S-ar putea să vă placă și
- Factores Que Afectan La Distribución de PlantaDocument100 paginiFactores Que Afectan La Distribución de PlantaGABY67% (3)
- LAS 11 Leyes Espirituales Del Dinero PrintDocument22 paginiLAS 11 Leyes Espirituales Del Dinero PrintJonathan Lopez100% (1)
- La Evolución Del OEE Por OEEE Overall Equipment Efficiency Ing Oscar CarrascoDocument50 paginiLa Evolución Del OEE Por OEEE Overall Equipment Efficiency Ing Oscar CarrascosmejiagonzalesÎncă nu există evaluări
- Aplicación de Niepai e Informe de Auditoría InternaDocument56 paginiAplicación de Niepai e Informe de Auditoría InternaEdgar Bolaños50% (2)
- Empatia y Trabajo en EquipoDocument2 paginiEmpatia y Trabajo en EquipoIsabel Cantillo100% (1)
- La alquimia de Paracelso según JungDocument6 paginiLa alquimia de Paracelso según JungGorghie LesÎncă nu există evaluări
- Mantenimiento Productivo Total y 5sDocument7 paginiMantenimiento Productivo Total y 5sAlejandro RamirezÎncă nu există evaluări
- Orden y Limpieza 5sDocument21 paginiOrden y Limpieza 5sLuisa MarinÎncă nu există evaluări
- Diagrama de Decisión RCM - Copia-1Document1 paginăDiagrama de Decisión RCM - Copia-1Gerard JuarezÎncă nu există evaluări
- GuiadeConexion PDFDocument106 paginiGuiadeConexion PDFgmvchileÎncă nu există evaluări
- Practica Calificada - Lean Manufacturing Ejercicio 01 1. Suponiendo Que Un Proceso de Manufactura Tenga 9.6 Hrs. Disponibles en El Día. de EseDocument3 paginiPractica Calificada - Lean Manufacturing Ejercicio 01 1. Suponiendo Que Un Proceso de Manufactura Tenga 9.6 Hrs. Disponibles en El Día. de EseJose Carlos Reyes BarrientosÎncă nu există evaluări
- Meditacion SithDocument57 paginiMeditacion SithGWLFARÎncă nu există evaluări
- Especif Tecnica y Manual CalderoDocument72 paginiEspecif Tecnica y Manual CalderoexploziveÎncă nu există evaluări
- Mantras de Activación de Los Discos SolaresDocument1 paginăMantras de Activación de Los Discos SolaresEvolucion del SerÎncă nu există evaluări
- Es 5S HousekeepingDocument8 paginiEs 5S HousekeepingLuz García-MansillaÎncă nu există evaluări
- Perfil Competencia Asistente de Calidad en Procesamiento de PecesDocument7 paginiPerfil Competencia Asistente de Calidad en Procesamiento de PecesGina NuñezÎncă nu există evaluări
- Cotizacion GalponDocument27 paginiCotizacion GalponLeandro MarongiuÎncă nu există evaluări
- Desventajas Del OeeDocument8 paginiDesventajas Del OeeVANESSA VALLES GOMEZÎncă nu există evaluări
- Gestion de RepuestosDocument2 paginiGestion de RepuestosCarlos Villanueva SanabriaÎncă nu există evaluări
- Arranque de Una PlantaDocument12 paginiArranque de Una PlantaKarina Vázquez NavaÎncă nu există evaluări
- Mantenimiento, Calificaciones y CalibracionesDocument67 paginiMantenimiento, Calificaciones y CalibracionessharonÎncă nu există evaluări
- Practica de Analisis de Alimentos 1Document13 paginiPractica de Analisis de Alimentos 1EdwinGonzalesÎncă nu există evaluări
- Tesis 2 Oscar Tenelema (Patty4)Document197 paginiTesis 2 Oscar Tenelema (Patty4)Joseph Cristian Cruz Luque100% (1)
- Cavarozzi - El Predominio Militar y La Profundización Del AutoritarismoDocument9 paginiCavarozzi - El Predominio Militar y La Profundización Del AutoritarismoBelAnarkÎncă nu există evaluări
- Mantenimiento Productivo Total (TPM)Document25 paginiMantenimiento Productivo Total (TPM)Elayne TavarezÎncă nu există evaluări
- Introducción Pibe 2014Document33 paginiIntroducción Pibe 2014New Karen VSÎncă nu există evaluări
- Mantenimiento Productivo Total (TPM)Document17 paginiMantenimiento Productivo Total (TPM)Antonio OlmosÎncă nu există evaluări
- Dfma PDFDocument4 paginiDfma PDFemmaryÎncă nu există evaluări
- Diseño de plataforma hidráulica para almacénDocument197 paginiDiseño de plataforma hidráulica para almacénJhennifer Katherin Acosta RamonÎncă nu există evaluări
- Protocolo de Inspeccion y MantenimientoDocument5 paginiProtocolo de Inspeccion y Mantenimientorichard epiayuÎncă nu există evaluări
- Plan de Mantenimiento JRCA 4AMDocument8 paginiPlan de Mantenimiento JRCA 4AMJosé Raúl Calderón AguilarÎncă nu există evaluări
- UPN-GEMAN - WA-sem-5Document32 paginiUPN-GEMAN - WA-sem-5jhonÎncă nu există evaluări
- Lean Manufacturing nuevas tecnologías producciónDocument61 paginiLean Manufacturing nuevas tecnologías producciónKeedy Jordan León Galarza100% (1)
- Plan Maestro de ProduccionDocument17 paginiPlan Maestro de ProduccionMeri AEÎncă nu există evaluări
- Industria Del PapelDocument22 paginiIndustria Del PapelRoberto Alejandro Molina AguilarÎncă nu există evaluări
- MCC Mtto III Calderas de VaporDocument12 paginiMCC Mtto III Calderas de VaporRomina Guariman SanzÎncă nu există evaluări
- Cuestionario TPMDocument1 paginăCuestionario TPMYenny PamplonaÎncă nu există evaluări
- Movimientos Fundamentales TherbligDocument4 paginiMovimientos Fundamentales TherbligRay Rendón Sepúlveda100% (1)
- Ventajas y Desventajas Del Mantenimiento Preventivo y CorrectivoDocument2 paginiVentajas y Desventajas Del Mantenimiento Preventivo y CorrectivoCesar Navia PereyraÎncă nu există evaluări
- RCM al sistema de modo de fallas de tracto mulasDocument14 paginiRCM al sistema de modo de fallas de tracto mulasJuan ArellanoÎncă nu există evaluări
- Los Sistemas de Aseguramiento de La CalidadDocument6 paginiLos Sistemas de Aseguramiento de La CalidadleidimarÎncă nu există evaluări
- Producción cervezaDocument23 paginiProducción cervezadenis fernando latorre diazÎncă nu există evaluări
- Mantenimiento Autonomo Taller de MecanicaDocument7 paginiMantenimiento Autonomo Taller de MecanicajoaoÎncă nu există evaluări
- RCM VentilacionDocument75 paginiRCM VentilacionJorge Alatrista RojasÎncă nu există evaluări
- Control de Costos de MantenimientoDocument4 paginiControl de Costos de MantenimientoDayana BlackthornÎncă nu există evaluări
- Ciclos de RefrigeracionDocument26 paginiCiclos de RefrigeracionAlex ApazaÎncă nu există evaluări
- GEMBA (Produccion Esbelta)Document16 paginiGEMBA (Produccion Esbelta)Sarelía YJ Pímentel100% (1)
- Análisis Causas Raíz FallasDocument0 paginiAnálisis Causas Raíz FallaspipenandoÎncă nu există evaluări
- Mantenimiento Preventivo Industria TequileraDocument4 paginiMantenimiento Preventivo Industria TequileraAnonymous GvutWUÎncă nu există evaluări
- Mantenimiento Centrado en La ConfiabilidadDocument11 paginiMantenimiento Centrado en La ConfiabilidadCarlos SuarezÎncă nu există evaluări
- Mantenimiento Proyecto 33Document25 paginiMantenimiento Proyecto 33LIZETH PEREZ MONOÎncă nu există evaluări
- 12-Tipos de Mantenimiento Correctivo y DetectivoDocument15 pagini12-Tipos de Mantenimiento Correctivo y DetectivoSebastian Jofre ValenzuelaÎncă nu există evaluări
- Indices de Productividad en El Mantenimiento JigpDocument7 paginiIndices de Productividad en El Mantenimiento JigpJonathan GarciaÎncă nu există evaluări
- Análisis de Seguridad en El Trabajo (AST)Document2 paginiAnálisis de Seguridad en El Trabajo (AST)tania rodriguezÎncă nu există evaluări
- Mantenimiento Productivo Total (TPM)Document10 paginiMantenimiento Productivo Total (TPM)Roberto ValenciaÎncă nu există evaluări
- Mantenimiento Autónomo de Una MarmitaDocument4 paginiMantenimiento Autónomo de Una MarmitaReikxxxÎncă nu există evaluări
- Ejemplo OoeDocument1 paginăEjemplo OoeMoisés ReyesÎncă nu există evaluări
- Capacidad de PlantaDocument37 paginiCapacidad de PlantaMarco Salinas100% (3)
- Plan de Mantenimiento PreventivoDocument16 paginiPlan de Mantenimiento PreventivoHadri Yam LunacÎncă nu există evaluări
- Unidad 2Document44 paginiUnidad 2Ale González JavierÎncă nu există evaluări
- Anteproyecto Programa de MantenimientoDocument38 paginiAnteproyecto Programa de MantenimientoYesid Garcia DeAvilaÎncă nu există evaluări
- Planificación de ClaseDocument3 paginiPlanificación de ClaseKari CastañedaÎncă nu există evaluări
- PROYECTODocument6 paginiPROYECTOGaby Riofrio100% (1)
- Diagramas Complejos de Salud en El TrabajoDocument5 paginiDiagramas Complejos de Salud en El TrabajoNicte Bonilla SerraldeÎncă nu există evaluări
- Mantenimiento Productivo TotalDocument32 paginiMantenimiento Productivo Totalnerio60Încă nu există evaluări
- Perfil Del Ingeniero IndDocument5 paginiPerfil Del Ingeniero IndMICHELLE ALEJANDRA GIL LEONÎncă nu există evaluări
- Planeación y Programación de La ProducciónDocument2 paginiPlaneación y Programación de La ProducciónSergio Shironeko ShinigamiÎncă nu există evaluări
- Implementación rutas trabajo y tableros control sección soldaduraDocument186 paginiImplementación rutas trabajo y tableros control sección soldadurajose antonio alfredo aragon sarmientoÎncă nu există evaluări
- Unidad 4 MantenimientoDocument44 paginiUnidad 4 MantenimientoJUAN CARLOS MARTINEZÎncă nu există evaluări
- OEE - GuiaDocument22 paginiOEE - Guiagmedina9811Încă nu există evaluări
- OEEDocument3 paginiOEEIv LeÎncă nu există evaluări
- Unidad 4.3 Calculo Del OEEDocument7 paginiUnidad 4.3 Calculo Del OEESury SadaiÎncă nu există evaluări
- Definicion Del MTPDocument13 paginiDefinicion Del MTPAngel Guzmán RamosÎncă nu există evaluări
- De Valiente, Apiano León - Las Doce FigurasDocument7 paginiDe Valiente, Apiano León - Las Doce FigurasiMarketing OutsourcingÎncă nu există evaluări
- Rosario AbreviadoDocument3 paginiRosario Abreviadoraubn111Încă nu există evaluări
- De-Abate-John-ParábolaDocument2 paginiDe-Abate-John-ParábolaPOLVO DELECHEÎncă nu există evaluări
- (COMPLETO)Aniane-Maurice-Tantrismo-y-AlquimiaDocument5 pagini(COMPLETO)Aniane-Maurice-Tantrismo-y-AlquimiaPOLVO DELECHEÎncă nu există evaluări
- (COMPLETO)Alquimia-PersonalDocument4 pagini(COMPLETO)Alquimia-PersonalPOLVO DELECHEÎncă nu există evaluări
- (COMPLETO)ALQUIMIA-PLANETARIADocument2 pagini(COMPLETO)ALQUIMIA-PLANETARIAPOLVO DELECHEÎncă nu există evaluări
- -------Star Wars - Aprendiz de Jedi 05 - Los Defensores de Los MuertosDocument78 pagini-------Star Wars - Aprendiz de Jedi 05 - Los Defensores de Los MuertosPOLVO DELECHEÎncă nu există evaluări
- Formato de Fut Devolucion de Dinero Por No Apertura de CarreraDocument2 paginiFormato de Fut Devolucion de Dinero Por No Apertura de CarreraPOLVO DELECHEÎncă nu există evaluări
- Gestion de NEGOCIO (KENYI)Document3 paginiGestion de NEGOCIO (KENYI)POLVO DELECHEÎncă nu există evaluări
- HR Adm Unsa II Fase-2022 (Soc)Document2 paginiHR Adm Unsa II Fase-2022 (Soc)POLVO DELECHEÎncă nu există evaluări
- 007 Watson, Jude - Star Wars - El Alzamiento Del Imperio - Aprendiz de Jedi 04 - La Marca de La Corona PDFDocument73 pagini007 Watson, Jude - Star Wars - El Alzamiento Del Imperio - Aprendiz de Jedi 04 - La Marca de La Corona PDFFunes MagaÎncă nu există evaluări
- 5S y Housekeeping: principios básicos de orden y limpiezaDocument5 pagini5S y Housekeeping: principios básicos de orden y limpiezaPOLVO DELECHEÎncă nu există evaluări
- Ejercicio de Capacidad de Prod. CuatroDocument1 paginăEjercicio de Capacidad de Prod. CuatroPOLVO DELECHEÎncă nu există evaluări
- Kenyi Alfonso Miranda BerrocalDocument2 paginiKenyi Alfonso Miranda BerrocalPOLVO DELECHEÎncă nu există evaluări
- MRP-Caso práctico fabricación tijerasDocument9 paginiMRP-Caso práctico fabricación tijerasPOLVO DELECHEÎncă nu există evaluări
- MANAGEMENTDocument4 paginiMANAGEMENTPOLVO DELECHEÎncă nu există evaluări
- DecisionDocument32 paginiDecisionGabo MarquezÎncă nu există evaluări
- Ejercicio de Capacidad de Prod. (TAREA)Document12 paginiEjercicio de Capacidad de Prod. (TAREA)POLVO DELECHEÎncă nu există evaluări
- Manufacturas DiversasDocument27 paginiManufacturas DiversasPOLVO DELECHEÎncă nu există evaluări
- Kenyi Alfonso Miranda Berrocal-GRUPO 604Document62 paginiKenyi Alfonso Miranda Berrocal-GRUPO 604POLVO DELECHEÎncă nu există evaluări
- Tareas Yepeto 1Document12 paginiTareas Yepeto 1POLVO DELECHEÎncă nu există evaluări
- Ejemplo de PRC-alumnoDocument2 paginiEjemplo de PRC-alumnoPOLVO DELECHEÎncă nu există evaluări
- InstruccionesDocument1 paginăInstruccionesPOLVO DELECHEÎncă nu există evaluări
- Implementación de un plan de control de productos en almacénDocument73 paginiImplementación de un plan de control de productos en almacénPOLVO DELECHEÎncă nu există evaluări
- Manufacturas DiversasDocument27 paginiManufacturas DiversasPOLVO DELECHEÎncă nu există evaluări
- MANAGEMENTDocument4 paginiMANAGEMENTPOLVO DELECHEÎncă nu există evaluări
- Cap 44444Document4 paginiCap 44444POLVO DELECHEÎncă nu există evaluări
- Simulador UVSim de Grúas PórticoDocument55 paginiSimulador UVSim de Grúas PórticoJuan HernandezÎncă nu există evaluări
- El Salvaje Metropolitano - Guber (Entrevista Antropológica)Document18 paginiEl Salvaje Metropolitano - Guber (Entrevista Antropológica)Agus Zanetti100% (1)
- Lista de Chequeo de ResponsabilidadesDocument19 paginiLista de Chequeo de ResponsabilidadesMaria Paula RuizÎncă nu există evaluări
- Calculo Aforo y Tiempo Evacuacion - Centro Clinico 28.03.19Document11 paginiCalculo Aforo y Tiempo Evacuacion - Centro Clinico 28.03.19Lizandro PorlesÎncă nu există evaluări
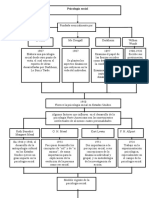
- Mapa Conceptual Psicologia SocialDocument1 paginăMapa Conceptual Psicologia Socialisrael Martinez B.100% (5)
- Oscar AlfaroDocument14 paginiOscar AlfaroAna Nercy BracamonteÎncă nu există evaluări
- r3-52 Guia de Estudio de Supletorio 9Document5 paginir3-52 Guia de Estudio de Supletorio 9Carlos RoseroÎncă nu există evaluări
- Como Leer Un PoemaDocument2 paginiComo Leer Un Poemakaled villa100% (1)
- 1 - Principios de Medición de La Calidad Del AireDocument3 pagini1 - Principios de Medición de La Calidad Del AireShirley Nayely Chauca PaitanÎncă nu există evaluări
- Previo 7Document11 paginiPrevio 7Rodrigo Vargas CaluaÎncă nu există evaluări
- Caballero Cairo KerryDocument10 paginiCaballero Cairo KerrymijailÎncă nu există evaluări
- Depresión oriental y formación Chapiza en la Cordillera RealDocument7 paginiDepresión oriental y formación Chapiza en la Cordillera RealLISSETHÎncă nu există evaluări
- Las MedicionesDocument37 paginiLas MedicionesKeneth AlfaroÎncă nu există evaluări
- Bibliografía AnotadaDocument2 paginiBibliografía AnotadaAndres Donoso SchoebitzÎncă nu există evaluări
- Inti Raymi Crossword Puzzle-Answer KeyDocument1 paginăInti Raymi Crossword Puzzle-Answer KeyrevarzuÎncă nu există evaluări
- b34403899 PDFDocument254 paginib34403899 PDFrobert_cruz_54Încă nu există evaluări
- 1 Quiz Estrategias Gerenciales Daniel 9 de 10Document4 pagini1 Quiz Estrategias Gerenciales Daniel 9 de 10Marina GilÎncă nu există evaluări
- Importancia Del UpsDocument9 paginiImportancia Del UpsAlfonsoNiñoAltuveÎncă nu există evaluări
- Recursos educativos UNAD para Teoría de SistemasDocument2 paginiRecursos educativos UNAD para Teoría de Sistemasmartha rinconÎncă nu există evaluări
- El SustantivoDocument18 paginiEl SustantivoMaryorit ValenÎncă nu există evaluări