S-ar putea să vă placă și
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- VC Financing Guide: Stages & ProcessDocument19 paginiVC Financing Guide: Stages & ProcessVishnu NairÎncă nu există evaluări
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- B Plan Mobile SalonDocument4 paginiB Plan Mobile SalonShristi Gupta100% (1)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- Role CFODocument32 paginiRole CFOChristian Joneliukstis100% (1)
- Invitation Letter SampleDocument1 paginăInvitation Letter SampleGagandeep SinghÎncă nu există evaluări
- Invitation Letter SampleDocument1 paginăInvitation Letter SampleGagandeep SinghÎncă nu există evaluări
- Truck Template 16x9Document5 paginiTruck Template 16x9Hum92reÎncă nu există evaluări
- Shipping and Trasnport ManagementDocument1 paginăShipping and Trasnport ManagementHum92reÎncă nu există evaluări
- Applied Logistics Test PrepDocument2 paginiApplied Logistics Test PrepHum92reÎncă nu există evaluări
- Application Form - American Certified InstructorDocument1 paginăApplication Form - American Certified InstructorHum92reÎncă nu există evaluări
- Time TableDocument1 paginăTime TableHum92reÎncă nu există evaluări
- ACT Tariff English 2019 (Final)Document15 paginiACT Tariff English 2019 (Final)Hum92reÎncă nu există evaluări
- Shippingterms and AbbreviationsDocument38 paginiShippingterms and AbbreviationsFyzelvee EscanerÎncă nu există evaluări
- Authorized LOI - NPCDocument1 paginăAuthorized LOI - NPCHum92reÎncă nu există evaluări
- Jordan Imports and Tariff RegimesDocument32 paginiJordan Imports and Tariff RegimesHum92reÎncă nu există evaluări
- Incoterms 2020 - ENDocument1 paginăIncoterms 2020 - ENHum92reÎncă nu există evaluări
- Customs Procedure Codes v2Document3 paginiCustoms Procedure Codes v2Hum92reÎncă nu există evaluări
- METHODS OF CUSTOMS VALUATIONDocument7 paginiMETHODS OF CUSTOMS VALUATIONvinoth rotemÎncă nu există evaluări
- Collection of Questionnaire ItemsDocument10 paginiCollection of Questionnaire ItemsHum92reÎncă nu există evaluări
- Mcdelivery Menu 962Document1 paginăMcdelivery Menu 962Hum92reÎncă nu există evaluări
- Shipping Order NPC031-18 DM QatarDocument1 paginăShipping Order NPC031-18 DM QatarHum92reÎncă nu există evaluări
- Invitation Letter SampleDocument1 paginăInvitation Letter SampleHum92reÎncă nu există evaluări
- GJU 3rd IssueDocument17 paginiGJU 3rd IssueHum92reÎncă nu există evaluări
- Taylor & Francis, Ltd. Is Collaborating With JSTOR To Digitize, Preserve and Extend Access To Journal of Management Information SystemsDocument19 paginiTaylor & Francis, Ltd. Is Collaborating With JSTOR To Digitize, Preserve and Extend Access To Journal of Management Information SystemsHum92reÎncă nu există evaluări
- Hani Darwish Al-Khalili Co.: AdvisorDocument9 paginiHani Darwish Al-Khalili Co.: AdvisorHum92reÎncă nu există evaluări
- Operations Management: Addressing Custom Molds' Strategic and Operational IssuesDocument19 paginiOperations Management: Addressing Custom Molds' Strategic and Operational Issues김효섭100% (1)
- HRM PPT 01Document53 paginiHRM PPT 01Hum92reÎncă nu există evaluări
- CRM in Organizational Structure Design: Hamid Tohidi, Mohammad Mehdi JabbariDocument4 paginiCRM in Organizational Structure Design: Hamid Tohidi, Mohammad Mehdi JabbariHum92reÎncă nu există evaluări
- The Arab Bank - Governance and Ethics - FINALDocument26 paginiThe Arab Bank - Governance and Ethics - FINALHum92reÎncă nu există evaluări
- Custom Molds, Inc: Presented byDocument19 paginiCustom Molds, Inc: Presented byHum92reÎncă nu există evaluări
- Final MIS - 22Document29 paginiFinal MIS - 22Hum92reÎncă nu există evaluări
- Sales VariancesDocument37 paginiSales VariancesHum92reÎncă nu există evaluări
- Joint CostsDocument8 paginiJoint CostsHum92reÎncă nu există evaluări
- Concurrent Engineering Development and Practices For Aircraft Design at AirbusDocument9 paginiConcurrent Engineering Development and Practices For Aircraft Design at Airbusanon_658728459Încă nu există evaluări
- CCBPL Project - UpdatedDocument50 paginiCCBPL Project - UpdatedSaad ArainÎncă nu există evaluări
- TQM PresentationDocument10 paginiTQM PresentationJenica Caber50% (2)
- Master of Business Administration: The Report On Summer-Internship at Suguna Foods Limited in VaratharajapuramDocument20 paginiMaster of Business Administration: The Report On Summer-Internship at Suguna Foods Limited in VaratharajapuramThilli KaniÎncă nu există evaluări
- Concept Methods Analysis InterpretationDocument13 paginiConcept Methods Analysis InterpretationnikskagalwalaÎncă nu există evaluări
- MASSEY ENERGY CO 8-K (Events or Changes Between Quarterly Reports) 2009-02-23Document10 paginiMASSEY ENERGY CO 8-K (Events or Changes Between Quarterly Reports) 2009-02-23http://secwatch.comÎncă nu există evaluări
- Scanner for CA Foundation covers key conceptsDocument34 paginiScanner for CA Foundation covers key conceptsMadhaan Aadhvick100% (2)
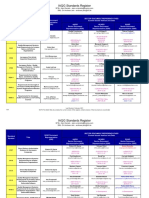
- IAQG Standards Register Tracking Matrix February 01 2021Document4 paginiIAQG Standards Register Tracking Matrix February 01 2021sudar1477Încă nu există evaluări
- COA 018 Audit Checklist For Coal Operation Health and Safety Management Systems Field Audit2Document42 paginiCOA 018 Audit Checklist For Coal Operation Health and Safety Management Systems Field Audit2sjarvis5Încă nu există evaluări
- Hill and Jones Chapter 4 SlidesDocument32 paginiHill and Jones Chapter 4 Slidesshameless101Încă nu există evaluări
- MTAP Saturday Math Grade 4Document2 paginiMTAP Saturday Math Grade 4Luis SalengaÎncă nu există evaluări
- Arizona Exemptions 7-20-11Document1 paginăArizona Exemptions 7-20-11DDrain5376Încă nu există evaluări
- From Local To Global BrandingDocument6 paginiFrom Local To Global BrandingSuraj JobanputraÎncă nu există evaluări
- TTK Report - 2011 and 2012Document2 paginiTTK Report - 2011 and 2012sgÎncă nu există evaluări
- My Dream Company: Why Join ITC Limited (Under 40 charsDocument9 paginiMy Dream Company: Why Join ITC Limited (Under 40 charsamandeep152Încă nu există evaluări
- Australian Government Data Centre Strategy Strategy 2010-2025Document8 paginiAustralian Government Data Centre Strategy Strategy 2010-2025HarumÎncă nu există evaluări
- Sylvania Outdoor Lighting Equipment Ordering Guide & Price Schedule 10-65Document32 paginiSylvania Outdoor Lighting Equipment Ordering Guide & Price Schedule 10-65Alan MastersÎncă nu există evaluări
- The Daimlerchrysler Merger - A Cultural Mismatch?Document10 paginiThe Daimlerchrysler Merger - A Cultural Mismatch?frankmdÎncă nu există evaluări
- Schneider EnglishDocument134 paginiSchneider EnglishpepitoÎncă nu există evaluări
- Catálogo de Bandejas Cablofood BTICINODocument6 paginiCatálogo de Bandejas Cablofood BTICINOEdgar RequenaÎncă nu există evaluări
- Event Planning Rubric - Alternative Event Project Template Luc PatbergDocument1 paginăEvent Planning Rubric - Alternative Event Project Template Luc Patbergapi-473891068Încă nu există evaluări
- The Science Behind The 4lifetm Pay PlanDocument24 paginiThe Science Behind The 4lifetm Pay Planapi-282063528Încă nu există evaluări
- Recommended TextsDocument2 paginiRecommended Texts'x-Mz Kaur-x'Încă nu există evaluări
- Mergers and Acquisitions: The Role of Corporate Culture AnalysisDocument16 paginiMergers and Acquisitions: The Role of Corporate Culture AnalysisBellaaaaa100% (1)
- Thermo-020H Decanter DownLoadLy - IrDocument6 paginiThermo-020H Decanter DownLoadLy - IrLuis Rodriguez GonzalesÎncă nu există evaluări
- ENT300 - Module10 - ORGANIZATIONAL PLANDocument34 paginiENT300 - Module10 - ORGANIZATIONAL PLANnaurahimanÎncă nu există evaluări
- Tax Invoice/Bill of Supply/Cash Memo: (Original For Recipient)Document1 paginăTax Invoice/Bill of Supply/Cash Memo: (Original For Recipient)Satyam SinghÎncă nu există evaluări