S-ar putea să vă placă și
- Affidavit of Undertaking - NewDocument2 paginiAffidavit of Undertaking - Newjjahaddin80% (10)
- Dissertation2007 Asinari PDFDocument177 paginiDissertation2007 Asinari PDFLou Melvin CruzÎncă nu există evaluări
- Certificate of Completion EceDocument1 paginăCertificate of Completion EceLou Melvin CruzÎncă nu există evaluări
- How To Calculate Markup For A Construction Business - 2 PDFDocument9 paginiHow To Calculate Markup For A Construction Business - 2 PDFLou Melvin CruzÎncă nu există evaluări
- Pds CPD SikaGrout212 UsDocument2 paginiPds CPD SikaGrout212 Usanjas_tsÎncă nu există evaluări
- 6th Central Pay Commission Salary CalculatorDocument15 pagini6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Clever Space4Document4 paginiClever Space4Lou Melvin CruzÎncă nu există evaluări
- The Aircraft Encyclopedia PDFDocument196 paginiThe Aircraft Encyclopedia PDFVladimir Prvanov75% (4)
- SikaCem Concentrate - MSDSDocument5 paginiSikaCem Concentrate - MSDSLou Melvin CruzÎncă nu există evaluări
- This Is ChuckDocument1 paginăThis Is ChuckLou Melvin CruzÎncă nu există evaluări
- TbirdDocument1 paginăTbirdLou Melvin CruzÎncă nu există evaluări
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (119)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Structural Systems Engineering GuideDocument67 paginiStructural Systems Engineering Guidejucar fernandezÎncă nu există evaluări
- Challenges in PavementsDocument23 paginiChallenges in PavementsSomeshwar Rao ThakkallapallyÎncă nu există evaluări
- TDS2000 Rig Systems DiagramsDocument13 paginiTDS2000 Rig Systems DiagramsBaskar KannaiahÎncă nu există evaluări
- Lotus 1-2-3 For WindowsDocument75 paginiLotus 1-2-3 For Windowskennedy_saleh100% (1)
- VGS 8.1.2 Rev.20 - UTDocument29 paginiVGS 8.1.2 Rev.20 - UTPaul-Petrus MogosÎncă nu există evaluări
- JLG Lighting Tower 6308AN Series II 20150907Document2 paginiJLG Lighting Tower 6308AN Series II 20150907DwiSulistyo09Încă nu există evaluări
- DR System ConciseDocument37 paginiDR System ConciseJiten KarmakarÎncă nu există evaluări
- SportOptics 2014-2015Document31 paginiSportOptics 2014-2015ivaldeztÎncă nu există evaluări
- Cyber Security Research Proposal - SandboxingDocument23 paginiCyber Security Research Proposal - SandboxingAnonymous Sa6jc83D100% (4)
- Power and Simplicity: Pace ScientificDocument16 paginiPower and Simplicity: Pace ScientificAnonymous mNQq7ojÎncă nu există evaluări
- Alketerge EDocument4 paginiAlketerge EYohanes OktavianusÎncă nu există evaluări
- Murray Loop Test To Locate Ground Fault PDFDocument2 paginiMurray Loop Test To Locate Ground Fault PDFmohdÎncă nu există evaluări
- Sample Purchase Specification For ClariflocculatorDocument1 paginăSample Purchase Specification For Clariflocculatorcontactdevansh1174Încă nu există evaluări
- CAD1 AssignmentDocument11 paginiCAD1 AssignmentJohn2jÎncă nu există evaluări
- Network What To ReadDocument2 paginiNetwork What To ReadTauseef AhmadÎncă nu există evaluări
- Diffraction of Laser Beam Using Wire Mesh, Cross Wire and GratingDocument2 paginiDiffraction of Laser Beam Using Wire Mesh, Cross Wire and GratingPriyesh PandeyÎncă nu există evaluări
- Boundary Layer Thickness and Heat Transfer CalculationsDocument9 paginiBoundary Layer Thickness and Heat Transfer Calculationsannie100% (1)
- The Z-Transform: Introduction and DerivationDocument16 paginiThe Z-Transform: Introduction and DerivationAnanth SettyÎncă nu există evaluări
- PVT Correlations McCain - ValkoDocument17 paginiPVT Correlations McCain - ValkoAlejandra Maleja RivasÎncă nu există evaluări
- Propeller DesignDocument74 paginiPropeller DesignBambang Teguh Setiawan75% (4)
- Parts List 8198417 RevCDocument12 paginiParts List 8198417 RevCSonaina KhanÎncă nu există evaluări
- SRDK Cryocooler Service Manual: For Service Personnel OnlyDocument151 paginiSRDK Cryocooler Service Manual: For Service Personnel OnlyOtávio PagnoncelliÎncă nu există evaluări
- Rockaway Beach Branch Community Impact StudyDocument98 paginiRockaway Beach Branch Community Impact StudyHanaRAlbertsÎncă nu există evaluări
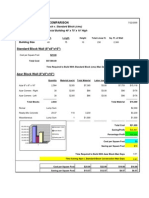
- AZAR Block CostcomparisonDocument8 paginiAZAR Block CostcomparisontckittuÎncă nu există evaluări
- MI MetadataDocument310 paginiMI MetadataMatthew McCreadyÎncă nu există evaluări
- Using Electricity SafelyDocument1 paginăUsing Electricity SafelymariaÎncă nu există evaluări
- VDP08 Technical CatalogueDocument47 paginiVDP08 Technical CatalogueAdal VeraÎncă nu există evaluări
- Feed Water and Boiler Water of Steam GeneratorsDocument2 paginiFeed Water and Boiler Water of Steam GeneratorsIvicaT0% (2)
- Installing RegCM4.3rc Training Session IDocument11 paginiInstalling RegCM4.3rc Training Session Ijmatias765428100% (1)
- YCMOU-6th Semester Question Papers-7Document5 paginiYCMOU-6th Semester Question Papers-7phase_shekhar21Încă nu există evaluări