consideration into the add-to-stock decision making process. (Note: If using
territorial hierarchies, territorial is used for all phases of the life cycle. Territorial
impacts will be discussed in each of the phases.)
Without a territorial hierarchy, each store functions as a distinct territory to itself. As
such, it stocks based on its own, and only its own, demand history independent of all
other stores in a dealer’s territory.
With a territorial hierarchy, stocking decisions can be
influenced not only by the activity in an individual
store but also by the activity in a defined territory.
For example, given the store locations in a territory
such as the one to the left, a part could have as many
as seven non-stock calls (one in each store) and not
have qualified to have been stocked at any one store.
An appropriately structured territorial hierarchy would
have consolidated the non-stock calls and stocked
the part in at least one but eventually more stores
several calls sooner, which, at the minimum, would
have reduced emergency procurement costs. In this
example, the part would most likely have been
stocked in the largest store (the largest star) on the
second call “in the territory.” As subsequent demand
occurred in the other stores, they would have stocked
according to the structure of the hierarchy and their
individual Add-To-Stock parameters.
In the Remove-From-Stock phase of a part’s life cycle, territorial logic effectively
reverses the process. As demand subsides, a part will be stocked at fewer and
fewer stores until finally, it can no longer qualify to be stocked anywhere and it
becomes non-stock to the territory.
The DBS territorial application applies by source-of-supply. Each source can have
multiple hierarchies and each of those hierarchies can have one to four levels.
Level-4 is the highest level in the hierarchy, with a Level-3 store reporting non-stock
history to a Level-4 store. A Level-2 store would report non-stock history up to a
Level-3 store with a stock record and if none exists it would report on up to the Level-
4 store. The Level-1 store would report non-stock history on up to the level that has
a stock record.
The following Territorial Table shows that all stores are set at Level-4. In this
configuration, there are six independent hierarchies defined within a single territory.
Parts Inventory Control Seminar 61
Chapter 3 – Add-to-Stock
Territory Table
Store 00 Store 01 Store 02 Store 03 Store 04 Store 05
Level-4 Level-4 Level-4 Level-4 Level-4 Level-4
There is a Territorial/Distribution Maintenance function in the DBS Ordering
Parameters that is used to establish each store’s position in a hierarchy. The entries
shown below established St. 01 as a Level-3 store reporting non-stock demand
history to St. 00. St. 00 is, in this case, a level-4 store at the top of the hierarchy.
TERRITORY STORE REPORTING
STORE: 01
SOURCE: AAA CATERPILLAR
LEVEL REPORT TO STORE
3 00
Note that as a result of this change, the six independent hierarchies were
consolidated into five. Notice further that in any territory, there will only be one
Level-4 store at the top of each hierarchy but there can be multiple hierarchies within
an overall territory.
Territory Table
Store 00 Store 02 Store 03 Store 04 Store 05
Level-4 Level-4 Level-4 Level-4 Level-4
Store 01
Level-3
The territorial hierarchy illustrated below utilizes all four levels and sets the stage for
discussion of how a store’s record-type impacts the process.
Parts Inventory Control Seminar 62
Chapter 3 – Add-to-Stock
Territorial Table
Store 00
Level-4
Store 01
Level-3
Store 02
Level-2
Store 03 Store 04 Store 05
Level-1 Level-1 Level-1
It is important to remember that in territorial stocking, stores with non-stock, made-
stock, temporary-stock or exhaust-stock records are considered “non-stock stores.”
Stores with stocked records are considered “stocked stores.”
In territorial stocking, demand from “non-stock stores” always rolls to the next highest
level within the hierarchical structure until it rolls to and is consolidated into a stocked
store or until it reaches the top of the hierarchy.
The following Territorial Table is the same as the one above except that it brings the
functionality of record-type into the process.
Territorial Table
Store 00
Level-4
Non-Stock
Store 01
Level-3
Stock
Store 02
Level-2
Made-Stock
Store 03 Store 04 Store 05
Level-1 Level-1 Level-1
Non-Stock Temporary Exhaust
Here, all of the Level-1 stores are non-stock stores. Thus, the demand history from
St. 03, St. 04 and, St. 05 rolls to the next highest level in the hierarchy and will be
added to that of St. 02 because St. 02 is a non-stock store (made-stock record). As
a Level-2 non-stock store, St. 02 will roll its consolidated demand history (St. 02, 03,
Parts Inventory Control Seminar 63
Chapter 3 – Add-to-Stock
St. 04 and 05) to St. 01 at Level-3. St. 01 is a stocked store (stock record). The
consolidated demand from St. 02 will be added to it but, because it is a stocked
store, it rolls no further. In this example, nothing rolls beyond St. 01 to St. 00.
In the Territorial Stocking, Demand Base Months controls the number of months of
demand history the system will roll to the next highest level, the number of months
used in the test for increasing demand and the number of months to consider for
stocking.
The Demand Base Months selection will always include the current month plus the
number of months called for by the Demand Base Months parameter. When, for
example, the Demand Base Months parameter calls for six months, the system is
authorized to use the current month plus the six (6) previous months of demand
history.
The Test For Increasing Demand occurs after the demand history has consolidated
into a stocked store or has reached the top of the hierarchy. Said differently, it only
applies after all of the history has rolled up and found its rightful place in the
hierarchy.
As a review, recall that in a territorial hierarchy, demand history roll-up and
consolidation in a territorial hierarchy begins at the lowest level in the hierarchy.
Within each level, individual stores are processed in store number sequence. In this
example, Store 03 in Level-1 would be the first store to process in the hierarchy.
In summary, the basic structure of the territorial hierarchy defines a path for the
demand history to take in the store-to-store roll-up process. Demand Base Months
controls how much demand history will be rolled-up in terms of the number of
months. The store’s record-type controls the timing or when that history rolls up and
when it doesn’t.
Computing “Annual” Demand For Territorial Stocking
In DBS, there is a lot going on within the functionality of territorial stocking. As the
demand history rolls from level-to-level within a hierarchy, it qualifies stores for
record-type changes. Record-type qualifies or disqualifies stores for subsequent
processes within the stock replenishment update process.
Individual store demand or consolidated demand can trigger a record-type change
from non-stock, temporary or exhaust stock to made-stock. Similarly, when demand
history no longer rolls into a stocked store, its record-type can change to exhaust-
stock which disqualifies it for stock replenishment in an other than surplus available
role.
The following exercise is admittedly lengthy but it is does show how demand history,
Demand Base Months and record-types all apply within the defined structure of a
territorial hierarchy.
As a review, recall that in a territorial hierarchy, demand history roll-up and
consolidation in a territorial hierarchy begins in the lowest level in the hierarchy.
Within each level of a hierarchy, the stores are processed in store number sequence.
Parts Inventory Control Seminar 64
Chapter 3 – Add-to-Stock
Territorial Table
Store 00
Level-4
Non-Stock
Store 01
Level-3
Exhaust-Stock
Store 02
Level-2
Non-Stock
Store 03 Store 04 Store 05
Level-1 Level-1 Level-1
Non-Stock Temporary-Stock Exhaust
Level-1 Processing
Store: 03 Demand Base Months: 06 “Annual” Demand: 1 Call, 1 Piece
Record-Type Month Curr 1st 2nd 3rd 4th 5th 6th 7th 8th 9th 10th 11th 12th
Non-Stock Calls 1 0 0 0 0 0 0 0 1 0 1 0 1
Pieces 1 0 0 0 0 0 0 0 1 0 1 0 1
Store 04 Demand Base Months: 06 “Annual” Demand: 1 Call, 1 Piece
Record-Type Curr 1st 2nd 3rd 4th 5th 6th 7th 8th 9th 10th 11th 12th
Temporary Calls 0 0 0 0 0 0 0 0 0 0 0 1 0
Pieces 0 0 0 0 0 0 0 0 0 0 0 2 0
Store 05 Demand Base Months: 06 “Annual” Demand: 0 Call, 0 Piece
Record-Type Curr 1st 2nd 3rd 4th 5th 6th 7th 8th 9th 10th 11th 12th
Exhaust Calls 0 0 0 0 0 0 0 0 0 0 0 1 0
Pieces 0 0 0 0 0 0 0 0 0 0 0 2 0
Stores 03, 04 and 05 are Level-1 stores in this hierarchy. Each has a Demand Base
Months parameter of 6 months, an Add-To-Stock parameter of demand equal to or
greater than 2 calls in 6 months and an Exhaust-Stock parameter of demand less
than 1 call in 6 months.
This processing cycle started because St. 03 had a non-stock call. None of the
Level-1 stores had previously or now qualified to be stocked. Their respective
record-types, non-stock (St. 03), temporary-stock (St. 04) and, exhaust-stock (St. 05)
define each as a non-stock store. As such, they qualify to roll demand history to the
next highest level in the hierarchy. The Demand Base Months parameter controls
the number of months each store can roll. So, in this case, the current month plus
the six previous months of history for St. 03, 04, and 05 will roll to St. 02 at Level-2.
Parts Inventory Control Seminar 65
Chapter 3 – Add-to-Stock
Territorial Table
Store 00
Level-4
Non-Stock
Store 01
Level-3
Exhaust-Stock
Store 02
Level-2
Made-Stock
Store 03 Store 04 Store 05
Level-1 Level-1 Level-1
Non-Stock Temporary Exhaust
Level-2 Processing
Processing Record – Includes St. 02, St. 03, St. 04, & St. 05
Curr 1st 2nd 3rd 4th 5th 6th 7th 8th 9th 10th 11th 12th
Calls 1 0 0 0 0 0 1 0 0 0 0 0 0
Pieces 1 0 0 0 0 0 1 0 0 0 0 0 0
Store: 02 Demand Base Months: 09 “Annual” Demand: 1 Call, 1 Piece
Record-Type Curr 1st 2nd 3rd 4th 5th 6th 7th 8th 9th 10th 11th 12th
Made-Stock Calls 0 0 0 0 0 0 1 0 0 0 1 0 1
Pieces 0 0 0 0 0 0 1 0 0 0 1 0 1
Store: 03 Demand Base Months: 06 “Annual” Demand: 1 Call, 1 Piece
Record-Type Month Curr 1st 2nd 3rd 4th 5th 6th 7th 8th 9th 10th 11th 12th
Non-Stock Calls 1 0 0 0 0 0 0 0 1 0 1 0 1
Pieces 1 0 0 0 0 0 0 0 1 0 1 0 1
Store 04 Demand Base Months: 06 “Annual” Demand: 0 Call, 0 Piece
Record-Type Curr 1st 2nd 3rd 4th 5th 6th 7th 8th 9th 10th 11th 12th
Temporary Calls 0 0 0 0 0 0 0 0 0 0 0 1 0
Pieces 0 0 0 0 0 0 0 0 0 0 0 2 0
Store 05 Demand Base Months: 06 “Annual” Demand: 0 Call, 0 Piece
Record-Type Curr 1st 2nd 3rd 4th 5th 6th 7th 8th 9th 10th 11th 12th
Exhaust Calls 0 0 0 0 0 0 0 0 0 0 0 1 0
Pieces 0 0 0 0 0 0 0 0 0 0 0 2 0
Store 02 is a Level-2 store in this hierarchy. It has a Demand Base Months
parameter of 9 months, an Add-To-Stock parameter of demand equal to or greater
than 2 calls in 9 months and an Exhaust-Stock parameter of demand less than 1 call
in 9 months.
When this processing cycle started, St. 02 could not qualify to be stocked on its own.
However, when St. 03 had the non-stock call, it caused the history from the Level-1
stores to roll up and be added to that of St. 02 (see the St. 02 Processing Record).
With the consolidated demand history, St. 02 qualified to be stocked and its record-
type changed from non-stock to made-stock.
Parts Inventory Control Seminar 66
Chapter 3 – Add-to-Stock
In territorial stocking, a store with a made-stock record is still considered a non-stock
store and as such, is qualified to roll demand to the next highest level in the
hierarchy, which, in this case, is St. 01 at Level-3.
Territorial Table
Store 00
Level-4
Non-Stock
Store 01
Level-3
Made-Stock
Store 02
Level-2
Made-Stock
Store 03 Store 04 Store 05
Level-1 Level-1 Level-1
Non-Stock Temporary Exhaust
Level-3 Processing
St. 01 Processing Record – Includes St.01, 02, St. 03, St. 04 & St. 05
Curr st nd rd th th th th th th th th 12th
1 2 3 4 5 6 7 8 9 10 11
Calls 1 0 0 0 0 0 1 0 0 0 0 0 0
Pieces 1 0 0 0 0 0 1 0 0 0 0 0 0
Store: 01 Demand Base Months: 12 Annual Demand: 0 Calls, 0 Pieces
Record- Curr st nd rd th th th th th th th th 12th
1 2 3 4 5 6 7 8 9 10 11
Type
Made- Calls 0 0 0 0 0 0 0 0 0 0 0 0 0
Stock
Pieces 0 0 0 0 0 0 0 0 0 0 0 0 0
Store: 02 Demand Base Months: 09 “Annual” Demand: 1 Call, 1 Piece
Record- Curr st nd rd th th th th th th th th 12th
1 2 3 4 5 6 7 8 9 10 11
Type
Made- Calls 0 0 0 0 0 0 1 0 0 0 1 0 1
Stock
Pieces 0 0 0 0 0 0 1 0 0 0 1 0 1
Store: 03 Demand Base Months: 06 “Annual” Demand: 1 Call, 1 Piece
Record- Month Curr st nd rd th th th th th th th th 12th
1 2 3 4 5 6 7 8 9 10 11
Type
Non-Stock Calls 1 0 0 0 0 0 0 0 1 0 1 0 1
Pieces 1 0 0 0 0 0 0 0 1 0 1 0 1
Store 04 Demand Base Months: 06 “Annual” Demand: 0 Call, 0 Piece
Record- Curr st nd rd th th th th th th th th 12th
1 2 3 4 5 6 7 8 9 10 11
Type
Temporary Calls 0 0 0 0 0 0 0 0 0 0 0 1 0
Pieces 0 0 0 0 0 0 0 0 0 0 0 2 0
Store 05 Demand Base Months: 06 “Annual” Demand: 0 Call, 0 Piece
Record- Curr st nd rd th th th th th th th th 12th
1 2 3 4 5 6 7 8 9 10 11
Type
Exhaust Calls 0 0 0 0 0 0 0 0 0 0 0 1 0
Pieces 0 0 0 0 0 0 0 0 0 0 0 2 0
Parts Inventory Control Seminar 67
Chapter 3 – Add-to-Stock
In this hierarchy, Store 01 is a Level-3 store. It has a Demand Base Months
parameter of 12 months, an Add-To-Stock parameter of demand equal to or greater
than 2 calls in 12 months and an Exhaust-Stock parameter of demand less than 1
call in 12 months.
Previously, St. 01 could not qualify to be stocked on its own history or even
territorially because there was just one previous call in the territory and all stores in
this example stocked on second call. However, when St. 03 had the non-stock call
that started this processing cycle, it was the second call in the territory. It caused the
history from the Level-1 stores to be rolled up and added to that of St. 02 at Level-2.
St. 02 qualified to be stocked and it’s record-type changed accordingly to made-
stock.
Territorial Table
Store 00
Level-4
Made-Stock
Store 01
Level-3
Made-Stock
Store 02
Level-2
Made-Stock
Store 03 Store 04 Store 05
Level-1 Level-1 Level-1
Non-Stock Temporary-Stock Exhaust
From a processing standpoint, St. 02 is still considered to be a non-stock store and
as such, is qualified to roll its consolidated demand history to the next highest level in
the hierarchy which, in this case, is St. 01 at Level-3.
The territorial demand from the lower level stores qualified St. 01 to be stocked. St.
01’s record-type changed to made-stock.
From a processing standpoint, a made-stock record is still considered a non-stock
store and as such, is qualified to roll demand to the next highest level in the
hierarchy, which, in this case, is St. 00 at Level-4.
Level-4 Processing
Parts Inventory Control Seminar 68
Chapter 3 – Add-to-Stock
St. 00 Processing Record – Includes All Stores – Annual Demand: 2 Calls, 2 Pieces
Curr 1st 2nd 3rd 4th 5th 6th 7th 8th 9th 10th 11th 12th
Calls 1 0 0 0 0 0 1 0 0 0 0 0 0
Pieces 1 0 0 0 0 0 1 0 0 0 0 0 0
Store: 00 Demand Base Months: 12 Annual Demand: 0 Calls, 0 Pieces
Record-Type Curr 1st 2nd 3rd 4th 5th 6th 7th 8th 9th 10th 11th 12th
Made- Calls 0 0 0 0 0 0 0 0 0 0 0 0 0
Stock
Pieces 0 0 0 0 0 0 0 0 0 0 0 0 0
Store: 01 Demand Base Months: 12 Annual Demand: 0 Calls, 0 Pieces
Record-Type Curr 1st 2nd 3rd 4th 5th 6th 7th 8th 9th 10th 11th 12th
Made- Calls 0 0 0 0 0 0 0 0 0 0 0 0 0
Stock
Pieces 0 0 0 0 0 0 0 0 0 0 0 0 0
Store: 02 Demand Base Months: 09 “Annual” Demand: 1 Call, 1 Piece
Record-Type Curr 1st 2nd 3rd 4th 5th 6th 7th 8th 9th 10th 11th 12th
Made- Calls 0 0 0 0 0 0 1 0 0 0 1 0 1
Stock
Pieces 0 0 0 0 0 0 1 0 0 0 1 0 1
Store: 03 Demand Base Months: 06 “Annual” Demand: 1 Call, 1 Piece
Record-Type Month Curr 1st 2nd 3rd 4th 5th 6th 7th 8th 9th 10th 11th 12th
Non-Stock Calls 1 0 0 0 0 0 0 0 1 0 1 0 1
Pieces 1 0 0 0 0 0 0 0 1 0 1 0 1
Store 04 Demand Base Months: 06 “Annual” Demand: 0 Call, 0 Piece
Record-Type Curr 1st 2nd 3rd 4th 5th 6th 7th 8th 9th 10th 11th 12th
Temporary Calls 0 0 0 0 0 0 0 0 0 0 0 1 0
Pieces 0 0 0 0 0 0 0 0 0 0 0 2 0
Store 05 Demand Base Months: 06 “Annual” Demand: 0 Call, 0 Piece
Record-Type Curr 1st 2nd 3rd 4th 5th 6th 7th 8th 9th 10th 11th 12th
Exhaust Calls 0 0 0 0 0 0 0 0 0 0 0 1 0
Pieces 0 0 0 0 0 0 0 0 0 0 0 2 0
Store 00 is at Level-4 in this hierarchy. It has a Demand Base Months parameter of
12 months, an Add-To-Stock parameter of demand equal to or greater than 2 calls in
12 months and an Exhaust-Stock parameter of demand less than 1 call in 12
months.
Previously, St. 00 could not qualify to be stocked on its own or even territorially
because there was just one call in the territory and all stores stocked on second call.
However, when St. 03 had the non-stock call that started this processing cycle, it
was the second call in the territory. It caused the history from the Level-1 stores to
be rolled up and added to that of St. 02 at Level-2. It qualified St. 02 to be stocked
and its record-type changed to made-stock.
Parts Inventory Control Seminar 69
Chapter 3 – Add-to-Stock
St. 02 is still considered to be a non-stock store and as such, remains qualified to roll
its consolidated history to the next highest level in the hierarchy, which, in this case,
was St. 01 at Level-3.
The territorial demand from the lower level stores qualified St. 01 to be stocked. St.
01’s record-type changed to made-stock.
St. 01 is still considered to be a non-stock store and as such, remains qualified to roll
its consolidated history to the next highest level in the hierarchy, which, in this case,
was St. 00 at Level-4.
At the top of the hierarchy, and with all lower level stores as non-stock stores, St. 00
is qualified to stock based not at all on its own store demand but entirely on the
consolidated or territorial demand from the lower level stores.
In summary, at this point and until Made-Stock Aging expires, three stores in this
hierarchy are made-stock and to some, it might appear as if all three might be on the
brink of stocking this part based only on the territorial demand of two calls. That
isn’t, however, the case at all.
See the rest of the story.
The “rest of the story.”
In this admittedly “best case scenario,” assume that the Made-Stock Aging Days will
expire simultaneously for all stores.
Territorial Table
Store 00
Level-4
Made-Stock
Store 01
Level-3
Made-Stock
Store 02
Level-2
Made-Stock
Store 03 Store 04 Store 05
Level-1 Level-1 Level-1
Non-Stock Temporary-Stock Exhaust
In territorial stocking, keep in mind that the demand history consolidation begins at
the lowest level in the hierarchy and progresses upward until it consolidates into a
stocked store or until it reaches the top of the hierarchy.
In this example, none of the Level-1 stores qualify to be stocked but all qualify to roll
their demand history to the next highest level in the hierarchy, which is Level-2.
At Level-2, St. 02 qualified to be territorially stocked. So, at the expiration of
Made-Stock Aging, it will become a stocked store. As a stocked store, it no
longer qualifies to roll history to the next highest level.
Parts Inventory Control Seminar 70
Chapter 3 – Add-to-Stock
Without the consolidation of territorial demand, neither St. 01 nor St. 00 can qualify to
be stocked. They revert to their previous record types. St. 01 goes back to exhaust-
stock and St. 00 to non-stock.
Territorial Table
Store 00
Level-4
Non-Stock
Store 01
Level-3
Exhaust-Stock
Store 02
Level-2
Stock
Store 03 Store 04 Store 05
Level-1 Level-1 Level-1
Non-Stock Temporary-Stock Exhaust
St. 02 benefited from the Level-1 demand consolidation and became the territorial
stocking store for this part at this point in time.
Parts Inventory Control Seminar 71
Chapter 3 – Add-to-Stock
Territorial Considerations
• A dealer’s main store or one or more of their larger stores will become a dealership’s
primary source for emergency parts. Often that store is referred to as a territorial
center.
• The demand consolidation into the higher level stores will qualify more parts to be
stocked for the territory much sooner than they might be for any individual store.
• A territorial center will carry additional inventory to support the emergency demands
of lower level stores.
• A territorial center may need some additional warehouse capacity to accommodate
territorially stocking parts for lower level stores.
• A territorial center may need additional manpower for the re-deployment activities
required to support lower level stores.
• Overall emergency procurement costs, i.e., emergency service charges and
emergency freight expenses should decrease as more stores become accustomed
to relying on the territorial center to be the dealership’s primary source for
emergency parts.
• As the consolidation of demand impacts the higher level stores, it is reasonable to
expect an improvement in over-the-counter service and customer satisfaction.
• Expect territorial stocking to significantly improve territorial service.
• The key performance indicators for a territorial center should account for the re-
deployment activities required to support lower level stores.
• Lower level territorial stores need ready access to territorial center inventory.
• An efficient, cost effective transportation network is critical to the success of territorial
stocking.
• There will be instances where the consolidation of demand will result in stocking less
of a specific part particularly when a package quantity is involved.
Parts Inventory Control Seminar 72
Chapter
CHAPTER 4
4.0 Control-Of-Stock
The Control-Of-Stock process is the second phase of the Life Cycle.
From an inventory investment standpoint, the most difficult decision is to
stock a part in the first place. The Control-Of-Stock process manages
available inventory and maintains demand history, replenishes stock,
identifies and re-deploys surplus, and provides management reporting.
Upon completion of this chapter, you will be familiar with:
• The Control-Of-Stock Process
• The Role of Lead-Time
• Demand Base Months and Annual Demand
• Dependent Store Processing
• Order Point Matrix and Min-Types
• Order Point Calculations
• Economic Order Quantity and Maximum Calculations
• Miscellaneous Control of Stock Concepts and
Parameters
Parts Inventory Control Seminar 73
Chapter 4 – Control-of-Stock
4.1 The Control-Of-Stock Process
In the DBS systems, the Control-Of-Stock process is driven by demand history and a
set of Source-Of-Supply and Store Level parameters. Depending entirely on how
those parameters are set, the entire Control-Of-Stock process can be as automatic
or as manual as a dealer wants it to be.
Demand
Time
Add-To-Stock Control-Of-Stock Remove-From-Stock
In the Add-To-Stock phase in the Life Cycle Of A Part, discussions focused on what
it takes to qualify a part to be stocked. When those qualifications were met, the part
became a stocked part (stock record-type) where the focus changed to what it takes
for the part to remain a stocked part and then how many of that part will be stocked.
How many will be stocked is also referred to as depth of inventory. Before getting
into all the concepts and parameters, it would be helpful to have a basic
understanding of the stock order process flow as well as understand what makes a
part active, which is what triggers it to be processed for stock replenishment
consideration.
Stock Order Process Flow
First of all, dealers must determine how often they want to process a Source of
Supply (SOS) for stock replenishment. After this determination, the dealer must set
their parameters accordingly in DBSi. Many dealers choose to process their
Caterpillar SOS daily, however, some dealers still choose to do this on a weekly
basis. The parameters allow dealers to set each SOS differently, so non-Cat
sources can also be processed daily or weekly, or they can be monthly or on
demand.
What parts get processed during stock replenishment? This is another parameter
driven option that each dealer can determine based upon each unique SOS. A part
will be processed through stock replenishment when it is considered active. A part is
Parts Inventory Control Seminar 74
Chapter 4 – Control-of-Stock
considered active that has incurred a sale, return, a transfer in or out a change in
record type or any other transaction that has the potential to impact inventory, an
order point, or an on order quantity. In DBS, dealers have the option to only consider
those parts that have become active since the last stock order replenishment cycle,
or to consider all parts for which at least one store record exists active. Typically,
most dealers only process those records for which actual activity has occurred, not
all records, for their next stock replenishment cycle.
Once the frequency and the parts to be processed are determined and the
parameters set, the following is the flow generally used for stock order processing.
1) The Stock Replenishment Update batch job is run which creates the reports
and files for the stock order.
2) Review the stock order reports and files. The stock order should be
reviewed using the paper report or using the on-line function. Also, the
Nonstock/Madestock Report should be reviewed.
3) Perform maintenance to the stock order files. Based on the review in step
#2, items can be added, or removed from the stock order.
4) Perform Stock Order Pickoff by running the appropriate batch job. This job
picks off the items for stock order to Caterpillar and updates the on order
quantities in DBS and creates open order detail records.
5) Stock order is transmitted to Caterpillar.
6) Caterpillar processes records and changes/exceptions are transmitted back
to dealer.
7) Dealer performs maintenance to their stock order file reflecting information
transmitted by Caterpillar.
8) Caterpillar picks the stock order; packing list is created and transmitted to
dealer.
9) Dealer performs packing list merge, which removes the parts shipped from
the dealer stock order number to a Consolidated Shipping Order (CSO)
number.
10) Optional Step: Dealer may pre-stock the stock order upon arrival to give
visibility to parts not binned.
11) Parts are binned, receipted, and verified against the packing list and
discrepancies noted.
12) If discrepancies exist, dealers utilize their discrepancy procedures to correct
on-hand and on-order quantities and file claims as necessary.
Within the stock replenishment process, the system determines what parts had
activity, does roll-up of history, determines record-type changes, calculates order
points, maximums, and order quantities based upon parameters set for Control-of-
Stock.
Key components of the Control-of-Stock phase are lead-time and annual demand.
These are the basis for calculating order points.
Parts Inventory Control Seminar 75
Chapter 4 – Control-of-Stock
4.2 The Role Of Lead-Time
Lead-time is defined as the total number of elapsed days from when a part could
reach order point to when the resulting stock order is received, binned and made
available for sale. A shorter definition of lead-time is “min to bin.”
Lead-time is typically expressed in days. In the context of the order point
discussions to follow, there will be references to lead-time, total lead-time, base lead-
time and Poisson Lead-time. Lead-time and total lead-time refer to the basic
concept of lead-time as stated above. However, base lead-time brings in the
reference of lead-time plus safety-stock. Base lead-time is used to distinguish actual
lead-time days from what is being applied as total lead-time when extra safety stock
days are being applied to selectively add depth to inventory. In the DBS systems,
the lead-time parameter displayed is referred to as Poisson Lead-Time.
Lead-time does play an essential role in the stock replenishment process. When it
isn’t used directly in an order point or an order quantity calculation, it would have
been a consideration in choosing the type of order point formula being applied.
Understand that lead-time can vary slightly from stock order-to-stock order and from
store-to-store and certainly from source-to-source. It can be adversely impacted by
events such as a supplier shortage, manpower shortages, transportation delays, and
inclement weather or, often as not, holidays.
In the context of a general guideline, set stock replenishment lead-time equal to what
is considered to be a maximum reasonable number of days. It doesn’t have to be
set equal to the shortest number of lead-time days or even equal to the longest
number of lead-time days. Maximum reasonable means setting lead-time days
equal to what happens most of the time.
However, it is important to understand that when lead-time is severely overstated, it
will most certainly create needless surplus of stocked items often to the point that
eventually, it will impose a negative impact on turnover. Conversely, when lead-time
is severely understated, it will just as certainly cause stock backorders that impact
customer service.
All other things being equal, it does seem logical that it will require less inventory
investment to survive (not run completely out of stock and have a backorder) a
shorter lead-time than a longer one.
Tracking Lead-Time:
Lead-time is applied in calendar days. Therefore, it takes little more than a simple
calendar and a log or record of the successive steps that occur in the stock
replenishment cycle to effectively track lead-time. It isn’t difficult but it isn’t
something that should be taken lightly either.
Normally, each step in the stock replenishment process contributes something to the
accumulation and extension of total lead-time. In the DBS systems, an Audit Trail
Inquiry provides the dates specific transactions occurred that mark each step in the
stock replenishment process.
Parts Inventory Control Seminar 76
Chapter 4 – Control-of-Stock
The elements that define a stock replenishment lead-time are listed below with their
corresponding DBS transaction codes. There are a number of other transactions
that will cause a part to be active or that can take a part to order point but these
typically define a stock replenishment lead-time cycle.
Primary Elements Of Lead-Time
Lead-Time Element Transaction Code
Stock Sale 61-63-64-66
Stock Order Update 40A-40S-40T-40U
Stock Order Review
Stock Order Transmission 41M-41S-41T-41X
Cat Entry - Pick-Pack-Ship
Pre-Stock 42
Bin
Receipt 43-44-46-47
Use a calendar or make up one similar to the one below to track the lead-time for a
successive number of stock orders. If weekly, at least a month and perhaps more
should be reviewed. Daily processing may only require reviewing the stock orders
from two or three weeks. The important thing is to be comfortable with what is
reasonable or normal versus an exception.
In the following example, the numbers in the parentheses refer to the DBS
transaction codes that will be assigned and reported in an Audit Trail Inquiry as each
successive step in the process occurs. Pick a few common items from stock orders
that have recently completed what might be termed normal or best case stock
replenishment cycles. Use the DBS Audit Trail Inquiry to determine when each step
occurred. The following example is meant to illustrate the process. It is admittedly a
best-case scenario for a daily stock replenishment cycle.
There will be instances where more than one activity occurs on the same day. Just
group the events together because from a practical standpoint, lead-time is
expressed in calendar days. If, for example, the stock arrived and was binned in the
same day, count that as a single or one day of lead-time.
Parts Inventory Control Seminar 77
Chapter 4 – Control-of-Stock Monday’s
Order - 4 Day
Lead-Time
Tracking Daily Stock Replenishment
Stock Order Review Lead-Times Tuesday’s
Sunday Monday Tuesday Wednesday Thursday Friday Order - 4 Day
Saturday
Day 1 Day 2 Day 3 Day 4 Lead-Time
Sale (61) Stock Order Cat Entry Pre-Stock (42)
Stock Order Review & Order Fill - Pack & Binned &
Update (40) Transmit (41)
Transmit Ship
(41) Receipted (44)
Day 1 Day 2 Day 3 Day 4
Sale (61) Stock Order Cat Entry Pre-Stock (42)
Stock Order Review & Order Fill - Binned &
Wednesday’s
Order - 6 Day Update (40) Transmit (41) Pack & Ship Receipted (44)
Lead-Time Day 1 Day 2 Day 3 Day 4
Sale (61) Stock Order Cat Entry
Thursday’s Stock Order Review & Order Fill -
Order - 6 Day Update (40) Transmit (41) Pack & Ship
Day 5 Day 6 Lead-Time Day 1 Day 2 Day 3
Pre-Stock (42) Sale (61) Stock Order
Binned & Friday’s Stock Order Review &
Receipted (44) Order - 6 Day Update (40) Transmit (41)
Day 4 Day 5 Day 6 Lead-Time Day 1 Day 2
Cat Entry Pre-Stock (42) Sale (61)
Order Fill - Binned & Stock Order
Pack & Ship Receipted (44) Update (40)
Day 3 Day 4 Day 5 Day 6
Stock Order Cat Entry Pre-Stock (42)
Review & Order Fill - Binned &
Transmit (41) Pack & Ship Receipted (44)
Include weekend days as part of the total lead-time assessment. Later order point
and order quantity calculations use a 365-day year so, to remain consistent, include
weekend days in total lead-time as well.
Notice in particular, the dramatic impact weekend days has on total lead-time when a
cycle spans a weekend. It is better to account for than to ignore weekend days
because they do have an impact particularly if understated.
Setting Lead-Time Parameters:
Recall the earlier statement that stock replenishment lead-time should be set equal
to what is a maximum reasonable number of days. The implication in that statement
is that base lead-time or lead-time doesn’t have to be equal to the absolute shortest
number of days ever experienced nor does it have to be equal to the longest number
of days. From a very practical standpoint, set lead-time equal to what happens most
often. Ignore, for example, the cycles where an extended lead-time was attributable
to a holiday, an occasional transportation delay or delays related to inclement
weather. Count the regular days in the usual and customary or regular lead-time
cycles.
In the example above, the maximum reasonable lead-time is six (6) days because
that is what happens most often.
Parts Inventory Control Seminar 78
Chapter 4 – Control-of-Stock
Weekly Stock Replenishment:
A similar technique is used to calculate lead-time for a weekly or any other cycle.
However, there is one important distinction to consider when the need to compute
lead-time goes beyond what is required for daily replenishment. The first increment
of time (days) is the number of days from cutoff-to-cutoff. Cutoff is a term that refers
to the point where the stock order program begins the process of accumulating all of
the activity that occurred since the last time it ran. In a weekly cycle, the stock
replenishment program runs every seven days. In a monthly cycle, it might be every
30 days. Regardless, that first increment of time is from cutoff-to-cutoff. In theory, a
part could have had activity and thus needed to be replenished the very day after the
previous cutoff. However, the stock replenishment program cannot react to that
condition until it runs again and that won’t be for a week. Therefore, the first
increment of time is the number of days from cutoff-to-cutoff.
Cutoff-to-cutoff isn’t a factor in daily replenishment cycles because the stock order
update typically runs at the end of each business day. Therefore, that day’s activity
will be part of that evening or night’s stock order update. If replenishment is
required, the process starts immediately. It isn’t the same with more extended lead-
times.
Tracking Weekly Stock Replenishment Lead-Time
Stock Order Review
Sunday Monday Tuesday Wednesday Thursday Friday Saturday
Day 1
Stock Order
Update Could Reach
(Cut-Off) Order Point
Day 2 Day 3 Day 4 Day 5 Day 6 Day 7 Day 8
Could Reach
Could Reach Could Reach Could Reach Could Reach Could Reach Order Point & Weekend Day
Order Point Order Point Order Point Order Point Order Point Stock Order
Update (Cutoff)
Day 9 Day 10 Day 11 Day 12 Day 13 Day 14 Day 15
Stock Order Stock Order Stock Order Fill
Weekend Day Stock Order Stock Order Review Finish Entry @ Cat Process Weekend Day
Review Review and Begins
Transmit To Cat
Day 16 Day 17 Day 18 Day 19 Day 20 Day 21 Day 22
Stock Order Fill Stock Shipment Stock Stock Arrives At Check-In -
Weekend Day Complete - In Transit Shipment In Dlr. Store - Sortation - Weekend Day
Pack & Ship Transit Pre-stock & Binning &
Unload Receipting
Day 23 Day 24 Day 25
Check-In - Check-In - Stock replenishment cycle was completed when parts were made available
Weekend Day Sortation - Sortation - for sale at the end of day 25. Total Lead-Time for this stock order was 25
Binning & Binning & days.
Receipting Receipting
Parts Inventory Control Seminar 79
Chapter 4 – Control-of-Stock
It is important to understand what actual lead-time is for each source-of-supply at each store. It is
important to insure that what is being routinely applied in the stock replenishment programs is both
reasonable and appropriate. In the DBS systems, base lead-time is referred to as Poisson Lead
Time (Days). It is part of the Store, Source Ordering Parameters.
Base Lead-Time
Parts Inventory Control Seminar 80
Chapter 4 – Control-of-Stock
4.3 Demand Base Months And Annual Demand
Explanation of Demand Base Months and Impact on Annual Demand
Calculation
Annual demand is a key component for the Control-of-Stock phase of the life cycle
as it is used in the calculation of order points. Before we move into what is involved
in order point and order quantity calculations, it is important to have an
understanding of how demand history is used, particularly when the Demand Base
Months, Territorial Stocking, and Dependent Store Processing (when a store is
dependent for all stock from another store rather than Caterpillar) features in DBS
are utilized.
DBS dealers now have a feature called Demand Base Months, which allows them to
determine how much demand history is used in annual demand calculations. In the
past, the system was coded to always use 12 months of history for annual demand.
Today, dealers have the flexibility to use more or less than 12 months of history for
each activity indicator (F-M-S), returnability status and base dealer net dollar breaks.
The Demand Base Months parameter was discussed in Chapter 2, as it is a Life
Cycle parameter. It is used for determining Add-to-Stock as well as for the history
used in Control-of-Stock.
There may be situations where dealers will want to use more or less than 12 months
worth of demand history. For example, a dealer may decide they want to include
more than 12 months for low value, fast moving, and returnable parts. This may
require little increase in investment, but provide improved stock service. Or, the
dealer may choose to use less than 12 months for high value, slow moving, non-
returnable parts and use more recent history rather than a full 12 months. Demand
Base Months now gives the dealer the flexibility to determine the amount of history
used rather than the system deciding it for them.
While the dealer now has more flexibility, it has introduced some complexity when
using territorial hierarchies and dependent store processing. Previously, when
qualified by record-type, all 24 months of history included on the part’s store record
were rolled to the next highest-level store within the territorial hierarchy. Now,
Demand Base Months defines or limits the number of months of demand history that
can qualify to roll to the next highest-level store.
Similar to the Add-to-Stock phase, the Test for Increasing Demand is used in
Control-of-Stock. The purpose of the test is to give more credence to the demand
history in the current month than for the oldest previous month called for by the
parameter.
In summary, Demand Base Months is a powerful parameter and simple though it
may seem, it does bring additional complexity to an already complex process. In
order to get a better understanding of this concept, exercises have been developed
to manually calculate annual demand for two scenarios.
1) No Territorial Stocking
2) Territorial Stocking Implemented
Parts Inventory Control Seminar 81
Chapter 4 – Control-of-Stock
Below are the life-cycle parameters used for both scenarios.
LIFE CYCLE PARAMETERS
BASE D/N LIMITS
RETURNABLE NON-RETURNABLE
FAST < $500 < $250
MEDIUM < $250 < $150
SLOW < $150 < $ 75
DEMAND BASE MONTHS
Store 00 Less Than Greater Than
FAST 12 12
MEDIUM 12 09
SLOW 06 06
Store 01
FAST 12 12
MEDIUM 09 06
SLOW 03 03
Store 02
FAST 12 12
MEDIUM 09 09
SLOW 03 03
Store 03
FAST 12 12
MEDIUM 09 09
SLOW 03 03
Store 04
FAST 09 09
MEDIUM 06 06
SLOW 03 03
Store 05
FAST 09 09
MEDIUM 06 06
SLOW 03 03
Store 06
FAST 06 06
MEDIUM 03 03
SLOW 01 01
Parts Inventory Control Seminar 82
Chapter 4 – Control-of-Stock
1) Annual Demand Calculation – No Territorial Stocking
When a dealer has not set up territorial hierarchies, the system assumes all stores to
be Level-4 stores. Level-4 means that the store is at the top of the hierarchy. In this
case, no history is rolled up to another store and remains at the transaction store
only.
Compute what is to be used as annual demand for the following stores. Use the
Demand Base Months from the Life Cycle Parameters on the previous page, the test
for increasing demand and, the Territorial Table displayed.
Territory Table
Store 00 Store 01 Store 04 Store 06
Level-4 Level-4 Level-4 Level-4
The part is a Returnable, Medium Moving, $25 D/N.
(1). Select the Demand Base Months parameter for each store displayed below.
(2). Reference the Territorial Table for any demand consolidation requirements.
(3). Use the Test For Increasing Demand to include/exclude the current month.
(4). Compute annual demand (calls and pieces) for each store.
Store 00 Demand Base Months Annual Calls Pieces
Demand
Month Curr 1st 2nd 3rd 4th 5th 6th 7th 8th 9th 10th 11th 12th
Calls 1 1 0 0 0 0 0 0 1 0 1 0 1
Pieces 1 1 0 0 0 0 0 0 1 0 1 0 2
Store 01 Demand Base Months Annual Calls Pieces
Demand
Month Curr 1st 2nd 3rd 4th 5th 6th 7th 8th 9th 10th 11th 12th
Calls 1 1 0 0 0 0 0 0 1 0 1 0 1
Pieces 1 1 0 0 0 0 0 0 1 0 1 0 2
Store 04 Demand Base Months Annual Calls Pieces
Demand
Month Curr 1st 2nd 3rd 4 th
5th 6th 7th 8th 9th 10th 11th 12th
Calls 1 1 0 0 0 0 0 0 1 0 1 0 1
Pieces 1 1 0 0 0 0 0 0 1 0 1 0 2
Store 06 Demand Base Months Annual Calls Pieces
Demand
Month Curr 1st 2nd 3rd 4th 5th 6th 7th 8th 9th 10th 11th 12th
Calls 1 1 0 0 0 0 0 0 1 0 1 0 1
Pieces 1 1 0 0 0 0 0 0 1 0 1 0 2
Parts Inventory Control Seminar 83
Chapter 4 – Control-of-Stock
Exercise Discussion
(1). Select the Demand Base Months parameter for each store.
Part is a Returnable, Medium Moving, $25 D/N part. Demand Base Months for
Store 00 is 12 months; Store 01: 9 Months; Store 04: 6 Months; Store 06: 3
months.
(2). See the Territorial Table for any demand consolidation requirements.
All stores in this exercise are at Level-4 in the territorial hierarchy. Each store is a
territory to itself meaning that there will be no consolidation of demand history.
Record-type is not a factor in this exercise because the territorial hierarchy does not
call for any demand consolidation.
(3). Use the Test For Increasing Demand to include/exclude the current month.
The test for increasing demand works on calls. Compare the calls in the current
month to that of the last month specified by Demand Base Months. When calls are
equal, use the current month in favor of the last previous month called for regardless
of the number of pieces demanded in either month. The green shaded area in the
following store records represents the application of the test for increasing demand.
(4). Compute annual demand (calls and pieces) for each store.
Store 00: 4 Calls, 4 Pieces. Store 01: 3 Calls, 3 Pieces. Store 04: 2 Calls, 2
Pieces. Store 06: 2 Calls, 2 Pieces.
Store 00 Demand Base Months 12 Annual Calls 4 Pieces 4
Demand
Month Curr 1st 2nd 3rd 4th 5th 6th 7th 8th 9th 10th 11th 12th
Calls 1 1 0 0 0 0 0 0 1 0 1 0 1
Pieces 1 1 0 0 0 0 0 0 1 0 1 0 2
Store 01 Demand Base Months 9 Annual Calls 3 Pieces 3
Demand
Month Curr 1st 2nd 3rd 4th 5th 6th 7th 8th 9th 10th 11th 12th
Calls 1 1 0 0 0 0 0 0 1 0 1 0 1
Pieces 1 1 0 0 0 0 0 0 1 0 1 0 2
Store 04 Demand Base Months 6 Annual Calls 2 Pieces 2
Demand
Month Curr 1st 2nd 3rd 4th 5th 6th 7th 8th 9th 10th 11th 12th
Calls 1 1 0 0 0 0 0 0 1 0 1 0 1
Pieces 1 1 0 0 0 0 0 0 1 0 1 0 2
Store 06 Demand Base Months 3 Annual Calls 2 Pieces 2
Demand
Month Curr 1st 2nd 3rd 4 th
5th 6th 7th 8th 9th 10th 11th 12th
Calls 1 1 0 0 0 0 0 0 1 0 1 0 1
Pieces 1 1 0 0 0 0 0 0 1 0 1 0 2
Parts Inventory Control Seminar 84
Chapter 4 – Control-of-Stock
2) Annual Demand Calculation – Territorial Stocking Implemented
Use the Demand Base Months from the Life Cycle Parameters displayed previously,
the test for increasing demand, the territorial hierarchy displayed below and the
record-types from each store record to compute what would be used as annual
demand in any subsequent stock replenishment process.
REMINDER: Territorial stocking rolls non-stock history from the lowest-level store to
the next highest-level store, and continues to do so until it encounters a stocked
store, or until it reaches the top of the hierarchy.
Territory Table
Store 00
Level-4
Store 01 Store 02 Store 03
Level-3 Level-3 Level-3
Store 04 Store 05
Level-2 Level-2
Store 06
Level-1
The part is a Returnable, Medium Moving, $25 D/N.
Parts Inventory Control Seminar 85
Chapter 4 – Control-of-Stock
Store 00 Demand Base Months Annual Calls Pieces
Demand
Record- Month Curr 1st 2nd 3rd 4th 5th 6th 7th 8th 9th 10th 11th 12th
Type
Stock Calls 1 1 0 0 0 0 0 0 1 0 1 0 1
Pieces 1 1 0 0 0 0 0 0 1 0 1 0 2
Store 01 Demand Base Months Annual Calls Pieces
Demand
Record- Month Curr 1st 2nd 3rd 4th 5th 6th 7th 8th 9th 10th 11th 12th
Type
Non-Stock Calls 0 0 0 0 0 1 0 0 0 0 0 0 1
Pieces 0 0 0 0 0 1 0 0 0 0 0 0 6
Store 02 Demand Base Months Annual Calls Pieces
Demand
Record- Month Curr 1st 2nd 3rd 4 th
5th 6th 7th 8th 9th 10th 11th 12th
Type
Exhaust Calls 0 0 0 1 0 0 0 0 0 0 1 0 0
Pieces 0 0 0 1 0 0 0 0 0 0 1 0 0
Store 03 Demand Base Months Annual Calls Pieces
Demand
Record- Month Curr 1st 2nd 3rd 4th 5th 6th 7th 8th 9th 10th 11th 12th
Type
Stock Calls 0 1 0 1 0 0 0 0 1 0 1 0 0
Pieces 0 1 0 1 0 0 0 0 1 0 1 0 0
Store 04 Demand Base Months Annual Calls Pieces
Demand
Record- Month Curr 1st 2nd 3rd 4 th
5th 6th 7th 8th 9th 10th 11th 12th
Type
Stock Calls 0 0 0 0 0 0 0 0 1 0 0 0 0
Pieces 0 0 0 0 0 0 0 0 1 0 0 0 0
Store 05 Demand Base Months Annual Calls Pieces
Demand
Record- Month Curr 1st 2nd 3rd 4th 5th 6th 7th 8th 9th 10th 11th 12th
Type
Temporary Calls 0 0 0 0 0 0 0 0 0 0 0 0 1
Pieces 0 0 0 0 0 0 0 0 0 0 0 0 4
Store 06 Demand Base Months Annual Calls Pieces
Demand
Record- Month Curr 1st 2nd 3rd 4th 5th 6th 7th 8th 9th 10th 11th 12th
Type
Non-Stock Calls 0 0 0 1 0 0 0 0 1 0 1 0 1
Pieces 0 0 0 1 0 0 0 0 1 0 1 0 2
Parts Inventory Control Seminar 86
Chapter 4 – Control-of-Stock
Exercise Discussion
(1). Select the Demand Base Months parameter for each store.
Select the Demand Base Months parameter for each store from the Life Cycle
Parameters displayed previously.
Store Store Store Store Store Store Store
00 01 02 03 04 05 06
Demand Base 12 9 9 9 6 6 3
Months
Demand Base Months also controls the number of months of demand history that
can be rolled from a lower level to the next highest-level store. If, for example,
Demand Base Months is nine (9), the system will roll the current month “plus” the
nine previous months of history to the next highest-level store in the hierarchy.
(2). Check the Territorial Table for any demand consolidation requirements.
In a multi-level hierarchy, record-
Territory Table
type plays a pivotal role because it
determines when demand history
Store 00
will or will not roll to the next highest- Level-4
level store. Stock
Store 01 Store 02 Store 03
Non-Stock demand history rolls from Level-3 Level-3 Level-3
the lowest level store to the next Non-Stock Exhaust Stock
highest-level store, and continues to
do so until it encounters a stocked Store 04 Store 05
Level-2 Level-2
store or until it reaches the top of the Stock Temporary
hierarchy.
Store 06
When the non-stock demand history Level-1
Non-Stock
from a lower level store rolls to a
higher-level stocked store, the non-stock demand history is added to that of the
stocked store. A store with a non-stock, exhaust-stock, temporary-stock or a made-
stock record is considered a non-stock store. In a territorial application, non-stock
stores always qualify to be rolled to the next highest level.
A store with a stocked record is considered a stocked store. A stocked store can
absorb demand history from lower level non-stock stores but unless it is a dependent
store, it cannot roll demand history to the next highest level in a hierarchy.
(3). Use the Test For Increasing Demand to include or exclude the current month in
the calculation of annual demand.
When Demand Base Months is used to select a number of months to use in an order
point or an order quantity calculation or to roll to the next highest level in a territorial
hierarchy, it will always include the current month plus the number of months called
for by the Demand Base Months parameter. It always includes the current month
because the Test For Increasing Demand occurs after the demand history has
consolidated into a stocked store or has reached the top of the hierarchy.
Parts Inventory Control Seminar 87
Chapter 4 – Control-of-Stock
In a territory hierarchy, the test for increasing demand applies after all of the demand
history has been rolled to and consolidated with that of the next highest-level store.
To do that, the system rolls the current month plus the number of months specified
by the Demand Base Months parameter.
The test for increasing demand compares the calls in the current month to that of the
last month specified by Demand Base Months. If Demand Base Months were six
months, for example, the system would compare the calls in the current month to
those of the 6th previous month. When calls in the current month exceed those of the
last month specified by Demand Base Months, the system includes the current
month and excludes the last month specified by Demand Base Months. When calls
in the last month specified by Demand Base Months exceeds those of the current
month, the current month is excluded and the last month specified is included. When
calls are equal, use the current month in favor of the last previous month called for
regardless of the number of pieces demanded in either month. The green shaded
area in the following store records represents an appropriate application of the test
for increasing demand.
(4). Compute annual demand (calls and pieces) for each store.
This is how it ended up. The bright green months highlight the Current Month plus
the number of months specified by the Demand Base Months parameters. The
darker green highlights the months where territorial has added in some demand
history from a lower level non-stock store.
The blue tells what happened. Start with store 06, which is the lowest level store.
Parts Inventory Control Seminar 88
Chapter 4 – Control-of-Stock
Store 00 Demand Base Months: 12 Annual Calls: 7 Pieces: 7
Demand
Record-Type Month Curr 1st 2nd 3rd 4th 5th 6th 7th 8th 9th 10th 11th 12th
Stock Calls 1 1 0 2 0 1 0 0 1 0 1 0 1
Pieces 1 1 0 2 0 1 0 0 1 0 1 0 2
Store 00 – Level-4 – Stock Store – Top Of Hierarchy – Includes St. 00 + 01 + 06 + 05 + 02
Store 01 Demand Base Months: 9 Annual Calls: 1 Pieces: 1
Demand
Record-Type Month Curr 1st 2nd 3rd 4th 5th 6th 7th 8th 9th 10th 11th 12th
Non-Stock Calls 0 0 0 0 0 1 0 0 0 0 0 0 1
Pieces 0 0 0 0 0 1 0 0 0 0 0 0 6
Store 01 – Level-3 – Non-Stock Store – Qualified to roll Current + 1-9 Months to St. 00
Store 02 Demand Base Months: 9 Annual Calls: 2 Pieces: 2
Demand
Record-Type Month Curr 1st 2nd 3rd 4th 5th 6th 7th 8th 9th 10th 11th 12th
Exhaust Calls 0 0 0 2 0 0 0 0 0 0 1 0 0
Pieces 0 0 0 2 0 0 0 0 0 0 1 0 0
St. 02 – Level-3 – Non-Stock Store – Includes St. 06 & 05 – Will roll Current + 1-9 to St. 00
Store 03 Demand Base Months: 9 Annual Calls: 3 Pieces: 3
Demand
Record-Type Month Curr 1st 2nd 3rd 4th 5th 6th 7th 8th 9th 10th 11th 12th
Stock Calls 0 1 0 1 0 0 0 0 1 0 1 0 0
Pieces 0 1 0 1 0 0 0 0 1 0 1 0 0
St. 03 - Level-3 - Stock Store – Will not roll history to next highest level.
Store 04 Demand Base Months: 6 Annual Calls: 0 Pieces: 0
Demand
Record-Type Month Curr 1st 2nd 3rd 4th 5th 6th 7th 8th 9th 10th 11th 12th
Stock Calls 0 0 0 0 0 0 0 0 1 0 0 0 0
Pieces 0 0 0 0 0 0 0 0 1 0 0 0 0
St. 04 – Level-2 - Stock Store – Stands Alone – Will not roll history to next highest level.
Store 05 Demand Base Months: 6 Annual Calls: 1 Pieces: 1
Demand
Record-Type Month Curr 1st 2nd 3rd 4th 5th 6th 7th 8th 9th 10th 11th 12th
Temporary Calls 0 0 0 1 0 0 0 0 0 0 0 0 1
Pieces 0 0 0 1 0 0 0 0 0 0 0 0 4
St. 05 –Level-2 - Non-Stock Store – Includes St. 06 – Will roll Current + 1-6 months to St. 02
Store 06 Demand Base Months: 3 Annual Calls: 1 Pieces: 1
Demand
Record-Type Month Curr 1st 2nd 3rd 4th 5th 6th 7th 8th 9th 10th 11th 12th
Non-Stock Calls 0 0 0 1 0 0 0 0 1 0 1 0 1
Pieces 0 0 0 1 0 0 0 0 1 0 1 0 2
St. 06 –Level-1 - Non-Stock Store – Will roll Current + 3 Previous Months to St. 05.
Parts Inventory Control Seminar 89
Chapter 4 – Control-of-Stock
4.4 Dependent Store Processing
Dependent store processing is an extension of territorial stocking, which was
introduced in section 3.5. In territorial stocking, non-stock history is rolled to the next
highest-level store that has a stocked record or to the store at the top of the
hierarchy.
Dependent store processing is when a dealer determines that a store will source all
of its stock order for a particular Source-of-Supply (SOS) to another store within the
dealership, rather than to the SOS’s vendor. The store sourcing to another store
within the dealership is called the dependent or child, while the sourced store is
called the parent. In this situation, the dependent store rolls its stock history up to
the parent store for annual demand calculations. The history is retained at the
dependent store level and also included in the parent store. This history is used to
calculate the order points for each store.
In order to utilize dependent store processing, the dealer must also be utilizing
territorial stocking. A territorial hierarchy must be set up and the dependent store
must be at a level lower than the parent store. Generally, the dependent store will
also roll its non-stock history territorially to the parent store as well, not just its stock
history. In this case, basically all history is rolled up to the parent store. While this is
generally how it is used, it is possible parameter-wise to have a dependent store roll
stock history to the parent store while rolling non-stock history to a different territorial
store.
In DBS, the territorial and distribution relationships are displayed as shown below:
When a store number displays in
parentheses, it is the Distribution store
to the Dependent Store to the
immediate left. Here, Store 03 (Level-
2) is dependent on Store 00 (Level-4),
and reports non-stock history to Store
01 (Level-3) first, and then to Store 00
if it is not a stock record at Store 01.
Store 02 (Level-3) is also dependent on
Store 00 (Level-4) and also reports
non-stock history to Store 00.
Parts Inventory Control Seminar 90
Chapter 4 – Control-of-Stock
It should be noted that when looking at a parent store’s store record or that of the
territorial store’s store record on-line, the rolled up call/demand history is not
displayed. Only the recorded history that transacted from that store is displayed.
When using the paper reports generated by DBSi, the consolidated history is
displayed.
While the dependent store concept has just been introduced in the Control-of-Stock
phase of the life cycle, it is also put to use in the Add-to-Stock phase. The use of
dependent store processing along with territorial stocking can cause a part to qualify
for a record-type change as demand history rolls from level-to-level within a territorial
hierarchy. As the record-type changes, it can qualify or disqualify the store for
specific routines in subsequent stock replenishment processes.
Dependent Store Processing and Annual Demand
Demand base months are used the same way with dependent store processing as
with territorial stocking. The number of demand base months set for the dependent
store controls the number of months of stock history rolled from the dependent to the
parent.
The test for increasing demand is also applied in the same manner to dependent
store processing in conjunction with demand base months, as it is with territorial
stocking. For example, Store 03 is dependent on Store 00, and Store 03’s demand
base months are set at three months and Store 00’s are set at 12 months. Store 03
will roll the current month plus the previous three months of history up to Store 00
and Store 00 will look at the consolidated demand and then perform the test for
increasing demand and compare current month history to the previous 12th month of
history and use the month with the greater number of calls (or the current month if
they are both equal) for annual demand. This is used for both Add-to-Stock for
stocking decisions and for Control-of-Stock once a record has become a stock
record.
Dependent Store Processing and Lead-Time
The main advantage or benefit of dependent store processing is that the lead-time
for the dependent store can be reduced, resulting in less depth of inventory required
at the dependent to maintain targeted service levels. Package quantity purchases
can also be potentially minimized or eliminated at the dependent store.
The parent store will stock more line items as a result of territorial and dependent
store processing as well as carry more depth of inventory because they are the
primary source of stock and emergency parts. The offset should be that lead-times
could be reduced at the dependent store, thus resulting in less depth of the inventory
at the dependent stores. Depending upon the mix of the dealer’s inventories, this
could possibly result in a reduction of overall dealership inventory and improved
turnover and customer service. Finding this balance of performance with dependent
store processing is essential to receive the full benefit.
Parts Inventory Control Seminar 91
Chapter 4 – Control-of-Stock
How Dependent Store Processing Works
First of all, dependent and territorial stocking are used to determine if a part qualifies
for stock at the dependent store as well as at the parent store based on the Add-to-
Stock parameters at each store by making use of demand base months and the
territorial hierarchy and dependent store parameters.
Once an item is stocked, the Control-of-Stock parameters established for both the
dependent and parent store are applied. Again, as in the Add-to-Stock decision,
demand base months are used to determine the amount of history used to calculate
annual demand, which is used in the order point calculation, as well as lead-time.
The discussion of order point calculations will be covered later in the chapter.
Once the dependent’s order quantity is calculated, the stock transfer search
sequence is utilized to determine if surplus can be used to fulfill the dependent
store’s need. If it cannot be filled, then the item is sourced to the parent store. The
amount filled by the parent store is based upon a parameter setting that can either
take the parent store to its minimum or to zero. Any unsourced amount is then
added to the parent store’s stock order to the vendor and a pending transfer is
retained in the system. On a daily basis the pending transfers are compared to the
parent store’s current on-hand quantity and then transferred to the dependent store
when any portion of the required on-hand quantities exist at the parent store.
Impacts of Dependent Store Processing
Earlier, we discussed the impact of dependent store processing on annual demand
and lead-time, but there are other impacts to be considered as well.
Reduced inventories at the dependent store should result in a reduction of inventory
carrying costs.
From a customer service standpoint, total and territorial service percents should
improve as a result of dependent and territorial stocking. A part will qualify for stock
sooner with territorial stocking than without and that should improve service
percents.
In addition to reduced carrying costs and improved service percents, emergency
service fees should be reduced. More line items will be stocked within the dealership
and if backorder sourcing sequences are properly aligned, more items should be
sourced within the dealership rather than sourcing to the vendor.
The impact on the warehouse operations should not be ignored when considering
the implementation of dependent store processing. Dependent store processing
requires the parent store to bin and receipt the parts into its inventory and then wait
for the transfer to be generated to transfer the parts to the dependent store. This will
increase the amount of warehouse activity and a cost should be determined to
assess if the increased warehouse costs will exceed the reduced emergency service
fees and carrying costs dependent store processing offers. Also, the increased
number of line items and depth of inventory at the parent store should be analyzed to
determine the additional storage space requirements.
Parts Inventory Control Seminar 92
Chapter 4 – Control-of-Stock
4.5 Order Point Matrix and Min-Types
Once a part has qualified as a stock record, in the Control-of-Stock phase it is
assigned a min-type based upon the order point matrix it is assigned to. The order
point matrix applies minimum control logic, or service targets, for regular buy items
and determines their reorder points. (This section is to make you aware of the
various min-types and how they are assigned to each part. A more detailed
explanation of the use of the order point matrix and minimum control logic, or service
targets, will be covered in the next section covering Order Point Calculations.)
In DBSi, an order point matrix is used to determine the target service levels for each
classification of inventory or min-type, which determines depth of inventory. Min-
types are assigned based upon activity indicator (F-M-S), dollar value breaks
(average value per call or unit dealer net) as well as annual demand. There are two
order point matrices in DBS, which allows for a unique base lead-time for each as
well as target service levels for each min-type classification.
Below is an example of an order point matrix in DBS.
Low Activity
Low Value High Activity
Low Value
High Activity
High Value
Low Activity
High Value
For stock record (Record Type “S”) parts, the order point matrices determine its min-
type. Across the top of the table are dealer-defined call ranges A, B, C, and D, going
from lower activity parts to higher activity parts. Generally, the A range is from 3 or 4
calls to 6 calls annually (annual calls as determined by Demand Base Months), the B
Parts Inventory Control Seminar 93
Chapter 4 – Control-of-Stock
range is from 7-12 calls, the C range from 13-25 calls, and the D range 26 calls and
up.
In addition to call ranges, average value per call or unit dealer net categories are
used to determine a part’s min-type. The dealer has the option to use average value
per call or the unit dealer net of the part. Average value per call is calculated by
dividing demand in pieces by the number of calls and taking that value times the unit
dealer net value.
The categories are 1 through 5, for Order Point Matrix I and go from low value (1) to
high value (5). The categories are 6 through 10 for Order Point Matrix II and go from
low value (6) to high value (10).
The combination of value and call ranges determine the min-type for a stock part.
For example, min-type 1D is for a low value, high activity part. Again, call ranges
and values are dealer-defined and can vary by Store, Source-of-Supply, Order Point
Matrix, and activity indicator (F-M-S).
Stock parts (Record Type “S”) that are not manually controlled and have annual calls
less than call range A, are considered as Buy-as-Sold parts. (Buy-as-Sold will be
explained in more detail when minimum calculations are discussed.) There are two
categories of Buy-as-Sold parts and thus two separate min-types. Please see the
table below.
BUY-AS-SOLD DEFINITION MIN-TYPE
MATURE – Date to stock is more than one MBS
year old.
NEW – Date to stock is less than one year NBS
old.
Date to stock is defined as the date of the last time that a part’s store record had its
record type changed to a stocked record (Record Type “S”).
For Record Type “S” parts that are manually controlled, the method by which it is
controlled determines its min-type.
Below is a table for the manually controlled min-type categories of stock parts.
MANUAL CONTROL DEFINITION MIN-TYPE
Protective Stock PS
Permanent Frozen PF
Temporary Frozen TF
The manually controlled min-type a part is assigned to, is dependent upon the
Frozen Min/Max indicator a part is assigned on the Store Record. Values 1, 2, 3, 6,
7, and 8 will be min-types PF; value 3 with months protected will be min-type PS;
values 4 and 9 will be min-type TF for temporary frozen. (See the DBS/DBSi Parts
Inventory Processing Training Guide for a definition of each of the Frozen Min/Max
indicators.)
Parts Inventory Control Seminar 94
Chapter 4 – Control-of-Stock
Min-types PS, PF, and TF are not included on the order point matrix. Their
minimums and maximums are determined by the dealer and are set at their frozen
levels.
For Made-Stock, Exhaust, and Temp Stock parts, the record type determines its min-
type. See the table below.
RECORD TYPE DEFINITION MIN-TYPE
M Made-Stock MS – Made-Stock
E Exhaust ES – Exhaust Stock
ER – Exhaust Replaced
T Temporary TS – Temporary Stock
Min-types MS, ES, ER, and TS are not included on the order point matrix. Their
minimums and maximums are always 0 and 0.
This gives a high level overview of what min-types are and how parts are assigned to
the various categories. The next step is to understand how the order point matrix
and min-types are used to determine order point calculations.
Parts Inventory Control Seminar 95
Chapter 4 – Control-of-Stock
4.6 Order Point Calculations
By definition, an order point (or minimum) helps the system determine when a part
should be ordered. Parts are considered for reordering when the total available is
less than or equal to minimum. At a high level, there are basically two types of order
points – Manually Controlled and System Generated.
Manually Controlled Order Points
When inventory management at the dealership decides to determine their own order
points for parts, rather than use a system generated order point, this is called a
manually controlled order point. There may be a variety of reason why some parts
are manually controlled (New Product Introduction, Customer Support Agreements,
cost of a part, warehouse space, etc.)
There are three categories of Manually Controlled order points as listed below:
1) Permanent Frozen
2) Temporary Frozen
3) Protected Stock
In each case, the dealership has decided to override the system calculated order
point and manually control the order points for each of these categories. The key
difference of each of these is the manner in which the manual control on the part is
released.
Permanent Frozen (PF)
The order point is frozen until the user manually releases the frozen indicator. The
system will never automatically release a Permanent Frozen order point.
Temporary Frozen (TF)
A Temporary Frozen order point will automatically release when the system
calculated minimum exceeds Temporary Frozen minimum set by the dealer.
Protected Stock (PS)
The Protected Stock order point can be thought of as Permanent Frozen with
“months protected.” It will automatically release when the months that are protected
expire. It includes an optional free-form reason field that is manually entered and
deleted as needed.
System Generated Order Points
System generated order points are calculated by the dealer’s business system using
parameters and formulas to automatically determine order points. The majority of a
dealer’s inventory order points should be system generated.
There are three categories of system generated order points as listed below:
1) Buy-As-Sold
2) Days-of-Supply
Parts Inventory Control Seminar 96
Chapter 4 – Control-of-Stock
3) Poisson
Buy-As-Sold (BAS)
The Buy-As-Sold order point is generally used for slower moving/more expensive
parts, or those parts with shorter lead-times. A BAS min-max will stock a number of
pieces equal to one average call. Buy-as-Sold can be a min-type which is controlled
by BAS order point logic, or it can be an MCL (minimum control logic) or service
target set on the order point matrix.
Formula: Buy-As-Sold Order Point
E
1. Compute Annual Demand in calls and pieces (see Demand Base
x Months).
a
2. Compute the Average Number of Pieces Per Call (annual pieces
m divided by annual calls).
p
3. Set Maximum at the Average Number of Pieces per Call.
l
4.
e
Set Minimum at one less than the Average Number of Pieces per Call.
:
Step 1 – Demand base months for a part is 12 months. It has one call for 3 pieces in
the current month, one call for 5 pieces in the previous month, and one call for 4
pieces in the 5th previous month. Total annual demand in calls is 3 and in pieces is
12.
Step 2 – Divide annual pieces (12) by annual calls (3). Average pieces per call is 4.
Step 3 – Maximum is equal to average pieces per call. Maximum is equal to 4.
Step 4 – Minimum is one less than average pieces per call. Minimum is equal to 3.
HANDS ON EXERCISE
Calculate BAS Minimums and Maximums for the following three parts.
3 Calls for 27 Pieces Min_____ Max_____
2 Calls for 4 Pieces Min_____ Max_____
1 Call for 1 Piece Min_____ Max_____
Parts Inventory Control Seminar 97
Chapter 4 – Control-of-Stock
Days-of-Supply (DOS)
Days-Of-Supply (DOS) is generally applied to sources/vendors with extended or
erratic lead times, or parts that have the highest demand and least cost. An example
would be low cost, general-purpose hardware. DOS is normally expressed as 30,
45, 60, 90 or 120 days-of-supply, but will also take any number between 1+999. A
DOS strategy should consider a number of stocking days based on total lead-time,
plus a set number of days as safety stock.
Formula: Days Of Supply Order Point
DOS x Annual Demand (in pieces)
Days of Supply = ___________________
365
Example:
A part has it minimum control logic set to DOS of 60 and annual demand of 10 calls
for 50 pieces.
Multiply DOS (60) by annual demand in pieces (50), which equals 3000.
Divide 3000 by 365, which equals 8.2. Use general rounding rules and round to 8.
Minimum for this part is 8.
HANDS ON EXERCISE
Calculate DOS Minimums using the DOS Order Point formula.
30 DOS Order Point Pcs./Call
3 Calls for 27 Pieces ___ Min_____
7 Calls for 109 Pieces ___ Min_____
45 DOS Order Point
31 Calls for 325 Pieces ___ Min_____
17 Calls for 17 Pieces ___ Min_____
60 DOS Order Point
22 Calls for 261 Pieces ___ Min_____
18 Calls for 721 Pieces ___ Min_____
Parts Inventory Control Seminar 98
Chapter 4 – Control-of-Stock
Poisson
Poisson uses minimum control logic (MCL) or service targets to determine the order
points for parts. The Poisson-controlled parts are referred to as the parts whose
min-type is assigned by the order point matrices and controlled by the corresponding
MCL and safety stock days, in addition to the assigned lead-time for the matrix.
Poisson calculates an order point in calls for each min-type, and then multiplies that
by the part number’s average pieces per call to calculate that specific part number’s
minimum.
Below is a screen print of an order point matrix in DBS/DBSi.
Parts Inventory Control Seminar 99
Chapter 4 – Control-of-Stock
Poisson-Order Point Minimum Calculation
There are six basic steps used in calculating a Poisson minimum.
1. From the Part Master record, determine the part’s Activity Indicator (F-M-S), Unit
Dealer/Net, and Returnable/Non-Returnable status. Below is a screen print of a part
master record in DBS/DBSi.
Parts Inventory Control Seminar 100
Chapter 4 – Control-of-Stock
2. From the Ordering Parameters, determine the demand base months considering
activity indicator, returnable/non-returnable status, and unit dealer net, and territorial
hierarchy. Below is a screen print of the ordering parameter screen for a specified
store and source-of-supply combination.
Parts Inventory Control Seminar 101
Chapter 4 – Control-of-Stock
3. From the Store Record, consolidate Call/Demand activity considering territorial
hierarchy, record type, and demand base months. Compute annual demand in calls
and pieces considering demand base months and the test for increasing demand.
Using annual demand, compute average pieces per call. Using average pieces per
call, calculate average dealer net value per call. Below is a screen print of the store
record screen from DBS/DBSi.
Parts Inventory Control Seminar 102
Chapter 4 – Control-of-Stock
4. From the Ordering Parameters, select the appropriate Order Point Matrix
considering the activity indicator. Note the base lead-time for the order point matrix.
Using annual calls and average dealer net value per call, determine the min-type,
minimum control logic (MCL), and safety stock (SS) days. Below is a screen print of
the order point matrix from DBS/DBSi.
5. Compute Estimated Demand in Calls During Lead-Time (EXDLT). Estimated
Demand During Lead-Time is the number of calls expected within the base lead-time
plus safety stock days and is a key element in determining a Poisson minimum. The
EXDLT formula is shown below.
Calls x (Base Lead-Time + Safety Stock Days)
EXDLT = _____________________________________
365
6. Determine Order Point in Calls. Using the Poisson Order Point in Calls table,
take the EXDLT number down the Desired Service Percent column to the value
Parts Inventory Control Seminar 103
Chapter 4 – Control-of-Stock
equal to or greater than EXDLT. The number in the Calls column to the far right or
far left is the Order Point in Calls. Multiply the Order Point in Calls times the Average
Pieces per Call to determine the final minimum for the part.
Below is an example of the Poisson Order Point in Calls table.
Poisson Order Points In Calls
Calls 90% 91% 92% 93% 94% 95% 96% 97% 98% 99% Calls
0 0.11 0.09 0.08 0.07 0.06 0.05 0.04 0.03 0.02 0.01 0
1 0.53 0.50 0.47 0.43 0.39 0.36 0.31 0.27 0.21 0.15 1
2 1.10 1.05 1.00 0.94 0.88 0.82 0.75 0.66 0.57 0.44 2
3 1.74 1.68 1.61 1.53 1.45 1.37 1.27 1.16 1.02 0.82 3
4 2.43 2.35 2.27 2.18 2.08 1.97 1.85 1.71 1.53 1.28 4
5 3.15 3.06 2.96 2.85 2.74 2.61 2.47 2.30 2.09 1.79 5
Example:
Compute an order point for a part that is classified by Caterpillar as Fast moving with
a unit dealer net value of $35 with annual call demand activity of 7 calls for 21
pieces. Use the Order Point Matrix shown below and the Poisson Order Points in
Calls table from above.
ORDER POINT MATRIX - 1
STORE: 00 MAIN STORE BASE LEAD-TIME: 6 Days
SOS: 000 CATERPILLAR
ACTIVITY INDICATOR – F – FAST MOVING PARTS
CALL RANGE – A CALL RANGE – B CALL RANGE – C CALL RANGE - D
FROM TO FROM TO FROM TO FROM TO
4 - 6 7 - 12 13 - 25 26 - UP
MAX MCL SS MAX MCL SS MAX MCL SS MAX MCL SS
COST COST COST COST
CTG 1 15 99% 28 15 99% 26 15 99% 33 15 030 0
CTG 2 50 99% 28 50 99% 26 50 99% 25 50 045 0
CTG 3 100 99% 5 100 99% 12 100 99% 12 100 99% 19
CTG 4 350 99% 0 350 99% 1 350 99% 4 350 99% 12
CTG 5 99999 BAS 0 99999 BAS 0 99999 95% 0 99999 99% 0
For this example exercise, it is not necessary to complete steps 1 and 2 or the
annual demand calculation from step 3, as activity indicator, unit dealer net value,
and annual demand have already been identified. The remainder of steps 3 through
6 must be completed and are shown below.
Step 3 - Average Pieces per Call is equal to annual demand in pieces (21) divided
by annual demand in calls (7). The Average Pieces per Call is equal to 3.
Average Dealer Net Value per Call is equal to the Average Pieces per Call (3) times
the Unit Dealer Net Value ($35). The Average Dealer Net Value per Call is equal to
$105.
Step 4 - From the Order Point Matrix above, note the base lead-time for the order
point matrix. Using annual calls and average dealer net value per call, determine the
min-type, minimum control logic (MCL), and safety stock (SS) days.
Parts Inventory Control Seminar 104
Chapter 4 – Control-of-Stock
Base lead-time is equal to 6 days. The min-type is 4B ($105 avg. value per call with
7 annual calls). MCL is 99% and the number of safety stock days is 1.
Step 5 – Compute Expected Demand During Lead-Time.
Calls (7) x (Base Lead-Time (6) + Safety Stock Days (1))
EXDLT = _____________________________________
365
EXDLT = 0.13
Step 6 – The Poisson Order Point Minimum in Calls is equal to 1. (From the Order
Point in Calls table, go to the 99% MCL column. The EXDLT for this part is 0.13,
which is between .01 and .15. Using the Poisson Order Point in Calls table, take the
EXDLT number down the Desired Service Percent column to the value equal to or
greater than EXDLT. In this case EXDLT is greater than .01 (0 calls), so go to the
next value for which it is less than, which is .15 (1 call)).
Now, multiple the Order Point Minimum in Calls (1) times the Average Pieces per
Call (3) from step 3. The Order Point Minimum in Pieces is 3.
Parts Inventory Control Seminar 105
Chapter 4 – Control-of-Stock
HANDS ON EXERCISE
Calculate Poisson Minimum using the Poisson Order Point formula. (Use
the Order Point Matrix and Poisson Minimum Order Points in Calls table
from above.)
Fast moving part, Unit Dealer Net $20, Annual Demand of 15 Calls for 60
Pieces.
Min-Type_____ Minimum in Calls_____ Minimum in Pieces_____
The Importance of Order Point Calculations
Mastering Order Point calculations increases confidence by
revealing the mystery of numbers and making the inventory
control process less complex. Understanding Order Points
also helps you manage life cycle parameters. Once the
formula is understood, an Inventory Manager can confidently
set call breaks, apply safety stock, and verify or change
Minimum Control Logic.
Parts Inventory Control Seminar 106
Chapter 4 – Control-of-Stock
4.7 Economic Order Quantity and Maximum Calculations
The previous section detailed how minimums are calculated. Remember, the
importance of a minimum determines when a part is considered for reordering.
When the total available for a part is less than or equal to minimum, that part is
considered for reordering. Once it is determined the part should be replenished, the
next question is how many should be ordered? The Economic Order Quantity (EOQ)
is what is used in determining how many and, combined with the minimum, sets the
maximum for a part.
Similar to minimum calculations, at a high level, there are basically two types of
maximums defined – Manually Controlled and System Generated.
Manually Controlled Maximums
When inventory management at the dealership decides to determine their own
minimum and maximum for parts, rather than use a system-generated minimum and
maximum, this is called a manually controlled part. There may be a variety of
reasons why some parts are manually controlled (New Product Introduction,
Customer Support Agreements, cost of a part, warehouse space, etc.)
There are three categories of Manually Controlled maximums as listed below:
1) Permanent Frozen
2) Temporary Frozen
3) Protected Stock
In each case, the dealership has decided to override the system calculated order
point and maximums and manually control the order points for each of these
categories. The key difference of each of these is the manner in which the manual
control on the part is released.
Permanent Frozen (PF)
The order point and maximum is frozen until the user manually releases the frozen
indicator. They system will never automatically release a Permanent Frozen order
point minimum and maximum.
Temporary Frozen (TF)
A Temporary Frozen order point and maximum will automatically release when the
system calculated order point exceeds Temporary Frozen minimum set by the
dealer.
Protected Stock (PS)
The Protected Stock order point can be thought of as Permanent Frozen with months
protected. It will automatically release when the months that are protected expire. It
includes an optional free-form reason field that is manually entered and deleted as
needed.
System Generated Maximums
System generated maximums are calculated by the dealer’s business system using
Parts Inventory Control Seminar 107
Chapter 4 – Control-of-Stock
parameters and formulas to automatically determine EOQ’s and maximums. The
majority of a dealer’s inventory EOQ’s and maximums should be system generated.
There are three categories of system generated EOQ’s and maximums as listed
below:
1) Buy-As-Sold
2) Days-of-Supply
3) Poisson
Buy-as-Sold
Maximum is equal to the average number of pieces per call. Please refer to the
formula in section 4.6 relating to minimum order point calculations.
Days-of-Supply
Maximum is equal to Minimum plus the Economic Order Quantity (EOQ).
Poisson
Maximum is equal to Minimum plus the Economic Order Quantity (EOQ).
For both Days-of-Supply and Poisson calculated maximums, Economic Order
Quantity or EOQ, is the critical calculation. Maximum is simply the sum of minimum
and the EOQ. So how is EOQ calculated?
Economic Order Quantity (EOQ) Calculation
Economic Order Quantity (EOQ) is an accounting formula that effectively balances
inventory acquisition cost and inventory carrying cost to provide the most cost
effective stock replenishment order quantity.
The formula is used to determine how much to order for a given part at a specific
point in time. It determines the point at which the combination of order cost and
inventory carrying cost, both constant elements, are the least for a given part. The
other key elements, which are variable, are the dealer net value and the annual
demand for the given part. The result derived from the formula for a given part is the
most cost effective quantity to order.
The Caterpillar recommended EOQ formula for dealers is based on the accepted
standard “Norton Formula” which is:
2 * ( AcquisitionCost ) * ( AnnualDemand )
EOQ =
(CarryingCost ) * (UnitDealersNet Pr ice)
Acquisition Cost is the reoccurring cost a dealer has every time he orders a line item
for stock. It includes the expenses that can be directly attributed to the costs of
acquiring stock. Typically, the expenses start with the manpower cost related to the
stock order review and accumulate to that required to receive and bin the resulting
stock order. Beyond manpower costs, there might be transportation costs and other
miscellaneous items that directly contribute to inventory acquisition cost.
Parts Inventory Control Seminar 108
Chapter 4 – Control-of-Stock
It is commonly accepted that the acquisition cost is the same for every part with the
assumption being that it doesn’t cost any more to include one part versus another on
a stock order just as it doesn’t cost more to order a hundred pieces than ten of a
particular line item.
Carrying Cost includes the direct expense plus the allocated expense that can be
attributed to the cost to carry inventory plus the cost of money. Inventory Carrying
Cost is expressed as a percentage of total inventory investment.
Direct Expense includes such things as interest expense, taxes, salaries, certain
systems costs, material handling and storage equipment and more.
Allocated Expense includes management salaries, occupancy and certain other
general expenses that can be attributed to inventory management and control.
It will be apparent shortly that applying the EOQ formula itself isn’t particularly
difficult. What isn’t so apparent is how difficult it can be to calculate a dealer specific
acquisition cost or a dealer specific carrying cost. It isn’t that the process is so
complex; it is the availability and accessibility of the information. In most
organizations, information related to allocated expenses and particularly employee
compensation is considered confidential and is not generally available.
Applying the EOQ Formula
The EOQ formula as applied by Caterpillar dealers considers acquisition costs,
annual demand, carrying costs and the unit dealer net price of the part. Again, the
basic EOQ formula is:
2 * ( AcquisitionCost ) * ( AnnualDemand )
EOQ =
(CarryingCost ) * (UnitDealersNet Pr ice)
The acquisition costs and the carrying costs are the same for all parts. So, once
they have been determined and set, they can be applied as a constant to all parts to
simplify the EOQ formula. In the simplified EOQ formula, the constant that
associates acquisition and carrying costs is referred to as the EOQ “K” Factor. The
EOQ “K” Factor formula is:
2 * ( AcquisitionCost )
K=
(CarryingCost )
Thus, the simplified EOQ formula as applied by dealers is:
AnnualDemand
EOQ = K *
UnitDealersNet Pr ice
Parts Inventory Control Seminar 109
Chapter 4 – Control-of-Stock
“Annual demand” as applied in EOQ is the same annual demand that results from
the application of the Demand Base Months parameters in the order point
calculations.
The resulting EOQ is the calculated EOQ and not necessarily what will be the final
EOQ, as there are rules to apply a high limit and a low limit for the determining the
final EOQ.
EOQ High Limit
Compare the calculated EOQ to the EOQ High Limit.
In the DBS systems, the EOQ High Limit parameter applies as a percentage of
annual demand. A setting of 1.0 means that the EOQ High Limit is 100% of annual
demand, while 0.5 is 50% of annual demand.
• If the calculated EOQ exceeds the EOQ High Limit, use the EOQ High Limit as
the EOQ.
• If the calculated EOQ doesn’t exceed the EOQ High Limit, use the calculated
EOQ as the EOQ.
The EOQ High Limit doesn’t apply that often but when it does it is most likely to be
applied to a relatively inexpensive slower moving item.
EOQ Low Limit
Compare the calculated EOQ quantity to the EOQ Low Limit.
In DBS, the EOQ Low Limit parameter applies as Days-Of-Supply. A low limit setting
of 15 would mean that the EOQ Low Limit is equal to 15 “Days-Of-Supply.”
Days-Of-Supply Formula
Days-Of-Supply x Annual Demand (pieces)
365
• If the calculated EOQ is less than the EOQ Low Limit, use the EOQ Low Limit as
the EOQ.
• If the calculated EOQ is greater than the EOQ Low Limit, use the calculated EOQ
as the EOQ.
The EOQ Low Limit doesn’t apply that often but when it does it, is most likely to be
applied to a relatively expensive faster moving item.
Parts Inventory Control Seminar 110
Chapter 4 – Control-of-Stock
EOQ Rounding Rules
When the final EOQ quantity is less than one (1.00), round the fractional EOQ to
one (1.00). You cannot buy less than a quantity of one piece as an EOQ. Beyond
1.00, the regular rounding rules apply. For example, 1.4 will round down to 1.00 and
1.5 will round up to 2.0.
Final EOQ
The program calculates an EOQ. Parameters exist to apply an upper and lower limit
to the EOQ. These limits are established based on a part's anticipated daily sales
rate and other DBS parameters. If the EOQ falls below the lower limit, it is increased
to the lower limit value. Similarly, if the EOQ is above the upper limit, it will be
reduced to the upper limit value. Fundamentally, the limits exist to adjust the
application of the EOQ for warehouse efficiency considerations.
DBS EOQ Parameters
In the DBS systems, the EOQ parameters are part of the Ordering Parameters that
apply by Store within Source-Of-Supply. Below is a DBS screen print of the EOQ
parameters.
Parts Inventory Control Seminar 111
Chapter 4 – Control-of-Stock
Exercises:
Calculate an EOQ for each of the following. Use the following parameters and a
calculator with a square root function key.
The EOQ Formula:
AnnualDemand
EOQ = K *
UnitDealersNet Pr ice
How to: Divide the Annual Demand (pieces) by the Unit Dealers Net Price of the
part. Take the square root of the answer (touch the square root key on your
calculator) times (multiply) “K” which is 2.14.
Calculate the EOQ High Limit (percentage of annual demand).
Calculate the EOQ Low Limit Days-Of-Supply.
EOQ K Factor 2.14
EOQ High Limit 1.0 (100% of annual demand)
EOQ Low Limit 15 (Days-Of-Supply)
Annual Unit D/N Calculated High Limit Low Limit Final EOQ
Demand Price EOQ
1 12 .05
2 12 .25
3 12 5.25
4 18 685.00
5 12 1.29
6 55 25.10
7 12 15.00
8 34 19.45
9 12 125.00
10 388 1.26
11 235 1432.00
12 651 .05
Parts Inventory Control Seminar 112
Chapter 4 – Control-of-Stock
4.8 Miscellaneous Control of Stock Concepts and
Parameters
The major topics of the Control-of-Stock phase of the life cycle have been presented,
but there are still a few other related topics that are necessary to be understood.
These concepts/parameters are as follows:
1) Total Available
2) Auto Order Extended Cost Limits
3) Force Part to Suggest Order
4) Surplus Base Months
5) Stock Transfer Search Sequence
6) Stock Transfer Dollar Limits
7) Buy-as-Sold (BAS) Aging Days
Total Available
Total available helps determine when and how much to replenish by accounting for
quantities on order. In DBS/DBSi, total available is equal to the sum of on hand plus
on order plus in process plus in return. A part is at order point only when total
available is less than or equal to minimum. The initial order quantity (not considering
package/minimum order quantities) is maximum minus total available.
Parts Inventory Control Seminar 113
Chapter 4 – Control-of-Stock
Auto Order Extended Cost Limits
This parameter blocks automatic ordering by forcing a review of all items with an
extended order cost (order quantity times unit dealer net) greater than or equal to the
parameter setting. This parameter applies to all activity indicators (F-M-S). Below is
a DBS/DBSi screen print showing where this parameter is located.
Parts Inventory Control Seminar 114
Chapter 4 – Control-of-Stock
Force Part to Suggest Order
This parameter can disqualify a part for automatic stock replenishment. When it
applies, the part will appear on the Stock Order Review as a Suggested Order or a
Suggested Transfer. This parameter is meant to draw attention to stock records that
are at or below minimum but no longer meet the add-to-stock parameters.
Below is a DBS/DBSi screen print showing where these parameters are set.
When a stock part is active and considered for stock replenishment, if the number of
calls is less than the category to which it applies, then the part appears as a Suggest
Order.
Keep your dealership’s inventory management strategy in mind as you face these
stock replenishment decisions. Remember, these parts have already been stocked,
but they have fallen below established add-to-stock levels. Be mindful that as
stocked items, they are at order point so the decision is to replenish or not to
replenish. If the decision falls to replenishing the item, do so. If it falls to not
replenishing the item, make it exhaust or non-stock. It’s mostly a judgment call and
obviously it should be different for the slower moving, more expensive items than for
the others.
Parts Inventory Control Seminar 115
Chapter 4 – Control-of-Stock
Surplus Base Months
Surplus Base Months controls the amount of on-hand inventory that can be declared
available for stock transfer surplus re-deployment and Dealer Parts Inventory
Sharing (DPIS) if stock records have been included.
Below is a DBS/DBSi screen print of this parameter.
The Surplus Base Months parameters are part of the life-cycle parameter settings and can be
synchronized when they are set.
The amount of inventory available for internal stock transfer or DPIS is the greater of either on-hand
in excess of demand in Surplus Base Months or on-hand in excess of maximum.
A low Surplus Base Months potentially forces more inventory to be available for internal stock
transfers and DPIS while a higher Surplus Base Months will maintain more depth in inventory.
Parts Inventory Control Seminar 116
Chapter 4 – Control-of-Stock
Stock Transfer Search Sequence
The Surplus Base Months parameter determines what amount of inventory is
available for internal transfer. The Stock Transfer Search Sequence parameter
determines the order in which stores are searched for available inventory.
When it is determined that a store needs to replenish a part and the amount to order
has been calculated, before the part is ordered from the vendor (or parent store in
the case of dependent store processing), a search is done within the dealership to
determine if there is excessive inventory that can be redeployed to fulfill the need.
Below is a DBS/DBSi screen print of a stock transfer search sequence.
Parts Inventory Control Seminar 117
Chapter 4 – Control-of-Stock
Stock Transfer Dollar Limits
This parameter controls surplus redeployment in the stock replenishment program. It
sets an extended dealer net transfer limit that must be exceeded before a surplus
quantity can qualify to be transferred.
Below is a DBS/DBSi screen print of this parameter setting:
A typical strategy might be to slow the transfers down on the less expensive, faster
moving stocked items while accelerating transfer activity on the slower moving, more
expensive items.
An effective strategy will typically vary by size of store and general business
conditions.
Parts Inventory Control Seminar 118
Chapter 4 – Control-of-Stock
Buy-as-Sold (BAS) Aging Days
Buy-as-Sold aging provides a way to delay the replenishment of a Buy-as-Sold item
for a specified number of days as a way to compensate for returns. The only
exception is for parts going from Made-stock to Stock and ordering for the first time.
The BAS Aging does not apply in this situation because the part has just been aged
in the Made-stock aging process.
Below is a DBS/DBSi screen print of this parameter:
76
With today’s short lead-times (i.e. daily stock), often stock will have been ordered,
shipped, and received before a customer/service technician can process a return.
An effective strategy might be to slow the replenishment of medium and slow moving
BAS parts, particularly if a dealership’s return rates are on the high side.
Like Add-to-Stock Aging, the ideal setting for Buy as Sold Aging days for a daily
stock replenishment cycle is 7 days.
Note: This parameter only applies to min-types MBS and NBS. If the part has a
min-type of 1A-10D but the MCL is BAS, BAS aging does not apply.
Parts Inventory Control Seminar 119
Chapter 4 – Control-of-Stock
Setting BAS Aging to Avoid “Mondays”
This table shows the impact of the BAS aging days and the day when the aging
expires and will potentially order. As stated before, in order to avoid stacking of
inventory it is important to maintain aging days in multiples of seven. As shown
above the BAS aging days of seven will prevent the grouping of stock orders for one
day and spread it out evenly across the week. The greatest impact is on the
receipting side. By using multiples of seven aging days all those “new location items”
will arrive in the warehouse evenly spread through out the week.
Parts Inventory Control Seminar 120
Chapter 4 – Control-of-Stock
Reference – Poisson Order Points in Calls Tables
Poisson Order Points In Calls
Calls 70% 71% 72% 73% 74% 75% 76% 77% 78% 79% Calls
0 0.36 0.34 0.33 0.31 0.30 0.29 0.27 0.26 0.25 0.24 0
1 1.10 1.07 1.04 1.02 0.99 0.96 0.93 0.91 0.88 0.85 1
2 1.91 1.88 1.84 1.80 1.76 1.73 1.69 1.65 1.61 1.57 2
3 2.76 2.72 2.67 2.63 2.58 2.54 2.49 2.44 2.39 2.35 3
4 3.63 3.58 3.53 3.48 3.42 3.37 3.31 3.26 3.20 3.15 4
5 4.52 4.46 4.40 4.34 4.28 4.22 4.16 4.10 4.03 3.97 5
6 5.41 5.35 5.28 5.22 5.15 5.08 5.01 4.95 4.88 4.81 6
7 6.31 6.24 6.17 6.10 6.03 5.96 5.88 5.81 5.73 5.65 7
8 7.22 7.15 7.07 6.99 6.92 6.84 6.76 6.68 6.60 6.51 8
9 8.13 8.05 7.97 7.89 7.81 7.73 7.64 7.56 7.47 7.38 9
10 9.05 8.97 8.88 8.80 8.71 8.62 8.53 8.44 8.35 8.25 10
11 9.97 9.88 9.79 9.70 9.61 9.52 9.42 9.33 9.23 9.13 11
12 10.9 10.80 10.71 10.61 10.52 10.42 10.32 10.22 10.12 10.02 12
13 11.82 11.73 11.63 11.53 11.43 11.33 11.23 11.12 11.01 10.91 13
14 12.75 12.65 12.55 12.45 12.34 12.24 12.13 12.02 11.91 11.80 14
15 13.69 13.58 13.48 13.37 13.26 13.15 13.04 12.93 12.81 12.69 15
16 14.62 14.51 14.40 14.29 14.18 14.07 13.95 13.84 13.72 13.59 16
17 15.56 15.45 15.33 15.22 15.10 14.99 14.87 14.75 14.62 14.50 17
18 16.5 16.38 16.27 16.15 16.03 15.91 15.78 15.66 15.53 15.40 18
18 17.44 17.32 17.20 17.08 16.95 16.83 16.70 16.57 16.44 16.31 18
20 18.38 18.26 18.13 18.01 17.88 17.75 17.62 17.49 17.36 17.22 20
21 19.32 19.20 19.07 18.94 18.81 18.68 18.55 18.41 18.27 18.13 21
22 20.26 20.14 20.01 19.88 19.74 19.61 19.47 19.33 19.19 19.05 22
23 20.81 20.68 20.54 20.40 20.26 20.11 19.96 23
24 20.88 24
25 25
26 26
27 27
28 28
29 29
30 30
31 31
K 0.53 0.56 0.59 0.62 0.65 0.68 0.71 0.74 0.78 0.81 K
Parts Inventory Control Seminar 121
Chapter 4 – Control-of-Stock
Reference – Poisson Order Points in Calls Tables
Poisson Order Points In Calls
Calls 80% 81% 82% 83% 84% 85% 86% 87% 88% 89% Calls
0 0.22 0.21 0.20 0.19 0.17 0.16 0.15 0.14 0.13 0.12 0
1 0.82 0.80 0.77 0.74 0.71 0.68 0.65 0.62 0.59 0.56 1
2 1.54 1.50 1.46 1.41 1.37 1.33 1.29 1.24 1.20 1.15 2
3 2.30 2.25 2.20 2.15 2.09 2.04 1.98 1.93 1.87 1.81 3
4 3.09 3.03 2.97 2.91 2.85 2.79 2.72 2.65 2.58 2.51 4
5 3.90 3.84 3.77 3.70 3.63 3.56 3.48 3.40 3.32 3.24 5
6 4.73 4.66 4.59 4.51 4.43 4.35 4.26 4.18 4.09 3.99 6
7 5.58 5.50 5.41 5.33 5.24 5.15 5.06 4.97 4.87 4.76 7
8 6.43 6.34 6.25 6.16 6.07 5.97 5.87 5.77 5.66 5..55 8
9 7.29 7.20 7.10 7.00 6.90 6.80 6.70 6.58 6.47 6.35 9
10 8.16 8.06 7.96 7.86 7.75 7.64 7.53 7.41 7.29 7.16 10
11 9.03 8.93 8.82 8.71 8.60 8.48 8.36 8.24 8.11 7.97 11
12 9.91 9.80 9.69 9.58 9.46 9.34 9.21 9.08 8.94 8.80 12
13 10.79 10.69 10.56 10.44 10.32 10.19 10.06 9.92 9.78 9.63 13
14 11.68 11.56 11.44 11.32 11.19 11.06 10.92 10.77 10.62 10.47 14
15 12.57 12.45 12.32 12.19 12.06 11.92 11.78 11.63 11.47 11.31 15
16 13.47 13.34 13.21 13.09 12.94 12.79 12.64 12.49 12.33 12.16 16
17 14.37 14.24 14.10 13.96 13.82 13.67 13.51 13.35 13.19 13.01 17
18 15.27 15.13 14.99 14.85 14.70 14.55 14.39 14.22 14.05 13.86 18
18 15.27 15.13 14.99 14.85 14.70 14.55 14.39 14.22 14.05 13.86 18
20 17.08 16.93 16.79 16.63 16.48 16.31 16.14 15.97 15.78 15.59 20
21 17.99 17.84 17.69 17.53 17.37 17.20 17.03 16.84 16.65 16.46 21
22 18.90 18.75 18.59 18.43 18.26 18.09 17.91 17.73 17.53 17.32 22
23 19.81 19.65 19.49 19.33 19.16 18.96 18.80 18.61 18.41 18.20 23
24 20.72 20.56 20.40 20.23 20.06 19.88 19.69 19.49 19.29 10.07 24
25 20.77 20.58 20.38 20.17 19.95 25
26 20.88 26
27 27
28 28
29 29
30 30
31 31
K 0.85 0.88 0.92 0.96 1.00 1.04 1.09 1.13 1.18 1.23 K
Parts Inventory Control Seminar 122
Chapter 4 – Control-of-Stock
Reference – Poisson Order Points in Calls Tables
Poisson Order Points In Calls
Calls 90% 91% 92% 93% 94% 95% 96% 97% 98% 99% Calls
0 0.11 0.09 0.08 0.07 0.06 0.05 0.04 0.03 0.02 0.01 0
1 0.53 0.50 0.47 0.43 0.39 0.36 0.31 0.27 0.21 0.15 1
2 1.10 1.05 1.00 0.94 0.88 0.82 0.75 0.66 0.57 0.44 2
3 1.74 1.68 1.61 1.53 1.45 1.37 1.27 1.16 1.02 0.82 3
4 2.43 2.35 2.27 2.18 2.08 1.97 1.85 1.71 1.53 1.28 4
5 3.15 3.06 2.96 2.85 2.74 2.61 2.47 2.30 2.09 1.79 5
6 3.89 3.79 3.68 3.56 3.43 3.29 3.12 2.93 2.68 2.33 6
7 4.66 4.54 4.42 4.29 4.14 3.98 3.80 3.58 3.31 2.91 7
8 5.43 5.31 5.17 5.03 4.87 4.70 4.49 4.26 3.95 3.51 8
9 6.22 6.09 5.94 5.79 5.62 5.43 5.21 4.95 4.62 4.13 9
10 7.02 6.88 6.72 6.56 6.37 6.17 5.94 5.66 5.30 4.77 10
11 7.83 7.68 7.51 7.34 7.14 6.92 6.68 6.38 6.00 5.43 11
12 8.65 8.48 8.31 8.12 7.92 7.69 7.43 7.11 6.70 6.10 12
13 9.47 9.30 9.12 8.92 8.71 8.46 8.19 7.85 7.42 6.78 13
14 10.30 10.12 9.93 9.73 9.50 9.25 8.95 8.60 8.15 7.48 14
15 11.14 10.95 10.75 10.54 10.30 10.04 9.73 9.36 8.89 8.18 15
16 11.98 11.78 11.58 11.35 11.11 10.83 10.51 10.13 9.54 8.89 16
17 12.82 12.62 12.41 12.18 11.92 11.63 11.30 10.91 10.39 9.62 17
18 13.67 13.47 13.24 13.00 12.74 12.44 12.10 11.69 11.15 10.35 18
18 14.53 14.31 14.08 13.84 13.56 13.25 12.90 12.47 11.92 11.08 18
20 15.38 15.16 14.93 14.67 14.39 14.07 13.71 13.26 12.69 11.83 20
21 16.24 16.02 15.78 15.51 15.22 14.86 14.52 14.05 13.47 12.57 21
22 17.11 16.88 16.63 16.36 16.06 15.72 15.33 14.86 14.25 13.33 22
23 17.97 17.74 17.48 17.20 16.89 16.55 16.15 15.67 15.04 14.09 23
24 18.84 18.60 18.34 18.05 17.74 17.38 16.97 16.48 15.83 14.85 24
25 19.72 19.47 19.20 18.91 18.58 18.22 17.80 17.29 16.63 15.62 25
26 20.59 20.34 20.06 19.76 19.43 19.06 18.63 18.11 17.43 16.48 26
27 20.62 20.28 19.90 19.46 18.93 18.23 17.17 27
28 20.75 20.29 19.75 19.04 17.96 28
29 20.58 19.85 18.74 29
30 20.66 19.53 30
31 20.32 31
K 1.29 1.35 1.41 1.48 1.56 1.65 1.76 1.89 2.06 2.33 K
Parts Inventory Control Seminar 123
Chapter
CHAPTER 5
5.0 Remove-from-Stock
The Add-to-Stock phase was presented as being the difficult decision
to be made in the Life Cycle of a part. The next most difficult decision
in a part’s Life Cycle is the Remove-from-Stock phase.
Upon completion of this chapter, you will be familiar with:
• The Remove-from-Stock Process
• Exhaust Stock Parameters
• Decision Support Information
• Replaced Parts
Parts Inventory Control Seminar 125
Chapter 5 – Remove-from-Stock
5.1 The Remove-from-Stock Process
Despite the best of intentions and the loftiest of goals, adding an item to inventory is
an investment of dealership resources with no real guarantee of a return. Of course
the intent is to always make that correct decision. Well, whether they were good or
bad and for whatever the reason, at some point in time the dealer will be faced with
removing a part from inventory.
Demand
Time
Add-To-Stock Control-Of-Stock Remove-From-Stock
While this action may only be temporary for some parts, for others it could well be a
permanent decision. In either case, at some point in time the result is dealer
inventory dollars being tied up in non-productive or surplus inventory.
Parts Inventory Control Seminar 126
Chapter 5 – Remove-from-Stock
A dealer’s inventory system is a demand driven system and is the basis for the Life
Cycle of a part. The Remove-from-Stock phase or process occurs due to the
demand falling below the dealer’s established level used to support an inventory
strategy. While the Remove-from-Stock phase is driven by the lack of calls, it is
controlled by a set of system parameters that can be applied at the Source-of-Supply
and Store. Depending entirely on those parameters, the Remove-from-Stock
process can be as automatic or as manual as desired.
Once a part has become a Stock record type, the DBS system continually reconfirms
to assure the item qualifies to remain stocked. That check is made against the Life
Cycle Exhaust Stock Parameters. This check occurs each time the part has had
activity and during month-end processing.
Territorial and dependent store processing considerations also apply in the Remove-
from-Stock phase. This is especially important to remember when viewing the store
record for a part to which history is being reported up to. In addition to territorial and
dependent store processing, be aware of Demand Base Month impacts.
Once the decision has been made manually or automatically to remove a part from
stock, the part will change its record type. For a part with no total available
inventory, the record type will change from Stock (S) to Non-stock (N). For a part
with total available inventory, it will change from Stock (S) to Exhaust (E). A part with
an Exhaust record type can have one of two different min-types. If the part is
Exhaust because it is replaced, it is classified as Exhaust Replaced (min-type ER). If
the part is Exhaust because of declining demand, it is classified as Exhaust Surplus
(min-type ES).
Parts that are classified with an Exhaust record type are considered surplus and will
be available for redeployment within the dealership through the stock replenishment
process provided the store with exhaust inventory is included in the Stock Transfer
Search Sequence tables. Also, for dealers participating in the Dealer Parts Inventory
Sharing (DPIS) program, Exhaust parts will be available for emergency sourcing by
other participating dealers.
Parts Inventory Control Seminar 127
Chapter 5 – Remove-from-Stock
5.2 Exhaust Stock Parameters
For parts with declining demand, the system will automatically change the record
type of a Stock part to Exhaust. The Exhaust Stock Parameters are set by Store and
Source-of-Supply and are part of the Life Cycle parameters. If the Life Cycle
parameters are synchronized, the call values set for exhaust stock will be set one
call less than the add-to-stock parameters.
Below is a screen print of the DBS/DBSi Exhaust Stock Parameters.
It is extremely important to understand how DBS interprets the Exhaust Stock
parameter when setting this. For the call values, DBS interprets this as a Less Than
value. For example, if the parameter setting is 1 call in 12 months, DBS interprets
that as Less Than 1 call in 12 months. So, a part would need to have no calls in 12
months before it would change to exhaust.
As stated in section 5.1, remember that territorial and dependent store processing is
considered, as well as Demand Base Months, for this parameter when determining
demand activity.
Parts Inventory Control Seminar 128
Chapter 5 – Remove-from-Stock
5.3 Decision Support Information
Whenever DBS/DBSi has reclassified a part as Exhaust, it will be displayed on the
Remove From Stock Review report. This report should be reviewed to determine the
appropriateness of the decision the system parameters have set in motion.
Also, when a part appears as a Suggest Order item due to the Force Suggest Order
parameters, which indicate a part with declining demand, it should be determined if
this part should be reclassified as exhaust or non-stock.
In either case, whether reviewing the automatic decisions made or making a manual
decision, important support information should be reviewed when reviewing or
making these decisions.
The following support information should be considered:
1) Demand History
• Territorial and/or dependent stores
2) Non-Stock BAS detail
• Customer, machine model and serial number
3) Machine Population
4) Customer Information
5) Activity Indicator
6) Fast – Medium – Slow
7) NPR Information
• Serviceability – Returnability
8) Unit Dealer Net
9) Parts Product (Commodity Code)
10) Store/Business Unit Information
11) Instinct, common sense, an eye for detail
The fact a part has not been sold a specified number of times within a specific
timeframe is not always a valid reason for a part to qualify to be removed from stock
and/or declared surplus. It might cause the analyst to consider manually controlling
the part if it is to remain in inventory, or it might cause the dealer to review their
Remove-from-Stock strategy, which could cause the Exhaust Stock parameters to be
reset.
One must remember, by the very nature of the business, Caterpillar and dealers
continually wrestle with the frustrating demand characteristics of slow moving parts.
Call intervals (number of months between calls), for example, can often be so
infrequent that the “phase out” of one life cycle might be followed almost immediately
by the “phase in” of the next.
The slower moving parts do tend to experience shorter but repeated life cycles.
Thus, a circle may be as descriptive of a slower moving part’s life cycle as a
“demand over time” graph.
Parts Inventory Control Seminar 129
Chapter 5 – Remove-from-Stock
Note: Some life cycles can be viewed as a “circle.” Parts come in & go out of
inventory, repetitively.
However, whatever action is deemed appropriate, let instinct and common sense
help guide the process.
Parts Inventory Control Seminar 130
Chapter 5 – Remove-from-Stock
5.4 Replaced Parts
Replaced parts with a total available quantity are automatically reclassified to have a
record type of E (Exhaust) and a min-type of ER (Exhaust Replaced). If the part
does not have any total available, it is reclassified as D (Dead Stock).
Whenever a part is replaced, the dealer can determine when the history from the
replaced part is transferred to the replacing part(s). This parameter is set at the
Source-of-Supply level and applies to the entire dealership.
Below is a DBS/DBSi screen print of the SOS Ordering Parameter screen where this
parameter is located.
The options are Y (automatically transfer history), N (no automatic history transfer
occurs), or M (history transfers when either a days-of-supply or on-hand value
minimum parameter is met).
Whenever a part is replaced, its history is displayed on the Automatic Replaced
Parts History Transfer report in DBS. If the history is not automatically transferred, it
still displays on this report but gives the reason why the history did not automatically
transfer. This report should be reviewed to determine if history should be transferred
to the replacing part(s), whenever the history did not automatically transfer
Parts Inventory Control Seminar 131
Chapter
CHAPTER 6
6.0 Surplus Management
Since parts can rapidly move through the Life Cycles, surplus
accumulation is inevitable. In addition to the Life Cycle parameters
causing surplus, vendor policies and dealers processes can contribute
to surplus accumulation. As a result, it is crucial for a dealer to
actively manage their surplus inventory by identifying the causes of
surplus accumulation and then determining redeployment options.
Upon completion of this chapter, you will be familiar with:
• The Surplus Management Process
• Surplus Accumulation
• Surplus Min-Types
• Improvement Potential and Opportunity
• Surplus Disposition
Parts Inventory Control Seminar 133
Chapter 6 – Surplus Management
6.1 The Surplus Management Process
It is inevitable that a dealer will accumulate surplus inventory. The key is to minimize
this accumulation by reviewing parameters and operational processes. Also, once
surplus has accumulated it should be optimally redeployed within the dealership,
made available to other dealers, returned to the vendor, or scrapped.
What are the signs of excessive surplus inventory?
You would think that inventory investment would be up and turnover down. Right?
Well, not exactly. What about service percents and emergency purchases? Who
knows for sure? They could be up or they could be down or there could be no
difference. The point here is that true surplus can be difficult to identify.
In order to know if you have a surplus problem you must first understand how surplus
can accumulate, how to identify it, and then decide what to do with it.
Parts Inventory Control Seminar 134
Chapter 6 – Surplus Management
6.2 Surplus Accumulation
How does a dealer accumulate surplus inventory? Listed below are some of the
primary causes.
Declining Demand – Demand activity has decreased and parts have met the
Exhaust stock parameters and now are classified as surplus inventory.
Invalid Demand – Can be caused by demand activity not being backed out when
returns occur. Can also be caused by order processing errors when demand-posting
transactions are created when they should not be (e.g. TEPS stock orders, inventory
adjustments done by documents, etc.).
Non-Stock Returns – Surplus accumulates when customers or the service
department orders non-stock parts and then returns them. These are parts that
would not have been stocked according to Add-to-Stock parameters, but now are
because they have been returned.
Obsolescence – Parts that have been replaced or discontinued by the vendor and
are now classified as surplus inventory.
Vendor Purchasing Rules – Package quantity or minimum order quantities are
typical examples of vendor purchasing rules, which can cause surplus inventory to
accumulate.
Special Purchase Programs – Programs that require a large quantity to be
purchased to attain a pricing advantage can cause total available to exceed system-
calculated maximums.
Parts Inventory Control Seminar 135
Chapter 6 – Surplus Management
6.3 Surplus Min-Types
How are surplus parts identified? Typically, when referring to surplus inventory,
three DBS/DBSi min-types are used to identify surplus inventory. The three
categories are:
1) ES - Exhaust Stock
2) ER - Exhaust Replaced
3) TS - Temp Stock
ES - Exhaust Stock
As stated in the previous section, declining demand, which causes a part to meet the
Exhaust Stock parameters in the Remove-from-Stock phase, is a significant
contributor to a store’s surplus inventory. The parts that have met the Exhaust stock
parameters in DBS/DBSi have a record type of E (Exhaust Stock) and a min-type of
ES (Exhaust Surplus). The aggressiveness at which a dealer chooses to add parts
to stock and exhaust them has a significant impact on surplus accumulation.
ER - Exhaust Replaced
In addition to declining demand, replaced parts are another contributor. When a part
is replaced, in DBS/DBSi, the part will have a record type of E (Exhaust Stock) and a
min-type of ER (Exhaust Replaced).
TS - Temp Stock
Another key contributor to surplus inventory is customer and service department
non-stock returns. Whenever a part that is a non-stock record is ordered and then
returned, the part is assigned a record type of T (Temp Stock). The T record type is
reserved for only those parts that are in inventory as a result of non-stock parts
returns. Temp Stock is the least desirable type of surplus inventory.
While these are the min-types used to categorize surplus, it should be pointed out
that any of the min-types might have surplus inventory. For example, the manually
controlled min-types may include surplus inventory for parts permanently frozen for
which no activity has occurred in some time. This type of surplus is disguised and
emphasizes the need to periodically review manually controlled inventory to
determine if it is productive and whether or not it should still be manually controlled.
The Poisson controlled min-types may also include surplus inventory or on-hand
quantities greater than maximum. There can be a variety of reasons why (e.g.
returns, special purchase programs, declining demand, etc.), but we should be
aware that surplus inventory could exist in these min-types.
It is also important to note that the three min-types commonly used to categorize
surplus is at a store level and not at a dealership level. Parts that are categorized as
surplus at one store may be a productive part at other stores within the dealership.
Parts Inventory Control Seminar 136
Chapter 6 – Surplus Management
The point here is that one must be careful when using the word surplus and that
there must a full understanding of what the definition is and the parts that make up
the surplus inventory.
6.4 Improvement Potential and Opportunity
Improvement Potential
What is the potential for a dealer to reduce the accumulation of surplus inventory? In
what areas does the dealer have the most influence in controlling surplus
accumulation? How can the dealer identify the opportunity to reduce surplus?
Let’s take a look at some of the primary reasons for surplus accumulation and the
level of control a dealer has in each area.
Obsolescence – It is the vendor that determines a part has been replaced or
discontinued, not the dealer. Looks like the dealer cannot influence this area.
Declining Demand – Dealers have some influence in reducing surplus as a result of
declining demand. For a part already stocked with declining demand, a dealer can
reduce the depth of inventory through parameter settings, which can reduce surplus
accumulation.
Invalid Demand – Dealers are in control of the demand history being recorded for
inventory control purposes. All order entry personnel should be properly trained on
the use of the various sale types and transaction codes in their dealer business
systems to ensure accurate call demand history is recorded. By keeping accurate
call/demand data, a dealer can reduce the accumulation of surplus inventory.
The Add-to-Stock phase is where the dealer determines to add a part to stock and is
an opportunity to validate demand by making use of the Non-Stock/Made-Stock
Review report (if the dealer is using DBS/DBSi). Another report that can be used to
validate demand is the Stock Backorder Review report that lists all stock parts that
had a backorder occur. Experience has shown that by working these reports, invalid
demand activity can be identified and records can be corrected.
Customer Returns – A dealer has partial control over customer returns. Things like
providing the customer with the right information prior to their purchase and proper
selling techniques may cause a decrease in the number of parts returned. But, as
more customers place their own orders directly through the Internet or through
integrated procurement processes and bypassing dealer counter personnel, the
dealer now has almost no influence over customer returns. Ultimately, a return lies
in the hands of the customer. The dealer can reduce customer returns through strict
return policies or commercial terms, but that must be balanced with customer
satisfaction.
Service Department Returns - Service department returns is an area that the
dealer has more influence over than most of the other causes for surplus
accumulation. While it is impossible to eliminate all returns, especially field service
returns, processes and procedures should be put in place to limit them. It is
Parts Inventory Control Seminar 137
Chapter 6 – Surplus Management
important that dealership personnel in both the parts and service departments are
educated and be informed of the expenses associated with returns, especially
returns of backordered parts which have incurred emergency service fees and
premium freight charges. Better planning and communication between the service
and parts departments can reduce parts returns.
Improvement Opportunity
What is the opportunity to reduce surplus accumulation? How is the dealership
impacted by returns? These are areas that need to be reviewed on a periodic basis
and monitored to reduce surplus accumulation and reduce expenses.
The first step to identify improvement opportunity is to perform a returns analysis.
Returns of both stock and non-stock parts contribute to surplus inventory, especially
non-stock returns which are identified as Temp Stock parts in DBS/DBSi. For those
DBS/DBSi dealers there are two reports that identify returns. Those reports are:
Returns Analysis
Purchases and Returns by Employee
Returns Analysis – This report prints a summary listing of current week, month-to-
date, and year-to-date line item and dealer net dollar value of both customer and
service department returns.
Purchases and Returns by Employee – This report prints a summary list of line
items and dollars for shop orders and returns by service department employee ID.
The report is produced on a monthly basis providing month-to-date and year-to-date
totals. Totals are printed for employee, cost center, and store.
These reports can be used to identify if the dealer has a growing return problem and
then can use either these reports or query their system to pinpoint specific problem
areas and formulate plans to correct the problem.
Another step to eliminate surplus accumulation is to review procedures. Order entry
procedures should be reviewed to determine if correct sale types and transaction
codes are used for either recording or not recording demand activity. Inventory
control procedures should be reviewed to ensure key reports like the Non-
Stock/Made-Stock Review, Stock Backorder Review, and Automatic Replaced Parts
History Transfer reports are being analyzed to validate demand activity.
Return policies should also be reviewed. Most dealers have return policies and
typically have them printed on their packing lists that are received by the customer.
Many times these policies are either ineffective or not adhered to. These policies
should be reviewed to determine their practical application and fairness for both the
dealer and the customer.
Inventory managers should also be analyzing their Min-Type Store Statistics report
to analyze their surplus min-types – ES (Exhaust Surplus), ER (Exhaust Replaced),
and TS (Temp Stock) to identify if surplus is increasing or decreasing. This could
lead to a review of parameters to determine if parts are being add-to-stock quickly or
Parts Inventory Control Seminar 138
Chapter 6 – Surplus Management
maybe stock parts are being exhausted too quickly and not given enough time to
perform. Additionally, it may require that special queries be created to identify
surplus inventory so managers can proactively manage the underperforming
inventory rather than being reactive.
6.4 Surplus Disposition
Since it is inevitable that a dealer will accumulate surplus inventory, what methods
do they have to redeploy or dispose of this underperforming inventory?
At a high level, dealers basically have four avenues to either redeploy or dispose of
surplus inventory. Those avenues are:
1) Internal redeployment
2) Dealer Parts Inventory Sharing
3) Return to Vendor (Caterpillar)
4) Obsolescence
Internal Redeployment
The first method a dealer should pursue is to redeploy underperforming inventory
internally within the dealership. For dealers using DBS/DBSi, this can be done on a
daily basis through the stock replenishment process. Surplus Base Months and the
Stock Transfer Search Sequence Parameters are used to drive internal
redeployment. Additionally, the DBS/DBSi Surplus Return program can be used to
redeploy surplus inventory.
Surplus Base Months
Surplus Base Months control the amount of on-hand inventory in excess of maximum
that can be declared available for stock transfer surplus re-deployment.
Below is a DBS/DBSi screen print of this parameter.
Parts Inventory Control Seminar 139
Chapter 6 – Surplus Management
The Surplus Base Months parameters are part of the life-cycle parameter settings
and can be synchronized when they are set.
The amount of inventory available for internal stock transfer is the greater of on-hand
in excess of Surplus Base Months or Maximum.
A low Surplus Base Months potentially forces more inventory to be available for
internal stock transfers.
Parts Inventory Control Seminar 140
Chapter 6 – Surplus Management
Stock Transfer Search Sequence
The Surplus Base Months parameter determines what amount of inventory is
available for internal transfer. The Stock Transfer Search Sequence parameter
determines the order in which stores are searched for available inventory.
When it is determined that a store needs to replenish a part and the amount to order
has been calculated, before the part is ordered from the vendor (or parent store in
the case of dependent store processing), a search is done within the dealership to
determine if there is excessive inventory that can be redeployed to fulfill the need.
All Temp and Exhaust stock are available for redeployment as well as Stock records
in excess of the greater of Surplus Base Months or the Maximum.
Below is a DBS/DBSi screen print of a stock transfer search sequence.
Another parameter that should be considered and reviewed for internal deployment
is Outbound Transfer Dollar Limits, which set an extended dealer net transfer limit
that must be exceeded before a surplus quantity can qualify to be transferred.
Additionally, review the Demand Base Months parameters, which are used to
calculate annual demand and impact depth of inventory.
Parts Inventory Control Seminar 141
Chapter 6 – Surplus Management
Surplus Return Program
The DBS/DBSi surplus return program can be used to redeploy surplus to other
stores. By using this program’s transfer functionality dealers are able to execute
transfers without transmitting a return request to Caterpillar. Dealers also have the
option to cancel the execution and re-run the program without transfers. The system
ID is by dealership and territory. Life cycle parameters are properly applied
throughout the process and the transfer logic inherent in the system will make
transfers more automatic. Dealers can create their own redeployment rules and use
the functionality to run transfers before vendor returns.
Dealer Parts Inventory Sharing (DPIS)
The Dealer Parts Inventory Sharing program, which is better known throughout the
dealer community as DPIS, is a Caterpillar hosted method for redeploying inventory
within the dealer network. While it has been more commonly used for redeploying
Temp and Exhaust (surplus) parts, it can also be used to share Stock records.
In DBS/DBSi, dealers have one of three options to share inventory in DPIS. The
options are:
1) Do not share any inventory
2) Share only Temp and Exhaust record types
3) Share all inventory (with exclusion capabilities)
The records that are made available through DPIS are transmitted to Caterpillar and
are given visibility through ANTARES for emergency orders. Dealers can add other
dealers to their emergency order search sequence table in ANTARES to source
emergency parts.
DPIS has proved to be a good outlet for dealers to redeploy surplus inventory while it
has also proved a benefit to the sourcing dealer and their customers to fulfill
emergency orders that may not otherwise have been available from Caterpillar.
For dealers that elect to share all inventory including Stock record types, exclusion
capabilities exist in DBS/DBSi. Below is a screen print of the Dealer Search
Parameters exclusion screen.
Parts Inventory Control Seminar 142
Chapter 6 – Surplus Management
As shown on the screen, even though a dealer elects to share all inventory including
Stock record types, there are multiple exclusion capabilities for a dealer to limit how
much they share (Set Protect Quantity Equal to Surplus Base) as well as exclude
certain categories of inventory. These exclusions only apply against Stock record
types.
Return to Vendor (Caterpillar)
Caterpillar has return policies in place to accept dealer returns of surplus inventory.
These policies can vary by regions throughout the world. These returns allow
dealers to return their surplus inventory to Caterpillar with specified terms and
conditions. It should be noted that not all surplus parts are returnable.
There are two basic dealer-to-vendor returns allowed by Caterpillar. They are:
1. Rapid Response Returns
2. Periodic Surplus Returns
Rapid Response Returns
Rapid response return policies are specific to the Caterpillar subsidiary to which a
dealer belongs. (Please refer to Partsgram of your Caterpillar Subsidiary for their
Rapid Response Return policy.) Rapid response returns typically only apply to parts
designated as “non-returnable” with a minimum extended dealer net value and are
Parts Inventory Control Seminar 143
Chapter 6 – Surplus Management
requested to be returned within a specified number of days since the Caterpillar
invoice date. For example the policy could be that a non-returnable part with an
extended dealer net value of $25 or more can be returned within 45 days of
purchase. If the return request is accepted, the dealer will be credited for the
returned part(s), but will be responsible for the freight charges incurred to return it.
DBS/DBSi generates a Daily Returns Report, which reports all parts returned, both
stock and non-stock. This report should be reviewed on a daily basis, especially the
non-stock returns of non-returnable parts to determine if they can be redeployed
within the dealership or should be entered as a request for rapid response return.
Periodic Surplus Returns
While everyone may not agree, it should be noted that Caterpillar actually has one of
the most liberal dealer parts return policies in the industry. The reason for this is to
support the dealers in their quest to provide superior product support to end-users.
Periodically (the frequency of Surplus Returns varies by Caterpillar Subsidiary –
Please refer to your subsidiary’s Partsgram to determine frequency), dealers are
invited to submit a surplus return request. Surplus should be defined on a
dealership-wide basis and not on an individual store basis.
The DBS/DBSi surplus return program approaches surplus identification from a
dealership-wide perspective. To be surplus, a part must first qualify as surplus to the
dealership, then surplus to the dealer territory or territories and finally as surplus to
the individual store.
The returns program retrieves Demand Base Months and the territorial hierarchy
from the ordering parameters. The intent is to use the same parameters in surplus
identification and declaration as those used in add-to-stock and stock replenishment.
Any parameter retrieved from stock replenishment is fully maintainable within the
surplus return program.
The surplus return program also provides functionality to automatically or suggest
transfer surplus to internal dealer stores as part of the surplus return process.
Parts Inventory Control Seminar 144
Chapter 6 – Surplus Management
DBS/DBSi Surplus Return Program
The first step in creating a surplus return is to create return parameters. Below is a
screen print from DBS/DBSi when creating a surplus return file.
It should be noted that non-returnable parts can be included in creating a surplus
return file, however, they will not qualify for return to Caterpillar.
Typically, dealers always include Temp and Exhaust parts on their returns, but can
include Stock records as well. If Stock records are included, the Date To Stock Parm
is checked to determine if they should be excluded for return consideration.
Also note that manually controlled items can be either included or excluded for return
consideration.
Parts Inventory Control Seminar 145
Chapter 6 – Surplus Management
Once the dealer has completed their selections on the previous screen, they must
proceed to the next screen shown below to input the dollar limits (based upon the
Subsidiary to which they belong) that apply for the return.
The bottom of the screen lists other functions that can be accessed to perform
surplus transfers, exclusion parameters and store inclusion parameters.
Parts Inventory Control Seminar 146
Chapter 6 – Surplus Management
Below is a screen print of the Surplus Transfer Sequence screen.
The surplus return process provides the ability to transfer surplus quantities between
stores in order to meet the dollar values specified and will create either automatic or
suggested transfers. The transfers are automatic if the combined surplus value from
one “from” and one “to” store meets or exceeds the designated minimum surplus
value. The transfers will be suggested if surplus from more than two stores is
required to meet or exceed the designated minimum surplus value.
Parts Inventory Control Seminar 147
Chapter 6 – Surplus Management
The Exclusion Parameters screen is shown below.
Commodity codes, order methods, and min-types can be excluded by inputting them
in this screen. It should be noted that parts from all activity indicators (F-M-S) will be
excluded with the above parameters.
Parts Inventory Control Seminar 148
Chapter 6 – Surplus Management
All stores that are to be included in the surplus return must be entered on the Store
Inclusion parameter screen show below.
To have the system automatically set up all stores key “**” in the first field. The
system will retrieve all valid inventory store numbers to the screen. If some branch
numbers retrieved are not to be included, remove them by spacing them out. All
stores’ surplus will display on the Returnable Surplus Report that gets generated,
however, only the stores listed on this screen will be shown as being eligible for
return.
Parts Inventory Control Seminar 149
Chapter 6 – Surplus Management
Below is a screen print of the Surplus Return Parameters Report Parameters screen.
Here, the dealer indicates whether a report and file will be created for each report. A
value of ‘Y’ will create both a file and report, while a value of ‘N’ will create neither a
file nor a report.
Parts Inventory Control Seminar 150
Chapter 6 – Surplus Management
Finally, the Demand Base Months to be used for annual demand, and dealer store
numbers and return numbers must be entered. Please see the screen below.
Once completed with all the steps, the return suspense file can be created.
A paper report and file will be created which the dealer will use to review and perform
maintenance. Once the dealer has finished their review and maintenance, they will
create a transmission file to the Cat mailbox. Caterpillar will then review and create
a returns authorization file that will be sent to the dealer’s mailbox.
Upon receipt of the authorization file and “pink cards,” the dealer can then physically
pick the return parts and ship to Caterpillar as per their authorization instructions.
Obsolescence
When all other options have been exhausted, what else can be done to dispose of
the remaining obsolete or underperforming surplus inventory? Obsolescence may
be the only other alternative available. What are some obsolescence alternatives?
Bargain List
These are parts selected due to the fact they have been replaced/discontinued by
the vendor, are non-returnable to the vendor, or have had no sale activity for quite
Parts Inventory Control Seminar 151
Chapter 6 – Surplus Management
some time. Develop a list of these parts and offer them to other dealers or
customers who could potentially use them at a discounted price.
Disassemble
These are parts that are normally sold as assemblies but can be broken down to the
individual piece parts and sold. Before assemblies are disassembled, determine the
sales activity of the piece parts to estimate potential for sale and compare potential
revenue to disassembly costs.
Used Parts
If the dealership has a used parts department, the dealer may elect to remove the
parts from their new Cat inventory and move them to the used parts department,
which may have the ability to sell these parts at a discounted price.
Scrap
This may be the least desirable method for disposing of obsolete or underperforming
inventory, but must be done periodically. Many dealers have a policy to ‘write off’
underperforming inventory on a monthly/quarterly/annual basis. They may set a
policy that parts that have had no activity dealership-wide for two years and are non-
returnable to the vendor are written off and scrapped.
In closing, surplus accumulation is unavoidable, but inventory managers should
continually monitor their surplus, identify the cause of the accumulation and methods
to reduce it, and then redeploy or dispose of the surplus in the most optimum manner
for their dealerships.
Parts Inventory Control Seminar 152
Chapter
CHAPTER 7
7.0 Inventory Reporting
Inventory management reporting is critical for monitoring performance
and identifying opportunities for improvement. Daily reports provided by
the dealers business system should be distributed to the responsible
individuals and analyzed. Performance reports provided by the dealers
business system must be fully understood in order to interpret the data
and determine inventory performance. Key Performance Indicators
(KPIs) should be identified and reported on a regular basis to dealership
management. In general, reporting will indicate if your inventory
management strategy is working or if adjustments need to be made.
Upon completion of this chapter, you will be familiar with:
• Dealer Business System Reports
• Key Performance Indicators (KPIs)
Parts Inventory Control Seminar 153
Chapter 7 – Inventory Reporting
7.1 Dealer Business System Reports
This section will focus on reports from DBS/DBSi, however, for non-DBS/DBSi
dealers, please relate these reports to those generated from your business system.
The purpose here is to make everyone familiar with the reports available from the
system and their purpose.
Daily Reports
There are a multitude of daily reports created, but only some of the reports directly
relating to inventory management are listed here.
Missing History Store Records
The report displays parts that were sold from the inventory store but the call demand
history could not be updated at the history store. This may occur because a Parts
Inventory store record was not found. The report can be used to determine which
store records need to be established and history updated.
Parts Inventory Control Seminar 154
Chapter 7 – Inventory Reporting
Daily Returns Report
This report shows all slow-moving returned items. In addition, return activity for
Temporary, Non-stock, Exhaust, and Dead-stock are reported for medium-moving
and fast-moving part numbers. The parts are further categorized as non-returnable
and returnable. Corresponding information from the Non-Stock History file and the
Parts Inventory file will be displayed. This report can be used to analyze daily return
activity and also determine parts that meet the criteria for a Rapid Response Return.
Parts Inventory Control Seminar 155
Chapter 7 – Inventory Reporting
Bin Count Listing
This report displays all part numbers for one of the following three conditions:
1) A part going to zero on hand due to a sale.
2) A shipping exception.
3) A manual sale or return.
This report should be forwarded to the warehouse to count all parts on the report.
Counts should be entered (which automatically updates on-hand quantities) and
significant discrepancies should be investigated.
Parts Inventory Control Seminar 156
Chapter 7 – Inventory Reporting
Unadjusted Demand
This report shows all activity for a part when the history cannot be backed out of the
first three months for a return. This report can be used to determine which month of
history should be manually adjusted.
Parts Inventory Control Seminar 157
Chapter 7 – Inventory Reporting
Stock Order Summary
This report summarizes the number of line items and extended value amounts for all
automatic, transfer, and suggested ordered parts.
Parts Inventory Control Seminar 158
Chapter 7 – Inventory Reporting
Stock Order Review
The Stock Order Review report is produced from every run of the Stock
Replenishment Update process. This report displays all store information on a part if
one of the stores had an order quantity calculated. Print parameters exist to limit the
information shown on the report. This report is used to review items that are either
automatic or suggest order/transfer. After review, the stock order file should be
updated to reflect stocking decisions.
Note: The Stock Order Review can also be viewed and maintained on-line,
eliminating the need to print the paper report.
Parts Inventory Control Seminar 159
Chapter 7 – Inventory Reporting
Remove From Stock Review
This report displays the Stock records that met the Exhaust Stock parameters.
These records have been changed from Stock to Non-stock or Temporary stock.
This report can be used to review the part numbers that the system has changed the
status to Exhaust or Non-stock.
Parts Inventory Control Seminar 160
Chapter 7 – Inventory Reporting
Non-Stock/Made-Stock Review
This is a report of not stocked parts that have had activity since the last run of the
Stock Replenishment Update process. This report will show those Made-stock, Non-
stock, Exhaust-stock, and Temporary-stock parts that are not discontinued or
replaced. To display on this report, the part must have had activity during the current
processing period and have met the review parameters established. Also, this report
will contain those parts that have been changed from Non-stock to Made-stock
during the Stock Replenishment Update. All Non-stock history on the Non-stock
History database for the past two years will also print for each part. This report
should be reviewed daily to validate call/demand history and determine if parts
should be added to stock or not.
Parts Inventory Control Seminar 161
Chapter 7 – Inventory Reporting
Automatic Replaced Parts History Transfer
This report is produced every time the Stock Replenishment Update process is
executed. All Caterpillar parts that have monthly history in the most current 13
months will appear on this report. The replacing parts that are listed on the
Price/NPR file will also appear on this report along with the non-stock history for the
replaced parts. If a part is replaced but history did not automatically transfer, it will
be listed on the report with the reason history did not transfer. This report can be
used to review those replaced parts whose history is being transferred to the
replacing part number(s).
Parts Inventory Control Seminar 162
Chapter 7 – Inventory Reporting
Audit Trail Reports
There are a multitude of audit trail reports created, but only some of the reports are
listed here.
Stock Backorder Review
This report prints a detail listing of selected activity for stock parts that backordered.
This report should be used to analyze the reasons for stock backorders. This
information can be used to determine if operational processes need to be improved
or if stocking parameters should be changed.
Note: Refer to Appendix page 208 and 209 for an explanation of Stock Back Order reasons
and graph analysis.
Parts Inventory Control Seminar 163
Chapter 7 – Inventory Reporting
Inventory Adjustments
This report prints a detail listing of adjustments to the on-hand quantity on the Parts
Inventory Control database. This report can be used to analyze at the detail level
parts where adjustments have been made to verify amounts and identify the person
making the adjustments.
Parts Inventory Control Seminar 164
Chapter 7 – Inventory Reporting
No Location
This report prints a detail listing of stocked, temporary stock, and exhaust stock parts
with an on-hand quantity greater than zero on the Parts Inventory Control database
that do not have a location. This report should be forwarded to the store’s
warehouse and ensure the parts are accounted for and then properly located in the
warehouse and the location updated in the system.
Parts Inventory Control Seminar 165
Chapter 7 – Inventory Reporting
Min-Type Store Statistics
This report prints a summary listing of stock sale and transfer activity and on-hand
inventory dollars within store, activity indicator, and min-type. The first line
summarizes all stock sale and transfer activity while the second line summarizes
stock sale activity only. This report is used to analyze inventory investment by min-
type and activity indicator as compared to activity and stock backorders. This is a
key report used in generating the data for an inventory control review.
Note: Please refer to Appendix page 210 and 211 for graphs related to the Min Type Store
Statistics analysis.
Parts Inventory Control Seminar 166
Chapter 7 – Inventory Reporting
Min-Type Performance
This report prints a management summary of min-type parameter statistics
compared to actual performance. The report information is displayed by store within
each min-type. This report is used to determine how different min-types are
performing as compared to the service levels desired.
Parts Inventory Control Seminar 167
Chapter 7 – Inventory Reporting
Branch Transfer Activity Summary
This report prints a summary of Stock and Backorder transfers from each store and
the store to which it was transferred. This report can be used to manually calculate a
Territorial Service Percent measurement.
Parts Inventory Control Seminar 168
Chapter 7 – Inventory Reporting
Demand Summary
This report prints a summary of stock and total line items processed and calculates a
Stock Service and Total Service Percent measurement. Additionally, it also includes
the amount of dollars ordered and filled and calculates the same measurements from
a dollar standpoint.
Parts Inventory Control Seminar 169
Chapter 7 – Inventory Reporting
Returns Analysis
This report prints a summary of parts returned for both stock and non-stock parts in
line items and dollars and by over-the-counter customers and service department.
This report should be monitored to determine opportunities to reduce returns and
possible causes of surplus accumulation.
Note: Please refer to Appendix page 212 for charts related to the Return Analysis.
Parts Inventory Control Seminar 170
Chapter 7 – Inventory Reporting
Activity Summary
This report prints a summary listing of sale, return, transfer, receipt, inventory count,
and location change activity. This report can be used to monitor parts department
activity and can be used to roughly calculate activity per employee or cost per activity
to measure overall productivity.
Parts Inventory Control Seminar 171
Chapter 7 – Inventory Reporting
Deposit Summary
This report prints a summary listing of core transactions. This can be used to
monitor reman and dealer exchange activity. This can also be used with the Activity
Summary report to calculate productivity measurements.
Note: Please refer to Appendix page 212 to 214 for charts related to the Warehouse Activity
analysis.
Parts Inventory Control Seminar 172
Chapter 7 – Inventory Reporting
Locations Available
This report prints all temporary and exhaust stock items that have gone to zero on-
hand and have exceeded the Exhaust Stock Aging Days Parameter for retaining
locations. This report traditionally has been used to remove bin tags, verify the bin is
empty, and identify open bin locations to locate NO-LOC parts.
Parts Inventory Control Seminar 173
Chapter 7 – Inventory Reporting
7.2 Key Performance Indicators (KPIs)
In order to assess your dealership’s inventory strategy and determine if expected
results have been attained, it is necessary to identify the Key Performance Indicators
(KPIs) that should be tracked and reported to dealership management. It should be
noted that seldom will one number ever tell the whole story. The objective of
inventory management is to maintain a balance between inventory investment and
customer satisfaction. As a result, several KPIs will need to be identified and
monitored. Below is a list of KPIs commonly tracked by inventory management to
assess performance.
1) Inventory Investment, Vendor Purchases, and Sales
2) Moving and Adjusted Turnover
3) Stock, Total, and Territorial Service Percents
4) Stock v. Emergency Purchases
5) Emergency Service Fees as a Percent of Sales and Purchases
Inventory Investment, Vendor Purchases, and Sales
A comparison of your dealership’s inventory investment to purchases and sales trend
is an initial look to identify if you have had a consistent inventory management, or if
some changes have taken place. Here is an example of a five-year trend comparing
these three categories.
Parts Inventory Control Seminar 174
Chapter 7 – Inventory Reporting
Comparison of Monthly Inventory, Purchases, and Sales
(Millions of Dollars)
$9.50
$8.72
$9.00 $8.42
$8.30
$8.50
$7.78 $7.74 $7.65
$8.00
$7.50
$7.00
$6.50
$6.00
$5.50
$5.00
$4.50
$4.00
$3.50 $2.94 $2.83 $2.77
$3.00 $2.63 $2.60 $2.62
$2.50
$2.58 $2.66 $2.69 $2.57
$2.00 $2.44 $2.46
$1.50
$1.00
YR98 YR99 YR00 YR01 YR02 YR03
Inventory Total Purchases Sales
Moving and Adjusted Turnover
Inventory turnover is a measurement of the performance of your dealership’s
inventory investment by calculating how many times per year you are turning over, or
selling, that investment. There are two values used to assess turnover performance.
They are Moving and Adjusted Turnover.
Moving Turnover is calculated by dividing annual sales by inventory investment. As
a KPI, Moving Turnover reflects total network performance (i.e. Dealer and
Caterpillar) because it includes sales regardless of where the inventory came from
(Dealer’s or Caterpillar’s).
Adjusted Turnover is calculated by dividing the sum of annual sales, minus
emergency and warranty purchases from Caterpillar, by inventory investment.
Adjusted Turnover measures only the dealer side of the distribution network as sales
fulfilled through emergency and warranty purchases from Caterpillar are excluded.
Adjusted turnover is the dealership’s territorial off-the-shelf performance.
Below is a graph showing the relationship between Moving and Adjusted Turnover.
Parts Inventory Control Seminar 175
Chapter 7 – Inventory Reporting
MOVING AND ADJUSTED TURNOVER
5.0
4.5
4.0
4.0 3.8 3.8 3.8
3.7 3.7
3.5
3.0
2.5
2.4 2.3 2.4
2.0 2.3
2.1 2.1
1.5
1.0
YR98 YR99 YR00 YR01 YR02 YR03
Adjusted Moving
When analyzing the relationship between Moving and Adjusted Turnover, you should
determine if the gap between Moving and Adjusted Turnover is getting closer
together or getting further apart. If the gap is getting closer together, it is an
indication that the dealer is probably less dependent upon Caterpillar emergency
purchases to fulfill sales orders, while if the gap is getting wider it can be an indicator
that the dealer is becoming more dependent on Caterpillar emergency purchases to
fulfill sales orders.
So, what does it mean if a dealer’s turnover values are improving and declining?
That could be good or bad, depending upon the impact this could have on customer
service.
Stock, Total, and Territorial Service Percent
The next KPIs to evaluate are service percents, which are used as an indicator of
parts availability and customer satisfaction. There are three service percent
measurements used to assess availability performance – Stock, Total, and
Territorial.
Parts Inventory Control Seminar 176
Chapter 7 – Inventory Reporting
Stock Service Percent measures the line item off-the-shelf availability for stocked
parts only. It is calculated by dividing stock line items completely filled from stock
divided by stock line items ordered. (For DBS/DBSi dealers, this is reported on the
Demand Summary Report.)
Total Service Percent measures the line item off-the-shelf availability for all parts,
stock and non-stock. It is calculated by dividing total line items completely filled
divided by total line items ordered. (For DBS/DBSi dealers, this is reported on the
Demand Summary Report.)
Territorial Service Percent measures the dealership availability for all parts ordered.
It takes into consideration the internal backorder transfers filled within the dealership.
It is calculated by dividing the sum of total line items completely filled plus the
inbound backorder transfers by total line items ordered. (For DBS/DBSi dealers, this
can be manually calculated by using the Demand Summary Report and the Branch
Transfer Activity Summary Report).
Below is a graph showing the three service percent measurements.
Line Items Service Percentages
100.0%
97.0% 97.4% 97.2% 97.2%
96.8% 96.4%
97.5%
95.0%
92.5%
89.4% 89.9%
89.1% 89.3%
90.0% 87.9% 87.7%
87.5%
85.0%
82.5%
82.2% 82.7%
80.0% 81.9% 82.1%
80.7% 80.5%
77.5%
75.0%
72.5%
70.0%
YR98 YR99 YR00 YR01 YR02 YR03
Stock % Territorial% Total %
Parts Inventory Control Seminar 177
Chapter 7 – Inventory Reporting
Generally, each Caterpillar Subsidiary has established targets or ranges for dealers
to achieve to ensure customers are receiving expected parts availability.
Stock v. Emergency Purchases
This KPI measures the dealer’s percentage of purchases from Caterpillar on a stock
v. emergency order basis. When dealers place orders to Caterpillar, they have three
order classes – ‘S’ Stock, ‘E’ Emergency, and ‘W’ Warranty. Order classes E and W
are combined to derive total emergency purchases.
This KPI is tracked to determine dealer ordering practices on Caterpillar. Generally,
if there is a noticeable change in the gap between Moving and Adjusted Turnover,
there will also be a corresponding change in Stock v. Emergency Purchases. A
change in Service Percents could also indicate a change in dealer ordering
practices, but not always. Today, many dealers place backordered items on their
stock order, so while not getting credit for a fill from stock, they are placing the
backorder on stock order. This practice will increase their stock purchases but not
their service percent.
Below is a graph of Stock v. Emergency Purchases.
Stock v. Emergency Purchases
80.0%
75.0%
70.0%
63.3% 64.3%
65.0% 62.2% 62.0% 62.0%
60.0% 57.1%
55.0%
50.0%
45.0%
40.0% 42.9%
35.0% 37.8% 38.0% 38.0%
36.7% 35.7%
30.0%
25.0%
20.0%
YR98 YR99 YR00 YR01 YR02 YR03
Stock% Emerg%
Parts Inventory Control Seminar 178
Chapter 7 – Inventory Reporting
Emergency Service Fees as a Percent of Sales and Purchases
This KPI measures the trend in the amount of emergency service fees the dealership
is being assessed for emergency purchases. For parts that a dealer must procure
from Caterpillar on an emergency basis, an emergency service fee is assessed,
based on the Caterpillar-defined activity indicator (Fast, Medium, Slow). Typically,
the trend in Stock v. Emergency Purchases is a good indicator of the trend for
emergency service fees.
The value used for emergency service fees is the gross amount charged to the
dealer and is not netted out for recoveries the dealer realizes for warranty or charges
passed on to the customer. The formula for the calculation is to divide the gross
service fees by sales and then also by total purchases.
As mentioned in the section relating to Stock v. Emergency Purchases, many
dealers today are using the practice of placing some of their backordered items to
Caterpillar on a stock order, thus avoiding emergency service fees. They ask their
customers when the backordered parts are required and based upon the customer’s
order window they determine if it is available via their stock order lead-time. If so, it
is placed on a stock order basis so the customer receives their parts within their
required timeframe and the dealer avoids the emergency service fee. It is a win-win
for both the dealer and the customer. (Question: In these types of situations, should
the dealer record call/demand history for these parts placed on a stock order? What
is the resulting impact on inventory investment? How will service percents be
affected?)
Below is a graph of Emergency Service Fees as a Percent of Sales and Purchases:
Emergency Service Charges as a Percent of Sales and
Total Purchases
1.700%
1.607% 1.607%
1.600%
1.515%
1.580% 1.482% 1.492%
1.500% 1.457%
1.400% 1.458%
1.409% 1.401% 1.404%
1.370%
1.300%
1.200%
1.100%
1.000%
0.900%
YR98 YR99 YR00 YR01 YR02 YR03
Serv Chg% Sales Parts Inventory
Serv Control Seminar
Chg% Purchases 179
Chapter 7 – Inventory Reporting
These KPIs give a high-level overview of dealer inventory management
performance. There are other supporting measurements that must be researched
when the high-level KPIs indicate a performance problem.
Remember this about KPIs – seldom will one number tell the whole story. The
objective of inventory management is to maintain a balance between inventory
investment and customer satisfaction. As a result, inventory managers need to
analyze several key indicators to determine if their strategy is working effectively or if
adjustments must be made. When a dealer does make changes to their strategy
and adjusts parameters, this should be noted so changes in the key indicators can
be tracked to determine the effects of those changes. Changing business and
economic conditions can also have an affect on the key indicators and should be
noted when they occur to help explain any abnormal fluctuations.
What about future KPIs? Today, service percent is measured by line item fill. Is that
a true measure of customer satisfaction? The voice of the customer has been telling
us that complete order fill is most important. And not just that, but complete order fill
to their required delivery location within their required timeframe. Don’t be surprised
if this becomes the measure for customer satisfaction in the future and that line item
service percents become a supporting measure for this new, high-level KPI.
In closing, good inventory management reporting, the establishment and monitoring
of actionable KPIs, and keeping upper-level management informed of inventory
performance is important for a successful inventory manager.
Parts Inventory Control Seminar 180
Chapter
GLOSSARY
Acquisition Cost:
The order cost associated with each line item ordered for stock. There is no association between a
parts cost and the quantity ordered. It deals with the physical activities required to process a stock
order. It is one of the key elements in the Economic Order Quantity Formula. See EOQ.
Activity Indicator:
A Caterpillar established indicator based on the number of calls for a part worldwide. Values are:
F = Fast Moving
M = Medium Moving
S = Slow Moving
See Master Record. The DBS Parts System utilizes this indicator thorough out the system to set
parameters, see Life Cycle Parameters. A majority of the DBS inventory control reports are
segregated by this indicator. For non-Caterpillar sources-of-supply the activity indicator defaults to
(M-Medium Moving). In addition, the Caterpillar Emergency Service charge structure is tied to the
activity indicator. See Caterpillar Emergency Service Charge.
Add-To-Stock (ATS):
One of the three Life Cycle phases a part will pass through. See Life Cycle and Life Cycle, Add-
To-Stock Parameters.
Add-To-Stock Calls:
Add-to-Stock Calls is one of the three key elements of the Life Cycle Parameters. Within the Life
Cycle parameters they are further defined by the activity indicator and a dealer-net dollar limit for
both returnable and non-returnable status parts. When synchronized the Add-To-Stock Calls will be
used as the basis to set the Non-Stock / Made-Stock, Add-To-Stock, Control-Of-Stock, Remove-
From-Stock and Surplus Return call fields. See Life Cycle Parameters.
Add-To-Stock Parameters:
A key Life Cycle parameter used in the Stock Replenishment process to determine if and when a
part's store Record-Type indicator should change from “N,” Non-Stock to “M,” Made-Stock to “S,”
Stock. The parameter is specified by activity level and takes into consideration the parts’ annual
demand (required number of calls within a specified number of months). See Add-to-Stock
Parameter Made-Stock Aging. The dealer-net (cost) of the part, and whether or not the part status
is returnable or non-returnable is also required. See Master Record. The add-to-stock parameters
apply at the SOS/Store and activity indicator level and are maintained in the Parts Ordering
Parameters.
Adjusted Turnover:
This key performance indicator (KPI) measures the territorial performance of the dealer’s inventory
investment side of the dealer-CAT distribution network. See KPI. The Adjusted Turnover ratio is
calculated by subtracting annual emergency and annual warranty purchases from annual sales and
then dividing by current inventory value at replacement cost. Sales, emergency and warranty
purchases and the inventory value are all at dealer-net (or cost).
Annual:
Typically, annual refers to 12 months or a year. Within the DBS system annual is defined by
Parts Inventory Control Seminar 181
Glossary
parameters. See, Life Cycle Parameters and Demand Base Months.
Annual Calls:
The total accumulated calls at a store for a specific part number within the number of months as
defined by the Life Cycle parameters or the Demand Base Months parameter. The same number
of months used to determine annual calls will also be used to determine annual pieces. See, Store
Record and Test For Increasing Demand.
Annual Demand:
Annual demand is applied to many subjects. Within the context of this document annual demand
will refer to the total number of calls and or pieces that occur at a store for a specific part number
within some number of months. See, Life Cycle Parameters, Demand Based Months and Test
For Increasing Demand.
Annual Pieces:
The total accumulated number of pieces requested at a store for a specific part number within a
number of months as defined by the Life Cycle parameters or Demand Base Months parameter.
The same number of months used to determine annual pieces will also be used to determine
annual calls. See, Store Record and Test For Increasing Demand.
Apply Package Quantity Rules Parameter:
A parameter the simulator program can use to determine whether package quantity rules apply
during the surplus return process.
Auto Order / Transfer Limits Parameter:
A parameter that will help to determine whether a part automatic or suggest order and/or transfers
during the Stock Replenishment process. These are SOS/Store parameters structured to help
control a part’s progression through its “S,” Stocked portion of its life cycle. See Ordering
Parameters.
Automatic Order/Transfer:
A term applied during stock replenishment process to those parts at order point that meet or exceed
all the stock order parameters established to qualify a part to order. Those parts at order point that
do not meet or exceed the parameters will be Suggest Order/Transfer.
Backorder:
A term indicating the need for special handling for a line item that cannot be filled completely at
point-of-sale.
Backorder Activity:
Backorder activity is measured at point-of-sale. It is the line item activity and associated activities,
such as backorder receiving, when a part is not filled completely when originally placed on an order.
See Line Item Activity.
Backorder Search:
An automated method of utilizing other dealer store inventories versus emergency ordering the part
from the vendor. See Simulator Program, Backorder Transfer Search Sequence parameter.
Backorder Quantity:
The quantity of a part required to completely fill the originally order quantity of a part.
Parts Inventory Control Seminar 182
Glossary
Base Dealer-Net Limits:
Base Dealer-Net Limits are one of the three key elements that can be used to synchronize the Life
Cycle Parameters. They define by activity indicator what is considered to be an expensive versus
inexpensive dealer-net for both returnable and non-returnable parts. When synchronized the same
Base D/N Limits will be utilized by the Non-Stock / Made-Stock, Add-To-Stock, Control-Of-Stock,
Remove-From-Stock and Surplus Return review parameters. See Life Cycle Parameters. A
SOS/Store level parameter structured to help control a part’s progression through its life cycle. The
parameter is maintained in the Parts Ordering Parameters.
Base Lead-Time:
Base lead time is the number of days from when a part could go to minimum or order point until the
resulting stock order has been received and made available for sale. A SOS/Store level parameter
structured to help control a part’s progression through its “S,” Stocked portion of its life cycle. The
parameter is maintained in the Parts Ordering Parameters. See Ordering Parameters. In
addition, see Lead-Time, Total Lead-Time and Safety-Stock.
Business Economic Code (BEC):
The BEC Code is a 3-position code established by Caterpillar to further define the 2-position
Commodity Code. See, Commodity Code and Master Record.
Buy-As-Sold Aging Days:
The Buy-As-Sold Aging Days parameter can be used to delay the actual replenishment of buy-as-
sold parts, Min-Types NBS and / or MBS, for a specified number of days. This delay helps
compensate for the possibility of a customer return of a stocked part. It is a SOS/Store parameter
structured to help control a part’s progression through its “S,” Stocked portion of its life cycle. The
parameter is maintained in the Parts Ordering Parameters. See, Ordering Parameters and Min-
Types.
Buy-As-Sold Exposure Time:
This number represents what percent of a calendar year, for any part controlled by the buy-as-sold
formula, the parts bin location will be empty. When empty the part is subject to a stock backorder.
The Exposure percentage is calculated by multiplying the buy-as-sold part’s annual calls by the
store lead-time and dividing by 365. See, Test For Increasing Demand and Lead-Time.
Buy-As-Sold Formula:
One of the three DBS systems order point formulas used to determine a part’s minimum or order
point. See, Buy-as-Sold Minimum and Buy-as-Sold Maximum.
Buy-As-Sold Min-Type:
There are two BAS Min-Types. The Order Point Matrix 1 and 2 (Fast, Medium or Slow), call range
“A” category determines what is limited demand. All parts, record-type of “S,” stocked, with annual
calls (See Demand Base Months) less than the beginning call value in any one of the ten “A”
categories will automatically be assigned as either a Fast, Medium or Slow “MBS” or “NBS’ Min-
Type. “MBS” will be assigned to parts that have been an “S,” Stock record-type for one calendar
year, or more. “NBS” will be assigned to parts Stocked for less than one year. See Activity
Indicator in the Master Record, Min-Type in the Store Record and the Fast, Medium and Slow
Order Point Matrix 1 and 2.
Parts Inventory Control Seminar 183
Glossary
Buy-As-Sold Maximum:
The Buy-As-Sold order point formula sets a BAS maximum for a part equal to the average number
of pieces per call, rounded. See, Demand Based Months, Annual Calls and Annual Pieces.
Buy-As-Sold Minimum:
The Buy-As-Sold order point formula sets BAS minimum at one (1) less than BAS Maximum. See
Buy-As-Sold Maximum.
Calls:
Number of events or parts orders placed against a given part. See Annual Calls.
Call Interval:
The time measured in months between customer calls. See Store Record.
Call Range Categories:
The call range identifies points on the horizontal axis of either Order Point Matrix 1 or 2. The actual
range of annual calls, (lower limit to upper limit), will identify parts for the purpose of assigning a
Min-Type and also helps identify the minimum or order point formula and values to be used in the
Stock Replenishment process for calculating minimums. There are four call ranges (A, B, C, D) per
Order Point Matrix. There are two Matrices, each supporting activity indicators fast, medium and
slow moving parts.
The points on the vertical axis of the Order Point Matrix are identified by Maximum Cost Categories.
This SOS/Store level parameter helps control a part’s progression through its Stocked portion of its
life cycle. These parameters are used in the Stock Replenishment process to determine Min-Types
and Minimums. The parameter is maintained in the Parts Ordering Parameters. See Ordering
Parameters, Order Point Matrix 1 and 2, Maximum Cost Categories and Min-Types.
Caterpillar Emergency Service Charge:
Service charge percentages are applied to all Caterpillar source-of-supply emergency and / or
warranty parts orders and are based on the Caterpillar parts activity indicator. Values are:
Fast Moving = 8%
Medium Moving = 5%
Slow Moving = 0%
A 2% charge is applied to selected items regardless of whether that part is F, M or S. The dealer
can by recover service charges for warranty part orders filing a parts claim. See Activity Indicator.
Commodity Code:
A table or matrix (see appendix) used by Caterpillar to assign two position codes to a group of like
parts for marketing and pricing purposes. See Business Economic Code.
Consumer List:
The suggested sell price assigned to a part within a source-of-supply. See Master Record.
Control-Of-Stock:
One of the three Life Cycle phases a part will pass through. See Life Cycle parameter, Force Part
to Suggest Order, Poisson/Order Point Matrix and the Auto Order/Transfer Limits parameters.
Cost:
See Unit Cost.
Parts Inventory Control Seminar 184
Glossary
Cost Of Carrying Inventory:
It represents the annual cost per average on hand inventory unit. Stated another way it relates
direct expenses plus allocated expenses divided by inventory plus the cost of money. It is one key
element used in the Economic Order Quantity Formula. See EOQ.
Current History Month/Year:
This date field is automatically updated at month-end during the Parts Stock Replenishment update.
It is a Dealer level parameter maintained in the parts Ordering Parameters. It identifies the current
calendar month.
Current Month History:
A Dealer level parameter structured to help control a part’s progression through its Stocked part
portion of its life cycle. The parameter is maintained in the Parts Ordering Parameters. See
Ordering Parameters. The current month’s calls and pieces are accumulated and stored for each
part number at the inventory store in which the activity occurred. There are 24 additional monthly
history fields for each part. See Store Record. The current month history fields are automatically
updated at the point of sale or return. During the stock replenishment month-end process the
current month’s data is rolled into the “1Prev” data fields, “1Prev” into the “2Prev” etc. until
eventually the “24Prev” is deleted. See Test For Increasing Demand.
Customer Name:
The customer’s name is associated with the customer number in the DBS Customer Name and
Address record. See Customer Number.
Customer Number:
A value used to identify the dealer's customer. See Customer Name.
Days-Of-Supply (DOS):
DOS is a numeric field in the Store Record. Valid values are 001-360. The value is used in the
Days-Of-Supply Formula and helps determine a part’s order point. This value is also used to
determine the parts Min-Type.
Days-Of-Supply Formula:
One of the three DBS systems order point formulas used to determine a parts minimum or order
point. See, Days-of-Supply Minimum, Days-of-Supply Maximum, Store Record, Order Point
Matrix 1 and 2.
Days-Of-Supply Min-Type:
The DOS Min-Type is assigned based on the numeric value entered in the DOS Store Record field.
See Store Record field, Days-Of-Supply and the Min-Type Store Statistic Report.
Days-Of-Supply Minimum:
Inventory at minimum in terms of days-of-supply. Valid number of days to be used are 001 through
365. To calculate a DOS Minimum multiply DOS Days times Annual Demand Pieces and then
divide by 365. See, Days-of-Supply Formula and Demand Base Months.
Days-Of-Supply Maximum:
Inventory at maximum in terms of days-of-supply. DOS Maximum is equal to DOS Minimum plus
EOQ. See, Demand Based Months, Test For Increasing Demand, Annual Pieces, Days-of-
Supply Formula and EOQ.
Parts Inventory Control Seminar 185
Glossary
Dead-Stock:
The description used to identify Record-Type “D.” It represents a part that has been replaced, there
is no demand history (call and pieces) and the total available quantity is zero. This store record will
eventually be deleted from the inventory file unless the Block Delete indicator in the Store Record
has been set to “Y.” See, Record-Type, Total Available and Store Record.
Dealer-Net (D/N):
The unit value or cost associated with a part. See Master Record.
Dealer Parts Inventory Sharing (DPIS):
DPIS is a Caterpillar ANTARES system program. Dealers participate in this program by supplying
Caterpillar with the inventory records they are willing to sell. A buying dealer either through DBS or
by directly entering into ANTARES system can submit an inquiry or parts order with the selling
dealer. See Ordering Parameters.
Declining Demand:
When the demand history for a part or a group of parts is trending downward, it is considered to be
in a “declining demand” situation. See Test For Increasing Demand.
Demand:
A description applied to many inventory terms. See, Annual Demand, Annual Calls, Annual
Pieces, Declining Demand and Increasing Demand.
Demand Base Months:
Demand Base Months is the life cycle parameter utilized to calculate annual demand for a part, in
the Control-Of-Stock life cycle phase, during the stock replenishment update. Demand Base
Months can optionally be used to establish or synchronize the months fields in the life cycle
parameters Non-Stock/Made-Stock review, Add-To-Stock, Force-Suggest-Order, Remove-From-
Stock and Surplus Identification parameters. This SOS/Store level parameter helps control a part’s
progression through its life cycle. The parameter is maintained in the Parts Ordering Parameters.
See Ordering Parameters, Life Cycle Parameters.
Dependent Store Replenishment:
Dependent Store Stock Order Replenishment is a DBS replenishment routine that consolidates or
rolls up record-type “S” stock demand from store/s defined by a parameter as dependent into a
parent or distribution store according to an established territorial hierarchy. A dependent store
looks to its assigned distribution store for its stock replenishment requirements. The distribution
store uses its demand plus all dependent stores’ stock demand to establish the distribution store’s
minimum or order point for a part. See, Store Record, Territorial Hierarchy, and Test For
Increasing Demand.
Description:
Description refers to the text in the description field for a part number. See Master Record.
Distribution Store:
When a dealer’s parts strategy includes territorial and dependent store processing it assumes one
or more dealer stores will control their inventory based on their demand plus demand from one or
more other dealer stores. The term distribution or parent is typically associated with those stores
that support other dealer stores for their emergency and/or stock order requirements. See,
Territorial Hierarchy, Dependent Store Replenishment and Territorial Stocking.
Parts Inventory Control Seminar 186
Glossary
EOQ:
EOQ is an accounting formula that has been used for many years, long before computer systems.
The formula is used to determine “how much” to order for a given part at a specific point in time.
See Maximum. It determines the point at which the combination of order cost and inventory
carrying cost, both constant but key elements of the formula, are the least for a given part. The
other variable but key elements of the formula include dealer-net and annual demand. The results
derived from the formula for a part is the most cost effective quantity to order. See, Annual
Demand, and Test For Increasing Demand.
While the EOQ formula’s best use is generally thought to be for parts where demand is steady over
a long period of time it also works well for lower demand parts over a short time period. See,
Demand Base Months, EOQ “K” Factor, EOQ High Limit, EOQ Low Limit, Poisson Order
Formula, and the Days-Of-Supply Order Formula.
EOQ High Limit:
The EOQ High Limit parameter in the Ordering Parameters, see Poisson / Order Point Matrix
limits the calculated EOQ to a percentage of annual demand, expressed in pieces. For example, if
the high limit parameter is set at 1.0 the final EOQ value will not exceed 100% of annual demand. If
the parameter is set at .5 the final EOQ value will not exceed 50% of annual demand. See,
Demand Based Months, EOQ “K” Factor, EOQ Low Limit and Maximum.
EOQ Low Limit:
The EOQ Low Limit parameter in the Ordering Parameters function, see Poisson / Order Point
Matrix limits the calculated EOQ to a minimum days-of-supply, expressed in pieces. For example,
the final EOQ can never be less than a certain number of days of supply. See, Demand Based
Months, EOQ “K” Factor, EOQ High Limit, Maximum and the Days-of-Supply Formula.
EOQ "K" Factor:
The “K” factor parameter in the Ordering Parameters, see Poisson / Order Point Matrix can be
applied as a constant in the EOQ formula. The “K” factor represents the ratio of acquisition or order
cost and inventory carrying cost, which are both constant but key elements of the EOQ formula.
See, Demand Based Months, EOQ High Limit, EOQ Low Limit and Maximum.
Estimated Demand During A Lead-Time (EXDLT):
EXDLT is a key element in determining a Poisson Minimum. EXDLT is equal to Annual Calls times
Total Lead-Time (Base Lead-Time plus Safety Stock) divided by 365. See, Demand Based
Months, Annual Demand Calls, Order Point Matrix, Safety Stock, Base Lead-Time, Poisson
Order Formula, Store Record, and Total Lead-Time.
Exhaust-Stock:
One of the six DBS Record-Type values associated with the Life Cycle of a part. This record-type
identifies those parts at a store as being in a surplus condition (i.e. total on-hand is surplus). There
are two Min-Types associated with this record-type.
ER = The Min-Type that identifies parts that have been replaced by Caterpillar. When the Total
Available Quantity for “ER,” replaced parts is = to 0, the “ER” record-type will automatically change
to “D,” Dead-Stock.
ES = The Min-Type classification that identifies those (non-replaced) parts where annual calls fall
below that store’s Life Cycle, Exhaust-From-Stock Parameter. When the Total Available Quantity
for “ES,” parts is = to 0, the “ES” record-type will be changed automatically to “N,” Non-Stock. If a
part qualifies to go exhaust and the total available is = to zero (0) the record-type will bypass the
Parts Inventory Control Seminar 187
Glossary
“ES” record type and go directly to the record-type of “N,” Non-Stock.
Regardless of the exhaust-stock part’s min-type classification (“ER” or “ES,”) when on-hand is
greater than zero (0) the quantity is considered as surplus at that store. It may not however, be
surplus to the territory or the dealership. See, Store Record, Record-Types, Life Cycle
Parameters, Annual Demand Calls and Surplus Return.
Exhaust-Stock Parameter:
One of the Life Cycle Parameters used to determine if and when a parts record-type should be
changed from “S,” Stock to “E,” Exhaust-Stock. It is also used in the Parts Audit Trail to determine
when to make the “E” part’s Bin Location available. Exhaust- stock parameters provide the low call
limits for the part to move from being a good stocking item with a record-type of “S,” Stocked to a
“E,” Exhaust-Stock record-type within a dealer store. These parameters are at the Source of
Supply/Store level and are maintained in the Parts Ordering Parameters. The parameter is
specified for a part’s activity indicator, status (returnable/non-returnable) dealer-net (expressed as
high or low) and the parts history (number of calls per specified number of months).
Associated with this parameter is the exhaust aging period that indicates how long after the
Exhaust-Stock part goes to zero on hand (Non-Stock) should its Bin Location be retained. See,
Store Record, Record-Types, Life Cycle Parameters, Annual Demand Calls and Surplus
Return.
Extended Cost Limits-Outbound Transfers:
This Auto Order/Transfer Limits parameter prevents a system generated stock order transfer
decision during the stock replenishment process. The check is against the extended transfer value
(transfer order quantity times dealer-net) of the part being transferred. This is a transfer “from”
store check. It provides the ability to limit the inter-store transfer of parts based on the cost
associated with a trip or for transportation reasons or any other reason. These parameters are at
the Source of Supply/Store level and are maintained in the Parts Ordering Parameters. See
Ordering Parameters, Auto Order / Transfer Limits and Master Record.
Filled:
Line items counted as filled complete. See KPI.
Financial Management Reporting Guide (FMRG):
The FMRG is the dealers’ accounting reporting guide when reporting financial information to
Caterpillar. Numerous sections of this report refer to the dealers parts department. One piece of
key information references the parts contribution to the total enterprises’ profit picture. See past
years’ average dealers Profitability Report.
Force Part To Suggest Order If Not Calls/Mo:
See Life Cycle Parameters, Control-Of-Stock Parameters. This Calls per Months parameter
provides the capability to limit the parts that qualify for automatic ordering/transferring (as opposed
to suggested), based upon the parts call history. For parts to qualify for automatic stock ordering
they would have to have at least the specified number of calls at the store during the specified
number of months. Parts could qualify for automatic stock transfer to a particular store if the
replenishment store’s annual calls within the specified number of months is equal to or greater than
the parameter. The parameters are by Activity level (fast, medium, slow) at the SOS/Store level
and are maintained in the Parts Ordering Parameters. The parameters are used to control
automatic and suggested processing in the Parts Stock Replenishment Update. See, Life Cycle
Parameters, Annual Demand Calls and Transfer Dollar Limit.
Parts Inventory Control Seminar 188
Glossary
Frozen Min/Max Indicator:
This store record indicator (see appendix for valid values) is used to establish various types of
manual control for a parts Minimum and/or Maximum. It allows the standard stocking calculations
of Minimum and/or Maximum to be overridden during the Stock Replenishment process
History:
This is a term that refers to the type of activities that occur against a part. See, Annual Calls,
Annual Pieces and Non-Stock Detail History to name a few.
Increasing Demand:
When the demand history for a part or a group of parts is trending upward, it is considered to be an
“increasing demand” situation. See Test For Increasing Demand.
In-Process Order:
Represents the quantity of a part that a dealer has in the store but not in its current bin location.
This quantity represents Pre-Stocked Stock Order/s quantities that have not been binned. This
quantity is included in a part’s total available. See Store-Record.
In-Process Return:
The quantity of a part returned from the dealer’s customer (counter/shop) but has not been
inspected nor binned (receipted). This quantity is included in a part’s total available. See Store-
Record.
Inventory Balance:
The most obvious and the most ignored concept in inventory management. Generally refers to the
balance between Inventory Investment, Customer Service and Warehouse Productivity.
Inventory Control:
The science based art of controlling the amount of inventory a business needs to meet the
demands placed upon that business.
Inventory Management Reporting:
Is used to monitor inventory performance and identify opportunities for improvement. Reports
include those provided by the dealer’s business system and an assortment of Key Performance
Indicators. In general, reporting will indicate if an inventory management strategy is working or if
adjustments need to be made.
Inventory Store Number:
When a customer sale or return occurs this store number is where the history (call and demand) is
recorded and where on-hand quantity is reduced due to a sale or increased due to a return. For
example, if Store 01 is specified as the Inventory Store for Store 00 and a sale is made at Store 00,
on hand will be adjusted at the inventory store 01 rather than store 00. If a part's store record does
not exist for Store 01, the system will set it up. Inventory Store is maintained in the parts Store
Parameter. This parameter is used in Order Entry processes.
Inventory Strategy:
Is simply a plan that begins with a definition of the organization’s expectations (goals and
objectives) for inventory performance. It defines what needs to be done, and the measurements
that will tell if it has been done.
Parts Inventory Control Seminar 189
Glossary
Inventory Velocity:
The speed with which inventory moves through a defined cycle. Inventory velocity is another term
for turnover. The quicker you turn your inventory, the higher velocity you have.
Invoice Store Number:
Indicates store number where a document will be invoiced and which pricing parameters will be
used. For example: If Store 01 is specified as the Invoice Store for Store 00, and a customer sale
occurs at Store 00, Store 01 will be used in the Selling rate routines to calculate Sell price, and the
Invoice will print on the printer designated for Store 01. Invoice Store Number is a store level
parameter that is maintained via the parts Store Parameters function. This parameter is used in
Order Entry processes.
Key Performance Indicator (KPI):
Refers to one of many measurements used to determine the success of a dealer’s parts
department. There are standard DBS parts reports and files that provide information that allows
pertinent key parts performance indicators to be determined. The KPI’s are used to analyze the
health of the dealer’s parts operations
Lead-Time:
A parameter that expresses the elapsed time in days from when a part could reach order point to
the time when the part is receipted into inventory. When using the Dual Order Point Matrix
Processing, lead-times can vary by matrix. The Lead Time parameter is a key element in the
calculation of Poisson Minimums (order point) for parts based upon a desired service percentage.
This is a Source of Supply/Store level parameter that is maintained in the Parts Ordering
Parameters and is used in the Stock Replenishment process. See, Lead-Time, Safety-Stock and
Poisson Formula.
Life Cycle:
Each part will eventually pass through the three life cycle phases. See, Add-To-Stock, Control-
Of-Stock and Remove-From-Stock.
Life Cycle Parameters:
A DBS set of parameters structured to help control a part’s progression through its life cycle
phases. The parameters are by Activity Indicator (fast, medium, slow) at the SOS/Store level and
are maintained in the Parts Ordering Parameters. See, Base Dealer-Net Limits, Demand Based
Months, Add-To-Stock Calls, Add-To-Stock, Control-Of-Stock and Remove-From-Stock
parameters.
Line Item:
Indicates a part number rather than a quantity ordered for that part.
Line Item Activity:
Line Item Activity associates a level of sales activities to a required level of order reference, order
processing and related warehouse activities. This activity can be related to stocked items, non-
stock items, items filled from stock and/or items backordered. See Key Performance Indicator.
Made-Stock:
One of the six DBS Record-Types associated with the Life Cycle of a part. There is a part store
record and its record-type is “M,” Made-Stock. This part may or may not have an on-hand quantity,
but accumulated history indicates it should be stocked. The Life Cycle parameters, Non-
Stock/Made-Stock Review and Add-To-Stock provide the control over the display of this store
Parts Inventory Control Seminar 190
Glossary
record on the Non-Stock/Made-Stock Review report. The Min-Type associated with this record-
type is “MS.” See, Store Record, Record-Types, and Life Cycle, Add-To-Stock Parameters.
Made-Stock Aging Days:
An element of the Add-To-Stock parameter that specifies the number of days a part will remain as
“Made-Stock” before the Stock Replenishment process will change the Record-type to “Stock.”
When a part qualifies to be added-to-stock this parameter controls the number of days to wait to
validate that qualifying call. If the part still qualifies for stocking after made-stock aging days have
expired the system will automatically change the record type to ‘S” Stock. Made-Stock Aging Days
is a SOS/Store parameter that can be maintained in the Parts Ordering Parameters. See Life
Cycle, Add-To-Stock.
Maximum Cost Categories:
There are five (5) Maximum Cost categories on the vertical axis of Order Point Matrix 1 and five on
Order Point Matrix 2. The cost fields along with the four (4) Call Range categories on each matrix
horizontal axis are used to identify a grouping of parts. The values entered into the Max Cost
categories represent the average cost per call or the unit cost of the part (as designated by the “Use
Unit Cost Instead of Average Cost per Call” parameter). The Max Cost parameters identify the
limits for that category on the OP Matrix. The Order Point Matrix parameters are Source of
Supply/Store and are maintained in the Parts Ordering Parameters. These parameters are used in
the Stock Replenishment process to establish Min-Types, and Minimums. See, Order Point Matrix
1 and 2, Call Range Categories, Minimum, and Min-Type.
Maximum (Max):
Max helps define “how much” to order. It identifies the maximum number of pieces for a part for a
store (i.e. inventory). This quantity can be manually set or for regular buy items determined by one
of three order point formulas utilized in the Stock Replenishment process. See, Buy-As-Sold
Formula and EOQ.
Minimum (Min):
Min helps define “when” to order. It identifies the minimum number of pieces for a part at a store.
This quantity can be manually set or for regular buy items determined by one of three formulas
utilized in the Stock Replenishment process. See, Buy-As-Sold Formula, Poisson Formula, and
Days-Of-Supply Formula.
Minimum Control Logic (MCL):
The MCL fields are the points within Order Point Matrices 1 and 2 where a part’s annual demand
and the cost intersect. The Order Point Matrix parameters are used in the Stock Replenishment
process to determine which one of the three Minimum order formulas will be used to calculate a
parts minimum. See Minimum. They also are used to establish the “S” Stocked parts Min-Type.
See Min-Type. Valid entries are:
BAS = Indicates the Buy-As-Sold Formula is to be used. See Buy-AS-Sold Formula.
NNN = All numeric indicates the Days-Of-Supply Formula is to be used. Valid values are 001 - 365.
See Days-Of –Supply Formula.
NN % = Numeric plus the percent sign indicates the Poisson Formula is to be used. “NN” indicates
the desired service percent to be attained during the parts lead-time. Valid values are 50 - 99%.
See Poisson Formula.
Order Point Matrices are Source of Supply/Store parameters, maintained in the Ordering
Parameters. See Ordering Parameters, Poisson / Order Point Matrix.
Parts Inventory Control Seminar 191
Glossary
Minimum Order Quantity (MOQ):
It is a “must purchase at least” quantity associated with a part. In other words if MOQ is four at
least four must be purchased but if the dealer orders five then they will receive five. See, Master
Record and Package Quantity.
Min-Type:
Min-Type is a sub-set of Record-Type. The function of Min-Type is to categorize the store’s
inventory according to its type of order point control. This field reflects how on the shelf inventory
items are identified and controlled in the Stock Replenishment process. Some Record-Types also
identify the parts Min-Type. “E,” Exhaust-Stock, “M,” Made-Stock, “T,” Temporary-Stock and “D,”
Dead-Stock Record-Types directly define min-types. The Min-Types for “S,” Stock records are
assigned according to how the parameters are set in Order Point Matrix-1 and 2. The only
exception to this rule is for the Manually Controlled Record-Type “S” Min-Type parts.
Valid values, (see appendix).
MIN-TYPE Store Statistics Report:
This report prints a summary listing of stock sale and transfer activity and on-hand inventory dollars
within store, activity indicator, and min-type. The first line summarizes all stock sale and transfer
activity while the second line summarizes stock sale activity only. This report is used to analyze
inventory investment by min-type and activity indicator as compared to activity and stock
backorders. This is a key report used in generating the data for an inventory control review.
Month End:
A term associated with the last Stock Replenishment process of the month. Demand for a part is
captured and retained in monthly increments within the DBS system and during the month-end
update numerous data cleansing functions occur. The system retains demand for the current
month and 24 previous months. Each month-end the history automatically rolls (i.e. 1st previous
month rolls to the 2nd previous, etc.). As a result, each part’s life cycle phase must be reaffirmed. If
it remains a record-type “S” min/max must be re-calculated based on the parts new annual demand
regardless of whether the part was active. See, Record Active, Test For Increasing Demand,
Demand Base Months and Life Cycle Parameters.
Months Remaining:
A part's store record data field that identifies the number of months (max value is 99) a parts min
and/or max will be protected from the system’s routine recalculations. This field is used in
conjunction with the store data field Frozen Min/Max Indicator and is only valid for Min-Types, “PS”
Protected Stock and “TF” Temporary Frozen. If a part's store record has a Months Protected value
greater than zero, the record will be protected for that number of months. Both fields are
maintainable at any time. The Months Protected field will be automatically decremented by 1 during
the “Month End” Parts Stock Replenishment process.
Moving Turnover:
The Moving Turnover ratio is calculated by dividing annual sales by inventory value at replacement
cost. Sales and the inventory value are all at dealer’s net (or cost) price. This key performance
indicator (KPI) measures the total (dealer and CAT) parts network performance because it includes
sales regardless of where the inventory came from, i.e. the dealer’s or Caterpillar’s inventories.
See KPI.
New Product Introduction (NPI):
NPI is a marketing program that launches a series of strategic activities, processes and procedures
intended to insure the successful introduction of a new product or service.
Parts Inventory Control Seminar 192
Glossary
Non-Returnable D/N Limit:
One of the parameters associated with Base D/N Dollar Limits. It determines for a non-returnable
part what the dealer considers a low versus high dealer-net value. Normally a dealer will have a
different strategy based on the part’s value and status. This parameter is maintained in the Parts
Ordering Parameters. The parameter is used in the Parts Stock Replenishment process. See Life-
Cycle Parameters.
Non-Returnable Indicator:
Indicates the part status. Values are:
Y = Non-Returnable
N = Returnable
See Part Master.
Non-Stock:
One of the six DBS Record-Types associated with the Life Cycle of a part. The record-type is “N.”
These part’s are not stocked at the particular store, but history is accumulated to see if they should
be stocked. The Life Cycle parameter, Non-Stock / Made-Stock Review parameter provides the
control over the display of these store records on the Non-Stock / Made-Stock Review report which
is produced as part of the Stock Replenishment process. See, Store Record, Record-Types, and
Life Cycle Parameters.
Non-Stock / BAS History:
When a parts store record-type is “N,” Non-Stock or “S,” Stocked with a Min-Type of “MBS” or
“NBS” pertinent customer information from the Order Entry processes is captured and retained in
the stores Non-Stock / BAS History file for that part. See Store Record. The data from this file is
used as Decision Support Information when the Non-Stock / Made-Stock Review and the Stock
Replenishment reports are produced. See Minimum Unit Cost for Retaining Non-Stock Detail.
Non-Stock / Made-Stock Review Parameter:
One of the life cycle parameters used in the Stock Replenishment process that determines when a
part will appear on the Non-Stock / Made-Stock Review report. The parameters are specified by
activity level and take into consideration the part’s annual demand (required number of calls per
specified number of months), See Life Cycle, Demand Base Months, the dealer-net (cost) of the
part, and whether or not the part status is returnable or non-returnable, see Master Record. These
parameters apply at the source/store and activity indicator level and are maintained in the Parts
Ordering Parameters.
Non-Stock Return:
A part, that was a non-stock record type, that came into inventory as a result of a return. These
parts are designated as Temp-Stock parts.
Number Of Months:
Determines the number of months of transaction data to use when the simulator runs.
Obsolescence:
A term associated with a surplus part that could be non-returnable or returnable. Usually these
items can’t be returned to the vendor and have had no demand for some extended period of time.
See, Master Record, Store Record, and Annual Demand.
Parts Inventory Control Seminar 193
Glossary
On Hand:
The quantity of a specific part located in a bin location at a dealer store. See, Store Record and
Total Available.
On Order:
The quantity of a specific part submitted on an order to the vendor for a dealer store. See, Store
Record and Total Available.
Order Point:
See Minimum.
Order Point Matrix 1 and 2:
There are two order point matrices for each source-of-supply within a store. Each matrix has four
call ranges on the horizontal axis and five dollar categories on the vertical axis. See, Order Point
Matrix-Call Range Category and Order Point Matrix-Dollar Range Category. There is a table
for each activity indicator (fast, medium and slow) within each Matrix. The Matrix provides the
ability to assign a Min-Type to each part that falls within the boundaries of each Matrix. This then
allows those parts with like Min-Types to have different ordering parameters applied and also allows
the system to provide KPI reporting by Min-Type. See, Min-Type Store Statistics, Min-Types and
KPI.
Order Point Matrix – Call Range Category:
A from/to call category used for the grouping of parts for the purpose of identifying Min Type and
Minimum calculation methods. The call category represents annual calls. There are four
categories per matrix. These categories identify points on the horizontal axis of an Order Point
Matrix. The vertical axis of an Order Point Matrix identifies the maximum cost values. This can be
either an average cost per call or dealer-net. Order Point Matrix parameters are maintained via the
Parts Ordering Parameters and are used in the Stock Replenishment process to determine a part’s
Min-Type, and Minimum. See, Annual Demand, Test For Increasing Demand, Order Point
Matrix-Dollar Range and Order Point Matrix.
Order Point Matrix - Dollar Range Category:
A maximum cost value used for the grouping of parts for the purpose of identifying Min Type and
Minimum calculation methods. The cost value represents the average cost per call or the unit cost
of the part (depending upon the value in the “Use Unit Cost instead of Average Cost per Call”
indicator. There are five categories per matrix. These categories identify points on the vertical axis
of an Order Point Matrix. The horizontal axis of an Order Point Matrix is identified as Call Ranges.
Order Point Matrix parameters are maintained via the Parts Ordering Parameters and are used in
the Stock Replenishment process to determine a part’s Min-Type, and Minimum. See, Use Unit
Cost Instead of Average Cost Per Call, Unit Cost, Order Point Matrix-Call Range and Order
Point Matrix.
Order Qty:
The quantity of a part as calculated by the Stock Replenishment process to be placed on order.
See Store Record.
Ordering Parameters:
DBS parameters are available by store within a source-of-supply. When utilized, the stock
replenishment process should become more automated. The parameters should reflect the
dealer’s parts strategy.
Parts Inventory Control Seminar 194
Glossary
Package Quantity (PKQ):
It is a quantity greater than one of a part in a package. For Caterpillar parts the package quantity
items typically represent Caterpillar’s faster moving items with the value of the package not to
exceed $45 dealer-net. When purchased from Cat the dealer must always buy the first package. In
the DBS system the dealer only buys the second package, etc. if the “yet to purchase” quantity is
half or more of the package quantity. Check with other vendors about their purchasing rules. See
Master Record.
Part Number:
A value assigned to a part within a source of supply. At Caterpillar, the over 650,000 active parts
(as of July, 2003) are categorized into the standard warehouse formats of A, B, C and D. The A
parts represent approximately 2.4% of the total (i.e. less than 16,000) and each part has 350 or
more annual calls worldwide. The A parts are defined as Fast Moving. The B and C parts
represent approximately 19.4% of the total and have from 15 - 349 annual calls worldwide. The B
and C parts are defined as Medium Moving. The remaining 78.2%, the D parts, have less than 15
annual calls worldwide and are defined as Slow Moving. See, Master Record, Activity Indicator
and Caterpillar Emergency Service Charge.
Permanent Frozen Minimum:
One of the three manually controlled order points associated with a Record-Type of “S,” Stock
parts. See, Store Record, Frozen Min/Max Indicator, and Min-Type.
PK/MOQ:
The acronym for the data field Package and/or Minimum Order Quantity. See Master Record. If a
"Q" is printed under the "PK" portion of this field, the quantity shown under MOQ is a minimum
order quantity. Otherwise, if the area under "PK" is spaces, then the quantity shown is a package
quantity. See, Package Quantity and Minimum Order Quantity.
Poisson Distribution:
In statistics and probability theory, the “Poisson Distribution” describes a discrete probability
distribution. Simeon Denis Poisson (1781-1840), a French mathematician, developed the Poisson
distribution table. It is often called the law of small numbers because it describes the probable
distribution of the number of occurrences of an event that happens rarely but has very many
opportunities to happen.
It was Ladislaus Josephovich Bortkiewicz (1868-1931), a mathematician and author who was
immortalized for having successfully used Simeon Poisson’s mathematical distribution model to
predict the number of soldiers in the Prussian Cavalry that would be killed by horse-kicks each year
during the Prussian War.
Poisson Formula:
One of the three DBS systems order point formulas used to determine a parts minimum or order
point. See, Poisson Distribution, Lead Time, Store Record, Order Point Matrix, Safety-Stock,
and Min-Types.
Poisson / Order Point Matrix:
A set of parameters structured to help control a part’s depth of inventory during its Stocked portion
of its life cycle. The parameters are established by Min-Type within Activity level (fast, medium,
slow) at the SOS/Store level and are maintained in the Parts Ordering Parameters. The
parameters control the establishment of a parts Minimum during the Stock Replenishment process.
See, Life Cycle, Store Record and Order Point Matrix 1 and 2.
Parts Inventory Control Seminar 195
Glossary
Previous Record-Type:
The DBS system automatically retains and controls the part’s previous record-type. This helps
validate the KPI reporting that is associated with the stores part record-type. See, Store Record
and Record-Type.
Protected Stock:
One of the three manually controlled order points associated with Record-Type “S,” Stock parts.
See, Store Record, Frozen Min/Max Indicator and Min-Type.
Report-To-Store:
See Territorial Report-To-Store.
RETURN ON ASSETS (ROA):
A measure of profit per dollar of assets. It can be defined in several ways but the most common is
(Net income / Total assets).
Returnable D/N Limit:
One of the parameters associated with Base D/N Dollar Limits. It determines for a returnable part
what the dealer considers a low versus high dealer-net value. Normally a dealer will have a
different strategy based on the part’s value and status. This parameter is maintained in the Parts
Ordering Parameters. The parameter is used in the Parts Stock Replenishment process. See Life-
Cycle Parameters.
Safety-Stock:
A value expressed in days used only in the Poisson Formula when minimum is calculated. It
represents an additional margin of stock as this value is added to the lead-time value. The days are
specified by Min-Type within the Order Point Matrix 1 and 2. Order Point Matrix parameters are
SOS/Store level parameters that are maintained in the Parts Ordering Parameters. The parameters
are used in the Stock Replenishment process to determine Min-Types and Minimums. See, Lead-
Time and Total Lead-Time.
Sale-Type:
An indicator utilized in the Order Entry process. It allows default transaction codes to automatically
be assigned to a part based on the type of document sale, return etc., being created. Refer to the
appendix for valid values.
Service Charges:
See Caterpillar Emergency Service Charges.
Service Charges As Percent Of Purchases:
A KPI ratio calculated by dividing a dealer’s total emergency charges as applied by Cat by cut total
part purchases from Cat. See KPI.
Service Charges As Percent Of Sales:
A KPI ratio calculated by dividing a dealer’s total emergency charges as applied by Cat by total part
sales at dealer net to its customers. See KPI.
SIMULATOR NUMBER OF MONTHS PARAMETER:
Number of months of transaction data to be used when running the simulator update.
SOS:
See Source-of-Supply.
Parts Inventory Control Seminar 196
Glossary
SOS Name:
A descriptive name assigned to a Source-of-Supply. This is a Source-of-Supply level parameter
maintained in the Parts Ordering Parameters. See Source-of-Supply.
Stock:
One of the six DBS Record-Types associated with the Life Cycle of a part. This record-type
identifies parts at a store that the system will automatically order and maintain according to the
established ordering parameters. Parts with a Record-Type of “S” are the only ones that are
considered for inclusion in the regular stock orders created for submission to the vendors. See,
Store Record, Record-Types, and Life Cycle Parameters.
Stock Service Percent:
Stock Service Percent is the number of line items totally filled at point-of-sale divided by the total
number of stock line items processed. It measures a dealer store’s off-the-shelf performance for
stocked items. See KPI.
Stock Transfer:
An order entry sale-type used to stock order transfer parts from one store to another. See
Transaction Code.
Stock Transfer Search Sequence:
The Stock Transfer Search Sequence provides the capability to specify the sequence for filling stock
order needs via the transfer of parts. Up to 50 different store numbers can be specified for each
store. The “transfer from” stores must be entered in the desired search sequence. These are
SOS/Store level parameters that are maintained in the Parts Ordering Parameters. The Stock
Replenishment process searches the “transfer to” stores parameter for stores with surplus inventory
that can fill any portion of the ordering stores’ replenishment need.
Stocked Part:
See Record-Type.
Store:
See Store Number.
Store Record:
File where data relating to an individual store for a part is maintained.
Store Name:
Description used to identify a Store Number. This is a store level parameter that is maintained in
the Parts Ordering Parameters. See Store Number.
Store Number:
An assigned value (alpha, numeric or combination) used to identify a dealer store/s. Store “**” is
the system default value used only in the Ordering Parameters. See Store Name.
Suggest Order/Transfer:
Term applied during the stock replenishment process to those parts at order point that fail to meet
or exceed all the DBS stock order parameters established to qualify a part to order. Those parts at
order point that do meet or exceed the parameters will be Automatic Order/Transfer.
Parts Inventory Control Seminar 197
Glossary
Surplus Base Months:
An Ordering Parameter used to determine the surplus quantity of record-type “S,” Stock parts. The
parameter specifies the number of months to be used for annual demand (pieces) based on Activity
Indicator and Returnable/Non-Returnable Dollar Value. This surplus quantity is considered
available internally for stock order transfer to another store at order point store. This parameter is
used in the Stock Replenishment process. See, Annual Demand Pieces and Test For Increasing
Demand.
Surplus Value:
The extended cost value of a surplus part. Surplus Value is equal to Surplus Quantity times Dealer-
Net. See, Surplus Quantity and Master Record.
Surplus Return:
A term associated with a Caterpillar sponsored program that allows a dealer to submit regular
requests to return qualified parts to Caterpillar.
Surplus Quantity:
On Hand quantity of a part that is in excess of annual demand pieces or maximum. See, Annual
Demand Pieces, Demand Base Months and the Test For Increasing Demand.
Synchronization:
A Life Cycle process that if utilized takes the Life Cycle elements Base Dealer-Net Limits, Demand
Base Months and Add-To-Stock Calls and sets the Life Cycle Parameters in a pattern that helps
automate a parts progression through its life cycle. See Life Cycle Parameters.
T:
In the Stock Replenishment reporting process “T” is used to indicate that Territorial History or other
stores appropriate history is included in that store’s history fields for a part. Values are:
Blank = No Territorial history included.
T:
Store/s history is to be included.
See Store Record.
Temporary Frozen:
One of the three manually controlled minimum and or maximum order points associated with a
Record-Type of “S, Stock part. See, Store Record, Frozen Min/Max Indicator, and Min-Type.
Temporary-Stock:
One of the six DBS record-types. Temporary-Stock is the name for a part’s store record that has a
Record-Type of “T.” A Temporary Stock part was originally sold to the customer as a Non-Stock
item. Subsequently the item was returned by the customer to the dealer and is now part of the
dealer’s total inventory. In DBS these parts are considered to be surplus inventory at that store, but
not necessarily surplus to the dealer. See, Record-Type and Surplus Return.
TEPS:
See Truck Engine Product Support.
Territorial Hierarchy:
Parts Inventory Control Seminar 198
Glossary
A DBS parameter structure a dealer can implement by source-of-supply to accomplish an overall
parts strategy. A hierarchy can be from one to four levels deep. See Territorial Stocking.
Territorial Stocking:
A dealership stocking strategy that is implemented to complement an individual store’s stocking
strategy. It provides the ability to make add-to-stock decisions based on combining individual
stores “non-stock” demand at a store (territorial center) that is higher in the territorial hierarchy.
See, Territorial Hierarchy, Territorial Level and Add-To-Stock Parameters.
Territorial Level:
A hierarchical tree structure up to 4 levels deep may be maintained. This parameter is required if
the Territorial Level for the specified store is not Level 4. Valid values are 1, 2, 3, and 4; with level 4
being the highest level and it is also the default level. In essence each store is its own territory
(Level-4). This parameter is specified at the store level and is maintained in the Parts Ordering
Parameters. Territory Store Reporting parameters provide for the establishment of a hierarchical
stocking relationship between inventory stores. The Territorial Level identifies the hierarchical level
that has been specified for the purpose of accumulating one or more store’s Non-Stock demand for
a part during the stock replenishment process. See Territorial Report-To-Store.
Territorial Report-To-Store:
Identifies the store at the next higher level to which the specified store’s Non-Stock history is to be
accumulated. For all stores that are not a level-4, a Report-To-Store must be specified which
indicates to which store non-stock demand is to be reported to. The store’s Non-Stock demand will
continue to roll up to the next highest level until a stocked store is encountered or the Report-To-
Store qualifies to become a stocked store or the level-4 store is encountered. The demand is
always recorded at the store that encounters the demand. However, the Parts Stock
Replenishment process uses the accumulated territorial demand in making stocking, ordering and
un-stocking decisions. See Territorial Level.
Territorial Service Percent:
Territorial Service Percent is the number of line items totally filled at point-of-sale (i.e. off-the-shelf)
plus the emergency fills from other dealer store inventories divided by the total number of line items
(stock and non-stock) processed. It measures a dealer’s performance from his own distribution
network from point-of-sale to where he must go beyond his network to Cat. See KPI.
Test For Increasing Demand:
The “Test For Increasing Demand” is simply a formula used in every Life Cycle phase of a part.
There is a continued test made for increasing demand whenever a part is activated. Simply stated
the test compares that store’s calls in the current month to the calls in the last month specified by
the appropriate cycle parameters number of months and includes the one with the greater number
of calls. If calls are the same (current versus last month specified), the current months calls and
pieces will be included in the annual demand calculation.
For example, in the Add-To-Stock life cycle phase it supports the need to be more aggressive. In
increasing demand situations that could cause a new item to become a part of the dealer’s
available inventory. See, Life Cycle Parameters and Add-To-Stock.
In the Control-Of-Stock phase it accommodates the need to be more aggressive in an increasing
demand situation that could cause an increase in a parts minimum or in its inventory depth. See,
Life Cycle Parameters and Control-Of-Stock.
In the Remove-From-Stock phase it continues to validate a part should remain a stocked part. See,
Life Cycle Parameters and Remove-From-Stock.
Parts Inventory Control Seminar 199
Glossary
Total Available Quantity:
In DBS, total available is the sum of SOS/Store parts On-Hand plus On-Order plus In Process On
Order plus In Process Return. This calculated value is used in the Stock Replenishment process to
determine if the part is at or below its minimum or order point. See Order Points.
Total Lead-Time:
It is the sum of lead-time plus the min-type safety-stock days. Both are expressed in days of lead-
time. Total lead-time is a key component in the calculation of a Poisson minimum. See, Lead-
Time, Safety-Stock and Poisson Formula.
Total Service Percent:
Total Service Percent is the number of line items totally filled at point-of-sale divided by the total
number of line items (stock and non-stock) processed. It measures a dealer store’s off-the-shelf
performance as it considers both stock and non-stock items. See KPI.
Transaction Code (TRCD):
DBS is a transaction driven system. It assigns a code to each activity for auditing purposes. See
DBS Parts documentation for listing of codes and their value.
Transaction Quantity (TRQTY):
Transaction quantity refers to the original quantity requested during an order entry sale or return
process.
Truck Engine Product Support (TEPS):
The TEPS program is structured to make the Caterpillar dealer a distributor to the on-highway truck
manufacturer dealers. (e.g. peterbilt, capitalize kenworth, capitalize freightliner, etc.)
The purpose of the TEPS program is to ensure customer satisfaction by developing a strong and
responsive network that promotes Caterpillar engines and provides quality product support
services.
Unit Cost:
Indicates unit dealer net or the dealer’s standard cost per part. See Master Record.
Use Unit Cost Instead of Average Cost per Call:
Controls whether the Max Cost fields in Order Point Matrix 1 and 2 represents a unit cost or the
average cost per call. See Poisson Order Point Matrix Parameters, Order Point Matrix 1 and 2
and Max Cost.
Unit List:
Indicates Unit Consumers list per part or the standard recommended selling price. See Master
Record.
Velocity:
As an inventory control term velocity refers to any parameter that can impact the depth of inventory.
Depth of inventory is impacted by the relationship of parameter settings. See, Total Lead-Time,
Lead-Time, Safety-Stock, EOQ, K-Factor, High Limit of EOQ, Low Limit of EOQ, Poisson
Order Formula and Demand Based Months.
Parts Inventory Control Seminar 200
Chapter
APPENDIX
Calendar:
Simulator Processing Day Calendar
Month 01 Month 02 Month 03
1 2 3 4 5 6 7 35 36 37 38 39 40 41 63 64 65 66 67 68 69
8 9 10 11 12 13 14 42 43 44 45 46 47 48 70 71 72 73 74 75 76
15 16 17 18 19 20 21 49 50 51 52 53 54 55 77 78 79 80 81 82 83
22 23 24 25 26 27 28 56 57 58 59 60 61 62 84 85 86 87 88 89 90
29 30 31 32 33 34 M.E M.E M.E Surplus Return
Month 04 Month 05 Month 06
91 92 93 94 95 96 97 119 120 121 122 123 124 125 147 148 149 150 151 152 153
98 99 10 101 102 103 104 126 127 128 129 130 131 132 154 155 156 157 158 159 160
0
105 10 10 108 109 110 111 133 134 135 136 137 138 139 161 162 163 164 165 166 167
6 7
112 11 11 115 116 117 118 140 141 142 143 144 145 146 168 169 170 171 172 173 174
3 4
M.E M.E M.E Surplus Return
Month 07 Month 08 Month 09
175 17 17 178 179 180 181 203 204 205 206 207 208 209 235 236 237 238 239 240 241
6 7
182 18 18 185 186 187 188 210 211 212 213 214 215 216 242 243 244 245 246 247 248
3 4
189 19 19 192 193 194 195 217 218 219 220 221 222 223 249 250 251 252 253 254 255
0 1
196 19 19 199 200 201 202 224 225 226 227 228 229 230 256 257 258 259 260 261 262
7 8
M.E 231 232 233 234 M.E M.E Surplus Return
Month 10 Month 11 Month 12
263 26 26 266 267 268 269 298 299 300 301 302 303 304 326 327 328 329 330 331 332
4 5
270 27 27 273 274 275 276 305 306 307 308 309 310 311 333 334 335 336 337 338 339
1 2
277 27 27 280 281 282 283 312 313 314 315 316 317 318 340 341 342 343 344 345 346
8 9
284 28 28 287 288 289 290 319 320 321 322 323 324 325 347 348 349 350 351 352 353
5 6
291 29 29 294 295 296 297 M.E M.E Surplus Finished
2 3 Return
M.E FINI
Parts Inventory Control Seminar 201
Appendix
Commodity Code:
A table or matrix used by Caterpillar to assign two position codes to a group of like parts for
marketing and pricing purposes. See Business Economic Code.
` 1 2 3 5 6 8 9
UNDER GROUND DRIVE GENERAL ALL
CARRIAGE ENGINE ENGAGING TRAIN HYDRAULIC USUAGE OTHERS
PARTS PARTS TOOLS PARTS PARTS PARTS PARTS
A Track Group Pistons Rods Bulldozer Final Drive Pumps, Motors Cabs,
S&L Liners End Bits Parts Except Water Canopies
Related Parts Components
B Track Group Cylinder Motor Grader Universal Hydraulic Sleeve Safety
Sealed Head End Bits Joints Drive Cylinders Bearings Equipment
Assembly Shaft Components (Except OSHA
Groups Engine) Required
C Link Cylinder Scraper Transmission. Hydraulic Safety
Assembly Head Value Router Bit Torque Valves Parts Equipment
S&L Divider
Transfer
Gears
D Link Cooling Cutting Edge Clutch Motor
Assembly System Motor Grader Flywheel Grader
Sealed Parts Implements
E Pin Air Intake Cutting Edge Axle Electrical Comfort
Bushing Exhaust Dozer Differential Components Equipment
Group Systems Parts (Except
Engines)
F Track Shoes Cutting Edge Brake Parts Misc. Hose Not Bulldozer
Scraper Hydraulic Parts
G Other Track Fuel Systems Cutting Edge Steering Cat-Mfg Frames
Group Bucket Clutch Parts Hydraulic Hose
Components Fittings
S&L
H Other Track Gaskets Shanks Transmission Hardware Gauges
Group Ripper Gaskets
Components Scarfier
S&L
I Equalizer Block Grader Bit Marine Gears
Parts Flywheel System Motor Clutch Parts
Components Grader
J Roller Crankshaft Scarfier Teeth Misc. Hose Gaskets Engine
Groups Camshaft Ripper Tips Fittings Shims Enclosure
Assemblies Related (Except Parts
Components Engines)
K Roller Turbocharger Modulok Steering Tubes Pipes Dealer Tools Other
Components Components Mechanism Chassis
Parts Parts
L Carrier Lubrication Bucket Tip Levers Service
Roller Systems Adapters Meters Parts
Groups
Assemblies
M Carrier Starting Major G.E.T. Antifriction Bucket Lift Plates,
Roller Motor Parts Components Bearings Arms, Brackets,
Groups Sticks, Related
Booms Parts
N Sprockets Batteries Flanges Chemical Scraper,
Relate Products Truck
Products Wagon Parts
P Sprocket Electrical Buckets Expansion Pins Lift Truck
Components Products Load
(Hydraulic) Handling
Parts
Parts Inventory Control Seminar 202
Appendix
Q Sprocket Engine Expansion Fittings Retainers Expansion
Rims Bearings Products Products
Segments (G.E.T.) (Not GET
Hydraulic)
R Idler Filters Compactor Tires Elbows Rods Turbine
Tips Components Engine Parts
S Idler Beadless Seals Shafts
Component Tires
Components
T Track Roller Air Landfill Retainer
Guards Compressors Compactor Lock Rings
GET
U Bushing Seal Replacement Metal Seal Misc
Group S & L Engines Short Wear Rings Casting
Blocks (Except
Housing)
V Roller Frame One Cylinder Misc
Components Test Engines Forgings
W Track Attachments G.E.T. Cable Control Filter Parts Misc
Hardware Hardware Winch Parts (Except Housings
Engine)
X Reman Reman Reman Reman Reman Reman
Parts Parts Parts Parts Parts Parts
Y Track Lift Truck Friction Misc. Parts
Rubber Engines Parts Material Groups Distribution
Belted Non-
Revenue
Z Misc. Misc. Misc. Misc. Misc. Misc. Misc.
Parts Parts Parts Parts Parts Parts Parts
Frozen Min/Max Indicator:
This store record indicator is used to establish various types of manual control for a part’s Minimum
and/or Maximum. It allows the standard stocking calculations of Minimum and/or Maximum to be
overridden during the Stock Replenishment process. Valid values are:
0 = Not Frozen. A part’s Minimum and/or Maximum and Min-Type will be the result of standard
parameter calculations.
1 = Permanently Frozen Minimum. Min-Type is “PF.” Min will remain frozen until control is
manually removed. Maximum will be the result of standard calculations.
2 = Permanently Frozen Maximum. Min-Type is “PF.” Max will remain frozen until control is
manually removed.
3 = Permanently Frozen Minimum and Maximum. Min-Type is “PF.” Min/Max will remain frozen
until control is manually removed. However, if permanently frozen and for a specified number of
months, see Months Remaining, Min/Max will release automatically after the months have been
exhausted. Control can be manually removed prior to the months exhausting. Min-Type is “PS”
rather than “PF” when the months remaining field is utilized at the same time.
4 = Temporary Frozen Minimum and Maximum. Min-Type is “TF.” Min/Max will remain frozen until
history supports a calculation that is equal to or greater than the frozen value/s. At that time the
indicator value is automatically changed to zero or not frozen. However, if temporary frozen for a
specified number of months, see Months Remaining, Min/Max will release automatically after the
months have been exhausted. Control can be manually removed prior to the months exhausting.
Min-Type will still be “TF” whether months remaining, is or is not utilized.
If Min Protect Qty > zero (0) a value of five (5) is added to actual indicator value. The Min-
Protect field value is used in the min/max calculation and will force the actual order quantity to be
max less total available plus Min-Protect quantity. The valid frozen min/max values are:
Parts Inventory Control Seminar 203
Appendix
5 = Not Frozen. Min-Type is based on the standard calculation. Minimum/maximum will be the
result of standard calculations. “S” will precede the Min-Type which indicates Min-Protect quantity
value is greater than zero.
6 = Permanently Frozen Minimum. Min-Type is “PF.” Min will remain frozen until control is
manually removed. “S” will precede the Min-Type which indicates Min-Protect quantity value is
greater than zero.
7 = Permanently Frozen Maximum with Min Protect Qty > zero. Min-Type is “PF.” Max will remain
frozen until control is manually removed. “S” will precede the Min-Type which indicates Min-Protect
quantity value is greater than zero.
8 = Permanently Frozen Minimum and Maximum. Min-Type is “PF.” Min/Max will remain frozen
until control is manually removed. However, if permanently frozen and for a specified number of
months, see Months Remaining, Min/Max will release automatically after the months have been
exhausted. Control can be manually removed prior to the months exhausting. Min-Type is “PS”
rather than “PF” when months remaining, is utilized. “S” will precede the Min-Type which indicates
Min-Protect quantity value is greater than zero.
9 = Temporary Frozen Minimum and Maximum. Min-Type is “TF.” Min/Max will remain frozen until
history supports a calculation that is equal to or greater than the frozen value/s. At that time the
indicator value is automatically changed to zero or not frozen. However, if temporary frozen for a
specified number of months, see Months Remaining, Min/Max will release automatically after the
months have been exhausted. Control can be manually removed prior to the months exhausting.
Min-Type will still be “TF” whether months remaining, is or is not utilized. “S” will precede the Min-
Type which indicates Min-Protect quantity value is greater than zero.
Parts Inventory Control Seminar 204
Appendix
Market Segmentation:
The Caterpillar FMRG requires dealers to report their marketing activities by “industry segments”
which define or classify customers by the work they do, not by the products they use. There are 13
Caterpillar market segments defined at the top level. Eight apply to Machines and five are
dedicated to Engine applications.
Machine Market Segments
Agriculture Ag Tractors
Combines
Skid Steer Loaders
Backhoe Loaders
All Other Cat Machines
Forestry Skidders
Excavators
Wheel Loaders
Knuckle Boom Loaders
All Other Cat Machines
General Construction Backhoe Loaders
Small Wheel Loaders
Small Hydraulic Excavators
Small Track-Type Tractors/Track Loaders
All Other Cat Machines
Heavy Construction Hydraulic Excavators
Motor Graders
Track-Type Loaders
Wheel Loaders
All Other Cat Machines
Industrial Backhoe Loaders
Hydraulic Excavators
Track-Type Tractors
Wheel Loaders
All Other Cat Machines
Mining Off-Highway Trucks
Large Track-Type Tractors
Large Wheel Loaders
All Other Cat Machines
Quarry/Aggregate Off-Highway Trucks
Medium Wheel Loaders
Large Wheel Loaders
Track-Type Tractors
All Other Cat Machines
Waste Articulated Trucks
Landfill Compactors
Track Loaders
Track-Type Tractors
All Other Cat Machines
Parts Inventory Control Seminar 205
Appendix
Engine Market Segments
EPG Cat Prime Power Engines
Cat Standby Engines
Other Engines
Industrial Engines Rental Engines
OEM/Wholesale
Marine Pleasure Craft Engines
Work boat Engines
Fish boat Engines
Other
Petroleum Drilling
Gas Compressions
Other
Truck New Cat Engines-Retail
New Cat Truck Engines to OEM/Wholesale
Min-Type:
Min-Type is a sub-set of Record-Type. The function of Min-Type is to categorize the store’s
inventory according to its type of order point control. This field reflects how on the shelf inventory
items are identified and controlled in the Stock Replenishment process. Some Record-Types also
identify the parts Min-Type. “E,” Exhaust-Stock, “M,” Made-Stock, “T,” Temporary-Stock and “D,”
Dead-Stock Record-Types directly define min-types. The Min-Types for “S,” Stock records are
assigned according to how the parameters are set in Order Point Matrix-1 and 2. The only
exception to this rule is for the Manually Controlled Record-Type “S” Min-Type parts.
Values include:
Blank = Not yet processed through the Stock Replenishment process to have a min-type assigned.
Parts in the Add-To-Stock process:
MS = Made-Stock. Part qualified to become a stocked item but is presently in the made-stock
aging process. On-hand can be equal to or greater than zero. Min/Max is 0/0.
Stocked Parts - Considered Surplus:
TS = Temporary-Stock. A part returned from the customer that when originally purchased was a
record-type “N,” Non-Stock part. On-hand is greater than zero. Min/Max is 0/0.
ER = Exhaust-Replaced. A part replaced by another or multiple parts. On-hand is greater than
zero. Min/Max is 0/0.
ES = Exhaust-Stock. Declining demand caused this part to be considered surplus to the store. On-
hand is greater than zero. Min/Max is 0/0.
Stocked Parts - Manually Controlled:
PS = Protected Stock. Min and/or Max will be manually set and maintained for some designated
number of months. Protection will automatically release after set time period exhausts. See Store
Record and Months Remaining.
PF = Permanent Frozen. Min and/or Max will be manually set. Protection will not automatically
release.
TF = Temporary Frozen. Min and/or Max will be manually set. Protection will automatically
release after set time period is exhausted, if originally set, or if the calculated Min due to annual
demand is greater than the frozen Min, protection will be released immediately. See Store Record
and Months Remaining.
Stocked Parts - Regular Buy:
BAS = Buy-As-Sold. A stocked item that will use the Buy-As-Sold Formula to set Min/Max because
Parts Inventory Control Seminar 206
Appendix
annual calls do not allow it to determine its min-type based on OP Matrix1 or 2.
NBS = New Buy-As-Sold. Has been a stock record-type less than 1 year.
MBS = Mature Buy-As-Sold. Has been a stock record-type for one year or more.
OP Matrix 1: An “S” Record-Type part that either uses the Buy-As-Sold, Days-Of-Supply or
Poisson Order Formula to set Minimum.
1A - 5A = Call Range 'A,' Cost Categories 1 - 5.
1B - 5B = Call Range 'B,' Cost Categories 1 - 5.
1C - 5C = Call Range 'C,' Cost Categories 1 - 5.
1D - 5D = Call Range 'D,' Cost Categories 1 - 5.
OP Matrix 2: An “S” Record-Type part that either uses the Buy-As-Sold, Days-Of-Supply or
Poisson Order Formula to set Minimum.
6A - 10A = Call Range 'A,' Cost Categories 6 - 10.
6B - 10B = Call Range 'B,' Cost Categories 6 - 10.
6C - 10C = Call Range 'C,' Cost Categories 6 - 10.
6D - 10D = Call Range 'D,' Cost Categories 6 - 10.
See Buy-As-Sold Formula, Days-Of-Supply Formula, Poisson Formula, Store Record,
Record-Type and OP Matrix 1 and 2.
Record-Type:
A SOS/Store part indicator used to identify a parts progression through its Life Cycle. Values are:
N = Non-Stock. Item not stocked but demand will be accumulated.
S = Stock. Item regularly carried in inventory and qualified for routine stock replenishment.
T = Temporary-Stock. Item originally sold as a Non-Stock part however, it was returned by the
customer and is now carried in stock.
E = Exhaust. An item where its Min-Type may be either:
ER = Exhaust-Replaced. Item that has been replaced.
ES = Exhaust-Stock. Item previously Stocked but calls have fallen below its stocking
threshold.
M = Made-Stock. Item that has met the add-to-stock threshold and is progressing through its
made-stock aging time period.
D = Dead-Stock. Item that would be Non-Stock, but has been replaced.
See, Min-Type Store Statistic Report, Store Record and Life Cycle Parameters.
Sale-Type:
An indicator utilized in the Order Entry process. It allows default transaction codes to automatically
be assigned to a part based on the type of document sale, return etc., being created. Values are:
A = Abnormal Demand Sale: 64 (Stock) and/or 65 (Non-Stock)
B = Emergency Order Transfer: 72 (Stock)
C = Convenience Sale: 63 (Stock) and/or 62 (Non-Stock)
E = Export / TEPS stock order sale: 66 (Stock) and 65 (None-Stock)
I = Invoice Only: 67 (Sale) and/or 59 (Credit)
L = Lost Sale: 60 (Stock) and/or (Non-Stock)
R = Surplus Return Sale: 64 (Stock)
S = Standard Sale or Return: Sale: 61 (Stock) and/or 62 (Non-stock),
Return: 51 (Stock) and/or 52 (Non-stock)
T = Stock Order Transfer: 71 (Stock)
Parts Inventory Control Seminar 207
Appendix
STOCK BACKORDER REASONS
Listed below are reasons for stocked backorders. (Please note: Stock backorders are
defined as backorders occurring on S (Stock), M (Made-Stock), E (Exhaust Stock), and T
(Temporary Stock) record type parts.
Abnormal Demand (ADC, ADP, AND): Abnormal demand is usually the leading classification
of stock backorders. Either the call frequency, the number of pieces per call based on past
history was excessive/abnormal or it is a new stocking item.
Factory Short (F/S): Backorders caused by Caterpillar’s inability to supply an item within the
dealer’s normal cycle.
Transfers (ETR or STR): Backorders caused by transferring the part to another store to fill
their emergency or stocking requirement. This is a result of the complexity of a multi-store
operation.
Ordered in Error (OEC or OES): A counter and/or service department customer ordered a
part and returned it. It can be a symptom of order reference and/or service diagnostic
opportunities or simply a commitment to product support.
Record Errors: Recognize that record errors and warehouse errors (primarily picking errors)
are closely related. A significant percentage of record errors are indicative of warehouse
procedural problems. Every record error previously involved an unreconciled receiving,
picking, return or other on hand adjustment.
Stock on Floor (SOF): Backorders occurring during the stock receiving or customer return
process. The parts are in the building.
Sold Before Delivery (SB4): Backorders, occurring on items that are on order and are
received only one day after the sale that caused the backorder.
Delayed Stock Order (D/O): For some reason, a stock item was being carried in a zero
condition. After reaching order point, it had not been reordered nor was it made exhaust or
non-stock.
Manual Control (FRZ): Backorders occurring on items permanently or temporarily frozen
with a low order point or order quantity.
Hose (Hose): Backorders occurring by not being able to provide a certain length of hose
even though the quantity on hand is greater than the requested length. This is due when the
quantity on hand accounts for hoses cut in pieces, which are shorter than the requested
length.
Counter (COU): A backorder occurs because a document was placed on hold. The part is
then taken off the “hold” status by the original user after a backorder has occurred.
Parts Inventory Control Seminar 208
Appendix
Parts Inventory Control Seminar 209
Appendix
Carolina Cat Total
Stock LineStock
ItemsLine Items
and and Activity
Activity
Local Parts KPI Cube - JUL06
100%
90%
80%
70%
60%
Stock Line Items
50% Active Stock Lines
Stock Lines Backordered
40%
30%
20%
10%
0%
Fast Medium Slow
Carolina Cat Total Inventory
Total Inventory
Local Parts KPI Cube - JUL06
100%
90%
80%
70%
60% Inventory Value
Lines Stocked
50%
Active Stock Lines
40% Backordered Stock Lines
30%
20%
10%
0%
Surplus Manual Control Buy as Sold Poisson
Min Type Category
Parts Inventory Control Seminar 210
Appendix
Carolina CatInventory
Total Total Inventory
Value Value
Local Parts KPI Cube - JUL06
$4,500,000
$4,000,000
$3,500,000
$3,000,000
$2,500,000 Fast: 72.4%
Medium: 24.3%
$2,000,000 Slow: 3.3%
$1,500,000
$1,000,000
$500,000
$0
Surplus: 18.6% Manual Control: Buy as Sold: Poisson: 54.6%
11.3% 15.0%
Carolina Cat Total Surplus Min Type Inventory
Surplus Min Type Inventory
Local Parts KPI Cube - JUL06
80%
70%
60%
50%
Fast: 31.2%
40% Medium: 54.5%
Slow: 14.3%
30%
20%
10%
0%
Exhaust Replaced: Exhaust Surplus: $471,760 Temporary: $813,924
$45,531
Parts Inventory Control Seminar 211
Appendix
00 Main Store All Warehouse Activity
Sales Ship Stk Xfer Ship Emer Xfer Returns Stk Receipts Emer Receipts Inv Counts Loc Chgs
Inv Counts Loc Chgs
Emer Receipts 6.2% 2.3%
8.9%
Sales
41.8%
Stk Receipts
22.2%
Returns Ship Stk Xfer
Ship Emer Xfer
2.7% 1.0%
14.8%
Parts Inventory Control Seminar 212
Appendix
00 M a in S tore W a re house Activity Distribution
All S OS
M a inte na nc e
8 .5 %
Inbound
3 3 .8 % Outbound
5 7 .7 %
Outbound Inbound M a inte na nc e
00 Main Store Outbound Activity Distribution
All SOS
Ship Emer Xfer
25.7%
Ship Stk Xfer
1.8%
Sales
72.5%
Sales Ship Stk Xfer Ship Emer Xfer
Parts Inventory Control Seminar 213
Appendix
00 Main Store Inbound Activity Distribution
All SOS
Returns
Emer Receipts 8.1%
26.2%
Stk Receipts
65.7%
Returns Stk Receipts Emer Receipts
Parts Inventory Control Seminar 214
Chapter
FORMULAS
Lead Time = Time between placing an order and receiving an order
Reorder Point = average demand during lead time + safety stock
Safety Stock (SS) = an inventory quantity planned to be on-hand at all times to allow for deviations
in demand and supply.
Service Level = Desired service level expressed as a percentage.
Inventory Turnover = Cost of Goods Sold
Inventory End of Year
Return on Assets = Net Income
Total Assets
System Generated Order Points
Days of Supply = Days of Supply (DOS) * Annual Demand (in pieces)
365
Buy-as-Sold order point
1. Compute Annual Demand in calls and pieces (see Demand Base Months).
2. Compute the Average Number of Pieces Per Call (annual pieces divided by annual calls).
3. Set Maximum at the Average Number of Pieces per Call.
4. Set Minimum at one less than the Average Number of Pieces per Call.
Poisson
1. From the Part Master record, determine the part’s Activity Indicator (F-M-S), Unit
Dealer/Net, and Returnable/Non-Returnable status.
2. From the Ordering Parameters, determine the demand base months considering activity
indicator, returnable/non-returnable status, and unit dealer net, and territorial hierarchy.
3. From the Store Record, consolidate Call/Demand activity considering territorial hierarchy,
record type, and demand base months. Compute annual demand in calls and pieces
considering demand base months and the test for increasing demand. Using annual
demand, compute average pieces per call. Using average pieces per call, calculate
average dealer net value per call.
4. From the Ordering Parameters, select the appropriate Order Point Matrix considering the
activity indicator. Note the base lead-time for the order point matrix. Using annual calls and
average dealer net value per call, determine the min-type, minimum control logic (MCL), and
safety stock (SS) days.
5. Compute Estimated Demand During Lead-Time (EXDLT). Estimated Demand During Lead-
Time is the number of calls expected within the base lead-time plus safety stock days and is
a key element in determining a Poisson minimum. The EXDLT formula is shown below.
Parts Inventory Control Seminar 215
Formulas
Estimated Demand During Lead Time
EXDLT = Calls * Base Lead Time + Safety Stock Days
365
6. Determine Order Point in Calls. Using the Poisson Order Point in Calls table, take the
EXDLT number down the Desired Service Percent column to the value equal to or greater
than EXDLT. The number in the Calls column to the far right or far left is the Order Point in
Calls. Multiply the Order Point in Calls times the Average Pieces per Call to determine the
final minimum for the part.
Poisson Order Points In Calls
Calls 90% 91% 92% 93% 94% 95% 96% 97% 98% 99% Calls
0 0.11 0.09 0.08 0.07 0.06 0.05 0.04 0.03 0.02 0.01 0
1 0.53 0.50 0.47 0.43 0.39 0.36 0.31 0.27 0.21 0.15 1
2 1.10 1.05 1.00 0.94 0.88 0.82 0.75 0.66 0.57 0.44 2
3 1.74 1.68 1.61 1.53 1.45 1.37 1.27 1.16 1.02 0.82 3
4 2.43 2.35 2.27 2.18 2.08 1.97 1.85 1.71 1.53 1.28 4
5 3.15 3.06 2.96 2.85 2.74 2.61 2.47 2.30 2.09 1.79 5
Economic Order Quantity
2 * ( AcquisitionCost ) * ( AnnualDemand )
EOQ =
(CarryingCost ) * (UnitDealersNet Pr ice)
2 * ( AcquisitionCost )
K=
(CarryingCost )
AnnualDemand
EOQ= K *
UnitDealersNet Pr ice
Days of Supply Order Point = Days of Supply * Annual Demand (pieces)
365
Parts Inventory Control Seminar 216
S-ar putea să vă placă și
- Repair Options Guide 2 2019 PDFDocument113 paginiRepair Options Guide 2 2019 PDFMaksim Panfilov100% (1)
- Caterpillar - System Selection GuideDocument11 paginiCaterpillar - System Selection GuidefvmattosÎncă nu există evaluări
- CAT Isrc Guidebook Engine 031709 Rev FDocument372 paginiCAT Isrc Guidebook Engine 031709 Rev FenjoythedocsÎncă nu există evaluări
- Engine Life Optimization Final Document Version 00 8-9-21Document20 paginiEngine Life Optimization Final Document Version 00 8-9-21shiv100% (1)
- Product Comparison: Cat 385B and Hitachi EX800H-V Hydraulic ExcavatorsDocument24 paginiProduct Comparison: Cat 385B and Hitachi EX800H-V Hydraulic ExcavatorsMuhammad Purwa Prasetya100% (1)
- FILTERSDocument35 paginiFILTERSeng100% (2)
- Cat Parts Value Story - 2012Document70 paginiCat Parts Value Story - 2012Anonymous QyMJpu100% (1)
- PEO003 - SGD - V4 (Personal Devt)Document60 paginiPEO003 - SGD - V4 (Personal Devt)Jela ParadiseÎncă nu există evaluări
- 04 Mobile Hose Van Guide Nov 14Document186 pagini04 Mobile Hose Van Guide Nov 14EDWINÎncă nu există evaluări
- Competitive Bulletin: Cat New H-Series EPA Tier II Engine Emissions Certified vs. Volvo B-Series Motor GradersDocument68 paginiCompetitive Bulletin: Cat New H-Series EPA Tier II Engine Emissions Certified vs. Volvo B-Series Motor GradersRulver Quiroz CabanillasÎncă nu există evaluări
- Komatsu AfterMarket - E PDFDocument6 paginiKomatsu AfterMarket - E PDFtehsintariqÎncă nu există evaluări
- Product Support OverviewDocument78 paginiProduct Support OverviewDaniel88036100% (1)
- Caterpillar Literature - PPTv1.0Document122 paginiCaterpillar Literature - PPTv1.0SviazRus100% (2)
- Market Situation & Strategy SolutionsDocument32 paginiMarket Situation & Strategy SolutionsРинат Сагидов100% (3)
- Kenr9938!14!00 Manuals Service Modules TroubleshootingDocument150 paginiKenr9938!14!00 Manuals Service Modules TroubleshootingBikash KumarÎncă nu există evaluări
- CER Management GuideDocument24 paginiCER Management GuideANDREI26Încă nu există evaluări
- Rebuild Options Guide - EAME VersionDocument27 paginiRebuild Options Guide - EAME Versionenjoythedocs100% (1)
- Caterpillar MachinesDocument514 paginiCaterpillar Machinesjosmel2100% (1)
- Get Maximum Return On Your Investment: CAT Certified Power Train RebuildDocument4 paginiGet Maximum Return On Your Investment: CAT Certified Power Train RebuildJean Claude EidÎncă nu există evaluări
- Business Awareness: Student GuideDocument62 paginiBusiness Awareness: Student GuidePutra JawaÎncă nu există evaluări
- Cat Dealer Contamination Control Compliance GuideDocument221 paginiCat Dealer Contamination Control Compliance GuideIrham Faisal100% (2)
- Planning Process For PartsDocument7 paginiPlanning Process For PartsVikranth ReddyÎncă nu există evaluări
- Caterpillar DozersDocument20 paginiCaterpillar Dozerslulu3232100% (1)
- Hydraulic Excavator OverhaulsDocument3 paginiHydraulic Excavator OverhaulsLody100% (1)
- Reman-C10508567 Caterpillar RemanDocument32 paginiReman-C10508567 Caterpillar RemanElmer Lagua Malpaso67% (3)
- Content ServerDocument45 paginiContent ServerStephen Ondiek100% (1)
- Caterpilar PPT g42Document55 paginiCaterpilar PPT g42Puneet Jain100% (2)
- BP - Electrical System With Extreme ConditionsDocument17 paginiBP - Electrical System With Extreme Conditions----Încă nu există evaluări
- AEXQ1283 AcrossTheTableDocument112 paginiAEXQ1283 AcrossTheTableRoque Bueno ArchboldÎncă nu există evaluări
- Fuel Burn To Overhaul ModelDocument4 paginiFuel Burn To Overhaul ModelDAnielÎncă nu există evaluări
- CAT Hoses & CouplingsDocument148 paginiCAT Hoses & CouplingsJaya AngelÎncă nu există evaluări
- Cat® D11T Vs - Komatsu D475A-5Document48 paginiCat® D11T Vs - Komatsu D475A-5Mónica Rada Urbina89% (9)
- Backlog Management - Setting Effective Backlog Execution TargetsDocument18 paginiBacklog Management - Setting Effective Backlog Execution TargetsJuan Pablo Virreyra Trigueros100% (1)
- Final Reporting GuidelinesDocument183 paginiFinal Reporting GuidelinesAkhmad NuzulÎncă nu există evaluări
- Backhoe Loaders WebDocument4 paginiBackhoe Loaders WebjogremaurÎncă nu există evaluări
- Fuel Burn To Overhaul ModelDocument4 paginiFuel Burn To Overhaul ModelDwi NoviyantoÎncă nu există evaluări
- Hydraulic Mining Shovel: 2x Cat C27 1209 KW / 1,620 1141 KW / 1,529 294 Tonnes / 324 Tons 30 Tonnes / 33 TonsDocument28 paginiHydraulic Mining Shovel: 2x Cat C27 1209 KW / 1,620 1141 KW / 1,529 294 Tonnes / 324 Tons 30 Tonnes / 33 TonsZaita FregaÎncă nu există evaluări
- Prediction of Failure of Starting MotorsDocument9 paginiPrediction of Failure of Starting MotorsDaniel88036Încă nu există evaluări
- PTOS Key Metrics For More Accurate OutputDocument9 paginiPTOS Key Metrics For More Accurate OutputlisahunÎncă nu există evaluări
- 001d HM02319 - 00 Engine Troubleshooting GuideDocument196 pagini001d HM02319 - 00 Engine Troubleshooting Guidejames foxÎncă nu există evaluări
- Transmission Dealer Rebuild Readiness Playbook For Large Off Highway Truck 797Document25 paginiTransmission Dealer Rebuild Readiness Playbook For Large Off Highway Truck 797David Turpo100% (2)
- PEGJ0042-02 - Caterpillar Quick Reference GuideDocument15 paginiPEGJ0042-02 - Caterpillar Quick Reference GuidefrankianiÎncă nu există evaluări
- BP Repair, Rebuild, RemanStrategyDocument7 paginiBP Repair, Rebuild, RemanStrategyJean Claude EidÎncă nu există evaluări
- 13-Caterpillar Lean Certification-Rene Jeanfreau, CaterpillarDocument10 pagini13-Caterpillar Lean Certification-Rene Jeanfreau, CaterpillarVignesh WaranÎncă nu există evaluări
- NEHS0730 - 168-7720 Ultrasonic Wear Indicator III Group PDFDocument40 paginiNEHS0730 - 168-7720 Ultrasonic Wear Indicator III Group PDFjonel monge100% (1)
- HandbookDocument767 paginiHandbookcientifictriveÎncă nu există evaluări
- 797B Commissioning Guidebook 07 (Procesos) PDFDocument65 pagini797B Commissioning Guidebook 07 (Procesos) PDFwilmer100% (1)
- PEO002 - SGD - V4 (Customer Relation)Document50 paginiPEO002 - SGD - V4 (Customer Relation)Jela ParadiseÎncă nu există evaluări
- Standard Jobs How To UseDocument7 paginiStandard Jobs How To UseenjoythedocsÎncă nu există evaluări
- Final Paper CaterpillarDocument22 paginiFinal Paper CaterpillarAbo Naser75% (4)
- CAT Parts TrainingDocument36 paginiCAT Parts Trainingenjoythedocs100% (4)
- CAT Contamination ControlDocument34 paginiCAT Contamination ControlРинат Сагидов100% (1)
- MinMach HomePage15Document46 paginiMinMach HomePage15miningnova2Încă nu există evaluări
- Choosing The Right Ground Engaging Tools: For Motor GradersDocument20 paginiChoosing The Right Ground Engaging Tools: For Motor GradersAnonymous xxFArUCSÎncă nu există evaluări
- D475a-5gen00051 Fa-03Document240 paginiD475a-5gen00051 Fa-03Gabo GaboÎncă nu există evaluări
- S O S Services Alert Level Help SheetDocument20 paginiS O S Services Alert Level Help Sheetjizu100% (1)
- Auto Parts Storekeeper: Passbooks Study GuideDe la EverandAuto Parts Storekeeper: Passbooks Study GuideÎncă nu există evaluări
- OAF Dev Guide - 12.2.3 PDFDocument1.652 paginiOAF Dev Guide - 12.2.3 PDFSandyÎncă nu există evaluări
- DPCL Eam User Training Guide PDFDocument142 paginiDPCL Eam User Training Guide PDFVictor MillanÎncă nu există evaluări
- Introduction to Programming Fundamentals in JavaScriptDocument166 paginiIntroduction to Programming Fundamentals in JavaScriptCarlosÎncă nu există evaluări
- Service Competencies FINAL 082708 Rev FDocument106 paginiService Competencies FINAL 082708 Rev FenjoythedocsÎncă nu există evaluări
- B1B - POHT Knowledge QuestionaireDocument6 paginiB1B - POHT Knowledge QuestionaireenjoythedocsÎncă nu există evaluări
- WebEx Getting Started GuideDocument46 paginiWebEx Getting Started GuideenjoythedocsÎncă nu există evaluări
- D5B: Power Train I Examination Learner Copy D5B: Power Train I ExaminationDocument9 paginiD5B: Power Train I Examination Learner Copy D5B: Power Train I ExaminationenjoythedocsÎncă nu există evaluări
- Master Answers: BDET - Basic Engine OperationDocument3 paginiMaster Answers: BDET - Basic Engine OperationenjoythedocsÎncă nu există evaluări
- B1B - POHT Knowledge Test MASTERDocument5 paginiB1B - POHT Knowledge Test MASTERenjoythedocsÎncă nu există evaluări
- Learner Copy: Sm2B: NQF 2 Service and MaintenanceDocument5 paginiLearner Copy: Sm2B: NQF 2 Service and MaintenanceenjoythedocsÎncă nu există evaluări
- BDET Knowl QuestDocument3 paginiBDET Knowl QuestenjoythedocsÎncă nu există evaluări
- A11B (2) InstrDocument19 paginiA11B (2) InstrenjoythedocsÎncă nu există evaluări
- A11B (2) - StuDocument22 paginiA11B (2) - StuenjoythedocsÎncă nu există evaluări
- D5B InstructorDocument8 paginiD5B InstructorenjoythedocsÎncă nu există evaluări
- Learner Copy C5B: Electrical / Electronic Systems ExaminationDocument27 paginiLearner Copy C5B: Electrical / Electronic Systems ExaminationenjoythedocsÎncă nu există evaluări
- 020 CPS For Dealers Manual 9-16-08 Vs 1.1Document72 pagini020 CPS For Dealers Manual 9-16-08 Vs 1.1enjoythedocs100% (2)
- Smart Sourcing Implementation Checklist v3Document6 paginiSmart Sourcing Implementation Checklist v3enjoythedocsÎncă nu există evaluări
- SM2B InstructorDocument4 paginiSM2B InstructorenjoythedocsÎncă nu există evaluări
- 050 CPS Dlrs RIW Checklist (Pre Workshop Followup) v4.0Document28 pagini050 CPS Dlrs RIW Checklist (Pre Workshop Followup) v4.0enjoythedocsÎncă nu există evaluări
- Dealer Self Assessment and Suggested PracticesDocument7 paginiDealer Self Assessment and Suggested PracticesenjoythedocsÎncă nu există evaluări
- Cat Dealer Advisor User TrainingDocument25 paginiCat Dealer Advisor User TrainingenjoythedocsÎncă nu există evaluări
- 010 R Module 15 Waste Identification & Analysis v3Document58 pagini010 R Module 15 Waste Identification & Analysis v3enjoythedocsÎncă nu există evaluări
- Quick Start GuideDocument12 paginiQuick Start GuideenjoythedocsÎncă nu există evaluări
- Manager Module 6Document11 paginiManager Module 6enjoythedocsÎncă nu există evaluări
- L Cat Implementation GuideDocument29 paginiL Cat Implementation GuideenjoythedocsÎncă nu există evaluări
- Process Control System TemplateDocument1 paginăProcess Control System TemplateenjoythedocsÎncă nu există evaluări
- 14 SFM Sales Manager & Sales Rep TrainingDocument56 pagini14 SFM Sales Manager & Sales Rep TrainingenjoythedocsÎncă nu există evaluări
- Basic EngineDocument151 paginiBasic EngineJean Marco Cordova Velasquez100% (4)
- EPSOA CalculatorDocument195 paginiEPSOA CalculatorenjoythedocsÎncă nu există evaluări
- 040 Module 24 Drive Standard Work Overview v3Document68 pagini040 Module 24 Drive Standard Work Overview v3enjoythedocs100% (1)
- 014 (16-2) Waste Analysis Checklist BPDocument4 pagini014 (16-2) Waste Analysis Checklist BPenjoythedocsÎncă nu există evaluări
- Machine Ordering Process For DBS Dealers - WEF Aug 2010 2nd EditionDocument41 paginiMachine Ordering Process For DBS Dealers - WEF Aug 2010 2nd EditionenjoythedocsÎncă nu există evaluări
- Formal Clat Control PlanDocument1 paginăFormal Clat Control PlanenjoythedocsÎncă nu există evaluări
- Vicinay - 2009 CadenasDocument60 paginiVicinay - 2009 Cadenasmaki_83100% (1)
- Government of India Ministry of Railways: Infrastructure Requirements For Manufacturing, Testing & Supply ofDocument3 paginiGovernment of India Ministry of Railways: Infrastructure Requirements For Manufacturing, Testing & Supply ofkapilparyaniÎncă nu există evaluări
- 09-Hardox Tool Recommendations For Hardox Wear Plate PDFDocument4 pagini09-Hardox Tool Recommendations For Hardox Wear Plate PDFMartin AsatoÎncă nu există evaluări
- FRIALIT Standard ProductsDocument48 paginiFRIALIT Standard ProductsSeth_cpsÎncă nu există evaluări
- 4e HydraulischePressenDocument28 pagini4e HydraulischePressenTirtheshwar Singh100% (1)
- Grainger Catalog 401Document1 paginăGrainger Catalog 401sam_wolf009Încă nu există evaluări
- Jawaban Biaya - ch20Document29 paginiJawaban Biaya - ch20Fitriyeni OktaviaÎncă nu există evaluări
- 247 DIN EN 13858 Engl PDFDocument15 pagini247 DIN EN 13858 Engl PDFAlejo Leal100% (4)
- Metal Matrix Composite Production and Characterisation of Aluminium-Fly Ash Composite Using Stir Casting MethodDocument57 paginiMetal Matrix Composite Production and Characterisation of Aluminium-Fly Ash Composite Using Stir Casting MethodKarthikeyanÎncă nu există evaluări
- JIT ManufacturingDocument65 paginiJIT ManufacturingNitin ChawlaÎncă nu există evaluări
- Field Inspection of RFTDocument8 paginiField Inspection of RFTHany Seif-Aldien NasserÎncă nu există evaluări
- Materials and Design: Tamer El Maaddawy, Mohamed El Sayed, Beckry Abdel-MagidDocument12 paginiMaterials and Design: Tamer El Maaddawy, Mohamed El Sayed, Beckry Abdel-MagidAziz ChÎncă nu există evaluări
- Drainage Systems On Offshore PlatformDocument3 paginiDrainage Systems On Offshore PlatformDayo IdowuÎncă nu există evaluări
- F 441 - F 441M - 99 - Rjq0ms05oqDocument6 paginiF 441 - F 441M - 99 - Rjq0ms05oqMorched TounsiÎncă nu există evaluări
- Comminution CostsDocument15 paginiComminution CostsAlvaroFloresÎncă nu există evaluări
- Astm A 975Document7 paginiAstm A 975Carlos Américo100% (1)
- Scope of Work - Pipeline RemovalDocument2 paginiScope of Work - Pipeline RemovalDave M Michael100% (1)
- Concrete LiningDocument17 paginiConcrete LiningEtha MargarethaÎncă nu există evaluări
- Outokumpu Corrosion Management News Acom 1 2014 PDFDocument8 paginiOutokumpu Corrosion Management News Acom 1 2014 PDFJoshua WalkerÎncă nu există evaluări
- Stainless Steel 317L PipesDocument6 paginiStainless Steel 317L PipesNilesh JainÎncă nu există evaluări
- Introduction to Operations SchedulingDocument252 paginiIntroduction to Operations SchedulingSyphax TensaoutÎncă nu există evaluări
- Nptel - Ac.in Courses 112103174 Module1 Lec2 1Document2 paginiNptel - Ac.in Courses 112103174 Module1 Lec2 1ErPriyeRanjanÎncă nu există evaluări
- Hansen AISE IM Ch14Document51 paginiHansen AISE IM Ch14indahÎncă nu există evaluări
- Drug Discovery & Development Process by Piramal Pharma SolutionsDocument2 paginiDrug Discovery & Development Process by Piramal Pharma SolutionsAadityaRoyÎncă nu există evaluări
- AR-82 Painting MetalworkDocument5 paginiAR-82 Painting MetalworkAmal ChinthakaÎncă nu există evaluări
- Dye Penetrant TestDocument14 paginiDye Penetrant TestSaif FaridiÎncă nu există evaluări
- Total DesignDocument26 paginiTotal DesignsathishjeyÎncă nu există evaluări
- Olympic and Regular Weight Plates, Bars, and DumbbellsDocument6 paginiOlympic and Regular Weight Plates, Bars, and Dumbbellseternal_harpyÎncă nu există evaluări
- AtlasDocument48 paginiAtlasVinicius Rocha Lima100% (3)