International Journal of Advanced Engineering Research and Science (IJAERS) [Vol-5, Issue-5, May- 2018]
https://dx.doi.org/10.22161/ijaers.5.5.20 ISSN: 2349-6495(P) | 2456-1908(O)
Cladding welding of CA6M with pulsed FCAW
and results analysis through the L9 TAGUCHI
and ANOVA
Moreno, J. R. S.1*; Pinto, H. C.2 ;Correa, C. A.1; Mastelari, N.3; Marin, L. G.1;
Silva, E.2; Ávila, J.A.2
1
Federal University Technological of Parana (UTFPR), CornélioProcópio, BRAZIL
2
Engineering Scholl of S.Carlos (EESC), São Paulo University; São Carlos, BRAZIL
3
Mechanical Engineering Faculty (FEM) – UNICAMP Campinas University, Campinas, BRAZIL
*joaosartori@utfpr.edu.br
Abstract— The cladding welding analysis with pulsed flux expensive but still benefits from some of the properties of
cored arc welding (FCAW) process, were carried over a the stainless steel if compared with the carbon steel.
AISI 1020 base metal (thickness 12,7 mm, width 63,5 and The arc welding with FCAW (Flux Cored Arc Welding) is
length 185mm) with an CA6NM steel wire with diameter of a process that produces coalescence of metals by heating
1.2mm. Was performed only one weld cord in the flat them with an arc established between a continuous
position. For experimental design was used the method of consumable tubular electrode and the work piece
Taguchi L9 to determinate the parameter to be analyzed (MARQUES et al., 2005 andRODRIGUES et al, 2008).
through the application of the analysis of variance The protection of the arc and the weld bead is provided by
(ANOVA) method. The response signals in RMS (Root a welding flux contained within the electrode, which can
Mean Square) analyzed were the voltage, current and be supplemented by a gas flow supplied from an external
acceleration. The procedure is based on a non-parametric source. For stainless steels literature recommends using
domain-selective ANOVA for functional data, which argon mixture with 2% oxygen which has a slightly
results in the selection of the intervals of the domain oxidizing behavior.
presenting the most statistically significant effects of each The monitoring technique used in this work was based in
factor over the selected response signals. The statistical sensors that could acquire simultaneously signals such as,
results presented by ANOVA show that not all the selected current, voltage and acceleration. The vibration signal that
variables have influenced the results. The best results for provides interesting results in Predictive Maintenance
the cladding welding were obtained from the current Programs, and also in the analysis of welding stability, as
average of230amperes, and statistically the average the spectral analysis of vibration frequencies can show
current was the variable that significantly affected the different defects characteristics during a welding process.
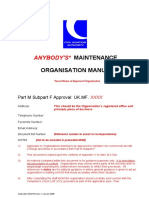
results, however, the welding speed only affected the yield In the Figure 1a, it is possible to observe the correlation
of the process. between the average, peak, peak-to-peak, RMS value and
Keywords— FCAW Pulsed, Martensitic steel cladding, the amplitude of a sinusoidal signal. The Figure 1b shows
RMS current, ANOVA. a generic vibrational signal. In a signal of this nature, the
choice of the numerical value to be used to determinate its
I. INTRODUCTION characteristics can imply in great differences.
The cladding welding of carbon steel with stainless steel is
defined by PALANI & MURUNGAN (2007) as the
deposition of a layer of stainless steel on surfaces of
carbon steel or low alloy steels with the purpose of
obtaining coatings with good properties of corrosion
resistance. Even though the stainless steel offers some
huge advantages over the common carbon steel, the price
of using stainless steel can be ten times greater. In that (a) Main characteristics of a vibration signal Average,
way, the cladding welding process main advantage is RMS and peak.
related to the fact that the produced layers are less
www.ijaers.com Page | 150
International Journal of Advanced Engineering Research and Science (IJAERS) [Vol-5, Issue-5, May- 2018]
https://dx.doi.org/10.22161/ijaers.5.5.20 ISSN: 2349-6495(P) | 2456-1908(O)
Based on the simultaneous acquisition of signals, a variety
of studies has been developed, such as the research of
(ARATA et al; 1981) that used an accelerometer and a
microphone to identify possible defects in a GMAW
welding process, where (GRAD et al; 2004) also
conducted an extensive research of this process through
the analysis of the current signals with a noise signal
(b) Example of a vibration signal in the time domain. acquired with a microphone. In a more advanced research,
Fig.1: Examples of vibration signals (RAO, 2009) JOHNSON et al (1991) coupled the current, voltage and
noise signals together to produce a more reliable analysis
The method that involves vibration measurements are system.
subdivided into: techniques based on the time domain, For the FCAW process, (WANG et al, 1995) wrote about
frequency domain and time/frequency domain. The the prediction of the metal transfer modes through the
graphics of the signal in the time domain registers the analysis of simultaneously acquired signals. As well as
amplitude as a function of the time but when analyzed LIMA & FERRARESI (2006) that developed a research
through the frequency domain, the amplitude is presented on the analysis of current and voltage signals in a way to
as a function of the frequency. As can be observed in the determinate the metal transfer mode.
Figure 2, the identification of the frequency components of The statistical analysis in this work is based on the analysis
complex signals by using the time domain is very difficult, of variance (ANOVA), that is primary used to verify
so the signal is transported to the frequency domain to which parameters are more intensively correlated to the
make it simpler to find erratic behaviors that could results obtained during the tests (THAKUR &
represent some failure or another point of interest in the NANDEDKAR, 2010).
signal. The effective value or Root Mean Square (RMS) is The main parameters analyzed through this method are the
the mean quadratic level of a sinusoidal signal, being an average current, pulse frequency, welding speed and
extremely important measure of the amplitude, as it shows contact tip to work distance, which were correlated to the
the average energy contained in a vibratory movement. geometrical parameters of the weld cord. ANOOP &
KUMAR (2013), KUMAR (2014) at optimization in
tungsten gas arc welding with aluminum and stainless
steel, respectively using Taguchi and ANOVA. PINI et al
(2015) studied the analysis of a laser welding process
through the ANOVA software method (ANIL KUMAR et
al, 2015) studied the parameters of welding with ANOVA.
II. MATERIALS AND METHODS
Materials:
The base metal used was an AISI 1020 steel plate with the
following dimensions (185 × 63.5 × 12.7 mm) and for the
cladding was used the EC410NiMo MC 1.2 mm in
diameter electrode wire with the shield gas a mixture of
argon with oxygen 2%. The chemical composition of the
Fig.2: Comparison of the analysis of a signal through the base metal and filler is show in Table 1.
time and frequency domains (RAO, 2009)
Table.1: Chemical composition data for the base metal and the filler metal
Materials C Mn P S Si Ni Cr Mo
AISI 1020 0.18/0.23 0.30/0.60 0.03 0.035 0.10/0.30 0.15 0.15 …
EC410NiMo 0.027 0.590 0.024 0.006 0.44 4.86 12.50 0.43
www.ijaers.com Page | 151
International Journal of Advanced Engineering Research and Science (IJAERS) [Vol-5, Issue-5, May- 2018]
https://dx.doi.org/10.22161/ijaers.5.5.20 ISSN: 2349-6495(P) | 2456-1908(O)
Methods: account the main goals of this study, the limits of each
To perform the welding, a test bench consisting of a variable were prefixed. The Table 2 shows those
welding machine, a displacement system for the welding parameters and their values that were used during the tests.
torch and a modular data acquisition system, compose by Before the welding process, all the specimens surface were
an ammeter, a voltmeter and an accelerometer. A diagram treated through an abrasive blasting process with steel grit
of this test setup can be seen in the Figure 3 at where the G-25 S-280 with hardness D, this process were produced
main features and components are described.The welding in accordance to the SAE J444 (1993) standard, to provide
process is usually limited by the diameter of the wire used a surface free of contaminants. The equipment used were a
for deposition. CMV blaster, model GS-9075X.
Being possible to use large diameter wires to weld in the After that, all samples were pre-heated to a temperature of
flat surfaces in the horizontal position, the use of small 200oC in a muffle furnace NT-380 before they were
diameters wires makes possible to weld in almost any brought to the test bench, then, an infrared gauge were
position. used to monitor the work piece temperature, in the moment
After the welding process, a layer of slag that covers the that it reached 150oC, the welding process were started.
weld bead must be removed to be able to visualize clearly
the bead and its defects. Figure 4 shows a schematic view Table.2: Optimal parameters obtained for the FCAW
of the flux-cored arc welding process. process and their respective values
Parameters Values
Polarity of the Electrode DCEP
Shielding Gas O2 + 2% Ar
Gas Flow 18 L/min.
Torch Angle 90O
Welding Position Flat
Inter-pass Temperature 150O C
Number of Cords 01
Peak Current (Ip) 350 A
Peak Time 10 ms
The signals provided by different sensors (ammeter,
voltmeter and accelerometer) were acquired
simultaneously as well as the welding vibration that was
detected with a piezoelectric accelerometer model KSD-
Fig.3: Diagram showing the layout of the test equipment 80D, with a sensibility of 100 mV/g and response
frequency in the range of 0,13 ~ 22000 Hz.
The accelerometer was installed in the central part of the
specimen below the welding table, in such a way that its
operating temperature would not be exceeded, where the
initials tests to verify the accelerometer responsiveness and
was possible to verify that its location did not affected the
results.
Figure 5 shows a schematic view of the accelerometer
assembly used in the work piece, and is important to
observe that the torch displacement systems was not
Fig.4: Schematic view of the flux cored arc welding mounted in the same structure as the welding table in a
process way to isolate the noises that could be picked during its
motion.
The FCAW parameters of interest for this work are the
welding speed, current, the distance between the wire and
the work-piece or Arc Length, and the pulse frequency.
The welding parameters were defined through an extensive
bibliographical consultation and preliminary tests.
Through the analysis of those acquired data and taking into
www.ijaers.com Page | 152
International Journal of Advanced Engineering Research and Science (IJAERS) [Vol-5, Issue-5, May- 2018]
https://dx.doi.org/10.22161/ijaers.5.5.20 ISSN: 2349-6495(P) | 2456-1908(O)
The Taguchi method has been optimized for many studies
of welded joints by various processeswhere delineating
experimental matrix with their levels.
Experiments based on the Taguchi technique was used to
get the data by analysis of variance (ANOVA) were used
to investigate the welding characteristics for deposition of
EC410NiMo MC in AISI 1020 steel and optimize welding
Fig.5: Schematic arrangement of the accelerometer
parameters (SAPAKALet al 2012)
III. RESULTS AND DISCUSSIONS
For a better uniformity of the results, the signals were all
Development of L9 Taguchi
analyzed between the times of 20 and 30 seconds. In that
The method developed by Taguchi objective: Project
way, the results obtained were most probably found in a
products or processes that are robust with respect to the
zone were the arc was fully developed. The results shown
environmental, design and develop products that are robust
as RMS (Root Mean Square) values can be seen in the
to the variability of its components and minimize
Table 4 for the 9 samples. It is possible to observe that the
variability around a nominal value.
highest RMS current and voltage values were obtained for
The methods Taguchi (MONTGOMERY & RUNGER,
an Average Current of 230 A.
2012) typically use three or more levels in the welding
In the FCAW welding process as in the GMAW, the metal
process parameters that aim at estimating potential non-
transfer through short circuit occurs at low currents and
linear interactions thereof.
low voltages levels, then, possibly at voltages up to 20 V
To relate the combination of four variables and three levels
this was the predominant type of metal transfer. While at
of each was used the test by Minitab software and the
voltages above 20 volts there was probably occurred
relationships are presented in Table 3.
globular transfer with the presence of elongation, causing
the drop to touch the workpiece without being transferred.
Table.3: Design of Experimental Matrix
Average Tip to Work-piece Distance
Sample Pulse Frequency (Hz) Welding Speed (mm/min.)
Current (A) (mm)
1 170 18.18 300 30
2 170 22.22 350 33
3 170 20.00 400 36
4 200 20.00 300 33
5 200 18.18 350 36
6 200 22.22 400 30
7 230 22.22 300 36
8 230 20.00 350 30
9 230 18.18 400 33
Table.4: Results for current, voltage and acceleration of the pulsed current in RMS
Welding Parameters Results
Average Pulse Welding Contact Tip Work Current Voltage Acceleration
Sample
Current Frequency Speed Distance RMS RMS RMS
(A) (Hz) (mm/min) (mm) (A) (V) (m/s2)
1 18.18 300 30 193.2465 15.2346 0.3779
2 170 22.22 350 33 185.4450 16.9629 0.3147
3 20.00 400 36 160.5643 17.7862 0.2945
4 20.00 300 33 191.3539 25.4825 0.2009
5 200 18.18 350 36 182.2212 26.3488 0.1854
6 22.22 400 30 178.3370 22.1801 0.2065
7 22.22 300 36 209.9335 27.8447 0.1810
8 230 20.00 350 30 215.3948 25.3854 0.1700
9 18.18 400 33 195.2679 25.3066 0.1665
www.ijaers.com Page | 153
International Journal of Advanced Engineering Research and Science (IJAERS) [Vol-5, Issue-5, May- 2018]
https://dx.doi.org/10.22161/ijaers.5.5.20 ISSN: 2349-6495(P) | 2456-1908(O)
The best welding current during all the tests was 230 A, than 5%, we can say that this factor must directly affect the
this result could be probably related to the fact that it could response of the result.
be above the transitional current and that it could have a However if the significance level (α) values are greater
greater heat input that increases the wire tip temperature than 5% there is a weak correlation between the factor
due to the Joule Effect, which facilitate the transfer analysis and the output signal (PATEL & PATEL, 2014).
process. It is also possible to observe in the same table, the factors
Using shadowgraph KIM & EAGAR (1993) mention what that affect the output signals are the average current, which
the fact that the transition between metal transference was directly correlated with all three results, but on the
modes (globular with elongation and rotational transfer) other hand, the welding speed was the only affecting RMS
are more likely to occur when the base material is steel and Current (α = 0.000344%).
the shielding gas is argon. On the other hand, the Contact Tip to Work Distance were
It is also possible to observe in the Table 4 that the average more likely to have close correlation with the RMS
RMS acceleration for the pulsed current was 0.3290 m/s 2 Current and Voltage (α = 0.028926% and 0.004418,
for 170 A, 0.1976 m/s2 for 200 A and 0.1725 m/s2 for a respectively), but with less intensity if compared to the
230 A current, which shows that the acceleration decreases other situations.
substantially with the increase of the average current, The Root Mean Square showed that the effects of the
meaning that less vibration was captured, leading to a quadratic regression, was better than linear regression in a
more stable arc during the welding process. given range.
ANOVA is a statistically based, objective decision-making However, quadratic regression could not directly perceive
tool for detecting any differences in the average the relationship between the welding parameters and weld
performance of groups of items tested. Tables 5, 6 and 7 geometry. Hence, this research considered the
present the RMS ANOVA of current, voltage and establishment of the exponential regression.
acceleration respectively. Table 8 shows these compiled This exponential regression showed that with the
results. increasing of welding average current, notice that the weld
The software MINITAB in its version 16 was used to width and reinforcement increase and also if welding
produce the statistical results for this work. Statistically voltage increases, the weld width increases, reinforcement
when the significance level (α) of an output parameter, decreases a bit.
provided by ANOVA results for a given factor, were less
Table.5: ANOVA to RMS Current
Source DF Seq SS Adj SS Adj MS F P
Regression 4 3315.20 3315.20 828.80 17.0582 0.000043
Average
1 1894.73 1894.73 1894.73 38.9969 0.000030
Current (A)
Pulse Frequency (Hz) 1 6.00 6.00 6.00 0.1235 0.730870
Welding Speed (mm/min) 1 1121.58 1121.58 1121.58 23.0841 0.000344
Contact Tip to Work Distance (mm) 1 292.89 292.89 292.89 6.0283 0.028926
Error 13 631.63 631.63 48.59
Total 17 3946.82
P.S.Adjusted squared sum (Adj SS) is a measure of the variation for the different components of the model.
Adjusted mean squares (Adj MS) measure how much variation a term or model explains.
Sums sequential squares (Seq SS) are measures of the variation of different components of the model.
Degree of Freedom (DF)
Table.6: ANOVA to RMS Voltage
Source DF Seq SS Adj SS Adj MS F P
Regression 4 297.701 297.701 74.425 24.7937 0.000006
Average
1 257.553 257.553 257.553 85.8003 0.000000
Current (A)
Pulse Frequency (Hz) 1 0.037 0.037 0.037 0.0122 0.913739
Welding Speed (mm/min) 1 4.654 4.654 4.654 1.5504 0.235061
Contact Tip to Work Distance (mm) 1 35.457 35.457 35.457 11.8121 0.004418
www.ijaers.com Page | 154
International Journal of Advanced Engineering Research and Science (IJAERS) [Vol-5, Issue-5, May- 2018]
https://dx.doi.org/10.22161/ijaers.5.5.20 ISSN: 2349-6495(P) | 2456-1908(O)
Error 13 39.023 39.023 3.002
Total 17 336.724
Table.7: ANOVA to RMS Acceleration
Source DF Seq SS Adj SS Adj MS F P
Regression 4 0.086599 0.0965991 0.0216498 15.5975 0.000070
AverageCurrent (A) 1 0.081593 0.0815925 0.0815925 58.7829 0.000004
Pulse Frequency (Hz) 1 0.000033 0.0000332 0.0000332 0.0239 0.879474
Welding Speed (mm/min) 1 0.000758 0.0007584 0.0007584 0.5464 0.472926
Contact Tip to Work Distance(mm) 1 0.004215 0.0420150 0.0420150 3.0367 0.104992
Error 13 0.018044 0.0180444 0.0013880
Total 17 0.0104644
Table.8: Level of Significance (P) obtained through the ANOVA method
RMS Current RMS RMS
Factor Voltage Acceleration
(A)
(V) (m/s2)
1 – Average Current (A) 0.000030 0.000000 0.000004
2 – Pulse Frequency (Hz) 0.730870 0.913739 0.879474
3 – Welding Speed (mm/min) 0.000344 0.235061 0.472926
4 – CTWD (mm) 0.028926 0.004418 0.104992
Figures 6, 7 and 8 shows the effects and influence of the From the Table 4 as for the Figures 6 and 7, it is possible
factors for each response variable and the higher the slope to note that statistically the CTWD affect more the RMS
of the curves, the bigger the influence of the factors over voltage than the RMS current and makes almost no effect
the output variables. Those graphics can provide a quick over the RMS Acceleration.
and interesting perspective of the data provided in the This could be related to the fact that the CTWD will
Table 4. influence directly the amount of heat generated due to the
As it is possible to observe on the Figure 6, the average Joule effect that can change the melting of the wire and its
current are much more likely to interfere with the RMS internal heating, which facilitates the metal transference.
current, specifically at higher current levels, on the other If the distance is too big, there will be a lot of spills and
way, the welding speed is more likely to interfere at lower the formation of a convex bead, but, if the distance is too
speed, the same is also true for the contact tip to work small there will be more arc instability.
distance (CTWD).
On the Figure 7, the same behavior can be observed for the
RMS voltage, being the average current the most
correlated factor, on the other hand, the effect of the
contact tip to work distance (CTWD) is the complete
opposite, being more correlated for bigger distances. With
respect to the acceleration, the results are totally opposite
to the ones shown above, as the average current influence
appeared at low accelerations, this result, as already
discussed, demonstrate the higher level of stability of the
arc for higher average currents, probably this happens due Fig.6: Effect of the main factors over the RMS Current
to a change of the metal transfer mechanism (from short
circuit to globular).
For all the situations, it is possible to visualize the low
influence of the pulse frequency in the results, the same
result is possible to observe in the Table 4, as for this
factor, the Level of Significance were the highest above all
other factors. The welding speed, as well, did not show a
high interference in all situations.
www.ijaers.com Page | 155
International Journal of Advanced Engineering Research and Science (IJAERS) [Vol-5, Issue-5, May- 2018]
https://dx.doi.org/10.22161/ijaers.5.5.20 ISSN: 2349-6495(P) | 2456-1908(O)
Fig.7: Effect of the main factors over the RMS Voltage
(a) Currentof 170 amperes.
Fig.8: Effect of the main factors over the RMS
Acceleration
To provide a better view of the results obtained from the
signals, the Figure 9 presents the simultaneous signals for (b) Current of 200 amperes.
the current, voltage and acceleration as a function of the
average current in 0.5 seconds of interval.
For the average current welding at 170 A and 200 A, as
shown in Figure 9a and 9b, respectively, there is an
instability evidenced arc in the current graphics and
acceleration, which showed abnormal behavior with series
of current peaks with different amplitudes and lot of noise
in the acceleration graphics.
Therefore, the results show that the metal transfer
mechanism is not occurring as expected, with a behavior
which characterizes the metal transfer short circuit.
Those characteristics were found as well by (LUZ et al;
2005), (LIMA & FERRARESI, 2006) (STARLING &
MODENESI, 2005) that observed a behavior very similar (c) Current of 230 amperes.
with the one found here.
The better condition of droplet detachment was to current Fig.9: Simultaneous signals acquired in a total range of
average of 230 A as in the Figure 9c,where you can 0.5s.
observe a arc stability with current and acceleration and
stable metal globular transfer (WANG, et al 1995, KIM & IV. CONCLUSIONS
EAGAR 1993), which was observed in other studies in The analysis of the cladding welding through the FCAW
more detail by a high speed camera system (LOPERA et al pulsed process by applying the ANOVA method presented
2011, DUTRA et al 2012). some very interesting results on respect to the weld quality
and arc stability, mainly by high correlation between the
average current and the arc stability.
The fact that the welding speed is not a big factor
influences the arc stability and consequently to the quality
www.ijaers.com Page | 156
International Journal of Advanced Engineering Research and Science (IJAERS) [Vol-5, Issue-5, May- 2018]
https://dx.doi.org/10.22161/ijaers.5.5.20 ISSN: 2349-6495(P) | 2456-1908(O)
of the weld cord, shows that cladding process could be visualização dos modos de transferência metálica no
faster without to drop the quality. processo de soldagem GMAW usando uma câmera
Which respect to the pulse frequency, was found that it CMOS de alta velocidade. In: 6º Congresso
does not imposes great differences over the process, not Brasileiro de Engenharia de Fabricação, Caxias do
interfering so much over the metal transfer process or arc Sul, RS. ABCM; v.1: 1-9.
stability.
As the acceleration showed very well the stability of the [10] Luz, T.S.; Ferraresi, V.A.; Balsamo, P.S.S.; 2005,
arc, it is possible to say that the use of an industrial Análise da transferência metálica do arame tubular
accelerometer as a non-intrusive and easy to install method com proteção gasosa. In: 30 COBEF - Congresso
to verify the stability of the arc during the welding process, Brasileiro de Engenharia de Fabricação, Joinville -
making it possible even to correct the parameters directly. SC, v.1: 1-9.
Therefore we observed that statistically analyzedthe best [11] Marques, P. V.; Modenesi, P. J.; Bracarense, A. Q.,
results for the cladding welding were obtained from 2005; Soldagem: fundamentos e tecnologia. Belo
thecurrentaverage of230amperes, with the average Horizonte: UFMG, 362 p
currentbeing that more likely to interfere with the RMS [12] Montgomery, D.C.; Runger, G.C.; 2012, Estatística
current, specifically at higher current levels. aplicada e probabilidade para engenheiros. 5a Ed. Rio
de Janeiro, RJ: LTC, 523p, ISBN 9788521619024.
REFERENCES [13] Palani, P. K.; Murugan, N.; 2007, Optimization of
[1] Anil Kumar K. S.; Karur, A.S.; Chipli, S.; Singh, A.; weld bead geometry for stainless steel claddings
2015, Optimization of FSW Parameters to Improve deposited by FCAW; Journal of Materials Processing
the Mechanical Properties of AA2024-T351 Similar Technology, v.190: 291-299
Joints Using Taguchi Method; Journal of Mechanical [14] Patel, A.B.; Patel, S.P.; 2014, The effect of activating
Engineering and Automation, v.5 (3B):27-32. fluxes in TIG welding by using Anova for SS 321;
[2] Anoop, C.A.; Kumar, P.; 2013, Application of Int. Journal of Engineering Research and
Taguchi Methods and ANOVA in GTAW Process Applications, v.4(5): 41-48.
Parameters Optimization for Aluminum Alloy 7039; [15] Pini, A.; Vantini, S.; Colombo, D.; Colosimo, B. M.;
International Journal of Engineering and Innovative Previtali, B; 2015, Domain-selective functional
Technology (IJEIT) v.2 (11):54-58. ANOVA for process analysis via signal data: the
[3] Arata, Y.; Inoue, K.; Futamata, M.; Toh, T; 1981, remote monitoring in laser welding. MOX-Report n.
Investigation on welding arc sound (report 4)— 31/2015 pp. 1-18
vibration analysis of base metal during welding. [16] Rodrigues, L. O. ; Paiva, A. P. and Costa, S. C.;
Trans JWRI, v.10, n.01, p. 39-45. 2008, Otimização do processo de soldagem com
[4] Dutra, J.C; Marques, C.; Silva, R.H.G.; eletrodo tubular através da análise da geometria do
2012;Interpretative Agreements and Disagreements cordão de solda. Soldagem & Inspeção, v.13(2): 118-
in the inter-relationships of the variables of the pulsed 127.
current applied to the aluminum wire 4043, [17] Sapakal, S.V. andTelsang, M.T., 2012;
Soldagem e Inspeção, v.17(3): 201-209. ParametricOptimizationof MIG Weldingusing
[5] Grad, L.; et al.; 2004 Feasibility study of acoustic Taguchi Design
signals for on-line monitoring in short circuit gas Method,InternationalJournalofAdvancedEngineering
metal arc welding. International Journal of Machine ResearchandStudies; v.I(IV):28-30
Tools & Manufacture, v.44: 555–561. [18] Starling, C.M.D.; Modenesi, P.J.; 2005; Avaliação da
[6] Kim, Y-S; Eagar, T.W.; 1993, Analysis of Metal velocidade de fusão do arame na soldagem FCAW
Transfer in Gas Metal Arc Welding, Welding com eletrodo negativo. Soldagem e Inspeção,
Journal, v. 72 (6): 269-278. v.10(1): 31-37.
[7] Kumar, V; 2014, Optimization of Weld Bead Width [19] Thakur, A.G.; Nandedkar, V.M.; 2010, Application
in Tungsten Inert Gas Welding of Austenitic of Taguchi method to determine resistance spot
Stainless Steel Alloy; American Journal of welding conditions of austenitic stainless steel AISI
Mechanical Engineering, v.2(2): 50-53. 304, Journal of Scientific & Industrial Research;
[8] Lima, A.C.; Ferraresi, V.A.; 2006, Estudos dos v.69: 680-683.
modos de transferência metálica de umarame tubular [20] Wang, W.; Liu, S.; Jones, J.E.; 1995, Flux Cored Arc
autoprotegido com variação na distância bico de Welding: Arc Sinals, Processing and Metal Transfer
contato-peça. Soldagem e Inspeção,v.11(3): 164-172. Characterization. Welding Journal, Welding Research
[9] Lopera, J.E.P.; Ramos, E.G.; Carvalho, G.C.; Alfaro, Supplement; v.74 (11): 369s-377s
S.C.A. ; 2011, Uso da técnica de perfilografia para
www.ijaers.com Page | 157
S-ar putea să vă placă și
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- Beef Cattle Farmers' Economic Behavior in The Minahasa Tenggara Regency, IndonesiaDocument7 paginiBeef Cattle Farmers' Economic Behavior in The Minahasa Tenggara Regency, IndonesiaIJAERS JOURNALÎncă nu există evaluări
- The Economic Impact of Coronavirus Disease (COVID-19) : A Study On Tourism Indicators in The Kingdom of Saudi ArabiaDocument4 paginiThe Economic Impact of Coronavirus Disease (COVID-19) : A Study On Tourism Indicators in The Kingdom of Saudi ArabiaIJAERS JOURNALÎncă nu există evaluări
- Facing Dengue and Malaria As A Public Health Challenge in BrazilDocument6 paginiFacing Dengue and Malaria As A Public Health Challenge in BrazilIJAERS JOURNALÎncă nu există evaluări
- Climatic Rhythms and Prevalence of Malaria in The Municipality of Sinende in Northern BeninDocument8 paginiClimatic Rhythms and Prevalence of Malaria in The Municipality of Sinende in Northern BeninIJAERS JOURNALÎncă nu există evaluări
- Business Logistics and The Relationship With Organizational SuccessDocument4 paginiBusiness Logistics and The Relationship With Organizational SuccessIJAERS JOURNALÎncă nu există evaluări
- The Economic Impact of Coronavirus Disease (COVID-19) : A Study On Tourism Indicators in The Kingdom of Saudi ArabiaDocument4 paginiThe Economic Impact of Coronavirus Disease (COVID-19) : A Study On Tourism Indicators in The Kingdom of Saudi ArabiaIJAERS JOURNALÎncă nu există evaluări
- Enhancing Cybersecurity: The Power of Artificial Intelligence in Threat Detection and PreventionDocument6 paginiEnhancing Cybersecurity: The Power of Artificial Intelligence in Threat Detection and PreventionIJAERS JOURNALÎncă nu există evaluări
- Impacts On The Mental Health of Professionals in A Prisonal System in Alagoas During The Covid-19 PandemicDocument7 paginiImpacts On The Mental Health of Professionals in A Prisonal System in Alagoas During The Covid-19 PandemicIJAERS JOURNALÎncă nu există evaluări
- Constructed Wetlands: Technology For Removing Drug Concentration From WaterDocument12 paginiConstructed Wetlands: Technology For Removing Drug Concentration From WaterIJAERS JOURNALÎncă nu există evaluări
- Study of The Extraction Process of The Pleurotus Citrinopileatus Mushroom and Evaluation of The Biological Activity of The ExtractDocument8 paginiStudy of The Extraction Process of The Pleurotus Citrinopileatus Mushroom and Evaluation of The Biological Activity of The ExtractIJAERS JOURNALÎncă nu există evaluări
- Breastfeeding and Factors Associated With The Prevention of Childhood Obesity: An Integrative Literature ReviewDocument16 paginiBreastfeeding and Factors Associated With The Prevention of Childhood Obesity: An Integrative Literature ReviewIJAERS JOURNALÎncă nu există evaluări
- Analysis of The Thermal Behavior of Masonry Concrete Block With Internal Natural Element CoatingDocument11 paginiAnalysis of The Thermal Behavior of Masonry Concrete Block With Internal Natural Element CoatingIJAERS JOURNALÎncă nu există evaluări
- Childhood/ Pediatric Cancer: Nursing Care in Oncopediatrics With A Central Focus On HumanizationDocument12 paginiChildhood/ Pediatric Cancer: Nursing Care in Oncopediatrics With A Central Focus On HumanizationIJAERS JOURNALÎncă nu există evaluări
- Associativism As Strategy of Reaching Territorial Rights, Programs, Projects and Public Policies of Rural Development: The Case of The São Francisco Do Mainã Community, Manaus, AMDocument9 paginiAssociativism As Strategy of Reaching Territorial Rights, Programs, Projects and Public Policies of Rural Development: The Case of The São Francisco Do Mainã Community, Manaus, AMIJAERS JOURNALÎncă nu există evaluări
- Morphometric Analysis of The Ekole River As A Consequence of Climate Change: A Case Study in Yenagoa, Bayelsa State, NigeriaDocument9 paginiMorphometric Analysis of The Ekole River As A Consequence of Climate Change: A Case Study in Yenagoa, Bayelsa State, NigeriaIJAERS JOURNALÎncă nu există evaluări
- Morphometric Analysis of The Ekole River As A Consequence of Climate Change: A Case Study in Yenagoa, Bayelsa State, NigeriaDocument9 paginiMorphometric Analysis of The Ekole River As A Consequence of Climate Change: A Case Study in Yenagoa, Bayelsa State, NigeriaIJAERS JOURNALÎncă nu există evaluări
- VCO Rancidity Analysis Refers To Fermentation Time That Produced by Gradual Heating MethodDocument6 paginiVCO Rancidity Analysis Refers To Fermentation Time That Produced by Gradual Heating MethodIJAERS JOURNAL100% (1)
- Water Quality Assessment Using GIS Based Multi-Criteria Evaluation (MCE) and Analytical Hierarchy Process (AHP) Methods in Yenagoa Bayelsa State, NigeriaDocument11 paginiWater Quality Assessment Using GIS Based Multi-Criteria Evaluation (MCE) and Analytical Hierarchy Process (AHP) Methods in Yenagoa Bayelsa State, NigeriaIJAERS JOURNALÎncă nu există evaluări
- Design and Building of Servo Motor Portable Coconut Peller MachineDocument5 paginiDesign and Building of Servo Motor Portable Coconut Peller MachineIJAERS JOURNALÎncă nu există evaluări
- Komla Uwolowudu Amegna: International Journal of Advanced Engineering Research and Science (IJAERS)Document9 paginiKomla Uwolowudu Amegna: International Journal of Advanced Engineering Research and Science (IJAERS)IJAERS JOURNALÎncă nu există evaluări
- Sociodemographic and Clinical Profile of Women With Uterine Cervical Cancer Attended in An Oncological Hospital in The State of Acre, BrazilDocument9 paginiSociodemographic and Clinical Profile of Women With Uterine Cervical Cancer Attended in An Oncological Hospital in The State of Acre, BrazilIJAERS JOURNALÎncă nu există evaluări
- Process Sequence Optimization and Structural Analysis of Nanoscale Heterostructure Using Compound Semiconductors AlAsSb/In0.59Ga0.41As/GaAs0.53Sb0.47Document5 paginiProcess Sequence Optimization and Structural Analysis of Nanoscale Heterostructure Using Compound Semiconductors AlAsSb/In0.59Ga0.41As/GaAs0.53Sb0.47IJAERS JOURNALÎncă nu există evaluări
- Multiprofessional Care For A Patient With Gestational DiabetesDocument12 paginiMultiprofessional Care For A Patient With Gestational DiabetesIJAERS JOURNALÎncă nu există evaluări
- Humanization in Undergraduate Medical Education: The Brazilian Learner's PerspectiveDocument12 paginiHumanization in Undergraduate Medical Education: The Brazilian Learner's PerspectiveIJAERS JOURNALÎncă nu există evaluări
- Does Blended Learning Approach Affect Madrasa Students English Writing Errors? A Comparative StudyDocument12 paginiDoes Blended Learning Approach Affect Madrasa Students English Writing Errors? A Comparative StudyIJAERS JOURNALÎncă nu există evaluări
- Association of Bacterial Vaginosis To Atypia in Squamous Cells of The CervixDocument15 paginiAssociation of Bacterial Vaginosis To Atypia in Squamous Cells of The CervixIJAERS JOURNALÎncă nu există evaluări
- Mining and Its Impacts On Environment and Health With Special Reference To Ballari District, Karnataka, IndiaDocument7 paginiMining and Its Impacts On Environment and Health With Special Reference To Ballari District, Karnataka, IndiaIJAERS JOURNALÎncă nu există evaluări
- Modeling of Geological and Geophysical Data, Onshore Field of Potiguar Basin, Northeastern BrazilDocument5 paginiModeling of Geological and Geophysical Data, Onshore Field of Potiguar Basin, Northeastern BrazilIJAERS JOURNALÎncă nu există evaluări
- Assessment of The Risk of Cardiovascular Diseases and Its Relationship With Heart Rate Variability in Physically Active and Sedentary IndividualsDocument13 paginiAssessment of The Risk of Cardiovascular Diseases and Its Relationship With Heart Rate Variability in Physically Active and Sedentary IndividualsIJAERS JOURNALÎncă nu există evaluări
- The Psychologist's Role in The Process of Listening To Children Victims of Sexual Violence in Legal ProceedingsDocument8 paginiThe Psychologist's Role in The Process of Listening To Children Victims of Sexual Violence in Legal ProceedingsIJAERS JOURNALÎncă nu există evaluări
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- FBXCVSDZX H AIATS For Olympiads 2024 - Class IXDocument22 paginiFBXCVSDZX H AIATS For Olympiads 2024 - Class IXAtul KunduÎncă nu există evaluări
- Comparison of Oman Seismic Code For Buildings With International CounterpartsDocument12 paginiComparison of Oman Seismic Code For Buildings With International CounterpartskarlÎncă nu există evaluări
- Lado SaraiDocument4 paginiLado SaraiJagat PapaÎncă nu există evaluări
- The NickB Method - 'Averaging 100 Pips A Week On GBPJPY'Document42 paginiThe NickB Method - 'Averaging 100 Pips A Week On GBPJPY'Tawau Trader100% (1)
- Tarot Spreads CollectionDocument55 paginiTarot Spreads CollectionNhi Hoang Bao Thai100% (19)
- 2011 Lecture 4b Ecosystem Dynamics IIDocument33 pagini2011 Lecture 4b Ecosystem Dynamics IIJohn Zephyr TyskaÎncă nu există evaluări
- NRS EZ0302 StandardSpecificationDocument40 paginiNRS EZ0302 StandardSpecificationArifÎncă nu există evaluări
- Progress Test 1A: GrammarDocument5 paginiProgress Test 1A: Grammarlich dinhÎncă nu există evaluări
- درجة تضمين مهارات الاقتصاد المعرفي في مقررات الدراسات الاجتماعية للمرحلة الابتدائية بالمملكة العربية السعوديةDocument26 paginiدرجة تضمين مهارات الاقتصاد المعرفي في مقررات الدراسات الاجتماعية للمرحلة الابتدائية بالمملكة العربية السعوديةAbdallah HamedÎncă nu există evaluări
- Operations On StringDocument12 paginiOperations On StringyaswanthbusireddyÎncă nu există evaluări
- EXP4Document13 paginiEXP4hello123Încă nu există evaluări
- ILC-single Line Volumetric SystemDocument74 paginiILC-single Line Volumetric Systemfahmi derbel100% (1)
- Galois Connections and ApplicationsDocument511 paginiGalois Connections and ApplicationsFrancisco CruzÎncă nu există evaluări
- Part M Subpart F MOM 10102008 2Document20 paginiPart M Subpart F MOM 10102008 2viktorÎncă nu există evaluări
- Methodology For BA Political Science - 0Document5 paginiMethodology For BA Political Science - 0faizÎncă nu există evaluări
- Flood Frequency Analysis 1Document34 paginiFlood Frequency Analysis 1annashiyoÎncă nu există evaluări
- L&T Gate Globe Check Valves API 600Document24 paginiL&T Gate Globe Check Valves API 600Gaurav BedseÎncă nu există evaluări
- Environmental Management SystemDocument9 paginiEnvironmental Management SystemVICKY BALAYANÎncă nu există evaluări
- Linear RegressionDocument967 paginiLinear RegressionPeuli DasÎncă nu există evaluări
- Picospritzer ManualDocument17 paginiPicospritzer ManualLívea GodoyÎncă nu există evaluări
- Summative Test-Climate Grade 9Document1 paginăSummative Test-Climate Grade 9Sabrina Lavega67% (3)
- Liebert Services Overview BrochureDocument8 paginiLiebert Services Overview Brochurejuan guerreroÎncă nu există evaluări
- INOKSAN - Hood AirflowDocument6 paginiINOKSAN - Hood AirflowJaffar AliÎncă nu există evaluări
- 5 CE 517 - F21 - Kenpave-Nonlinear-EampleDocument15 pagini5 CE 517 - F21 - Kenpave-Nonlinear-EampleMohamed Imbarek EsekbiÎncă nu există evaluări
- COVID-19 Weekly Report: Oregon's Weekly Surveillance Summary Novel Coronavirus (COVID-19)Document8 paginiCOVID-19 Weekly Report: Oregon's Weekly Surveillance Summary Novel Coronavirus (COVID-19)KGW NewsÎncă nu există evaluări
- Soal Usbn Kelas Xii Bahasa InggrisDocument80 paginiSoal Usbn Kelas Xii Bahasa InggrisDANKÎncă nu există evaluări
- Non-Relativistic Limit of The Dirac EquationDocument3 paginiNon-Relativistic Limit of The Dirac EquationFelipe HortzÎncă nu există evaluări
- San 310CTRDocument2 paginiSan 310CTRNguyễn Hồng NamÎncă nu există evaluări
- HFY3-3690-00-ELE-ITP-0001 - 0 ITP For Electrical Inspection and Test PlanDocument97 paginiHFY3-3690-00-ELE-ITP-0001 - 0 ITP For Electrical Inspection and Test PlanAmmar AlkindyÎncă nu există evaluări
- Delhi Public School Bangalore North ACADEMIC SESSION 2022-2023 Class - ViiiDocument28 paginiDelhi Public School Bangalore North ACADEMIC SESSION 2022-2023 Class - Viiiharahej45Încă nu există evaluări