Documente Academic
Documente Profesional
Documente Cultură
3600NG04 Gomaco Curb & Gutter
Încărcat de
Juan AcostaDescriere originală:
Drepturi de autor
Formate disponibile
Partajați acest document
Partajați sau inserați document
Vi se pare util acest document?
Este necorespunzător acest conținut?
Raportați acest documentDrepturi de autor:
Formate disponibile
3600NG04 Gomaco Curb & Gutter
Încărcat de
Juan AcostaDrepturi de autor:
Formate disponibile
GT-3600 New Generation
CHAPTER IV SIDE MOUNTED BARRIER
SETUP
01 Content of Chapter
This chapter covers the instructions necessary for the
preparation of the machine and slipform mold for
pouring barrier wall on the left side of the machine.
The instructions for mounting the attachments and
pouring operations are also included. At the end of the
chapter are instructions for cleaning the machine at
the end of the pour. Some procedures pertain to
machines that are being assembled for the first time,
while others pertain to machines that may have been Adjust rear of sideplate
in service for some time. Disregard procedures that 001-1912
do not apply. All adjustments are recommended If the back of the barrier form is a straight edge
procedures only. Pay particular attention to all (parapet), measure the amount of exposed sideplate
Safety statements. below the main portion of the form on the front side,
after it has been set for the proper amount of exposed
02 Form Preparation surface. Adjust the sideplate on the back side of the
form until the amount of exposed sideplate below the
main portion of the form is the same as the front.
Make the measurement in line with the adjustment
bolts.
Adjust rear of sideplate
001-1911
Adjusting Standard Sideplates: Adjust the rear of
the sideplate on each side of the form to give the
proper amount of exposed vertical surface. Measure
Adjust front of sideplate
from the angled transition bend line to the bottom of 001-1913
the sideplate. Adjust the sideplate up or down with the Measure from the top of the sideplate to the bottom of
rear adjustment bolt. Lock the adjustment in place the angle iron on the side of the form, in line with the
when the proper measurement is attained. Make the rear adjustment bolt. Measure the distance from the
measurement in line with the adjustment bolt. top of the sideplate to the bottom of the angle iron on
the side of the form, in line with the front adjustment
Note: Sideplate adjustment is normally easier bolt. Adjust the front of the sideplate until the
with the form attached to the machine and raised measurement is the same as the rear.
off the ground.
Note: If pressure compensated sideplates are
installed on the form, refer to the Final Adjustment
section (section 09) for adjustment procedures.
G21 09/08/03 4-1
GT-3600 New Generation
Adjust Top Plate Adjust top at center
001-1916 001-1918
Adjusting the Top Plate: Place a straight edge, from Note the measurement at the rear of the form between
side to side, below the bottom rear edge of the the straight edge and the top plate. Move the straight
sideplates. Measure from the straight edge to the rear edge forward to the center set of adjusting bolts.
edge of the stainless top cap. This measurement Adjust the center of the top plate until it is
should be the same as the required height of the wall, approximately 1/4 inch (6 mm) above the rear of the
plus approximately 3/4 inch (19 mm) allowance for plate. Move the straight edge forward to the front set
slump. of adjusting bolts. Adjust the front of the plate until it is
approximately 1/2 inch (13 mm) above the rear of the
plate. Tighten all of the adjusting nuts securely.
Tighten the attaching bolts on both sides of the form
securely.
Adjust top of wall to proper slope
001-1917
To adjust the top plate, loosen the attaching bolts on
both sides of the form. Adjust the rear edge of the top
plate up or down with the adjusting bolts until the wall
is the correct height. Lock the nuts on the adjusting
bolts securely. Place a straight edge across the two
square tubes on the top of the form directly over the
rear of the top plate. Measure from the straight edge
down to the flat portion of the plate on each side. Adjust side stainless
001-1920
These measurements should normally be even. If not,
Stainless Trowel Adjustment: Adjust the stainless
adjust one side or the other as necessary.
trowel section on each side of the slipform mold so the
leading edge is approximately 1/8 inch (3 mm) outside
of the rear edge of the main form. Make the
adjustment at all adjustment points. Tighten the
adjustment nuts securely.
Place a 4 feet (1.2 m) straightedge from the rear of the
stainless trowel section, up into the main form in line
G21 09/08/03 4-2
GT-3600 New Generation
with one of the adjusting bolts. Adjust the rear of the
stainless until there is a 1/8 inch (3 mm) gap between
the rear edge of the main form and the straight edge.
Tighten the adjustment nuts securely. Do the same at
each set of adjustment bolts.
Install second vibrator
001-1923
If the wall is of the straight back (parapet) design, the
second vibrator is positioned in the underslung
Install vibrator in parapet wall base
(horizontal) manner when pouring over cage steel.
001-1921 The vibrator should be positioned in the back of the
Vibrator Installation: The first vibrator is installed in wall, as low as possible and still clear the steel by 1
the underslung (horizontal) manner with the tip inch (25 mm) (provided there is enough space).
centered in the width of the wall base if pouring
straight back (parapet) wall. Place the vibrator to one
side if pouring over cage steel making certain that
there is at least 1 inch (25 mm) of clearance between
the steel and the vibrator.
Install vibrators in barrier wall base Install third vibrator
001-1922 001-1924
If the wall is of the standard design, a second vibrator The third vibrator is installed in the underslung
can be installed in the right side of the form. The (horizontal) manner when pouring over cage steel.
vibrator should be installed in the underslung The vibrator should be positioned to the right (machine
(horizontal) manner. Position the left and right side) of the center vertical portion of the wall. The
vibrators with their tips 6 to 8 inches (150 to 200 mm) vibrator should be mounted in a higher position in
in from their respective sides. The tips should be relation to the second vibrator. The vibrator should
positioned 4 to 6 inches (100 to 150 mm) off the grade. clear the steel by a minimum of 1 inch (25 mm). If no
steel is being inserted into the wall, the vibrator can be
Place the vibrator to one side if pouring over cage installed with the tip pointing into the center of the
steel making certain that there is at least 1 inch (25 vertical portion of the wall.
mm) of clearance between the steel and the vibrator.
G21 09/08/03 4-3
GT-3600 New Generation
Refer to the vertical leg positioning section of the
standard setup chapter for instructions for
repositioning the track mounts vertically.
Install top vibrator
001-1925
The top vibrator is installed in the overslung (vertical)
manner with the tip tilted rearward slightly when
pouring over cage steel. The vibrator should be
centered in the throat opening of the wall top. Be Lateral leg position
certain that the tip will clear the steel by a minimum of 351
1 inch (25 mm). The top vibrator is installed in the Lateral Positioning: When pouring side mounted
same manner if no steel is being inserted. Tighten the barrier wall, the right front leg should normally be
mounting bolts and setscrews securely on all vibrators. extended to the maximum right (out) position. The left
front leg is normally positioned in the straight ahead
03 Positioning the Legs (center) position. The rear leg should be repositioned
as far to the left as possible. Refer to chapter 3 for
lateral positioning procedures.
04 Installing the Side Mount Assembly
When installing the side mounted barrier package it
will be necessary to remove the trimmerhead and
trimmerhead lift assembly. It will also be necessary to
remove the hold down assembly and the drawbar
assembly from the mold side shift beam.
Vertical leg position
349
! WARNING! !
WHEN ADJUSTING THE POSITION OF THE LEG,
DO NOT GET UNDER THE MACHINE, OR THE LEG,
DO NOT PLACE FINGERS IN HOLES TO CHECK
FOR ALIGNMENT. SEVERE INJURY, OR
AMPUTATION, COULD OCCUR IF THE LEG WERE
TO MOVE OR FALL. Disconnect Hydraulic Hoses
325
Vertical Positioning: The vertical positioning of the Notice: Do not place quick couplers in the case
track mounts will be determined by the height of the drain line. Excessive back pressure, caused by
wall. Normally, for side mounted barrier wall, the track quick couplers may cause trimmer gearbox seal
mounts are placed in the lowest position (position #1). failure.
G21 09/08/03 4-4
GT-3600 New Generation
To remove the trimmerhead, disconnect all hydraulic Note: It may be necessary to pivot the left front
hoses from the trimmerhead and place the protective leg and the right front leg to allow enough side
covers over/in the quick couplers to prevent dirt from clearance when backing away from the
entering the hydraulic system. Place a cap over the trimmerhead.
case drain line fitting to prevent dirt from entering the
hydraulic system. Lower each of the trimmerhead lift
legs enough to allow easy removal of the retainer nuts
on the J-bolts. Place blocking under the left front
corner of the trimmerhead and under the right hand
side of the trimmerhead mount assembly to support it
during removal from the machine.
Remove Trimmer Lift Mounts
360001
The trimmerhead lift mounts will need to be removed.
J-Bolt Removed Disconnect the hydraulic hoses and place the
327
protective covers over/in the quick couplers to prevent
dirt from entering the hydraulic system. Using a
suitable lifting device, remove the trimmerhead lift
mounts.
Rear Mount Removed
328
! WARNING! !
MAKE CERTAIN ALL PERSONNEL ARE CLEAR OF
THE MACHINE AND/OR ARE AWARE THAT THE
MACHINE IS MOVING. Remove Hold Down Assemblies
360004
Disconnect the hydraulic hoses and place the
Remove the J-bolts from the front mount bar on the
protective covers over/in the quick couplers to prevent
trimmerhead mount assembly. Remove the retainer
dirt from entering the hydraulic system. Using a
bolt, lock washer and flat washer from the rear mount
suitable lifting device, remove the hold down cylinder
and remove it from the rear mount bar on the
assembly from the side shift beam and set it aside, as
trimmerhead mount assembly. It may be necessary to
it will not be used in the side mount barrier set up.
raise or lower the rear leg of the machine a small
Remove the eight bolts attaching the hold down
amount to allow easy removal of the rear mount.
cylinder mounting bracket to the side shift beam and
Raise the machine high enough to clear all obstacles
set the mounting bracket aside.
and back away from the trimmerhead.
G21 09/08/03 4-5
GT-3600 New Generation
1 8
4
2
5
7
6
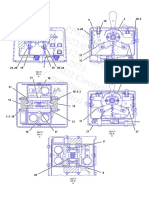
360268
Sidemount barrier assembly kit
360268 the trimmerhead lift mounting flanges on the machine
frame. Insert 3/4 X 2-1/2 inch (19 x 64 mm) bolts, lock
washers and nuts and tighten securely. Flat washers
are required on the slotted hole side of each hole.
Front Side Mount Bracket
360002
Using a suitable lifting device, raise the front mount Rear Side Mount Bracket
beam (number 1 in drawing 360268) and attach it to 360006
G21 09/08/03 4-6
GT-3600 New Generation
Using a suitable lifting device, lift the rear side mount 05 Mounting the Slipform Mold
beam (number 2 in drawing 360268) into place on the
mold side shift beam. Placing a flat washer over each
of the slotted holes, insert a 1/2 X 1-3/4 inch (13 x 45
mm) bolt, lock washer and nut and tighten securely. A
90 degree steel plate (number 3 in drawing 360268) is
attached to the front of the mold side shift beam above
the drawbar. Remove the appropriate mounting bolts
from the drawbar assembly and attach the mounting
plate to align with the bracket on the rear side mount
beam. Insert the bolts and tighten securely.
Note: It is not necessary to remove the drawbar
assembly from the mold side shift beam.
Mounting Barrier Form
360012
Mounting the Form: Place the slipform mold on a
relatively flat area. Coil the vibrator hoses and place
them into the form hopper. Move the machine into
position along side of the slipform mold. Raise, or
lower one side of the machine or the other so that the
mounts on the machine are parallel to the mounts on
the form. The top of the machine mounts should be
Front Barrier Side Mount Plate
360009 slightly lower than the top of the form mounts.
Using a suitable lifting device, attach the barrier side
mount plate (number 4 in drawing 360268) to the front
side mount bracket. Insert a 3/4 X 2 inch (19 x 51
mm) bolt, flat washer, lock washer and nut through
each of the slotted holes and tighten securely. Flat
washers are required on the slotted hole side of each
hole.
Attach the barrier side mount plate to the rear side
mount bracket. Insert a 3/4 X 2 inch (19 x 51 mm)
bolt, flat washer, lock washer and nut through each of
the slotted holes and tighten securely.
The barrier side mount plates should be parallel to
each other on the frame of the machine. Measure
between the barrier side mount plate and the side of
the machine frame. The measurement on the front
should be the same as the measurement on the rear Insert bolts in front mount
360013
mount. If not, adjust as necessary. The top of the
Slowly drive the machine forward, making sure that the
barrier side mount plates should also be parallel to
flange at the top of the form mount captures the
each other. Tighten all locking clamps securely.
machine mount. Continue moving the machine
forward until contact is made at the stop plate on the
front of the form mount to align the mounting holes.
Install the bolts, flat washers, lock washers and nuts
and tighten securely (flat washers go on slotted hole
side) on the front mount.
G21 09/08/03 4-7
GT-3600 New Generation
Install front stabilizing turnbuckle
360018
Install the front stabilizing turnbuckle between the lug
on the bottom of the front side mount bracket and the
lug on the front of the form, near the bottom.
Insert bolts in rear mount
360016
Install the bolts, flat washers, lock washers and nuts
on the rear mount and tighten securely (flat washers
go on slotted hole side).
Connecting Vibrator Quick Couplers
374
Thoroughly clean the quick couplers on the vibrator
drive hoses and bulkhead quick couplers to prevent
dirt from entering the hydraulic system. Connect the
vibrator drive hoses to the vibrator outlet quick
Install rear stabilizing turnbuckle couplers. It is recommended that the vibrators be
360017
Install the rear stabilizing turnbuckle (number 5 in connected in a consecutive order beginning with
drawing 360268) between the lug on the rear side number one at the top. Any vibrator outlet that does
mount bracket and the lug on the rear of the form, near not have a vibrator attached to it, must have the loop
the bottom. hose connected.
G21 09/08/03 4-8
GT-3600 New Generation
Attach the pivot mount to the pivot mount bracket
using a bolt and lock washer. Rotate the pivot mount
in the direction that the sensor arm will be facing.
Attach the rear pivot mount bracket and pivot mount in
the same manner.
Slide a sensor arm assembly into the pivot mount at
the front and rear of the machine. The front grade and
steer sensors should be aligned with the front of the
slipform mold. The rear grade and steer sensors
should be aligned near the stainless trowel section of
the mold. The number 2 grade and steer sensors are
not required for barrier or parapet wall operations.
Hydraulic Sideplate Hoses Connected Note: The grade sensors should never be located
360097
Connect the hydraulic sideplate control valve hoses (if to the right side of the slope sensor mounting
equipped) on the machine. Be sure to thoroughly location. The slope sensor is located in the
clean the quick couplers to prevent dirt from entering battery box on early model machines and is
the hydraulic system. located above the main hydraulic filter on current
model machines. The G21 controller will not
Notice: When removing the slipform mold, do not properly control the machine elevation when the
connect the hoses on the machine for the grade sensors are mounted to the right side of the
hydraulic sideplates together, or loss of lift slope sensor.
pressure will result.
Notice: Allow turning clearance for the track when
06 Preparing and Mounting the Conveyor positioning the sensors. Make certain that the
track can make a full turn without coming in
Refer to Chapter 3 Standard Setup for adjustment contact with the sensors or sensor arm. Severe
procedures to follow when preparing and mounting the damage can occur if contact is made.
conveyor.
07 Mounting the Sensors
Center Mount Stringline
Install pivot mount and bracket
360071
Attach the pivot mount bracket by clamping it around
the front sensor mount tube located under the machine
frame. The mount bracket may be adjusted closer to
either the left or right sides of the machine as required
for the guideline location. Tighten the bolts securely.
G21 09/08/03 4-9
GT-3600 New Generation
rear steering sensors are mounted in the same
manner.
The steering sensor wand should be attached to the
sensor hub, so that when the stop pin in the sensor
shaft is centered between the stops on the sensor, the
wand is at a 90° angle to the mounting bolt (vertical).
Tighten the attaching “thumbscrew” securely.
Note: All steer sensors and wands must be
installed in the same manner. If one sensor or
wand is facing the wrong direction according to the
calibrate settings in the G21 controller, it will work
backwards (see later).
Left Stringline
360022
Mount a sensor for elevation control to the mount on
the adjustable grade jack with the mounting bolt facing
forward or reverse and the sensor hub facing towards
the guideline. Mount the sensor so the top of it is level Left stringline sensor mount
360075
and tighten the mounting bolt securely. The front and Attach the pivot mount bracket by clamping it around
rear grade sensors are mounted in the same manner. the rear sensor arm extension tube. The extension
tube can be adjusted as needed to provide support to
The grade sensor wand is mounted with the round
the sensor arm to prevent flexing of the arm. Tighten
tube facing towards either the front of the machine and
the bolts securely. Attach the pivot mount to the pivot
pointing towards the guideline or; toward the rear of
mount bracket using a bolt and lock washer. Rotate
the machine and pointing towards the guideline. The
the pivot mount in the direction that the sensor arm will
wand should be attached, so that when the stop pin in
be facing. Attach the front pivot mount bracket and
the sensor shaft is centered between the stops on the
pivot mount in the same manner.
sensor, the wand is parallel to the mounting bolt
(horizontal). Tighten the attaching “thumbscrew” Slide a sensor arm assembly into the pivot mount at
securely. the front and rear of the machine. The front grade and
steer sensors should be aligned with the front of the
Note: All grade sensors and wands must be
slipform mold. The rear grade and steer sensors
installed in the same manner. If one sensor or
should be aligned near the stainless trowel section of
wand is facing the wrong direction according to the
the mold. The number 2 grade and steer sensors are
calibrate settings in the G21 controller, it will work
not required for barrier or parapet wall operations.
backwards (see later).
Mount a sensor for steering control to the square tube
mount with the mounting bolt facing away from the
stringline and the sensor hub towards either the front
or the rear. Mount the sensor so the top of it is level
and tighten the mounting bolt securely. The front and
G21 09/08/03 4-10
GT-3600 New Generation
Note: All steer sensors and wands must be
installed in the same manner. If one sensor or
wand is facing the wrong direction according to the
calibrate settings in the G21 controller, it will work
backwards (see later).
Sensors Connected to Bulkhead
385
Grade Sensor Mounted Connect the sensors to their respective plugs on the
360074
Mount a sensor for elevation control to the mount on bulkhead. Steering to the “steer” plugs, and grade
the adjustable grade jack with the mounting bolt facing sensors to the “grade” plugs.
forward and the sensor hub away from the side of the
machine. Mount the sensor so the top of it is level and Notice: When the sensors are disconnected, place
tighten the mounting bolt securely. The front and rear the dust caps over the electrical plugs to keep
grade sensors are mounted in the same manner. moisture and dirt out.
The grade sensor wand is mounted with the round
tube facing towards either the front of the machine
(same side as mounting bolt) and pointing towards the
side mounted form or; toward the rear of the machine
(same side as the cable) and pointing towards the side
mounted form. The wand should be attached, so that
when the stop pin in the sensor shaft is centered
between the stops on the sensor, the wand is parallel
to the mounting bolt (horizontal). Tighten the attaching
“thumbscrew” securely.
Note: All grade sensors and wands must be
installed in the same manner. If one sensor or Remove Counterweights and Adjust Spring Tension
387
wand is facing the wrong direction according to the
It is normally recommended to remove two of the
calibrate settings in the G21 controller, it will work
counterweight washers from the rear of the grade
backwards (see later).
wand, so only two remain.
Mount a sensor for steering control to the square tube
mount with the mounting bolt facing towards the
guideline and the sensor hub towards either the front
or the rear. Mount the sensor so the top of it is level Grade Wands Cycle Power!
and tighten the mounting bolt securely. The front and PUSH +/- Adjust
rear steering sensors are mounted in the same
manner. 031-0187
Grade sensor mode selection
The steering sensor wand should be attached to the 031-0187
sensor hub, so that when the stop pin in the sensor Depress the calibrate switch on the service panel and
shaft is centered between the stops on the sensor, the use the NEXT switch to scroll forward to the grade
wand is at a 90° angle to the mounting bolt (vertical). sensor mode. Use the slope adjust switches (+ or -) to
Tighten the attaching “thumbscrew” securely. change the mode to "GRADE WANDS = PULL" if the
round tube of the grade wand is on the same side as
the cable. If the round tube of the grade wand is on
G21 09/08/03 4-11
GT-3600 New Generation
the same side as the mounting bolt, change the mode tracks is controlled by the front steer sensor connected
to "GRADE WANDS = PUSH". to the front steer plug and the front steer control loops.
The steering of the rear track is controlled by the rear
Test the operation of the grade sensor wands by steer sensor connected to the rear steer plug and the
placing the sensors in automatic control on the G21 rear steer control loop.
controller. When the wand is moved above the
centered position, the machine should raise. If the 08 Preliminary Adjustments
machine operates in the wrong direction, change the
grade wand calibration to the opposite mode.
Steer Wands Cycle Power!
PUSH +/- Adjust
031-0188
Steer sensor mode selection
031-0188
Using the NEXT switch, scroll forward to the steer
sensor mode. Use the slope adjust switches (+ or -) to
change the mode to "STEER WANDS = PUSH" if the Leveling Mold with Machine Frame
round tube of the steer wand is facing forward. If the 360019
round tube of the steer wand is facing towards the rear Place a level across the frame of the machine (left to
of the machine change the mode to "STEER WANDS right). Using the grade or slope jog switches, manually
= PULL". level the machine from side to side. Stop the engine
or place the “servo lock” switch in the “on” position.
Place the level across the square tubes at the top of
the open front extension shroud. Adjust the front
stabilizing turnbuckle until the top front of the form is
Grade Mode Cycle Power! level. Secure the turnbuckle in place with the jam nut.
LGrd RSlope , +/- Adjust Place the level across the square tubes near the rear
of the form. Adjust the rear stabilizing turnbuckle until
360352 the top of the form is level. Secure the turnbuckle in
G21 panel for left grade, right slope place with the jam nut.
360352
To operate the machine with left hand grade control, Note: If the form does not have the open front
and right side slope control, depress the calibrate extension shroud, place the level on the top of the
switch. Scroll through the various displays until the front of the hopper to adjust the front turnbuckle.
elevation mode is displayed. Use the slope adjust
switches (+ or -) to change the mode to "L GR/R
SLOPE". After the appropriate grade and steering
mode settings are selected, depress the calibrate
switch to return to the main control panel display.
Note: The ignition switch or computer restart
switch must be turned off and back on before any
changes to the calibrate displays will be enabled.
The left front leg elevation is controlled by the left front
grade sensor connected to the left front grade plug,
and the left front elevation control loop. The rear leg
elevation is controlled by the rear grade sensor,
connected to the left rear grade plug, and the rear
elevation control loop. The right front leg elevation is Machine Set Over Cage Steel
001-1973
controlled by the slope sensor, and the right front
elevation control loop. The steering of both front
G21 09/08/03 4-12
GT-3600 New Generation
! WARNING! !
CONTACT WITH MOVING TRACKS CAN CAUSE
SERIOUS INJURY. BE CERTAIN THAT NO ONE IS
NEAR THE TRACK BEFORE MOVING IT. KEEP
HANDS, FEET AND LOOSE CLOTHING AWAY
FROM MOVING PARTS TO PREVENT SEVERE
INJURY.
If control of the machine is being taken from a
guideline on the left side, refer to the preliminary
Adjustment section of the Standard Set-Up chapter. If
the guideline is under the machine, move the machine
into position over the guideline. Steer the front or rear
of the machine left or right as necessary, until
approximately the same distance exists between the
guideline and the front of the form and the guideline
and the rear of the form. If pouring over cage steel,
the form should be parallel to and centered over the
steel. Steer the front and rear tracks to the straight
G21 Sensors on Guideline
ahead position. 360021
It is advised to screw the steering adjustment crank, in
the end of the sensor arm assembly, out (clockwise) 3
to 4 inches (76 to 100 mm) before making sensor
adjustments. Adjust the grade jack out the same
amount. This will allow for minor steering and grade
adjustments if needed. Place the grade sensor wands
under the guideline and the steering sensor wands on
the left side of the guideline. Turn the sensor mount
brackets until the shaft through each of the steering
sensors is parallel to the guideline and the shaft
through each of the grade sensors is at a 90° right
angle to the guideline.
Lower form to grade
001-1961 LF FdbkPot StrWnd StrVlv
Insert the required slope setting into the G21 controller
2.40V 2.52V 0.00V
by depressing the slope setpoint switches until the
proper setting is reached. Place the slope control loop
002-2760
in the “Auto” mode. Depress the “run-standby” switch
on the G21 controller to place it in the “Run” mode. Steer Sensor Reading at 2.50 volts
002-2760
Lower the machine using the front and rear elevation Depress the test switch under the service panel. To
“jog” switches until the bottom of the slipform mold is select the front steering sensor, depress the steer A/M
lightly resting on the grade. Be sure the frame is switch on the left front control loop. Adjust the steering
approximately the same distance above the guideline sensor left or right (in or out) until the steer sensor test
at the front and rear. Be certain that the tracks are display reading is “2.50 ” volts. If a large amount of
straight ahead and stop the engine. Leave the ignition adjustment, 1 inch (25 mm) or more, is necessary to
switch in the “on” position. center the sensor reading, loosen the setscrews in the
sensor pivot mount and adjust the sensor arm
assembly in or out as needed (save crank adjustment
for fine adjustments). Depress the A/M switch for the
rear steering control loop and adjust the rear steer
sensor as described above.
G21 09/08/03 4-13
GT-3600 New Generation
Depress the A/M switch for the left front grade control
loop. Adjust the front grade sensor up or down until
the grade sensor test display reading is “2.50” volts. If
a large amount of adjustment is necessary to center
the sensor reading, loosen the setscrews in the grade
sensor jack and raise or lower the jack as needed.
Tighten the setscrews securely. Depress the A/M
switch for the rear grade control loop and adjust the
rear grade sensor as described above.
Adjust Spring Tension
387
Adjust the spring tension on the sensor hubs to hold
the wands firmly in contact with the guideline, but not
tight enough to deflect the line. Check for the correct
spring tension after the machine has been adjusted to
the line. Note the position of the line on the grade
wand. Pull the steering wand away from the line and
note the movement of the line on the grade wand. If
the movement exceeds 1/8 inch (3 mm), the steering
spring tension is too tight. Loosen the tension slightly.
Note the position of the line on the steering wand. Pull
the grade wand down, away from the line and note the
movement of the line on the steering wand. If the
movement exceeds 1/8 inch (3 mm), the grade sensor
spring tension is too tight. Loosen the tension slightly.
Pull the line away from both sensor wands. The
steering wand should move left towards the line until
the stop pin in the sensor hub contacts the stop pin in
the side of the sensor. If not, tighten the spring
slightly. The grade wand should move up towards the
line, until the stop pin in the sensor hub contacts the
stop pin in the side of the sensor. If not, tighten the
spring slightly. If the sensor wands deflect the line
Adjust Sensors on Guideline more than 1/8 inch (3 mm), but the stop pin in the
360022
sensor and the hub will not contact one another,
Loosen the L-shaped clamp bolt in the grade jack
suspect that the line has inadequate tension. Adjust
bracket and slide the jack left or right until the grade
the line as necessary.
sensor wand is centered beneath the guideline.
Tighten the clamp bolt securely. Loosen the setscrew Note: When checking the sensor wand spring
in the steering sensor square tube mount and slide the tension, it should be done half way between
sensor assembly up or down until the line crosses the stations so the line holders do not interfere. The
wand 12 to 16 inches (300 to 410 mm) from the pivot control system should be in the “standby” mode or
point. Tighten the setscrew securely. the servo lock switch must be in the “on” position
when checking the sensor spring tension.
G21 09/08/03 4-14
GT-3600 New Generation
! WARNING! !
CONTACT WITH MOVING TRACKS CAN CAUSE
SERIOUS INJURY. BE CERTAIN THAT NO ONE IS
NEAR THE TRACK BEFORE MOVING IT. KEEP
HANDS, FEET AND LOOSE CLOTHING AWAY
FROM MOVING PARTS TO PREVENT SEVERE
INJURY.
Start the engine and depress all A/M switches on the
control loops so they are in the “Auto” mode. Place
the steering selector switch in the “Stringline” position.
Depress the run-standby switch on the G21 controller
to place it in the “Run” mode. Place the forward/
reverse switch in the “forward” position. Place the Measure to guideline (front)
servo lock switch in the “off” position. Increase the 360024
engine speed to maximum and slowly rotate the travel Place a straight edge against the side of the machine
variable control dial in the increase direction to start frame, just to the rear of the front form mount, and
the machine moving. Move the machine forward 20 to extend it down to the stringline height. Measure the
30 feet (6 to 9 m) and stop the machine. distance between the machine side of the straight
edge and the guideline. Record this measurement.
Place a straight edge against the side of the machine
frame, just to the front of the rear form mount, and
extend it down to the stringline height. Measure the
distance between the machine side of the straight
edge and the guideline. This measurement should be
within 1/4 in (6 mm) of the front measurement. If not,
adjust the steering sensors left or right.
! WARNING! !
CONTACT WITH MOVING TRACKS CAN CAUSE
SERIOUS INJURY. BE CERTAIN THAT NO ONE IS
Measure to Guideline (rear) NEAR THE TRACK BEFORE MOVING IT. KEEP
001-1954 HANDS, FEET AND LOOSE CLOTHING AWAY
Measure from the bottom of the machine frame down FROM MOVING PARTS TO PREVENT SEVERE
to the guideline at the front. Record this INJURY.
measurement.
After adjusting the sensors, move the machine forward
Measure from the bottom of the machine frame down 20 to 30 feet (6 to 9 m) to allow the steering system to
to the guideline at the rear. This measurement should correct itself and recheck the measurements.
be within 1/4 inch (6 mm) of the front measurement. If
not, adjust the grade sensors up or down and recheck Note: The barrier or parapet mold must be
the measurement. parallel to the frame of the machine when
measuring the steering offset.
Note: It is advisable to raise the low end of the
machine, rather than lower the high end.
G21 09/08/03 4-15
GT-3600 New Generation
09 Final Adjustments
Check offset (left guideline)
001-1959
Adjust slope (parapet) When the guideline is on the left side of the machine,
001-1957 plumb a level vertically against the guideline, in line
Adjust the slope of the straight back barrier form by with the rear of the slipform hopper. Measure the
holding a level against the straight side of the form. distance between the guideline side of the level and
Plumb the level vertically and adjust the slope setting the reference point (center of top, edge of base, etc.)
on the machine until the batter of the back of the wall on the slipform mold. This measurement should be
is correct. the required offset distance. If not, adjust the front and
rear steering evenly as necessary. Moving the
sensors towards the guideline (left), increases the
distance between the line and form. Moving the
sensors away from the guideline (right) decreases the
distance between the line and form. After each
adjustment, move the machine forward 20 to 30 feet (6
to 9 m) and recheck the offset.
Adjust slope (barrier)
001-1960
To adjust the slope of a standard barrier, locate the
center of the top of the wall. Locate the center of the
base of the wall. Hold a level in line with these two
marks. Adjust the slope setting until the wall is at the
desired slope.
Check offset
001-1970
When the guideline is under the machine, plumb a
level vertically against the guideline, in line with the
rear of the slipform hopper. Measure the distance
between the guideline side of the level and the
reference point (center of top, edge of base, etc.) on
the slipform mold. This measurement should be the
required offset distance. If not, adjust the front and
rear steering evenly as necessary. Moving the
sensors towards the guideline (left), increases the
distance between the line and form. Moving the
G21 09/08/03 4-16
GT-3600 New Generation
sensors away from the guideline (right) decreases the Note: Be certain to allow for top slump when
distance between the line and form. After each checking grade.
adjustment, move the machine forward 20 to 30 feet (6
to 9 m) and recheck the offset.
Check pressure compensated setting
001-2617
Check stationary sideplate clearance After the machine has been set to grade, move the
001-1961 hydraulic sideplate control valves to the down position.
If the barrier form is equipped with standard sideplates Lower the sideplates until they are resting on the
and the wall is being poured on a smooth surface such grade front and rear. Adjust each pressure control
as concrete or asphalt, the grade is normally adjusted valve so that there is 300 psi ±50 psi (21 bar ±3 bar)
so that the bottom of the form clears any high spots in indicated on the gauges. To adjust the pressure,
the grade by at least 1/8 inch (3 mm). Adjust the loosen the jam nut and turn the adjusting screw in to
grade sensors up or down evenly as necessary and increase pressure, or out to decrease pressure.
recheck measurement. Tighten the jam nut securely. The valves are normally
adjusted to the same pressure.
Note: The are between the mold and the
sideplates should be well lubricated with grease to
provide continuous operation during the pour and
prevent concrete buildup between the mold and
sideplates.
Check final elevation
001-1962
If the barrier form is equipped with pressure
compensated hydraulic sideplates and the wall is
being poured on a smooth surface such as concrete or
asphalt, hold a level, plumbed horizontally, above or
below the guideline and extended over to the rear of
the form. Measure from the guideline side of the level
to the top of the rear of the form. If the measurement Check cage steel clearance
001-1964
is incorrect, adjust both grade sensors up or down If the barrier wall is to be poured over cage steel, it is
equally as required. Moving the sensors up, lowers recommended to dry run the length of the job, if
the grade and moving the sensors down raises the possible. Make certain that the steel is properly set
grade. One turn of the grade jack crank changes the and the vibrators clear it by a minimum of 1 inch (25
grade approximately 1/8 inch (3 mm). mm).
G21 09/08/03 4-17
GT-3600 New Generation
over it until it is approximately 1-1/2 feet (46 cm) from
! WARNING! ! the rear of the form hopper. Stop the machine. Place
the forward/reverse steer switch in the “forward”
CONTACT WITH MOVING TRACKS CAN CAUSE position and the travel/neutral switch in the “travel”
SERIOUS INJURY. BE CERTAIN THAT NO ONE IS position. Be certain that the control system is in
NEAR THE TRACK BEFORE MOVING IT. KEEP "automatic" and the servo lock switch is in the "off"
HANDS, FEET AND LOOSE CLOTHING AWAY position. Move the control valves for the pressure
FROM MOVING PARTS TO PREVENT SEVERE compensated sideplates to the down position to lower
INJURY. the sideplates on to the grade.
After the machine has been set to line and grade, it will
be necessary to move it back to the start of the job.
Set the forward/reverse switch to the “reverse”
! CAUTION! !
position. Place the travel/neutral switch in the “travel” DO NOT PLACE OIL ON THE OPERATORS
position. Move the travel variable control knob in the PLATFORM OR THE BOARDING LADDER, AS IT
“increase” direction to move the machine to the start of MAY CAUSE THEM TO BECOME VERY SLIPPERY.
the pour. It may be necessary to raise the machine or INJURY MAY RESULT IF SLIPPAGE OCCURS.
the hydraulic sideplates a small amount to prevent the
form from catching on any obstacles. It is advisable to coat the inside and outside of the
form and the machine frame below the conveyor with
10 Pouring Operations form oil. The conveyor frame, receiving hopper and
the discharge hopper should also be coated. Avoid
placing oil on the inside surface of the belt as it could
cause slippage.
GOMACO Tip: Place plastic or burlap over the
machine frame, directly below the conveyor to aid
in clean up at the end of the day.
Starting Header
001-1965
! WARNING! !
CONTACT WITH MOVING TRACKS CAN CAUSE
SERIOUS INJURY. BE CERTAIN THAT NO ONE IS
NEAR THE TRACK BEFORE MOVING IT. KEEP
Starting from header
HANDS, FEET AND LOOSE CLOTHING AWAY 001-1966
FROM MOVING PARTS TO PREVENT SEVERE Move the conveyor directional control valve to the
INJURY. “forward” position and pull the vibrator-auxiliary travel
valve out to the “vibrator” position. Rotate each
Starting Pour from Header: When first beginning the vibrator variable control valve, that has a vibrator
barrier wall pour, it is recommended that a template attached, counterclockwise to the maximum position.
header form be used to start from. The header form Place the vibrator auto/off switch in the “auto” position.
should be at least 1/2 inch (13 mm) smaller than the Discharge concrete onto the conveyor from the supply
wall on the top and both sides. Set the header form at truck. Fill the hopper of the slipform mold at least
the beginning point of the pour and brace it adequately three-fourths full. Rotate the variable speed control
as there will be an extreme amount of pressure dial in the “increase” direction just enough to start the
against it when the concrete is first vibrated against it. vibrators without moving the machine. Allow the
After the header form is set, slowly back the machine vibrators to force the concrete back into the form
G21 09/08/03 4-18
GT-3600 New Generation
around the header, until it is completely full. Keep the the form. Begin pouring forward as previously
slipform hopper a minimum of three-fourths full by described. By filling the form in this manner, a majority
starting and stopping the conveyor as necessary. of the hand work needed to complete the joint is
eliminated.
When the form is completely full around the header
form, rotate the variable speed control dial in the
“increase” direction to position 30 to start machine
forward movement. After the concrete begins to slip
from the form, adjust the travel speed and vibration as
required.
Check for proper slope
001-1969
After pouring 15 to 20 feet (4.6 to 6 m) check the final
product for proper slope, line and grade. If
adjustments are needed, make them in small
increments over a great distance. For example, if the
Top cover plate in form grade requires a change of 1/4 inch (6 mm), adjust it
001-1967 1/8 inch (3 mm) every 5 feet (1.5 m) or more. To
check the slope of a straight backed barrier (parapet),
! WARNING! ! plumb a level vertically along the back of the wall and
check for the correct amount of batter. To check the
CONTACT WITH MOVING TRACKS CAN CAUSE
slope of a standard barrier, plumb a level vertically
SERIOUS INJURY. BE CERTAIN THAT NO ONE IS
along the edge of the wall base and measure over to
NEAR THE TRACK BEFORE MOVING IT. KEEP
the center of the wall. Adjust the slope setting as
HANDS, FEET AND LOOSE CLOTHING AWAY
necessary.
FROM MOVING PARTS TO PREVENT SEVERE
INJURY.
Continuing the Pour From an Existing Wall: If the
pour is to start or continue, from an existing wall, it is
necessary that the grade at the end of the existing wall
is correct. Back the machine to the start of the pour,
as previously described, until the rear of the slipform
mold is against the existing wall.
Note: The slipform mold will not fit over the
product that was poured with it at a previous time.
Concrete slump causes the product to expand
wider than the slipform profile.
Set all controls for pouring as previously described.
Check for proper offset
Remove the cover plate from the top of the form. 001-1970
Begin filling the form and vibrating the concrete back To check the offset, plumb a level vertically along the
into the form. Insert a stinger type vibrator into the side of the guideline. Measure the distance between
opening in the top of the form and “work” the concrete the guideline side of the level and the concrete
to the rear of the form. Continue to “work” the reference point (center of top, edge of base, etc.).
concrete until the form is completely full. Stop the Adjust the front and rear steering sensors evenly, left
main vibrators on the machine and withdraw the or right as necessary.
stinger vibrator. Reinstall the cover plate on the top of
G21 09/08/03 4-19
GT-3600 New Generation
optimum performance, it may be necessary to
increase or decrease the sensitivity. Sensitivity
settings can be made in the standby or run mode. For
final setup instructions, refer to the setup chapter.
Check for proper elevation
001-1971
To check the grade, lightly place a level on the top of
the wall and plumb it over, or under, the guideline.
Measure the distance between the concrete side of the
level and the guideline. Adjust the front and rear Good product
033-3020
grade sensors up or down, evenly, to get the proper
Continuing the Pour: Production rate (or travel
measurement.
speed) is determined by many factors, of which a few
are:
! WARNING! !
CONTACT WITH MOVING TRACKS CAN CAUSE
SERIOUS INJURY. BE CERTAIN THAT NO ONE IS
NEAR THE TRACKS BEFORE MOVING THE
MACHINE. KEEP HANDS, FEET AND LOOSE
CLOTHING AWAY FROM MOVING PARTS. DO
NOT STAND BEHIND THE CONCRETE SUPPLY
TRUCK WHEN IT IS BACKING INTO POSITION.
1. Delivery rate of the concrete mix. If the concrete mix
cannot be readily discharged from the supply truck,
the production rate will be lowered. The size of the
slipform mold will have a direct affect on how far each
Sensitivities on control loop load will go.
031-0055b
Adjust the sensitivity level on each grade and steer GOMACO Tip: If the concrete redi-mix truck is
control loop to prevent the machine from reacting too equipped with secondary discharge fins, it is
fast or too slow. Sensitivity settings can be checked recommended to remove them to aid in the
by depressing and releasing either the elevation or discharge of the low slump concrete mix.
steer sensitivity switches under the service panel. The
settings will be shown on the individual control loops 2. How dry the concrete mix is (slump). The drier the
by the number displayed. Minimum sensitivity is one concrete, the slower the travel speed will be, resulting
and maximum sensitivity is nineteen. The sensitivity in a lower production rate. The recommended
can be set at any place in between. Individual control concrete slump is 1 inch ±1/4 inch (25 mm ±6 mm).
loop sensitivities can be increased by depressing the
up switch, or decreased by depressing the down
switch for elevation or depressing the left and right
switch for steer. For each depression of either switch,
the sensitivity will change one setting. Initial setting for
the sensitivity on the grade, slope and steering control
loops is typically between ten and fifteen. For
G21 09/08/03 4-20
GT-3600 New Generation
Cage steel centered in front of form
001-1973 Dry concrete mix
When pouring over cage steel, it is important that the 001-1908
steel be set straight and even. Observe the steel When the concrete mix becomes too dry (low slump),
going into the front of the form to be sure there is it may be necessary to decrease travel speed and/or
equal clearance on all sides. Adjust steel or machine increase vibration to eliminate “voids” in the concrete
as necessary. Be certain that the steel is securely tied surface. If the concrete is extremely dry, large “voids”
and braced to prevent movement. may appear in the surface, or the concrete may even
pull apart. The solution would then be to add water to
the concrete mix, or if necessary, refuse to accept it.
Wet concrete mix
001-1974
When the concrete mix becomes too wet (high slump),
it may be necessary to increase the travel speed and/ Hump caused by vibrators
033-3022
or decrease the vibration to avoid a “puffy” surface. If During pouring operations, it occasionally becomes
the concrete is extremely wet, the top of the wall may necessary to stop and start the machine travel. When
slump excessively, or even fall over. When pouring stopping, smoothly rotate the “variable speed control”
over cage steel, wet concrete may cause the bars of dial in the “decrease” direction to the “off” position.
steel to reflect in the concrete surface. A vibrator This causes the vibrators to stop at the same instance
touching the cage steel can also cause the steel to as the machine travel ceases. When starting the
reflect. Adjust the vibrator to prevent contact with the machine travel, smoothly rotate the “variable speed
steel. If the concrete is the problem, the solution control” dial in the “increase” direction to position 30 or
would be to get the concrete mix drier, or refuse to above. This will start the vibrators at the same
accept it. instance as the machine travel begins. After the
machine is moving, adjust the travel speed as
necessary. Another possible solution is to use the
travel/neutral switch. The travel/neutral switch will
simultaneously start and stop the travel and the
vibrators when used.
G21 09/08/03 4-21
GT-3600 New Generation
GOMACO Tip: When it is necessary to stop for a
short period of time, it is recommended to rotate
the “variable speed control” dial just clear of the off
position of the switch to start the vibrators
operating. Allow the vibrators to operate for 5 to
10 seconds before moving the machine to shake
the concrete free in the form. This will help
eliminate the possibility of the wall tearing when
the machine moves forward. It may also be
advisable to turn all the vibrator variables to the
maximum position
Example of something hitting guideline
CG-110404-08
During pouring operations, it is important that nothing,
or no one bumps the guideline. Be sure there is no
debris against the guideline which could become
entangled in the sensor wands. Be certain that
persons working around the machine do not come in
contact with the line.
Waiting too long for concrete delivery
001-1976
The photo above shows what will occur if the machine
sits in one position for too long and the concrete sets
up in the mold. When it becomes necessary to wait for
concrete delivery, it is recommended to have the
hopper completely full when the last truck departs,
especially if the temperature is extremely warm.
Slowly move the machine forward approximately 12
inches (300 mm) every 5 to 10 minutes. It is
recommended to set the vibrators to maximum before
moving the machine, after it has set for a period of
time. If the concrete begins to pull and crack at the
rear of the mold, stop the machine travel and allow the
vibrators to work the concrete in an attempt to loosen it
from the mold. Slowly move forward until the concrete Installation of repair forms
001-1973
slips freely from the mold. Resume normal speed and
When the top of the wall needs to be repaired due to
adjust the operating speed of the vibrators as
any of the preceding causes, it is recommended to
necessary.
install forms on each side. Clamp the forms in place
so the ends are even with the top of the good sections
of wall. Fill the forms with concrete and finish as
necessary.
G21 09/08/03 4-22
GT-3600 New Generation
Example of concrete slump variance
001-1977
Small variations of concrete slump can cause the top Bridge parapet expansion joint
of the product to vary up or down during pouring cg050537-21
operations. Maintaining a constant concrete slump will The expansion joint above was securely wired into the
help eliminate the variance in the top of the wall. To cage steel of a bridge parapet. The support structure
check, a 10 or 12 foot (3.0 to 3.7 m) straight edge may of the expansion joint should be strong enough to
be used when placed lightly on top of the wall. Repair withstand the force of the concrete as the mold passes
any fluctuation greater than 1/8 inch (3 mm) as over. The frame work should measure a minimum of
necessary. 1/2 inch smaller then the opening of the slipform mold
on all sides. Finish around the expansion joint as
required after the machine has poured over it.
Finishing wall
001-1979
Apply any finishing practices to the wall as may be
necessary such as a broom finish. Cut any necessary
control joints. After all finishing is completed, apply
curing compound as necessary.
Formed expansion joint
001-2647
Expansion Joints: Where expansion joints are In the example above, two metal hand forms are
required in barrier walls and bridge parapets, there placed on each side of the barrier wall. A space
are various methods used to either hand form or between each pair of forms will allow a saw to cut
slipform the joint into the wall. In either case, make open the joint while the concrete is still plastic.
certain that the method is approved and meets or
exceeds the local specifications. The saw can be made from a long strip of plywood
with handles cut on either end. Teeth are cut into the
bottom edge of the plywood to form the saw. After the
concrete has set up enough to remove the forms, hand
finishing will be required to complete the joint.
G21 09/08/03 4-23
GT-3600 New Generation
Spray the wall with cure End of pour over header
001-2620 001-1981
Cover the wall with wet burlap or spray with a curing When ending the pour, stop the conveyor. Continue to
compound as required to prevent excessive moisture move the machine forward until all of the concrete has
evaporation. slipped from under the form. Push the auxiliary travel/
vibrator selector valve in to the “auxiliary travel”
position. Place the vibrator auto/off switch in the “off”
position. Depress the “A/M” switch on each elevation
control loop to place the grade control system in
"manual". Select a manual steer mode with the steer
select switch. Raise the machine using the all jog
switch and move the machine to an area where it can
be cleaned.
The sensors should be removed before washing the
machine. It is advisable to mark the sensor location
on the mounts prior to their removal. This will speed
setup time if the pour is to be continued at a later date.
Be sure to place protective dust caps over the
End of pour header form electrical plugs to keep moisture and dirt out.
001-1980
If pouring over cage steel, it is possible to set a
template header form to pour over at the end of the
pour. The header form should be cut at least 1/2 inch
(13 mm) smaller than the wall on the top and both
sides. Set the header form at the end of the pour and
brace it adequately, as there will be an extreme
amount of pressure against it as the concrete in the
hopper, being vibrated, goes over it. As the header
form begins to go into the front of the form, be certain
that it does not catch on the sides or top.
Clean machine
3125
The machine should be cleaned as soon as possible
after pouring operations have ended. It is advisable to
G21 09/08/03 4-24
GT-3600 New Generation
fill the water tank on the machine (if so equipped) at
the start of the pour, so water for cleaning purposes is
available at the end of the pour. Remove the lid from
the top opening of the tank and insert a fill hose.
When the tank is full, replace the lid.
Vibrator hoses connected to high pressure wash bulkheads
3127
If the machine is equipped with the optional high
pressure washer, it will be necessary to disconnect
two of the vibrators from the bulkheads and connect
the male quick couplers into the high pressure wash
bulkheads. This will provide 8 gal./minute (30.3 liters/
minute) at full engine rpm, with the vibrator variables
Water Pump Hydraulic Hose Quick Couplers rotated fully on, to the hydraulic motor operating the
3126
high pressure washer.
! CAUTION! ! To operate the high pressure washer, place the travel/
PLACE ALL CONTROL VALVES ON THE neutral switch in the “travel” position. Place the
OPERATOR CONTROL CONSOLE IN THE vibrator auto/off switch in the “auto” position. If
NEUTRAL POSITION TO PREVENT THE WASH equipped, place the auxiliary travel vibrator selector
HOSE OR OPERATOR FROM GETTING CAUGHT valve in the “vibrator” position. Rotate the variable
IN A MOVING PART. speed control dial just enough to operate the vibrator
circuit. Rotate the two vibrator variables connected to
The water pump is operated by a vibrator circuit. the high pressure washer circuit to the maximum
Connect the hoses from the pump hydraulic drive position. Make sure the remaining vibrator variables
motor on the pump to a vibrator circuit. Turn on that are turned “off”. Run the engine at 1500 rpm.
circuit to the maximum position and turn off any circuit
that has a vibrator attached. Place the vibrator Notice: Severe damage to the high pressure
auxiliary travel selector valve in the “vibrator” position. washer pump can occur if no water is provided to
Place the vibrator auto/off switch in the "auto" position. it. Cease operation before the tank is run
Rotate the variable speed control dial in the increase completely dry.
direction enough to run the vibrator circuit without
turning the tracks. Allow the engine to run at 1500 rpm.
Uncoil the hose from the hose hanger on the side of
the tank and wash the concrete off of the machine. It
is recommended that the underside of the form be
washed off first. Clean the underside of the form
thoroughly, as any concrete left to dry on the
underside will affect the final concrete finish when the
pour is resumed.
High pressure wash wand
3128
G21 09/08/03 4-25
GT-3600 New Generation
!
¶031-03-0480
DANGER! !
TO PREVENT SEVERE INJURY OR DEATH, DO
NOT OPERATE THE AUGER, CONVEYOR,
TRIMMER, OR TRACKS WHEN CLEANING THE
MACHINE. PLACE ALL CONTROL VALVES ON
THE OPERATOR CONTROL CONSOLE IN THE
NEUTRAL POSITION TO PREVENT THE WASH
HOSE AND THE OPERATOR FROM GETTING
CAUGHT IN MOVING PARTS.
! WARNING! !
THE HIGH PRESSURE WASH SYSTEM USES HIGH
PRESSURE WATER. DO NOT AIM THE NOZZLE
AT ANY PART OF THE BODY, AS SERIOUS
INJURY CAN OCCUR. WEAR PROPER EYE
PROTECTION WHEN CLEANING THE MACHINE.
Remove the high pressure wand and uncoil the hose
from the hose hanger on the side of the tank and wash
the concrete off of the machine. It is recommended
that the underside of the form be washed first. Clean
the under side of the form thoroughly, as any concrete
left to dry on the underside will affect the final concrete
finish when the pour is resumed.
G21 09/08/03 4-26
S-ar putea să vă placă și
- Chicao Pneumatic Compressors Brochure (US)Document16 paginiChicao Pneumatic Compressors Brochure (US)Sumit BhasinÎncă nu există evaluări
- Apron LightDocument6 paginiApron LightSanjay LohodasanÎncă nu există evaluări
- 2500C Parts Manual Rev L SN 824-831Document283 pagini2500C Parts Manual Rev L SN 824-831Александр Романов100% (1)
- Fecon v. Denis Cimaf - ComplaintDocument14 paginiFecon v. Denis Cimaf - ComplaintSarah BursteinÎncă nu există evaluări
- As 1273-1991 Unplasticized PVC (UPVC) Downpipe and Fittings For RainwaterDocument6 paginiAs 1273-1991 Unplasticized PVC (UPVC) Downpipe and Fittings For RainwaterSAI Global - APACÎncă nu există evaluări
- 1T /2T /2T /2T /3T /3T /3.5T /6T /6T /9T /10T: Site DumpersDocument12 pagini1T /2T /2T /2T /3T /3T /3.5T /6T /6T /9T /10T: Site DumpersRobert HughesÎncă nu există evaluări
- Morrow Equipment: Tower CraneDocument8 paginiMorrow Equipment: Tower CranePhanHathamÎncă nu există evaluări
- Sram Spectro-S7 PDFDocument7 paginiSram Spectro-S7 PDFciohaniÎncă nu există evaluări
- TLB6235TractorOpsManual PDFDocument42 paginiTLB6235TractorOpsManual PDFRigoberto RodriguezÎncă nu există evaluări
- Manual Transmission & Transaxle PDFDocument33 paginiManual Transmission & Transaxle PDFtavi2meÎncă nu există evaluări
- 2a.excavating and LiftingDocument40 pagini2a.excavating and Liftinghyari2011Încă nu există evaluări
- Motor Vehicle Engine Systems Level 2 (CVQ) - TVET BARBADOSDocument330 paginiMotor Vehicle Engine Systems Level 2 (CVQ) - TVET BARBADOSlisaÎncă nu există evaluări
- Fecon v. King Kong Tool - ComplaintDocument27 paginiFecon v. King Kong Tool - ComplaintSarah BursteinÎncă nu există evaluări
- Coffing JLC Manual PDFDocument36 paginiCoffing JLC Manual PDFDante WilliamsÎncă nu există evaluări
- Grove Gmk5225 Cranes Material HandlersDocument28 paginiGrove Gmk5225 Cranes Material Handlersmanuelfer1985Încă nu există evaluări
- Kenworth Hybrid PDF Body Builders Manual - CompressedDocument179 paginiKenworth Hybrid PDF Body Builders Manual - CompressedJerson Flores MarchanÎncă nu există evaluări
- KCP Heavy Industries Co., LTDDocument21 paginiKCP Heavy Industries Co., LTDPor Pengleng100% (1)
- Brochure BOMAG TELEMATIC EnglishDocument8 paginiBrochure BOMAG TELEMATIC Englishseba6487Încă nu există evaluări
- Liebherr Brochure Mobilmix en PDFDocument12 paginiLiebherr Brochure Mobilmix en PDFyankÎncă nu există evaluări
- Hydraulic Brake Systems and Components For Off-Highway Vehicles and EquipmentDocument10 paginiHydraulic Brake Systems and Components For Off-Highway Vehicles and EquipmentJenner Volnney Quispe ChataÎncă nu există evaluări
- Cat Pump Part List 67dx39g1iDocument4 paginiCat Pump Part List 67dx39g1iJorge M M100% (1)
- Stihl sr420 Modification PDFDocument3 paginiStihl sr420 Modification PDFCvita Cvitić0% (1)
- Telescopic Boom Lift 42 MDocument2 paginiTelescopic Boom Lift 42 Mkarthik bhatÎncă nu există evaluări
- DSE6110 MKIII DSE6120MKIII Operators ManualDocument148 paginiDSE6110 MKIII DSE6120MKIII Operators ManualIbrahim AwadÎncă nu există evaluări
- Beginners' Guide To Car Suspension Types and Why They Matter - Autodeal PDFDocument8 paginiBeginners' Guide To Car Suspension Types and Why They Matter - Autodeal PDFChitoÎncă nu există evaluări
- I-Flex System Error Code Data Error Code Error Possible Cause Elimination E01Document10 paginiI-Flex System Error Code Data Error Code Error Possible Cause Elimination E01vitor santosÎncă nu există evaluări
- 96A0438 ITX A Transformer ManualDocument14 pagini96A0438 ITX A Transformer ManualAbdul KurniadiÎncă nu există evaluări
- 503-011-061 I54 Drive Block Parts BookDocument1 pagină503-011-061 I54 Drive Block Parts Bookleonidas cespedesÎncă nu există evaluări
- Samsung Smart WarrantyDocument2 paginiSamsung Smart WarrantyParag VarsHneyÎncă nu există evaluări
- WL 835H Liugong Heavy DutyDocument13 paginiWL 835H Liugong Heavy Dutyrusydi raushan fikriÎncă nu există evaluări
- Omega Airline Crew Pairing: Excel Solver SolutionDocument10 paginiOmega Airline Crew Pairing: Excel Solver SolutionrbrzakovicÎncă nu există evaluări
- RentalDocument2 paginiRentalDirectorio FotograficoÎncă nu există evaluări
- Excava e PDFDocument22 paginiExcava e PDFFaserphi SacÎncă nu există evaluări
- Bobcat 753 Service ManualDocument404 paginiBobcat 753 Service ManualUtilaje AgrinÎncă nu există evaluări
- Volume 2, Pneumatics ServaDocument63 paginiVolume 2, Pneumatics ServaOscar MartinezÎncă nu există evaluări
- Crane Safety Program: Provo, UtahDocument16 paginiCrane Safety Program: Provo, UtahcarrydeckÎncă nu există evaluări
- DM 30 Asphalt PlantDocument4 paginiDM 30 Asphalt PlantTheodore Teddy KahiÎncă nu există evaluări
- Efficiency Parameters of Earth Moving Equipments For Determining OutputDocument129 paginiEfficiency Parameters of Earth Moving Equipments For Determining Outputcoepcesa75% (8)
- 1 DX450 SCT Leaflet en W3636Document4 pagini1 DX450 SCT Leaflet en W3636Jonathan Alexis Quispe HuamaniÎncă nu există evaluări
- CPM All EquipmentDocument161 paginiCPM All EquipmentShree ShreeÎncă nu există evaluări
- Linden Comansa Tower Crane - 11 LC 150 8T - Manufacturer ManualDocument776 paginiLinden Comansa Tower Crane - 11 LC 150 8T - Manufacturer ManualRamez Bou-RizkÎncă nu există evaluări
- Iocci Strozzi GaltechDocument14 paginiIocci Strozzi GaltechmagzigioÎncă nu există evaluări
- Operator'S Manual: Wpt-45 Powered Straddle TruckDocument24 paginiOperator'S Manual: Wpt-45 Powered Straddle Trucklospin1Încă nu există evaluări
- Fastener EurAsia Magazine 73Document124 paginiFastener EurAsia Magazine 73Varun KumarÎncă nu există evaluări
- SB Series BreakersDocument12 paginiSB Series BreakersManuel Pedro InácioÎncă nu există evaluări
- Bulldozer: Bulldozers Are Versatile Machines Frequently Use For: Stripping Top Soil and Clearing VegetationDocument15 paginiBulldozer: Bulldozers Are Versatile Machines Frequently Use For: Stripping Top Soil and Clearing VegetationNur Azlin IdayuÎncă nu există evaluări
- Westinghouse Electric Wall Oven WVE665S User ManualDocument48 paginiWestinghouse Electric Wall Oven WVE665S User ManualalexÎncă nu există evaluări
- Tracked JLG 600 Operation Safety ManualDocument114 paginiTracked JLG 600 Operation Safety ManualLuffy11Încă nu există evaluări
- Remove Fuel Injection Pump Housing and GovernorDocument7 paginiRemove Fuel Injection Pump Housing and GovernorAnonymous cS9UMvhBqÎncă nu există evaluări
- Mobile Line Concrete Pumps Brochure INDocument4 paginiMobile Line Concrete Pumps Brochure INJonathan MendozaÎncă nu există evaluări
- Compactadores CB22-CB24-CB32Document8 paginiCompactadores CB22-CB24-CB32juan apazaÎncă nu există evaluări
- LMI-IOM-3390089000-02.10 - SG-User-Manual PETARYDocument56 paginiLMI-IOM-3390089000-02.10 - SG-User-Manual PETARYWilliam Melo100% (1)
- Frasch eDocument4 paginiFrasch eRaul RiveraÎncă nu există evaluări
- MMM Construction EquipmentDocument88 paginiMMM Construction EquipmentKasim MalekÎncă nu există evaluări
- BSF Truck-Mounted Concrete Pumps Accessories Catalogue ENDocument21 paginiBSF Truck-Mounted Concrete Pumps Accessories Catalogue ENemre kayaÎncă nu există evaluări
- Propeller ShaftDocument2 paginiPropeller ShaftmanualÎncă nu există evaluări
- Adjustment For The Final Drive BearingsDocument8 paginiAdjustment For The Final Drive BearingscridavarÎncă nu există evaluări
- Let Op: Commander III Chapter Iv Side Mounted Barrier Set-UpDocument26 paginiLet Op: Commander III Chapter Iv Side Mounted Barrier Set-UpFilipposÎncă nu există evaluări
- 017-Trunnion Adjustment-Double Barrels Only-RlwDocument7 pagini017-Trunnion Adjustment-Double Barrels Only-RlwandresÎncă nu există evaluări
- Rebar Arrangement in SlabDocument12 paginiRebar Arrangement in Slableovorig100% (2)
- HDFlowPro FINAL NOV21 WebDocument4 paginiHDFlowPro FINAL NOV21 WebJuan AcostaÎncă nu există evaluări
- Tapa Fusibles CB534D EAA165Document2 paginiTapa Fusibles CB534D EAA165Juan AcostaÎncă nu există evaluări
- Sepulveda ProForma Order# 1044329Document2 paginiSepulveda ProForma Order# 1044329Juan AcostaÎncă nu există evaluări
- D9R BombaDocument2 paginiD9R BombaJuan AcostaÎncă nu există evaluări
- Harness D9RDocument8 paginiHarness D9RJuan AcostaÎncă nu există evaluări
- CB534D JoystickDocument2 paginiCB534D JoystickJuan AcostaÎncă nu există evaluări
- D9R Head Cylinder SensorsDocument2 paginiD9R Head Cylinder SensorsJuan AcostaÎncă nu există evaluări
- Swing Drive 330LDocument2 paginiSwing Drive 330LJuan AcostaÎncă nu există evaluări
- 980G Hydro-Electrical ControlDocument3 pagini980G Hydro-Electrical ControlJuan AcostaÎncă nu există evaluări
- 140H Console HarnessDocument2 pagini140H Console HarnessJuan AcostaÎncă nu există evaluări
- ADP-020B User Manual - ADM PDFDocument47 paginiADP-020B User Manual - ADM PDFJuan AcostaÎncă nu există evaluări
- Hitachi EX700 BrochureDocument21 paginiHitachi EX700 BrochureJuan Acosta100% (1)
- 966H TransmissionDocument4 pagini966H TransmissionJuan AcostaÎncă nu există evaluări
- Bluebird Cooling SystemDocument66 paginiBluebird Cooling SystemJuan Acosta100% (1)
- M Motors (Cat Ref KPMUK Dated Sept 05) PDFDocument35 paginiM Motors (Cat Ref KPMUK Dated Sept 05) PDFJuan Acosta100% (1)
- Gomaco GT3400 Smart Cylinder CableDocument2 paginiGomaco GT3400 Smart Cylinder CableJuan AcostaÎncă nu există evaluări
- Twin Disc PartsDocument22 paginiTwin Disc PartsJuan AcostaÎncă nu există evaluări
- Apti 2Document17 paginiApti 2Arunkumar MurugappanÎncă nu există evaluări
- Heart of Dankness by Mark Haskell Smith - ExcerptDocument29 paginiHeart of Dankness by Mark Haskell Smith - ExcerptCrown Publishing GroupÎncă nu există evaluări
- 6.m.tech-Ece-Vlsi, Vlsi Systems, Vlsi System Design (Vlsi, Vlsis, Vlsisd) r17 Course Structure & SyllabiDocument35 pagini6.m.tech-Ece-Vlsi, Vlsi Systems, Vlsi System Design (Vlsi, Vlsis, Vlsisd) r17 Course Structure & SyllabiravibabukancharlaÎncă nu există evaluări
- Schueco+FW+50+SG+ +FW+60+SGDocument1 paginăSchueco+FW+50+SG+ +FW+60+SGDaniel Nedelcu100% (1)
- Relay Identification: Example CDG31FF002SACHDocument5 paginiRelay Identification: Example CDG31FF002SACHRohit RanaÎncă nu există evaluări
- Amos FortuneDocument97 paginiAmos Fortunetongai100% (5)
- Fujifilm X-E4 SpecificationsDocument5 paginiFujifilm X-E4 SpecificationsNikonRumorsÎncă nu există evaluări
- Lesson Plan 1 - Agriculture in Your LifeDocument6 paginiLesson Plan 1 - Agriculture in Your Lifeapi-235918896Încă nu există evaluări
- Statistical Mechanics PDFDocument578 paginiStatistical Mechanics PDFraymon6666100% (6)
- X-Ray Radiation and Gamma RadiationDocument13 paginiX-Ray Radiation and Gamma RadiationVence MeraÎncă nu există evaluări
- Portland PortDocument18 paginiPortland PortAnonymous Lx3jPjHAVLÎncă nu există evaluări
- Morning in Nagrebcan - Manuel E. ArguillaDocument8 paginiMorning in Nagrebcan - Manuel E. ArguillaClara Buenconsejo75% (16)
- Unipoxy LiningDocument3 paginiUnipoxy LiningDien Thoai Nguyen HuuÎncă nu există evaluări
- NSO SPRDocument9 paginiNSO SPRADITYA SINGHÎncă nu există evaluări
- Omnivision Man lp06xx Rev0 0611Document18 paginiOmnivision Man lp06xx Rev0 0611ivan ramirezÎncă nu există evaluări
- NEET MADE EJEE Complete Handwritten Formulae Chemistry NEET andDocument90 paginiNEET MADE EJEE Complete Handwritten Formulae Chemistry NEET andliyanderÎncă nu există evaluări
- Markov Interest Rate Models - Hagan and WoodwardDocument28 paginiMarkov Interest Rate Models - Hagan and WoodwardlucaliberaceÎncă nu există evaluări
- Ufm Interpretation SynopsisDocument1 paginăUfm Interpretation SynopsispipegamoÎncă nu există evaluări
- Morality Speaks of A System of Behavior in Regards To Standards of Right or Wrong Behavior. The WordDocument3 paginiMorality Speaks of A System of Behavior in Regards To Standards of Right or Wrong Behavior. The WordTHEO DOMINIC REQUERME SILVOSAÎncă nu există evaluări
- GROUP1 MicroscaleDocument3 paginiGROUP1 MicroscalefsfdsÎncă nu există evaluări
- Wolfi Landstreicher - Willful Disobedience - Number 3Document32 paginiWolfi Landstreicher - Willful Disobedience - Number 3populaererÎncă nu există evaluări
- Kasuti of KarnatakaDocument2 paginiKasuti of KarnatakarhlkÎncă nu există evaluări
- Darmoatmodjo 2023Document7 paginiDarmoatmodjo 2023mayaÎncă nu există evaluări
- Notes On Peck&Coyle Practical CriticismDocument10 paginiNotes On Peck&Coyle Practical CriticismLily DameÎncă nu există evaluări
- Cengage Advantage Books Fundamentals of Business Law Excerpted Cases 3rd Edition Roger Leroy Miller Test BankDocument26 paginiCengage Advantage Books Fundamentals of Business Law Excerpted Cases 3rd Edition Roger Leroy Miller Test Bankladonnaaidanm5s100% (28)
- Da13 DDR N1 14000305 254 0Document3 paginiDa13 DDR N1 14000305 254 0Hamed NazariÎncă nu există evaluări
- MCQ Unit 3Document15 paginiMCQ Unit 3gaur1234Încă nu există evaluări
- Gurps Fallout HandgunsDocument1 paginăGurps Fallout HandgunsAndrew Scott100% (1)
- Maths Class Xii Sample Paper Test 02 For Board Exam 2023Document6 paginiMaths Class Xii Sample Paper Test 02 For Board Exam 2023Priyanshu KasanaÎncă nu există evaluări
- Seismic Retrofitting2.0 BY PRIYANSHUDocument30 paginiSeismic Retrofitting2.0 BY PRIYANSHUPriyanshu VarshneyÎncă nu există evaluări