S-ar putea să vă placă și
- Awc SDPWS-2015Document56 paginiAwc SDPWS-2015Michael100% (1)
- RNE Brochure (Compatibility Mode)Document6 paginiRNE Brochure (Compatibility Mode)TedÎncă nu există evaluări
- Toro WheelHorse Accessories Interchange 2000-1955-2000Document110 paginiToro WheelHorse Accessories Interchange 2000-1955-2000Kevins Small Engine and Tractor Service100% (2)
- (E) Training Placing Boom Rev.02Document102 pagini(E) Training Placing Boom Rev.02ramy elgammal100% (3)
- Bolt and Weld Capacity - Red Book 1999 PDFDocument2 paginiBolt and Weld Capacity - Red Book 1999 PDFWhite_rabbit2885764Încă nu există evaluări
- Pipeline Corrosion and Cathodic ProtectionDocument177 paginiPipeline Corrosion and Cathodic Protectionapi-3698973100% (12)
- Design of Steel Structures Vol2.Kumar, KumarDocument553 paginiDesign of Steel Structures Vol2.Kumar, Kumarj-balderas100% (2)
- Modeling and Analysis of Retrofitted RC Beam ColumnDocument28 paginiModeling and Analysis of Retrofitted RC Beam Columnmaged salamaÎncă nu există evaluări
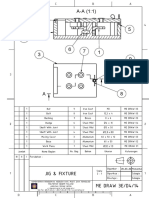
- Jig & Fixture Cover Engine: Kemal 4/1/2016Document1 paginăJig & Fixture Cover Engine: Kemal 4/1/2016adhy yusakÎncă nu există evaluări
- Monte Carlo Technique For Simulating Isothermal Grain GrowthDocument8 paginiMonte Carlo Technique For Simulating Isothermal Grain GrowthPrakarsh PratikÎncă nu există evaluări
- Steel Beam Flexural CapacityDocument6 paginiSteel Beam Flexural CapacitykstayroskÎncă nu există evaluări
- Fa Tigue Behaviour of Anchor Bolts IN ConcreteDocument10 paginiFa Tigue Behaviour of Anchor Bolts IN ConcreteRamchandraÎncă nu există evaluări
- Uma Material Schedule 3Document1 paginăUma Material Schedule 3Emmanuel OtienoÎncă nu există evaluări
- Lecx7076 01Document14 paginiLecx7076 01warono2603Încă nu există evaluări
- Bstdharitadishahimani 150729105257 Lva1 App6892Document126 paginiBstdharitadishahimani 150729105257 Lva1 App6892KISHORE ANTHONYÎncă nu există evaluări
- Industrial Plant Foundations ACI318 14Document26 paginiIndustrial Plant Foundations ACI318 14Meesam AliÎncă nu există evaluări
- GR Eldrazi Burn Affinty Jeskai Control Eldrazi Tron Humans Lightshift Twinless ExarchDocument9 paginiGR Eldrazi Burn Affinty Jeskai Control Eldrazi Tron Humans Lightshift Twinless ExarchMiguel Ángel GalánÎncă nu există evaluări
- Cristal Mineral 2Document58 paginiCristal Mineral 2Rama Iksan ArdilaÎncă nu există evaluări
- VALETADEIRADocument2 paginiVALETADEIRAJOAOÎncă nu există evaluări
- Sungwon (A105 F304)Document25 paginiSungwon (A105 F304)Thomas C. LaneÎncă nu există evaluări
- Computer Modeling of Wellbore Cleanup OperationsDocument57 paginiComputer Modeling of Wellbore Cleanup OperationsMustafa AlrikabiÎncă nu există evaluări
- Eastern Visayas State University: Republic of The Philippines Province of LeyteDocument2 paginiEastern Visayas State University: Republic of The Philippines Province of LeyteRouel Francis Salas DadullaÎncă nu există evaluări
- 11-M Pole-Layout1 - 221001 - 170938Document1 pagină11-M Pole-Layout1 - 221001 - 170938birinderÎncă nu există evaluări
- Stanford Cardinal PlaybookDocument18 paginiStanford Cardinal PlaybookabilodeauÎncă nu există evaluări
- Bzdawka Composite Column Calculation ExamplesDocument62 paginiBzdawka Composite Column Calculation Examplesjust meÎncă nu există evaluări
- 1 Pipe With Both End Flange 6 7 4 15 3 4 2 4 1/2 1 2 6 8 4 10 3 4 2 4 1/2 1 3 6 2 4 6 3 2 2 2 1/2 1 4 6 2 4 6 3 1 2 1 1/2 1 Elbow 90° Both End FlangeDocument2 pagini1 Pipe With Both End Flange 6 7 4 15 3 4 2 4 1/2 1 2 6 8 4 10 3 4 2 4 1/2 1 3 6 2 4 6 3 2 2 2 1/2 1 4 6 2 4 6 3 1 2 1 1/2 1 Elbow 90° Both End FlangesaravqwertyÎncă nu există evaluări
- Hoke 79 Series Rotary Air Control ValveDocument3 paginiHoke 79 Series Rotary Air Control ValveDaniel QuirozÎncă nu există evaluări
- Reloading 410 With A Homemade PressDocument8 paginiReloading 410 With A Homemade PressFabianEduardoKononchukÎncă nu există evaluări
- Z10a2 - X6W Ev Lines Lam - Vextxt - Ahm - 3pm-A3Document1 paginăZ10a2 - X6W Ev Lines Lam - Vextxt - Ahm - 3pm-A3Kyaw MinÎncă nu există evaluări
- Jig & Fixture: Kementerian Pendidikan, Kebudayaan, Riset, Dan Teknologi Politeknik Negeri Malang Jurusan Teknik MesinDocument1 paginăJig & Fixture: Kementerian Pendidikan, Kebudayaan, Riset, Dan Teknologi Politeknik Negeri Malang Jurusan Teknik MesinBi binÎncă nu există evaluări
- 2007 Toyota Roll Pan: AfterDocument2 pagini2007 Toyota Roll Pan: AfterRaj MohanÎncă nu există evaluări
- j7741 Pile Schedule Reo CageDocument6 paginij7741 Pile Schedule Reo CageRSC CentralÎncă nu există evaluări
- Load Rings For WeldingDocument2 paginiLoad Rings For Weldinglupe.reyesÎncă nu există evaluări
- SheetfgffgfDocument1 paginăSheetfgffgfapi-331456142Încă nu există evaluări
- L.C Om) Tio N: Roller BracketDocument3 paginiL.C Om) Tio N: Roller BracketAnonymous HqmsfkbÎncă nu există evaluări
- Thesis 1961 T394aDocument77 paginiThesis 1961 T394aainie855Încă nu există evaluări
- Page Address Stream: F Page Fault Occurring After The Frame Allocation Is Initially FilledDocument3 paginiPage Address Stream: F Page Fault Occurring After The Frame Allocation Is Initially Fillednahuel6Încă nu există evaluări
- 07 Couplings 2Document8 pagini07 Couplings 2fonsekapdlÎncă nu există evaluări
- 06 Casquillos de Agujas Sin Fondo Clutch SimilarDocument98 pagini06 Casquillos de Agujas Sin Fondo Clutch SimilarSara Sarmiento EcheverryÎncă nu există evaluări
- Sinar Man2Document29 paginiSinar Man2Rodrigo AlcocerÎncă nu există evaluări
- Australian Wood Review 097 (December 2017) - Pages-26-30,32-34Document8 paginiAustralian Wood Review 097 (December 2017) - Pages-26-30,32-34JuanRodriguez100% (1)
- PR - 07-01-2023Document1 paginăPR - 07-01-2023engineeringÎncă nu există evaluări
- Hottest Dea1Sin Stuff To: Classic Knife Ñame ReinventsitselfDocument97 paginiHottest Dea1Sin Stuff To: Classic Knife Ñame ReinventsitselfsergiaocunhaÎncă nu există evaluări
- Recommended For You: Modeling Elastomeric BearingsDocument3 paginiRecommended For You: Modeling Elastomeric Bearingsnepoznati1111Încă nu există evaluări
- Research Report On Single Plate Shear Connections: North Carolina State UniversityDocument51 paginiResearch Report On Single Plate Shear Connections: North Carolina State UniversityHarshaVeeragandhamÎncă nu există evaluări
- WKM Dynaseal 210 and 310 Floating Ball Valves PDFDocument44 paginiWKM Dynaseal 210 and 310 Floating Ball Valves PDFJose LuisÎncă nu există evaluări
- Bearing Nomenclature Housing NomenclatureDocument7 paginiBearing Nomenclature Housing NomenclatureRajmohan KushwahaÎncă nu există evaluări
- WKM Dynaseal 210 and 310 Floating Ball ValvesDocument43 paginiWKM Dynaseal 210 and 310 Floating Ball Valvesjhon jairo GonzalezÎncă nu există evaluări
- Data Pemakaian ConsumableDocument115 paginiData Pemakaian ConsumableRogersÎncă nu există evaluări
- Auxiliary Multi-Contact Self-Reset Electric and Hand ResetDocument22 paginiAuxiliary Multi-Contact Self-Reset Electric and Hand ResetAna Laura Garcia CervantesÎncă nu există evaluări
- Seven-Storey Office Building: 1 1.1 Arrangement and LoadingDocument26 paginiSeven-Storey Office Building: 1 1.1 Arrangement and LoadingRanjit SinghÎncă nu există evaluări
- OPENSEESDocument41 paginiOPENSEESJUAN URGILESÎncă nu există evaluări
- Manual de Fundicion - Chapter04bDocument12 paginiManual de Fundicion - Chapter04bFederico MoranÎncă nu există evaluări
- So 8410 - 92355 - 26a Recessed FrameDocument2 paginiSo 8410 - 92355 - 26a Recessed Frameapi-435501670Încă nu există evaluări
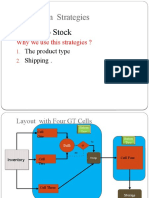
- Production StrategiesDocument9 paginiProduction StrategiesKhaled Ahmed AlgizaniÎncă nu există evaluări
- PDF Rocket Stove Planos CompressDocument3 paginiPDF Rocket Stove Planos Compresspaolo elizandro crespo espinozaÎncă nu există evaluări
- TFT31212Document9 paginiTFT31212Anthony BlatchÎncă nu există evaluări
- Worksheet 4.2: Chapter 4: Bonding - Fast FactsDocument3 paginiWorksheet 4.2: Chapter 4: Bonding - Fast FactsGlupiaSprawaÎncă nu există evaluări
- Canvass of MaterialsDocument18 paginiCanvass of MaterialsRonaldo B VillaromanÎncă nu există evaluări
- Drawings Rotary Jetting SwiffelDocument5 paginiDrawings Rotary Jetting SwiffelSabre DoiÎncă nu există evaluări
- Bornes Catalogo enDocument40 paginiBornes Catalogo enjurandir de limaÎncă nu există evaluări
- Finite Element Techniques in Structural MechanicsDe la EverandFinite Element Techniques in Structural MechanicsÎncă nu există evaluări
- Band Structure And Nuclear Dynamics: Proceedings of the International Conference On Band Structure And Nuclear Dynamics Tulane University, New OrleansDe la EverandBand Structure And Nuclear Dynamics: Proceedings of the International Conference On Band Structure And Nuclear Dynamics Tulane University, New OrleansA.L. GoodmanÎncă nu există evaluări
- Fundamentals - ValvesDocument52 paginiFundamentals - Valvesapi-3808778100% (2)
- Tyler US MeshDocument1 paginăTyler US MeshjabarcanÎncă nu există evaluări
- Fhwa HDS5 (2012)Document323 paginiFhwa HDS5 (2012)Wilfredo Guerrero100% (2)
- Ansi Hi 12.1-12 PDFDocument106 paginiAnsi Hi 12.1-12 PDFjabarcan100% (2)
- N-505-Lançador e Recebedor de PIGDocument23 paginiN-505-Lançador e Recebedor de PIGjabarcanÎncă nu există evaluări
- WB-Mech 120 Ch04 Static PDFDocument49 paginiWB-Mech 120 Ch04 Static PDFjabarcanÎncă nu există evaluări
- N-505-Lançador e Recebedor de PIGDocument23 paginiN-505-Lançador e Recebedor de PIGjabarcanÎncă nu există evaluări
- Fundamentals - ValvesDocument52 paginiFundamentals - Valvesapi-3808778100% (2)
- PMCFSpec PDFDocument23 paginiPMCFSpec PDFjabarcanÎncă nu există evaluări
- Civil Engineering - Bridge Design ManualDocument937 paginiCivil Engineering - Bridge Design ManualDeepali ChausalkarÎncă nu există evaluări
- Lanzadores y Receptores de PigDocument54 paginiLanzadores y Receptores de PigjabarcanÎncă nu există evaluări
- How To Select A Pump-By Majid HamedyniaDocument72 paginiHow To Select A Pump-By Majid Hamedyniamajid100% (2)
- The Hydraulics of Waste Stabilization Ponds - Gary Z. WattersDocument275 paginiThe Hydraulics of Waste Stabilization Ponds - Gary Z. WattersjabarcanÎncă nu există evaluări
- HDPE BrochureDocument43 paginiHDPE BrochurethakrarhitsÎncă nu există evaluări
- WaspDocument218 paginiWaspjabarcanÎncă nu există evaluări
- Manual de Partes Pulsar 200 NSDocument74 paginiManual de Partes Pulsar 200 NSHugo Armando Correa Gómez80% (5)
- Gaitronics Indoor PDFDocument2 paginiGaitronics Indoor PDFjabarcanÎncă nu există evaluări
- Type AAF by Lindapter 1223Document3 paginiType AAF by Lindapter 1223CarlotaGomesÎncă nu există evaluări
- Norsok MDS 51Document1 paginăNorsok MDS 51Leandro Luiz Dos SantosÎncă nu există evaluări
- ME 141B: The MEMS Class Introduction To MEMS and MEMS DesignDocument48 paginiME 141B: The MEMS Class Introduction To MEMS and MEMS DesignFarheenÎncă nu există evaluări
- Magik 32-17Document2 paginiMagik 32-17Chemical EngineerÎncă nu există evaluări
- Criteria For Suspended Pipelines 2Document1 paginăCriteria For Suspended Pipelines 2hamza laribiÎncă nu există evaluări
- Martini Absorb Installation Guide - 0421Document3 paginiMartini Absorb Installation Guide - 0421lac ngoÎncă nu există evaluări
- B24-Fabircaition and Erection of PipingDocument12 paginiB24-Fabircaition and Erection of PipingRajÎncă nu există evaluări
- Deep Soil MixingDocument14 paginiDeep Soil MixingBudi ManÎncă nu există evaluări
- Shedule Work: Proyek Jasa Konstruksi Revitalisasi Terminal LPG Arun (Rtla) Lhokseumawe, AcehDocument1 paginăShedule Work: Proyek Jasa Konstruksi Revitalisasi Terminal LPG Arun (Rtla) Lhokseumawe, AcehEdy D'archee100% (1)
- 4.1 Catalogue Hang SangjinDocument77 pagini4.1 Catalogue Hang SangjinKiến Huy LưuÎncă nu există evaluări
- 2022 11 - TMS402 602 22 ArcCastStoneDocument2 pagini2022 11 - TMS402 602 22 ArcCastStonejomargatemarceloÎncă nu există evaluări
- Building Structures NotesDocument23 paginiBuilding Structures Notestwinkle4545Încă nu există evaluări
- 30XA France CatalogDocument24 pagini30XA France CatalogKannan KrishnamoorthyÎncă nu există evaluări
- 06 - 3D Embankment ConsolidationDocument28 pagini06 - 3D Embankment ConsolidationRaynaldo JodistiroÎncă nu există evaluări
- Influence of Austempering and Quenching and Partitioning (Q&P) Heat Treatment On The Mechanical Properties and Wear Behavior of Aisi 9255 SteelDocument142 paginiInfluence of Austempering and Quenching and Partitioning (Q&P) Heat Treatment On The Mechanical Properties and Wear Behavior of Aisi 9255 SteeljhonÎncă nu există evaluări
- A Study On Composite Honeycomb Sandwich Panel StructureDocument5 paginiA Study On Composite Honeycomb Sandwich Panel StructureÖmer ŞenÎncă nu există evaluări
- Structural Cals For UCWDocument11 paginiStructural Cals For UCWShubham SoniÎncă nu există evaluări
- Cable TrenchDocument3 paginiCable Trenchpandey.anshuman30% (1)
- Eaton FAZ Miniature Circuit Breakers (MCBS)Document91 paginiEaton FAZ Miniature Circuit Breakers (MCBS)kn65238859Încă nu există evaluări
- Tender BOQ - Architectural & Structural Works - Building 1Document23 paginiTender BOQ - Architectural & Structural Works - Building 1Erwin ObenzaÎncă nu există evaluări
- Corrosion of Heat ExchangerDocument5 paginiCorrosion of Heat ExchangerAhmed Ibrahim Ahmed EissaÎncă nu există evaluări
- Bramac - Braas Italy and GermanyDocument16 paginiBramac - Braas Italy and GermanymcElllllllllÎncă nu există evaluări
- Unit 4 AssignmentsDocument5 paginiUnit 4 AssignmentsbattuarunÎncă nu există evaluări
- Yashida Nadir Et Al. 2016Document9 paginiYashida Nadir Et Al. 2016Arif AnsariÎncă nu există evaluări
- Awtz14lbc Aotz14lbc 9315236036 OperationDocument28 paginiAwtz14lbc Aotz14lbc 9315236036 OperationjovanangelssÎncă nu există evaluări
- SPE Paper 20409 - Theory of Loss CDocument16 paginiSPE Paper 20409 - Theory of Loss Ckmf serviceÎncă nu există evaluări
- New Wordpad DocumentDocument4 paginiNew Wordpad DocumentAsif KhanÎncă nu există evaluări