S-ar putea să vă placă și
- Bosch KE-Jetronic System DescriptionDocument3 paginiBosch KE-Jetronic System DescriptionJack Tang50% (2)
- Welcome: by Sayan Kumar EE (E), Unit 7&8 DVC Ctps ChandrapuraDocument132 paginiWelcome: by Sayan Kumar EE (E), Unit 7&8 DVC Ctps ChandrapuraSayan KumarÎncă nu există evaluări
- Technical Diary ThermalDocument121 paginiTechnical Diary ThermalKush SharmaÎncă nu există evaluări
- Monali Zeya Hazra - Centre of Excellence For Power Plant Efficiency An Indian Case StudyDocument12 paginiMonali Zeya Hazra - Centre of Excellence For Power Plant Efficiency An Indian Case StudyAsia Clean Energy ForumÎncă nu există evaluări
- Make Yeast StarterDocument2 paginiMake Yeast StarterAlexandraÎncă nu există evaluări
- Schmidt Hammer TestDocument5 paginiSchmidt Hammer Testchrtrom100% (1)
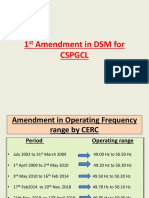
- 1 Amendment in DSM For CSPGCLDocument19 pagini1 Amendment in DSM For CSPGCLashish jainÎncă nu există evaluări
- Generator ProtectionDocument5 paginiGenerator ProtectionThirumalÎncă nu există evaluări
- Generator CoolingDocument7 paginiGenerator CoolingPrudhvi RajÎncă nu există evaluări
- VFD Proposal For ID Fan: by Santosh Mestry, Sr. Manager (OPN)Document23 paginiVFD Proposal For ID Fan: by Santosh Mestry, Sr. Manager (OPN)Dhananjay Nandanpawar100% (1)
- 06 Power Plant Frequency ResponseDocument26 pagini06 Power Plant Frequency ResponseAdel KlkÎncă nu există evaluări
- Air Pre-Heater: - An Essential Component in Fossil Fuel Fired PlantDocument66 paginiAir Pre-Heater: - An Essential Component in Fossil Fuel Fired PlantRaushan Kumar100% (1)
- Energy Efficient Turbo BlowersDocument11 paginiEnergy Efficient Turbo BlowersnishanandÎncă nu există evaluări
- Generator 525mw MeilDocument132 paginiGenerator 525mw MeilRaja VigneshÎncă nu există evaluări
- Problem Solving On High Unburned Carbon Losses Used Dirty Air Test and Isokinetic Coal SamplingDocument5 paginiProblem Solving On High Unburned Carbon Losses Used Dirty Air Test and Isokinetic Coal SamplingAnonymous a19X9GHZÎncă nu există evaluări
- NTPC TrainingDocument32 paginiNTPC TrainingparvejÎncă nu există evaluări
- Accidents in Power PlantsDocument6 paginiAccidents in Power PlantsHitesh Navlani100% (1)
- Industrialtraining Report NTPC SingrauliDocument49 paginiIndustrialtraining Report NTPC Singraulirupesh kumar67% (3)
- ESP Operation Manual-Trouble ShootingDocument5 paginiESP Operation Manual-Trouble ShootingansudasinghaÎncă nu există evaluări
- Energy Audit Assign.Document19 paginiEnergy Audit Assign.Piyush VermaÎncă nu există evaluări
- Ppe NotesDocument51 paginiPpe NotesCharan PrasadÎncă nu există evaluări
- Boiler-Tuning Basics, Part IIDocument28 paginiBoiler-Tuning Basics, Part IIJhoÎncă nu există evaluări
- Ball and Race Mill PDFDocument76 paginiBall and Race Mill PDFNemoÎncă nu există evaluări
- Coal-Mill Optimisation in Coal-Fired Power Stations Aids FlexibilityDocument9 paginiCoal-Mill Optimisation in Coal-Fired Power Stations Aids FlexibilityTinyiko S. MalulekeÎncă nu există evaluări
- O&M - TurbineDocument108 paginiO&M - TurbineRam KrishnaÎncă nu există evaluări
- Numerical Investigation of Combustion Optimization in A Tangential Firing Boiler Considering Steam Tube OverheatingDocument15 paginiNumerical Investigation of Combustion Optimization in A Tangential Firing Boiler Considering Steam Tube OverheatingYogesh DewangÎncă nu există evaluări
- FD ID Logic System Gyanendra Sharma NPTI DelhiDocument40 paginiFD ID Logic System Gyanendra Sharma NPTI DelhiNPTIÎncă nu există evaluări
- MM M02 2Document347 paginiMM M02 2SamuelTrinandoÎncă nu există evaluări
- Power Plant Electrical SystemDocument2 paginiPower Plant Electrical SystemSayed Nagy100% (1)
- LR Soot Blow PDFDocument35 paginiLR Soot Blow PDFvtbk100% (1)
- AC Supply System Gyanendra Sharma NPTI DelhiDocument20 paginiAC Supply System Gyanendra Sharma NPTI DelhiNPTIÎncă nu există evaluări
- Electrostatic PrecipitorsDocument2 paginiElectrostatic PrecipitorsTeererai KaguraÎncă nu există evaluări
- Chapter 12Document12 paginiChapter 12bhaskarÎncă nu există evaluări
- 0704 MCS System Logic Design Instruction PDFDocument28 pagini0704 MCS System Logic Design Instruction PDFrahul100% (1)
- Paper 3 Operational Best Practices For ESP Performance Improvement PDFDocument79 paginiPaper 3 Operational Best Practices For ESP Performance Improvement PDFDinoÎncă nu există evaluări
- Thermal Plant Control Instrumentation IDocument41 paginiThermal Plant Control Instrumentation IVishal KhachaneÎncă nu există evaluări
- Ash Handling SystemDocument19 paginiAsh Handling Systemasdffdsa550Încă nu există evaluări
- Boiler Technical Diary - Draft1Document41 paginiBoiler Technical Diary - Draft1Hariharasudhan AnnaduraiÎncă nu există evaluări
- Turbo Supervisory SystemDocument41 paginiTurbo Supervisory SystemJagadeesan SaiÎncă nu există evaluări
- تشغيل محطة بخارية مهم ورائع PDFDocument157 paginiتشغيل محطة بخارية مهم ورائع PDFelsayed100% (1)
- Analog Control SystemDocument11 paginiAnalog Control SystemYoginder KumarÎncă nu există evaluări
- Braun D521.xx-Manual enDocument31 paginiBraun D521.xx-Manual enRAJESH thangavelÎncă nu există evaluări
- Energy Audit of A Boiler A Case Study Thermal Power Plant Unit III Parli V Maharastra IJERTV2IS60659Document8 paginiEnergy Audit of A Boiler A Case Study Thermal Power Plant Unit III Parli V Maharastra IJERTV2IS60659Suresh KÎncă nu există evaluări
- Unit Hot Start Up Check List: For 5 MinutesDocument7 paginiUnit Hot Start Up Check List: For 5 MinutesShift Incharge BrbclÎncă nu există evaluări
- Chapt 2 Power RegulationDocument17 paginiChapt 2 Power RegulationManiraj ShresthaÎncă nu există evaluări
- CHP For EET-r2Document41 paginiCHP For EET-r2pntripathiÎncă nu există evaluări
- ORT-Aug R1Document67 paginiORT-Aug R1Vishal Kumar LaddhaÎncă nu există evaluări
- 10 - Bus Transfer System Retroffiting - Concept NoteDocument9 pagini10 - Bus Transfer System Retroffiting - Concept Notevitthal01Încă nu există evaluări
- Machine Protection PDFDocument14 paginiMachine Protection PDFAbdelsalam ElhaffarÎncă nu există evaluări
- Technical Data & Curves For BFP Motor (MDL#BPL-027) - R3 - Cat A Approved DTD 16.03.2011Document12 paginiTechnical Data & Curves For BFP Motor (MDL#BPL-027) - R3 - Cat A Approved DTD 16.03.2011Bijaya Kumar MohantyÎncă nu există evaluări
- CoalDocument89 paginiCoalRizki AmeliaÎncă nu există evaluări
- NTPC TandaDocument97 paginiNTPC Tandamaurya1234Încă nu există evaluări
- 505 Woodward PDFDocument124 pagini505 Woodward PDFAbdul Salam100% (1)
- Comunctn PPT SatwikDocument7 paginiComunctn PPT SatwikRohith KumarÎncă nu există evaluări
- Security Constrained Economic Disptach: CERC OrderDocument11 paginiSecurity Constrained Economic Disptach: CERC OrderPRAGÎncă nu există evaluări
- Bhel Horn Drop TestDocument4 paginiBhel Horn Drop Testarindam misra8Încă nu există evaluări
- Soot BlowersDocument264 paginiSoot BlowersNitin Sen100% (1)
- Performance Evaluation of Mills, Boiler and Fans in Thermal Power Plants.Document202 paginiPerformance Evaluation of Mills, Boiler and Fans in Thermal Power Plants.Anonymous 3UT464TxqÎncă nu există evaluări
- Technical Specification For Fly Ash Handling System, R0Document7 paginiTechnical Specification For Fly Ash Handling System, R0SumitskbÎncă nu există evaluări
- Burner Tilt PDFDocument9 paginiBurner Tilt PDFEE POG-III CSTPSÎncă nu există evaluări
- TRM 1099 Leading Power Factors To Generators and UPS EquipmentDocument4 paginiTRM 1099 Leading Power Factors To Generators and UPS EquipmentQuyet Thang TranÎncă nu există evaluări
- Eaton Power DocumentDocument24 paginiEaton Power Documentsai siriÎncă nu există evaluări
- h59965 WorldslongestheatedpipelinepaperDocument9 paginih59965 WorldslongestheatedpipelinepaperVipul GuptaÎncă nu există evaluări
- Rcbo Panels PDFDocument4 paginiRcbo Panels PDFVipul GuptaÎncă nu există evaluări
- Corporate Brochure-HEAT TRACE UKDocument8 paginiCorporate Brochure-HEAT TRACE UKVipul GuptaÎncă nu există evaluări
- Heat Tracing SystemsDocument49 paginiHeat Tracing Systemsamitd_hupar666Încă nu există evaluări
- Magneto Hydro Dynamics PresentationDocument19 paginiMagneto Hydro Dynamics PresentationVipul GuptaÎncă nu există evaluări
- Project Report (Energy Scavenging From Vibrations)Document66 paginiProject Report (Energy Scavenging From Vibrations)Vipul GuptaÎncă nu există evaluări
- Practicewith Argument Athletesas ActivistsDocument30 paginiPracticewith Argument Athletesas ActivistsRob BrantÎncă nu există evaluări
- Analysis Chart - Julie Taymor-ArticleDocument3 paginiAnalysis Chart - Julie Taymor-ArticlePATRICIO PALENCIAÎncă nu există evaluări
- Capacity Analysis of Kashmir Highway IslamabadDocument71 paginiCapacity Analysis of Kashmir Highway Islamabadm saadullah khanÎncă nu există evaluări
- Piaggio MP3 300 Ibrido LT MY 2010 (En)Document412 paginiPiaggio MP3 300 Ibrido LT MY 2010 (En)Manualles100% (3)
- IU IIDC Time Management and Organizational SkillsDocument40 paginiIU IIDC Time Management and Organizational SkillsAsger HamzaÎncă nu există evaluări
- Mobility StrategyDocument38 paginiMobility StrategySoubhagya PÎncă nu există evaluări
- Unit 7 ActivitiesDocument8 paginiUnit 7 ActivitiesleongeladoÎncă nu există evaluări
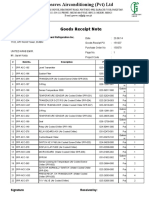
- Goods Receipt Note: Johnson Controls Air Conditioning and Refrigeration Inc. (YORK) DateDocument4 paginiGoods Receipt Note: Johnson Controls Air Conditioning and Refrigeration Inc. (YORK) DateSaad PathanÎncă nu există evaluări
- Unit 1 - Plant & Eqpt. Safety Apprisal & Control Techq.Document147 paginiUnit 1 - Plant & Eqpt. Safety Apprisal & Control Techq.Madhan MÎncă nu există evaluări
- CHASE SSE-EHD 1900-RLS LockedDocument2 paginiCHASE SSE-EHD 1900-RLS LockedMarcos RochaÎncă nu există evaluări
- Measures of Indicator 1Document2 paginiMeasures of Indicator 1ROMMEL BALAN CELSOÎncă nu există evaluări
- Romano Uts Paragraph Writing (Sorry For The Late)Document7 paginiRomano Uts Paragraph Writing (Sorry For The Late)ទី ទីÎncă nu există evaluări
- Bamboo People - An Interdisciplinary Unit For High SchoolDocument6 paginiBamboo People - An Interdisciplinary Unit For High SchoolChipo Jean MarundaÎncă nu există evaluări
- Handbook On National Spectrum Management 2015Document333 paginiHandbook On National Spectrum Management 2015Marisela AlvarezÎncă nu există evaluări
- Hemax-530 PDFDocument2 paginiHemax-530 PDFNice BennyÎncă nu există evaluări
- Dredge Yard Gate Valve BrochureDocument5 paginiDredge Yard Gate Valve BrochureFederico BabichÎncă nu există evaluări
- Comparative Study On Analysis of Plain and RC Beam Using AbaqusDocument9 paginiComparative Study On Analysis of Plain and RC Beam Using Abaqussaifal hameedÎncă nu există evaluări
- Progressive Muscle Relaxation ExerciseDocument2 paginiProgressive Muscle Relaxation Exerciseraghu2362704100% (1)
- Chapter 3 - Methods of Circuit Analysis and Circuit TheoremsDocument125 paginiChapter 3 - Methods of Circuit Analysis and Circuit TheoremsNaim NizamÎncă nu există evaluări
- Unit 3Document5 paginiUnit 3Narasimman DonÎncă nu există evaluări
- Application Letter For Promotion T2 T3Document24 paginiApplication Letter For Promotion T2 T3FGacadSabadoÎncă nu există evaluări
- Electronic Parts Catalog - Option Detail Option Group Graphic Film Card DateDocument2 paginiElectronic Parts Catalog - Option Detail Option Group Graphic Film Card DatenurdinzaiÎncă nu există evaluări
- EXPERIMENT 1 - Bendo Marjorie P.Document5 paginiEXPERIMENT 1 - Bendo Marjorie P.Bendo Marjorie P.100% (1)
- Aicte Internship Approval Pending 1Document7 paginiAicte Internship Approval Pending 1Anisha KumariÎncă nu există evaluări
- Typical Cable Laying Details For Direct Buried, Low Tension CablesDocument9 paginiTypical Cable Laying Details For Direct Buried, Low Tension CableslataÎncă nu există evaluări
- Design of Footing R1Document8 paginiDesign of Footing R1URVESHKUMAR PATELÎncă nu există evaluări
- Causal Emergence - HoelDocument18 paginiCausal Emergence - HoelFelipe LopesÎncă nu există evaluări