S-ar putea să vă placă și
- Document Presentation TMI StructureDocument17 paginiDocument Presentation TMI StructureMEONEÎncă nu există evaluări
- Chapitre 0Document19 paginiChapitre 0Jesuis ContentÎncă nu există evaluări
- Sureté de Fonctionnement Etude D Un Pont Roulant - PDF - Copie PDFDocument20 paginiSureté de Fonctionnement Etude D Un Pont Roulant - PDF - Copie PDFMoïse GuilavoguiÎncă nu există evaluări
- FC Réf - Activités Compétences Evaluation R.484 Cat2Document10 paginiFC Réf - Activités Compétences Evaluation R.484 Cat2Azzeddine VitryoÎncă nu există evaluări
- Prise en Main AutocadDocument15 paginiPrise en Main AutocadAkimBiÎncă nu există evaluări
- 5 MBDA LD Composites CND Thermographie Infrarouge PDFDocument20 pagini5 MBDA LD Composites CND Thermographie Infrarouge PDFjermane aliÎncă nu există evaluări
- 7302827Document41 pagini7302827darouichÎncă nu există evaluări
- E32 - Diagnostic Sur Systeme MecaniqueDocument13 paginiE32 - Diagnostic Sur Systeme MecaniquePhilips TvÎncă nu există evaluări
- Maf 2013 PDFDocument20 paginiMaf 2013 PDFPAUL20 BORTOLUSSIÎncă nu există evaluări
- AutoCAD PolyDocument44 paginiAutoCAD PolyMustaph engÎncă nu există evaluări
- Fabrication D - Un Banc Hydro PDFDocument7 paginiFabrication D - Un Banc Hydro PDFKhalil Frikha100% (1)
- Matière Et Rayonnement ExposéDocument25 paginiMatière Et Rayonnement ExposémenguyÎncă nu există evaluări
- Thème2 - L'ascenseur SocialDocument20 paginiThème2 - L'ascenseur SocialMme et Mr LafonÎncă nu există evaluări
- TP 1 18Document6 paginiTP 1 18Rimas InconueÎncă nu există evaluări
- Types de Flux 2Document9 paginiTypes de Flux 2Zied KtariÎncă nu există evaluări
- Stage en Entreprise Du 10 Septembre 2019 Au 31 Octobre 2019: Licence Professionnelle Département D'usinageDocument19 paginiStage en Entreprise Du 10 Septembre 2019 Au 31 Octobre 2019: Licence Professionnelle Département D'usinageNKELETELA sephoraÎncă nu există evaluări
- Cotes Sur Piges PrerequisDocument3 paginiCotes Sur Piges PrerequisMakrem CherifÎncă nu există evaluări
- Grille Inspection Plate Forme Elevatrice 1 2Document1 paginăGrille Inspection Plate Forme Elevatrice 1 2karijosephÎncă nu există evaluări
- 001 Themes de Recherche Maintenance Des Equipements de PlasturgieDocument1 pagină001 Themes de Recherche Maintenance Des Equipements de PlasturgieDhia Eddine Ben Youssef100% (1)
- ch1 Representation Symbolique-RégDocument4 paginich1 Representation Symbolique-RégBladi AhlaÎncă nu există evaluări
- Elem Techno PDFDocument44 paginiElem Techno PDFnicolasÎncă nu există evaluări
- Aide Mémoire STS Construction MétalliqueDocument23 paginiAide Mémoire STS Construction Métalliquedjfeghali100% (1)
- Seance 04 Cours Gestion Projet S6Document38 paginiSeance 04 Cours Gestion Projet S6coordinateurlpa coordinateurlpaÎncă nu există evaluări
- TP Ndeg1 TournageDocument14 paginiTP Ndeg1 TournageRahim armadÎncă nu există evaluări
- Bac Pro Technicien en Chaudronnerie Industrielle - Referentiels Du Diplome 0 PDFDocument86 paginiBac Pro Technicien en Chaudronnerie Industrielle - Referentiels Du Diplome 0 PDFtagne simo rodrigueÎncă nu există evaluări
- Notice D Utilisation Et de Maintenance Des Convoyeurs A Bandes ElcomDocument37 paginiNotice D Utilisation Et de Maintenance Des Convoyeurs A Bandes ElcomBilal MasaoudiÎncă nu există evaluări
- 12 VerinsDocument10 pagini12 VerinsSeVILLA8DzÎncă nu există evaluări
- Soulaima Kheder TP FraisageDocument8 paginiSoulaima Kheder TP Fraisagesoulaima khederÎncă nu există evaluări
- MRPDocument9 paginiMRPAyoub SoufmaneÎncă nu există evaluări
- DRCermex Convoyeur TPDocument5 paginiDRCermex Convoyeur TPSylla Boyz100% (1)
- Mod.32 Dépanner Une Instalation Hydr.Document11 paginiMod.32 Dépanner Une Instalation Hydr.Sarra ChoucheneÎncă nu există evaluări
- E80150fr PDFDocument60 paginiE80150fr PDFabdelkader benabdallahÎncă nu există evaluări
- Cours Thrmo PajaniDocument157 paginiCours Thrmo PajaniboulinaÎncă nu există evaluări
- Formation Autocad SupportDocument50 paginiFormation Autocad SupporthisokaÎncă nu există evaluări
- Contrôleur CNDDocument50 paginiContrôleur CNDSid BouhaÎncă nu există evaluări
- 3337 2mei TP Actionneur Moteur AsynchroneDocument9 pagini3337 2mei TP Actionneur Moteur AsynchroneHamza ChorabjiÎncă nu există evaluări
- MemoiremagasinierscaristesdehlingerDocument31 paginiMemoiremagasinierscaristesdehlingerBilel WalhaÎncă nu există evaluări
- TD - Etude Groupehydrau EcolpapDocument3 paginiTD - Etude Groupehydrau EcolpapHatem LaajiliÎncă nu există evaluări
- TP N7-RayonnementDocument8 paginiTP N7-RayonnementFériel LchÎncă nu există evaluări
- ELECTROVANNEDocument3 paginiELECTROVANNEyoyo2304100% (1)
- Mpi 300Document64 paginiMpi 300youri59490100% (1)
- La Planification Des ExpériencesDocument20 paginiLa Planification Des Expériencesnour04100% (2)
- GNR Formateur EgeDocument246 paginiGNR Formateur EgeurletdespartanÎncă nu există evaluări
- 3 D Equipment Slides FRDocument39 pagini3 D Equipment Slides FRSara AmsidderÎncă nu există evaluări
- Maintenance MonospaceDocument24 paginiMaintenance MonospaceAurélien DRICOTÎncă nu există evaluări
- WWW - Profilex.be Convoyeurs FR PDFDocument87 paginiWWW - Profilex.be Convoyeurs FR PDFlamiabejaouiÎncă nu există evaluări
- Cours Be PDFDocument85 paginiCours Be PDFAnonymous yEN81lGwLaÎncă nu există evaluări
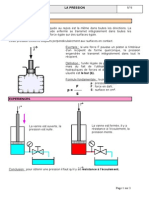
- La PressionDocument3 paginiLa Pressionyouri59490Încă nu există evaluări
- Techniques de Mesure Et de Contrôle PDFDocument10 paginiTechniques de Mesure Et de Contrôle PDFZackaria El IdrissiÎncă nu există evaluări
- Typologie Des Syst+¿mes de ProductionDocument17 paginiTypologie Des Syst+¿mes de ProductionAchraf WeslatiÎncă nu există evaluări
- Chapitre 6 Maintenance Productive Totale TPMDocument8 paginiChapitre 6 Maintenance Productive Totale TPMSalem OmriÎncă nu există evaluări
- GdHI-V5 916Document4 paginiGdHI-V5 916Flexi Soufiane100% (1)
- Copie de HydrauliqueDocument27 paginiCopie de HydrauliqueNafaa DahmaneÎncă nu există evaluări
- Merged 20200621 021907Document52 paginiMerged 20200621 021907Serge bonel DafonsecaÎncă nu există evaluări
- T.P 02 (V2) D.TDocument4 paginiT.P 02 (V2) D.TMrnadhir MecaniqueÎncă nu există evaluări
- Chap 3 Planification Des Besoins en ComposantsDocument8 paginiChap 3 Planification Des Besoins en ComposantsMouaadh SassiÎncă nu există evaluări
- MRP Résumé Bac ProDocument5 paginiMRP Résumé Bac Proyassine1900Încă nu există evaluări
- Groupe N°13 - Technologie D'optimisation de La ProductionDocument12 paginiGroupe N°13 - Technologie D'optimisation de La ProductionOverDoc80% (5)
- Cours OGP Chapitre1Document5 paginiCours OGP Chapitre1Firas AjmiÎncă nu există evaluări
- Chapitre IV - MRP-2019Document62 paginiChapitre IV - MRP-2019yassinÎncă nu există evaluări
- Programmation de Machines Outils À Commande NumériqueDocument86 paginiProgrammation de Machines Outils À Commande NumériqueAlaa Eddine Radh81% (27)
- Aide Memoire Tuyauterie - CompletDocument62 paginiAide Memoire Tuyauterie - CompletMars7695% (121)
- Introduction À La Gestion IndustrielleDocument31 paginiIntroduction À La Gestion IndustrielleImane BenrahmouneÎncă nu există evaluări
- Gestion Des Opérations CHAP IDocument81 paginiGestion Des Opérations CHAP IAhmed Souissi100% (2)
- Livre Blanc SsiapDocument20 paginiLivre Blanc SsiapraymondÎncă nu există evaluări
- Livre Blanc SsiapDocument20 paginiLivre Blanc SsiapraymondÎncă nu există evaluări
- Fabrication Assistée Par OrdinateurDocument89 paginiFabrication Assistée Par OrdinateurAlaa Eddine Radh93% (14)
- Maintenance Generalites PDFDocument54 paginiMaintenance Generalites PDFnarimeneÎncă nu există evaluări
- Guide Logistique UrbaineDocument108 paginiGuide Logistique Urbainewiki2dÎncă nu există evaluări
- CIRCUITS PNEUMATIQUES Conception Et MaintenanceDocument62 paginiCIRCUITS PNEUMATIQUES Conception Et MaintenanceOliver Twiste88% (8)
- Gestion Des Opérations CHAP IDocument81 paginiGestion Des Opérations CHAP IAhmed Souissi100% (2)
- A La Decouverte de L'artDocument16 paginiA La Decouverte de L'artLazennec100% (3)
- IAAT Outils Collecte Veille PDFDocument9 paginiIAAT Outils Collecte Veille PDFnarimeneÎncă nu există evaluări
- La CertificationDocument19 paginiLa CertificationAzzedine Baka100% (1)
- PadletDocument5 paginiPadletapi-224553661Încă nu există evaluări
- L'impôt Sur Le RevenuDocument27 paginiL'impôt Sur Le RevenuBrahim TebbaâÎncă nu există evaluări
- Guide HemodialyseDocument79 paginiGuide HemodialysemecherguiÎncă nu există evaluări
- GaspillageDocument27 paginiGaspillageyngwie13100% (1)
- Isolation ThermiqueDocument73 paginiIsolation ThermiqueAZAH2006100% (3)
- Rapport D'activité de La CCI Martinique 2007Document20 paginiRapport D'activité de La CCI Martinique 2007TANIC EmileÎncă nu există evaluări
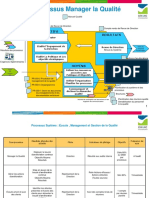
- Processus de Management PDFDocument6 paginiProcessus de Management PDFnarimeneÎncă nu există evaluări
- Programmation Evenementielle Net 2009 2Document53 paginiProgrammation Evenementielle Net 2009 2api-3740617100% (4)
- Programmation Evenementielle Net 2009 2Document53 paginiProgrammation Evenementielle Net 2009 2api-3740617100% (4)
- Reussir Entretien EmbaucheDocument15 paginiReussir Entretien Embauchesuccesplus100% (2)
- Recuperation Chaleur PerduDocument62 paginiRecuperation Chaleur Perdu_srobert_100% (4)
- Guide HemodialyseDocument79 paginiGuide HemodialysemecherguiÎncă nu există evaluări
- Notions de Sécurité Des Réseaux InformatiquesDocument60 paginiNotions de Sécurité Des Réseaux Informatiquesadnaneadnane100% (1)
- Notions de Sécurité Des Réseaux InformatiquesDocument60 paginiNotions de Sécurité Des Réseaux Informatiquesadnaneadnane100% (1)
- Astuces InternetDocument96 paginiAstuces InternetjamalchessÎncă nu există evaluări
- Parole A L'improviste PDFDocument13 paginiParole A L'improviste PDFsuccesplus100% (1)
- Principes Du MerchandisingDocument11 paginiPrincipes Du MerchandisingSami AmirÎncă nu există evaluări
- Roles Des IncotermsDocument4 paginiRoles Des IncotermsPapa Hamadou DialloÎncă nu există evaluări
- Guide L Revision Des Comptes D'immobilisation L Tableau Des Mouvements v4Document34 paginiGuide L Revision Des Comptes D'immobilisation L Tableau Des Mouvements v4Formation ComptabiliteÎncă nu există evaluări
- Nouhaila Mouna Fin PfeDocument76 paginiNouhaila Mouna Fin PfeÑöûhå MöúñāÎncă nu există evaluări
- OnMap Visual-AnimationDocument2 paginiOnMap Visual-AnimationNomia_OnMapÎncă nu există evaluări
- Management de La QualitéDocument190 paginiManagement de La Qualitébenslimane moulay hfidÎncă nu există evaluări
- Specification Du Cac Chap 2Document48 paginiSpecification Du Cac Chap 2imane ramzyÎncă nu există evaluări
- 06 Aout 2021Document3 pagini06 Aout 2021Ahmed TAMOUÎncă nu există evaluări
- Présentation Du Projet Fin D'etudeDocument20 paginiPrésentation Du Projet Fin D'etudeJamaleddine JamaleddineÎncă nu există evaluări
- Cours Logistique Et Supply Chain DialogisDocument18 paginiCours Logistique Et Supply Chain Dialogisfatima bahÎncă nu există evaluări
- Exercice Part II DechetsDocument5 paginiExercice Part II DechetsWalid BouzidiÎncă nu există evaluări
- Approche Processus Et BPM Revision Avril 2022Document15 paginiApproche Processus Et BPM Revision Avril 2022abdel manaf ZAKARIÎncă nu există evaluări
- Exrcice 4.3 CaeDocument6 paginiExrcice 4.3 CaeBencherqi MhamedÎncă nu există evaluări
- Audit Des AchatsDocument109 paginiAudit Des AchatsAbderrahmane NaitouazizÎncă nu există evaluări
- Stocks TD N°2Document2 paginiStocks TD N°2zizouanmedÎncă nu există evaluări
- 3.3-ISO 9001 V 2018 Mbarki-ENCG-190316Document22 pagini3.3-ISO 9001 V 2018 Mbarki-ENCG-190316Oumaima CHAIERIÎncă nu există evaluări
- Gestion Des Approvisionnements ch4, 5, 6Document60 paginiGestion Des Approvisionnements ch4, 5, 6btissam BAGHDOUS100% (1)
- COURS AUDIT - Place Et Rôle Du Contrôle InterneDocument19 paginiCOURS AUDIT - Place Et Rôle Du Contrôle InterneIbtissam BelkacemÎncă nu există evaluări
- Chapitre 2: Principes Fondamentaux de Gestion Des ApprovisionnementsDocument8 paginiChapitre 2: Principes Fondamentaux de Gestion Des ApprovisionnementsfadouaÎncă nu există evaluări
- Exercices Gestion Des Stocks CorrigésDocument4 paginiExercices Gestion Des Stocks Corrigésٱلفتاة ٱلمشاغبة100% (1)
- Nakhla 2006Document14 paginiNakhla 2006Serp YelmazÎncă nu există evaluări
- A La Découverte de La Norme ISO 9001 2015Document40 paginiA La Découverte de La Norme ISO 9001 2015SBÎncă nu există evaluări
- Tableau Recapitulatif de Sous Traitance-2Document4 paginiTableau Recapitulatif de Sous Traitance-25tfzbfctv8Încă nu există evaluări
- Iatf AuditDocument12 paginiIatf AuditsaraÎncă nu există evaluări
- ICAM - TP1 - Medical Kit INTRODocument18 paginiICAM - TP1 - Medical Kit INTROSheryl EtendeÎncă nu există evaluări
- Grille Dvaluation Systme Qualit ISO 9001 2015Document16 paginiGrille Dvaluation Systme Qualit ISO 9001 2015Naceur Ouerghi100% (1)
- Animation Incoterms 2010 - 3 Slides Par PageDocument13 paginiAnimation Incoterms 2010 - 3 Slides Par PageKm SoroÎncă nu există evaluări
- 1.correction Exercice TABLEAU DE BORDDocument11 pagini1.correction Exercice TABLEAU DE BORDkerkeni100% (1)
- Regularisation Des Stocks PDFDocument9 paginiRegularisation Des Stocks PDFAchraf FadelÎncă nu există evaluări
- EX - SAP - JEUX DE TESTS MM XDocument13 paginiEX - SAP - JEUX DE TESTS MM Xsec 24Încă nu există evaluări