S-ar putea să vă placă și
- Optimized Skid Design For Compress Sor PackagesDocument5 paginiOptimized Skid Design For Compress Sor Packagessantosh kumarÎncă nu există evaluări
- Skid Design and AnalysisDocument4 paginiSkid Design and AnalysisBiswajeet PandaÎncă nu există evaluări
- Saddle AnalysisDocument17 paginiSaddle AnalysiscutefrenzyÎncă nu există evaluări
- Bollard Stress Analysis ReportDocument11 paginiBollard Stress Analysis Reportejim2Încă nu există evaluări
- API Spec ReviewDocument128 paginiAPI Spec ReviewmohantyomÎncă nu există evaluări
- Barracuda and Caratinga Crude Oil Fields ProductionDocument20 paginiBarracuda and Caratinga Crude Oil Fields Productionricky0201Încă nu există evaluări
- 5 - A9a SpecificationDocument4 pagini5 - A9a SpecificationPrasanta Kumar BeheraÎncă nu există evaluări
- Design and Analysis of Compressor Package Skid FrameDocument7 paginiDesign and Analysis of Compressor Package Skid FramezsmithÎncă nu există evaluări
- BOP Control Unit Sizing ADES With 13-5-8Document4 paginiBOP Control Unit Sizing ADES With 13-5-8Ajay Vikram SinghÎncă nu există evaluări
- Slug FlowDocument7 paginiSlug FlowharishtokiÎncă nu există evaluări
- Nozzle Load TableDocument20 paginiNozzle Load Tableyassinn95Încă nu există evaluări
- Pedestal Crane Data SheetDocument3 paginiPedestal Crane Data SheetPoncho RmzÎncă nu există evaluări
- Oil and Gas Processing Systems: Offshore Standard DNV-OS-E201Document51 paginiOil and Gas Processing Systems: Offshore Standard DNV-OS-E201TIZIANO CIVIDINOÎncă nu există evaluări
- Start-Up and Operations Report PDFDocument3 paginiStart-Up and Operations Report PDFdennis_ugarte100% (1)
- Approx. Weight ANSI - JPI ValvesDocument4 paginiApprox. Weight ANSI - JPI ValvesAnonymous 20VAruÎncă nu există evaluări
- Load CasesDocument8 paginiLoad Casestebodin_319100% (1)
- "Simplified Crane Data Sheet" - Api 2C 7'Th Edition - Fixed PlatformDocument1 pagină"Simplified Crane Data Sheet" - Api 2C 7'Th Edition - Fixed PlatformvuongÎncă nu există evaluări
- Yanbu: Export Refinery ProjectDocument7 paginiYanbu: Export Refinery ProjectJanakiraman MalligaÎncă nu există evaluări
- API 682 Accumulator Data SheetDocument1 paginăAPI 682 Accumulator Data SheetBhyrappaÎncă nu există evaluări
- Pressure Vessel Selection, Sizing and Troubleshooting Kolmetz Handbook of Process Equipment DesignDocument26 paginiPressure Vessel Selection, Sizing and Troubleshooting Kolmetz Handbook of Process Equipment Designazmil hadyÎncă nu există evaluări
- GL 007Document19 paginiGL 007444462Încă nu există evaluări
- Standard Specs 11 STD Spec For PSV Rev0Document14 paginiStandard Specs 11 STD Spec For PSV Rev0sumit kumarÎncă nu există evaluări
- P&IDs and PFDs Development GuidelineDocument55 paginiP&IDs and PFDs Development Guidelineh.h.hussein.f92Încă nu există evaluări
- Tips On Tensioning Anchor BoltsDocument2 paginiTips On Tensioning Anchor BoltsAnonymous TxhyGfÎncă nu există evaluări
- Standard SpecDocument21 paginiStandard Specwhosane10% (1)
- Mathcad - Grout Connection HSE RulesDocument3 paginiMathcad - Grout Connection HSE RulesRayodcÎncă nu există evaluări
- PSV Sizing OrificeDocument4 paginiPSV Sizing OrificeRupak PatilÎncă nu există evaluări
- 1 1515-30-S002 - Draft Specification For Reciprocating Compressors - Rev 4Document20 pagini1 1515-30-S002 - Draft Specification For Reciprocating Compressors - Rev 4rutuja100% (1)
- PIG Handling TrollyDocument1 paginăPIG Handling TrollyAnas Badar100% (1)
- GCMT 13 MS CN FLR 001 1 Jun Rev.2 Flare Stack CalculationDocument28 paginiGCMT 13 MS CN FLR 001 1 Jun Rev.2 Flare Stack CalculationMedyRiomaÎncă nu există evaluări
- Stored EnergyDocument38 paginiStored EnergySajid SattarÎncă nu există evaluări
- Vortex Excitation of Metal BellowsDocument8 paginiVortex Excitation of Metal BellowsMourad BenabderrahmaneÎncă nu există evaluări
- Ar166 208 260Document82 paginiAr166 208 260michaelxiaoÎncă nu există evaluări
- Structural Design Basis For Regas Platform TopsidesDocument62 paginiStructural Design Basis For Regas Platform Topsidesinnovativekarthi100% (1)
- Unloading Arm DatasheetDocument2 paginiUnloading Arm DatasheetbecpavanÎncă nu există evaluări
- Shaft AnalysisDocument28 paginiShaft Analysissaravan2015Încă nu există evaluări
- Yanbu: Export Refinery ProjectDocument8 paginiYanbu: Export Refinery ProjectJanakiraman MalligaÎncă nu există evaluări
- FEA Analysis For Hull MEG Storage Tank T-5601AB - Rev 01Document52 paginiFEA Analysis For Hull MEG Storage Tank T-5601AB - Rev 01jahiranazriÎncă nu există evaluări
- DNV 1996Document22 paginiDNV 1996ankeshkatochÎncă nu există evaluări
- Full Specs PNGMH02721 - REV2-design Basis PDFDocument765 paginiFull Specs PNGMH02721 - REV2-design Basis PDFNag Raj100% (1)
- Venture Global Calcasieu Pass, LLC Transcameron Pipeline, LLCDocument32 paginiVenture Global Calcasieu Pass, LLC Transcameron Pipeline, LLC1mmahoney100% (2)
- StrainerDocument2 paginiStrainerRanjithÎncă nu există evaluări
- Lifting Calculation REV ADocument1 paginăLifting Calculation REV APohn Myint HanÎncă nu există evaluări
- Optimized Skid Design For Compressor PackagesDocument9 paginiOptimized Skid Design For Compressor PackagesjdfdfererÎncă nu există evaluări
- A4 Structural Vibration and Ways To Avoid It ArticleDocument4 paginiA4 Structural Vibration and Ways To Avoid It Articlegiovanni1912Încă nu există evaluări
- Static & Dynamic LoadingDocument9 paginiStatic & Dynamic LoadingAnkush ThakurÎncă nu există evaluări
- Dynamic Design For AnchorsDocument44 paginiDynamic Design For AnchorshoustonhimselfÎncă nu există evaluări
- New Fatigue Provisions For The Design of Crane Runway GirdersDocument9 paginiNew Fatigue Provisions For The Design of Crane Runway Girdersdicktracy11Încă nu există evaluări
- Skid 543Document3 paginiSkid 543Agustin A.Încă nu există evaluări
- Design of Machine FoundationsDocument39 paginiDesign of Machine FoundationsErind MaciÎncă nu există evaluări
- Design of Structures and Foundations For Vibrating Machines PDFDocument39 paginiDesign of Structures and Foundations For Vibrating Machines PDFsaputrafrandy_958992Încă nu există evaluări
- Dynamic Design For Anchors PDFDocument55 paginiDynamic Design For Anchors PDFJeferson QuispeÎncă nu există evaluări
- Foundations For Vibrating Machines: Shamsher Prakash Vijay K. PuriDocument53 paginiFoundations For Vibrating Machines: Shamsher Prakash Vijay K. PuriAliÎncă nu există evaluări
- Zhong Design of Foundations For Large Dynamic Equipment in A High Seismic Region 2013 PDFDocument12 paginiZhong Design of Foundations For Large Dynamic Equipment in A High Seismic Region 2013 PDFasgharÎncă nu există evaluări
- AppNote 07 FPSO and Offshore PlatformsDocument4 paginiAppNote 07 FPSO and Offshore PlatformsRao MadepalliÎncă nu există evaluări
- Dynamic Analysis of Reciprocating Compressors On FPSO Topside ModulesDocument9 paginiDynamic Analysis of Reciprocating Compressors On FPSO Topside ModulesDushyant Varshney100% (1)
- Vibration Analysis in Reciprocating Compressors - Vassillaq Kacani, Ernst HuttarDocument8 paginiVibration Analysis in Reciprocating Compressors - Vassillaq Kacani, Ernst HuttarConradodaMatta0% (1)
- External PressureDocument22 paginiExternal PressureAbhijeet SahuÎncă nu există evaluări
- Pressure Vessel Report564Document84 paginiPressure Vessel Report564Anonymous GlYbhtWÎncă nu există evaluări
- Reinforced Concrete Buildings: Behavior and DesignDe la EverandReinforced Concrete Buildings: Behavior and DesignEvaluare: 5 din 5 stele5/5 (1)
- Changing OverclockingDocument7 paginiChanging Overclockingmario_gÎncă nu există evaluări
- PV Elite WebinarDocument24 paginiPV Elite WebinarAndrea Hank LattanzioÎncă nu există evaluări
- Natural Frequency in A 10 Story BuildingDocument21 paginiNatural Frequency in A 10 Story Buildingmario_gÎncă nu există evaluări
- 2007 Tanks EQSpectraDocument22 pagini2007 Tanks EQSpectraPrasad BarveÎncă nu există evaluări
- AutoPIPE TutorialDocument158 paginiAutoPIPE Tutorialmario_gÎncă nu există evaluări
- Simplified Seismic Analysis Procedures For Elevated TanksDocument19 paginiSimplified Seismic Analysis Procedures For Elevated TanksCesar Yoshio Sanchez HuchiyamaÎncă nu există evaluări
- 14 - 05 01 0221 PDFDocument8 pagini14 - 05 01 0221 PDFMikel IBÎncă nu există evaluări
- External Loads On Nozzles Dekker MethodDocument16 paginiExternal Loads On Nozzles Dekker Methodmario_gÎncă nu există evaluări
- Pressurized Mech Seals Piping PlansDocument9 paginiPressurized Mech Seals Piping PlanssachinumaryeÎncă nu există evaluări
- API 682 Dual Seal Design ConfigurationsDocument12 paginiAPI 682 Dual Seal Design Configurationsmario_gÎncă nu există evaluări
- Evolution of UBC and IBC Static Lateral ForceDocument5 paginiEvolution of UBC and IBC Static Lateral ForcexpertsteelÎncă nu există evaluări
- UBC97 Seismic Design PresentationDocument55 paginiUBC97 Seismic Design Presentationmario_gÎncă nu există evaluări
- The Kellogg Method ReloadedDocument1 paginăThe Kellogg Method ReloadedNathan BlackburnÎncă nu există evaluări
- EagleBurgmann - AP4-BKTE - E4 - API 682 4th Edition Piping Plans - EN - 30.05.2017Document68 paginiEagleBurgmann - AP4-BKTE - E4 - API 682 4th Edition Piping Plans - EN - 30.05.2017Saqib AminÎncă nu există evaluări
- Integral Equations and Their ApplicationsDocument385 paginiIntegral Equations and Their Applicationsjmlanwar100% (9)
- (Corrosion Reviews) Sulfidic Corrosion in Refineries - A ReviewDocument11 pagini(Corrosion Reviews) Sulfidic Corrosion in Refineries - A Reviewmario_g100% (1)
- Solitons and Chaos I. Antoniou and J. F. LambertDocument340 paginiSolitons and Chaos I. Antoniou and J. F. Lambertmario_gÎncă nu există evaluări
- Kellogg Equivalent Pressure Method For Piping FlangesDocument4 paginiKellogg Equivalent Pressure Method For Piping FlangesLucky Jaswal0% (1)
- Adrian Scarlat Soft Stories-An Appropriate Choice For Failure TheoryDocument6 paginiAdrian Scarlat Soft Stories-An Appropriate Choice For Failure Theorymario_g100% (1)
- 783 ModelingofduckfootsupportDocument1 pagină783 ModelingofduckfootsupportayoungaÎncă nu există evaluări
- Moisture in ConcreteDocument12 paginiMoisture in Concretemario_gÎncă nu există evaluări
- Ped Guidelines English v1.6Document263 paginiPed Guidelines English v1.6bartolomeperezÎncă nu există evaluări
- Raising A Storm - Cranes TodayDocument4 paginiRaising A Storm - Cranes Todaymario_gÎncă nu există evaluări
- 001 StabilityDocument12 pagini001 Stabilitymario_gÎncă nu există evaluări
- EN 14439 Increased Tower Crane Safety 2010 PDFDocument23 paginiEN 14439 Increased Tower Crane Safety 2010 PDFmario_gÎncă nu există evaluări
- MSN 1676Document112 paginiMSN 1676tuyenbsrÎncă nu există evaluări
- PVP2006-ICPVT-11-93732: Seismic Analysis of A Pressure VesselDocument8 paginiPVP2006-ICPVT-11-93732: Seismic Analysis of A Pressure Vesselmario_gÎncă nu există evaluări
- The ABC's of Nondestructive Weld ExaminationDocument11 paginiThe ABC's of Nondestructive Weld Examinationmario_gÎncă nu există evaluări
- 4301 L 2 - 2006Document23 pagini4301 L 2 - 2006Indra H BasriÎncă nu există evaluări
- Battioni MEC-SE ManualDocument21 paginiBattioni MEC-SE ManualchonubobbyÎncă nu există evaluări
- SKF Bearing PresentationDocument117 paginiSKF Bearing PresentationNieresh JeyarajakumarÎncă nu există evaluări
- 2.F2097Inspection MaintCheckList10302013Document66 pagini2.F2097Inspection MaintCheckList10302013ArisÎncă nu există evaluări
- TK2203 - 2nd AssignmentDocument2 paginiTK2203 - 2nd Assignmentharris fikrenÎncă nu există evaluări
- AGIP STD - Valves Specification SheetDocument1 paginăAGIP STD - Valves Specification Sheethalim_kaÎncă nu există evaluări
- 1.T3 SUREFIRE Double Interlock - Self ContainedDocument18 pagini1.T3 SUREFIRE Double Interlock - Self ContainedKnightspageÎncă nu există evaluări
- ICorr Presentation April 2020 FinalDocument25 paginiICorr Presentation April 2020 FinalBANNOUR OthmaneÎncă nu există evaluări
- 01 Hazim Awbi (University of Reading) Basic Concepts For Natural Ventilation of Buildings PDFDocument38 pagini01 Hazim Awbi (University of Reading) Basic Concepts For Natural Ventilation of Buildings PDFSamiYousifÎncă nu există evaluări
- Manual John Deere 244JDocument18 paginiManual John Deere 244JYoriel GuzmanÎncă nu există evaluări
- PSC AE QuestionsDocument9 paginiPSC AE QuestionsDipayan MisraÎncă nu există evaluări
- Screw Jack Calculations PDFDocument6 paginiScrew Jack Calculations PDFVero FeloÎncă nu există evaluări
- N54 Engine.: Aftersales Training - Product InformationDocument68 paginiN54 Engine.: Aftersales Training - Product InformationOmar Khaled Haggag100% (2)
- Ficha Cat Excavadorahidraulica 324DLDocument32 paginiFicha Cat Excavadorahidraulica 324DLAnthony Arturo Mestiza SalinasÎncă nu există evaluări
- Autoconer Automatic Winding MachineDocument8 paginiAutoconer Automatic Winding MachineAbhay KumarÎncă nu există evaluări
- JT Plants: PC LiquidsDocument2 paginiJT Plants: PC LiquidsJimenez ArgenisÎncă nu există evaluări
- Storz ConnectionsDocument2 paginiStorz ConnectionsSpinu DanielÎncă nu există evaluări
- Pleasant Street Hydraulic ManualDocument607 paginiPleasant Street Hydraulic ManualbadralislamÎncă nu există evaluări
- Electrical: TechnofanDocument55 paginiElectrical: TechnofanDouglas de OliveiraÎncă nu există evaluări
- fb4cnf 04pd PDFDocument16 paginifb4cnf 04pd PDFMarianela MasyRubiÎncă nu există evaluări
- Vabal /SF 12: Overcenter ValvesDocument2 paginiVabal /SF 12: Overcenter ValvesSachin RamadasanÎncă nu există evaluări
- Thermal Conductivity Using Searle's ApparatusDocument10 paginiThermal Conductivity Using Searle's ApparatusShlôkä Jõshï86% (7)
- Boilers. Test 2: # Choosed Answers Right AnswersDocument5 paginiBoilers. Test 2: # Choosed Answers Right AnswersYanaÎncă nu există evaluări
- Service Manual (09-12) Aire+ TRDocument35 paginiService Manual (09-12) Aire+ TRJoao50% (2)
- WRC 107 and WRC 297 Checking in Caesar IIDocument7 paginiWRC 107 and WRC 297 Checking in Caesar IIaap1Încă nu există evaluări
- Instructional Material PhysicsDocument52 paginiInstructional Material PhysicsLester GarciaÎncă nu există evaluări
- Buckling and Stability of ColumnsDocument49 paginiBuckling and Stability of ColumnsSalman ShabbirÎncă nu există evaluări
- Attachment - 2 - GA For Shop Fabricated Tanks PDFDocument3 paginiAttachment - 2 - GA For Shop Fabricated Tanks PDFShah Newaz KabirÎncă nu există evaluări
- Centroid - Centre of Gravity - Mechanical Engineering (MCQ) Questions and AnswersDocument5 paginiCentroid - Centre of Gravity - Mechanical Engineering (MCQ) Questions and AnswersNitik Kumar0% (1)
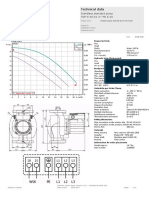
- BOMBAS PRIMARIAS - Data - Sheet - TOP-S - 40 - 10 - 3 - PN - 6 - 10Document1 paginăBOMBAS PRIMARIAS - Data - Sheet - TOP-S - 40 - 10 - 3 - PN - 6 - 10Sebastian FuentesÎncă nu există evaluări