S-ar putea să vă placă și
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Some Basic Concepts of Chemistry Shobhit NirwanDocument15 paginiSome Basic Concepts of Chemistry Shobhit NirwanBhavya Goyal XI Non med100% (1)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- Proctor Compaction TestDocument5 paginiProctor Compaction Testsanduni89% (28)
- Gasteiger-2003-Handbook of Chemoinformatics - F PDFDocument1.915 paginiGasteiger-2003-Handbook of Chemoinformatics - F PDFLuis OzÎncă nu există evaluări
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Din 1690Document7 paginiDin 1690saravananÎncă nu există evaluări
- Products DatabaseDocument104 paginiProducts DatabaseAlexÎncă nu există evaluări
- Photocolorimetry and SpectrophotometryDocument11 paginiPhotocolorimetry and SpectrophotometryRay Mondy100% (1)
- Biology Chapter 1 Federal Board PDFDocument46 paginiBiology Chapter 1 Federal Board PDFMshoaibÎncă nu există evaluări
- 5354 Greases 2010 03Document6 pagini5354 Greases 2010 03Gajendra SorenÎncă nu există evaluări
- General Science Questions and Answers With Tests For PracticeDocument3 paginiGeneral Science Questions and Answers With Tests For PracticeMohan Raj100% (1)
- Mozzarella From Bufelo MilkDocument56 paginiMozzarella From Bufelo MilkHARDIKÎncă nu există evaluări
- Pyrolysis of Waste Tires, A Modeling and Parameter Estimation Study Using Aspen Plus PDFDocument12 paginiPyrolysis of Waste Tires, A Modeling and Parameter Estimation Study Using Aspen Plus PDFJosé Miguel GonzálezÎncă nu există evaluări
- Melt and Stretch of Cheese PDFDocument12 paginiMelt and Stretch of Cheese PDFHARDIKÎncă nu există evaluări
- Cheese Making HouseholdDocument21 paginiCheese Making HouseholdHARDIKÎncă nu există evaluări
- Citrate Fermentation PDFDocument24 paginiCitrate Fermentation PDFHARDIKÎncă nu există evaluări
- Citrate Fermentation With Lactic Acid BacteriaDocument24 paginiCitrate Fermentation With Lactic Acid BacteriaHARDIKÎncă nu există evaluări
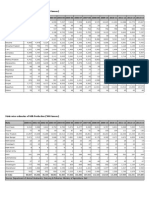
- State-Wise Estimates of Milk Production ('000 Tonnes)Document2 paginiState-Wise Estimates of Milk Production ('000 Tonnes)HARDIKÎncă nu există evaluări
- 001 - Shell Turbo Oil CC 32Document2 pagini001 - Shell Turbo Oil CC 32Irvan NandaÎncă nu există evaluări
- Antioxidant Capacity of Some Turkish Pomegranate Genotypes Grown in Siirt RegionDocument6 paginiAntioxidant Capacity of Some Turkish Pomegranate Genotypes Grown in Siirt RegioniajerÎncă nu există evaluări
- Boiler Water Treatment: Product InformationDocument1 paginăBoiler Water Treatment: Product InformationJunaid Jamil100% (1)
- Ashadeep Iit: Answer The Following Questions (1) 2)Document2 paginiAshadeep Iit: Answer The Following Questions (1) 2)Purab PatelÎncă nu există evaluări
- Pooml Ghting: Contract Collection 2010Document218 paginiPooml Ghting: Contract Collection 2010Lori ChiriacÎncă nu există evaluări
- Thermal Denitration of Ammonium Nitrate Solution in A Fluidized-Bed ReactorDocument10 paginiThermal Denitration of Ammonium Nitrate Solution in A Fluidized-Bed ReactorgauravÎncă nu există evaluări
- IAS Biology SB1 Practs CP1 StudentDocument3 paginiIAS Biology SB1 Practs CP1 StudentMahdeldien WaleedÎncă nu există evaluări
- Kids' Conditioners: INCI Name, Trade Name Weight % Weight % Function Product PropertiesDocument2 paginiKids' Conditioners: INCI Name, Trade Name Weight % Weight % Function Product Propertiesgabriel oliveira monteiroÎncă nu există evaluări
- Astm E77 14 2021Document7 paginiAstm E77 14 2021Paola Andrea Avendaño RiveraÎncă nu există evaluări
- The Student Work Experience Programme (SWEP) For 2019/2020 SessionDocument31 paginiThe Student Work Experience Programme (SWEP) For 2019/2020 SessionModesola Shoroye100% (1)
- Cours - Temperature Gradient PDFDocument2 paginiCours - Temperature Gradient PDFtarekhocineÎncă nu există evaluări
- EjemploDocument128 paginiEjemploviryi09Încă nu există evaluări
- Isolation of Acetylsalicylic AcidDocument4 paginiIsolation of Acetylsalicylic AcidPrince Pulvera100% (1)
- A26 193Document13 paginiA26 193Syarif HidayatÎncă nu există evaluări
- Water Vapor Capacity of AirDocument3 paginiWater Vapor Capacity of AirAhmed EldalyÎncă nu există evaluări
- Thermal Isolation of AccelerometersDocument4 paginiThermal Isolation of AccelerometersLake HouseÎncă nu există evaluări
- Experiment No. 4.1Document4 paginiExperiment No. 4.1Rianne Danielle CarsulaÎncă nu există evaluări
- Procedure Qualification Records (PQR)Document2 paginiProcedure Qualification Records (PQR)amine algÎncă nu există evaluări
- ME183 Lectures 1LE Problem Solving Pages 31-38Document8 paginiME183 Lectures 1LE Problem Solving Pages 31-38Paul RodgersÎncă nu există evaluări
- UL PresentationDocument18 paginiUL Presentationsethhcohen11Încă nu există evaluări