S-ar putea să vă placă și
- DM PENTAX60hzDocument4 paginiDM PENTAX60hzwalter cruzÎncă nu există evaluări
- Moro MNDocument8 paginiMoro MNtinafalÎncă nu există evaluări
- Carl Bechem - Berulub Hydrohaf 2Document2 paginiCarl Bechem - Berulub Hydrohaf 2Cleiton Luiz CordeiroÎncă nu există evaluări
- 3 Item 13Document8 pagini3 Item 13Diego Laya PicadoÎncă nu există evaluări
- DM-Ficha-tecnica-Pentax (1) - 5 PDFDocument1 paginăDM-Ficha-tecnica-Pentax (1) - 5 PDFMiguel RondinelÎncă nu există evaluări
- Microcalcestruzzo CONCRETE ROCK HPFRC Sch. Tec. FS39Document3 paginiMicrocalcestruzzo CONCRETE ROCK HPFRC Sch. Tec. FS39silvano allegrettiÎncă nu există evaluări
- Forno ElettricoDocument42 paginiForno ElettricosteÎncă nu există evaluări
- Sistemi RadiantiDocument18 paginiSistemi Radiantigefexej913Încă nu există evaluări
- Ferroli Domina c24 eDocument4 paginiFerroli Domina c24 eRafael Sequeira0% (1)
- Rulli PLDocument8 paginiRulli PLroberto segamiglioÎncă nu există evaluări
- Aspiratore Ventilatore Centrifugo: Centrifugal FanDocument8 paginiAspiratore Ventilatore Centrifugo: Centrifugal FanShady Adel AliÎncă nu există evaluări
- 40 Item 13Document6 pagini40 Item 13Diego Laya PicadoÎncă nu există evaluări
- Metal DictionaryDocument21 paginiMetal DictionaryGiordana SalamiÎncă nu există evaluări
- DR DG Steel Brochure en-USDocument8 paginiDR DG Steel Brochure en-USEnergy TechnologyÎncă nu există evaluări
- Serie B2.1: Valvole A Sfera Flangiata in GhisaDocument10 paginiSerie B2.1: Valvole A Sfera Flangiata in GhisaEugenio BerliniÎncă nu există evaluări
- Enolgas Valvole Acqua Water Valves Topic Eko Topic - 1Document7 paginiEnolgas Valvole Acqua Water Valves Topic Eko Topic - 1laura.diazÎncă nu există evaluări
- FTR-300T TrifasicaDocument3 paginiFTR-300T Trifasicaarianaipialesxdd5Încă nu există evaluări
- Scheda TecnicaDocument2 paginiScheda Tecnicapatrizio.pracucci53Încă nu există evaluări
- TOPIC Valvole Acqua - EnolgasDocument5 paginiTOPIC Valvole Acqua - Enolgaslaura.diazÎncă nu există evaluări
- Xciting250 E2 Scheda TecnicaDocument1 paginăXciting250 E2 Scheda TecnicaDarioÎncă nu există evaluări
- FD 532490R07 Rnocrnocnpdf 543 171Document6 paginiFD 532490R07 Rnocrnocnpdf 543 171Taner İneviÎncă nu există evaluări
- Catalogo Anelli Di TenutaDocument28 paginiCatalogo Anelli Di TenutaeverestÎncă nu există evaluări
- Enolgas Valvole Gas Valves Top Gas - 0Document6 paginiEnolgas Valvole Gas Valves Top Gas - 0Cak NhassÎncă nu există evaluări
- Wood Matic SGMDocument8 paginiWood Matic SGMMihutVoicuÎncă nu există evaluări
- SC Tec 7200-2 7200-3F HV Plus - Rev01 - HighDocument12 paginiSC Tec 7200-2 7200-3F HV Plus - Rev01 - Highcippalippa919Încă nu există evaluări
- LPA Duo Matic Rev 3 09-12-2Document8 paginiLPA Duo Matic Rev 3 09-12-2Ignacio LopezÎncă nu există evaluări
- Repsol Diesel Multi G 15W40 Scheda TecnicaDocument1 paginăRepsol Diesel Multi G 15W40 Scheda TecnicaMassimiliano VolaÎncă nu există evaluări
- PAVARINIDocument155 paginiPAVARINIAysmentolÎncă nu există evaluări
- Catalogo Generale GhisaDocument16 paginiCatalogo Generale GhisaOrazio CasablancaÎncă nu există evaluări
- OLIO Mobil DteDocument3 paginiOLIO Mobil DteMaurizioÎncă nu există evaluări
- 2017 10 - FS - FS Dado Autobloccante Interamente Metallico - IT r00 - MDocument4 pagini2017 10 - FS - FS Dado Autobloccante Interamente Metallico - IT r00 - MEMMEVIÎncă nu există evaluări
- Accumulo TMLDocument6 paginiAccumulo TMLMichelangelo MussoÎncă nu există evaluări
- Lift Check Valve Item 55Document2 paginiLift Check Valve Item 55lesonspkÎncă nu există evaluări
- Valvola Di Controllo Pn100Document12 paginiValvola Di Controllo Pn100Enrico MauroÎncă nu există evaluări
- Gasx5 ItaDocument1 paginăGasx5 ItaRafael Lopes Das ChagasÎncă nu există evaluări
- Catalogo Consumabili SaltecoDocument52 paginiCatalogo Consumabili SaltecoEraldo MigliavaccaÎncă nu există evaluări
- Simboli Utili Al Disegno GraficoDocument30 paginiSimboli Utili Al Disegno GraficoAlfredo Mensi SOÎncă nu există evaluări
- Repsol Diesel Turbo THPD 10W40 Scheda TecnicaDocument1 paginăRepsol Diesel Turbo THPD 10W40 Scheda TecnicaMassimiliano VolaÎncă nu există evaluări
- ATV HI HeizerDocument2 paginiATV HI Heizerradu tiberiuÎncă nu există evaluări
- Equivalencia Aisi 410Document1 paginăEquivalencia Aisi 410Negro PretoÎncă nu există evaluări
- BollitoriDocument4 paginiBollitoriSoficu DanielÎncă nu există evaluări
- 4S A Catalogo Bombas Pentax Pozo 6 Bomba 6Document10 pagini4S A Catalogo Bombas Pentax Pozo 6 Bomba 6Gladys Garcia GranadilloÎncă nu există evaluări
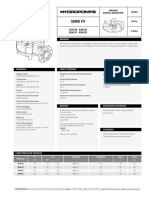
- Hydropompe Scheda Tecnica F 81416 82422 83431 85455Document4 paginiHydropompe Scheda Tecnica F 81416 82422 83431 85455Fortunato ImbesiÎncă nu există evaluări
- P18V PDFDocument3 paginiP18V PDFViệt Đặng XuânÎncă nu există evaluări
- Cat95pr2017 PanelliDocument15 paginiCat95pr2017 PanelligiovanniÎncă nu există evaluări
- Tiemme 27959 ItDocument4 paginiTiemme 27959 ItNicoleta MironÎncă nu există evaluări
- Lezione 03a Scheletro Portante AcciaioDocument51 paginiLezione 03a Scheletro Portante AcciaioCARMELOÎncă nu există evaluări
- Impiantistica Della Laminazione A CaldoDocument26 paginiImpiantistica Della Laminazione A CaldoWilliam TeggiÎncă nu există evaluări
- Zeta System Easy SystemDocument18 paginiZeta System Easy SystemPaoloÎncă nu există evaluări
- Repsol Diesel Turbo THPD Mid Saps 15W40 Scheda TecnicaDocument1 paginăRepsol Diesel Turbo THPD Mid Saps 15W40 Scheda TecnicaMassimiliano VolaÎncă nu există evaluări
- Coiltech Dictonary Tedesco 13 06 13 PDFDocument13 paginiCoiltech Dictonary Tedesco 13 06 13 PDFvakilgaurangiÎncă nu există evaluări
- Fiche TechniqueDocument27 paginiFiche TechniqueAYOUBBABAÎncă nu există evaluări
- Maurizio LenziDocument198 paginiMaurizio LenziTerziani SRL Terziani SRLÎncă nu există evaluări
- Findynamica - Oliekoelers Serie SCDocument9 paginiFindynamica - Oliekoelers Serie SCArun51092Încă nu există evaluări
- Profilitec - Scheda Tecnica - FOILTEC - ITDocument2 paginiProfilitec - Scheda Tecnica - FOILTEC - ITcixivan687Încă nu există evaluări
- Leghe NN NobiliDocument8 paginiLeghe NN Nobilicontact.neagualessiaÎncă nu există evaluări
- Eurocodice 3 2005 PDFDocument2 paginiEurocodice 3 2005 PDFAndyÎncă nu există evaluări
- Webinar Valutazione Esistente PDFDocument111 paginiWebinar Valutazione Esistente PDFSSÎncă nu există evaluări
- Catalogo Industriale TubiDocument25 paginiCatalogo Industriale TubipippoÎncă nu există evaluări
- Very High Cycle FatigueDocument9 paginiVery High Cycle FatigueMatteo MottinÎncă nu există evaluări
- Fumi Silice Cls AspettiDocument7 paginiFumi Silice Cls AspettiF CÎncă nu există evaluări
- Prontuario Ghirotto Rev 2 Ghirotto Tecno Insulation 195814 Cat55ebc4c2Document36 paginiProntuario Ghirotto Rev 2 Ghirotto Tecno Insulation 195814 Cat55ebc4c2jorgevlpÎncă nu există evaluări
- 07 Solaio A Travetti Tralicciati TRIGON PDFDocument26 pagini07 Solaio A Travetti Tralicciati TRIGON PDFStefania RinaldiÎncă nu există evaluări
- Verifica IV AssDocument4 paginiVerifica IV AssPalmina Mauriello0% (1)
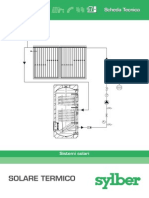
- Scheda Tecnica Solare Sylber 211212Document184 paginiScheda Tecnica Solare Sylber 211212Lorin CoryllusÎncă nu există evaluări