S-ar putea să vă placă și
- Trabalho de Retificação, Brunimento e Metalurgia Do PóDocument16 paginiTrabalho de Retificação, Brunimento e Metalurgia Do PóWillianCanasaÎncă nu există evaluări
- Apostila de Processo de RetificacaoDocument16 paginiApostila de Processo de RetificacaoSamuel Ibiapino100% (1)
- Retificação e Fluídos de CorteDocument28 paginiRetificação e Fluídos de CorteBeto MenaldoÎncă nu există evaluări
- RectificadorasDocument48 paginiRectificadorasEtivaldoRodriguesCgÎncă nu există evaluări
- Processos de RetificaçãoDocument16 paginiProcessos de RetificaçãoLê IsmahÎncă nu există evaluări
- Retificação - Conceitos e EquipamentosDocument7 paginiRetificação - Conceitos e Equipamentosrginunes9044Încă nu există evaluări
- Instituto Industrial E Comercial de NampulaDocument10 paginiInstituto Industrial E Comercial de NampulaEdmundo Cardoso CardosoÎncă nu există evaluări
- Processos de Engenharia - Brunimento, Lapidação, PolimentoDocument25 paginiProcessos de Engenharia - Brunimento, Lapidação, PolimentoIgor ViníciusÎncă nu există evaluări
- Retificação e ReboloDocument48 paginiRetificação e ReboloAlcione GalvãoÎncă nu există evaluări
- Brunimento PDFDocument37 paginiBrunimento PDFdevid0% (1)
- Acabados SuperficialesDocument18 paginiAcabados SuperficialesHola NO SEÎncă nu există evaluări
- RetíficaDocument65 paginiRetíficaJean Venturin DestefaniÎncă nu există evaluări
- Brunimento 2Document25 paginiBrunimento 2Milton HenriqueÎncă nu există evaluări
- Retificação RarzDocument7 paginiRetificação RarzAndersonprocessosÎncă nu există evaluări
- Processos de Usinagem (Salvo Automaticamente)Document38 paginiProcessos de Usinagem (Salvo Automaticamente)Luis AlvesÎncă nu există evaluări
- Trabalho BrunimentoDocument5 paginiTrabalho BrunimentoAnonymous Tv40K0j07Încă nu există evaluări
- Acabados SuperficialesDocument25 paginiAcabados SuperficialesJohan ArjonaÎncă nu există evaluări
- 28 PF Raspagem PDFDocument8 pagini28 PF Raspagem PDFVelas Vale AmanhecerÎncă nu există evaluări
- Apostila de BrunimentoDocument47 paginiApostila de BrunimentoLucas MalaquiasÎncă nu există evaluări
- Aula 11 Retificação SEM-0560 2017Document130 paginiAula 11 Retificação SEM-0560 2017FAPEMA SGQÎncă nu există evaluări
- Aula 4 - Forjamento - Fabricação MecânicaDocument46 paginiAula 4 - Forjamento - Fabricação MecânicaGabriel PontinÎncă nu există evaluări
- Brunimento SlidesDocument33 paginiBrunimento SlidesCarlos MuraquiÎncă nu există evaluări
- Forjamento e Estampagem ElemaqDocument4 paginiForjamento e Estampagem ElemaqCristian GiehlÎncă nu există evaluări
- Usinagem Por AbrasãoDocument20 paginiUsinagem Por Abrasãov8automotiveÎncă nu există evaluări
- Usinagem Com Ferr Geometria Não DefinidaDocument63 paginiUsinagem Com Ferr Geometria Não DefinidaJonas Matheus Sardena PeresÎncă nu există evaluări
- Processo de Fabricação - Vol. 02 - Cap. 28Document8 paginiProcesso de Fabricação - Vol. 02 - Cap. 28Roberto De OliveiraÎncă nu există evaluări
- Dispositivos de Sujeição em RetíficasDocument3 paginiDispositivos de Sujeição em RetíficasAndre Alves0% (1)
- Usinagem: Retificação: Curso: Eng. Mecânica Período Letivo: 6º Semestre Docente: Eng. Arthur Guilherme Robles de OliveiraDocument118 paginiUsinagem: Retificação: Curso: Eng. Mecânica Período Letivo: 6º Semestre Docente: Eng. Arthur Guilherme Robles de Oliveiraleovitor984Încă nu există evaluări
- Estampagem de Chapas FinasDocument5 paginiEstampagem de Chapas FinasZeca Boaventura NhachungueÎncă nu există evaluări
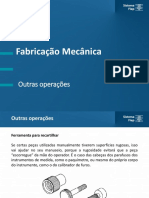
- Fabricação Mecânica - Aula 8 - Outras OperaçõesDocument27 paginiFabricação Mecânica - Aula 8 - Outras OperaçõesTiago SouzaÎncă nu există evaluări
- Aula 10 RetificaçãoDocument33 paginiAula 10 RetificaçãoMateus RodriguesÎncă nu există evaluări
- Oficina - Retífica Plana e Cilíndrica - ResumoDocument3 paginiOficina - Retífica Plana e Cilíndrica - ResumoSueli MouraÎncă nu există evaluări
- 38 PF Recartilhar PerfilDocument11 pagini38 PF Recartilhar Perfileloisa899889100% (1)
- Retifíca 2 MotaDocument77 paginiRetifíca 2 MotaDenis AurélioÎncă nu există evaluări
- Aula 11 Retificação SEM-0343 2016Document118 paginiAula 11 Retificação SEM-0343 2016tarcisioÎncă nu există evaluări
- Retificadora Plana CilindricaDocument9 paginiRetificadora Plana CilindricaHélio MachadoÎncă nu există evaluări
- Processos de Conformação Plástica e UsinagemDocument42 paginiProcessos de Conformação Plástica e UsinagemFernando José França de AndradeÎncă nu există evaluări
- Usinagem - Aula 2.3 PDFDocument79 paginiUsinagem - Aula 2.3 PDFEngenharia Industrial100% (1)
- Centro Federal de Educação Tecnológica Celso Suckow Da FonsecaDocument11 paginiCentro Federal de Educação Tecnológica Celso Suckow Da FonsecaJoão PedroÎncă nu există evaluări
- LimagemDocument57 paginiLimagemCaio Jose do Espirito SantoÎncă nu există evaluări
- Formatos Que Saem Da Linha (Recartilhar) PDFDocument11 paginiFormatos Que Saem Da Linha (Recartilhar) PDFcaioÎncă nu există evaluări
- Processos de Usinagem Coms Ferrasmentas de Geometria Não DefinidaDocument43 paginiProcessos de Usinagem Coms Ferrasmentas de Geometria Não DefinidaJoão MoraesÎncă nu există evaluări
- Apostila Nova de AjustagemDocument137 paginiApostila Nova de Ajustagemgabriel costaÎncă nu există evaluări
- 05 Versao Usinagem Por AbrasãoDocument15 pagini05 Versao Usinagem Por AbrasãoplcostaÎncă nu există evaluări
- 8a AulaDocument31 pagini8a AularafaelÎncă nu există evaluări
- Resumo - Processos de RetificaçãoDocument8 paginiResumo - Processos de RetificaçãoVitória SoaresÎncă nu există evaluări
- Recti Fica DoraDocument18 paginiRecti Fica DoraDennis Jose ArauzÎncă nu există evaluări
- Proc Fab - TamboreamentoDocument14 paginiProc Fab - Tamboreamentobruninha_bnaÎncă nu există evaluări
- Brunimento, Lapidação e PolimentoDocument5 paginiBrunimento, Lapidação e PolimentotanzomatÎncă nu există evaluări
- Trabalho Fundição em Areia - CorretoDocument13 paginiTrabalho Fundição em Areia - CorretoFABI-SBÎncă nu există evaluări
- Aplicação de insertos de metal duro com diferentes acabamentos no torneamento da liga Ti-15MoDe la EverandAplicação de insertos de metal duro com diferentes acabamentos no torneamento da liga Ti-15MoÎncă nu există evaluări
- Pisos Cerâmicos Antiderrapantes E/ou Antideslizantes?De la EverandPisos Cerâmicos Antiderrapantes E/ou Antideslizantes?Încă nu există evaluări
- Agfaphoto Selecta 16 PTDocument90 paginiAgfaphoto Selecta 16 PTMarcelo Costa Clarinatas0% (2)
- ESTUDO DE CASO - RestauranteDocument15 paginiESTUDO DE CASO - RestauranteCecília MagalhãesÎncă nu există evaluări
- PK 42502 Flyjib PT PDFDocument8 paginiPK 42502 Flyjib PT PDFValmir Diny KelyÎncă nu există evaluări
- Informe Dinamica (Para Musculoso)Document36 paginiInforme Dinamica (Para Musculoso)Mervy MagallanÎncă nu există evaluări
- Star Solv Neutro BB 20Document1 paginăStar Solv Neutro BB 20JeffersonÎncă nu există evaluări
- Grupo R - Motor Cummins 5.9LDocument99 paginiGrupo R - Motor Cummins 5.9LEDMUNDO JOSE ALCANFORADOÎncă nu există evaluări
- Maquinagem: Processos de FabricoDocument30 paginiMaquinagem: Processos de FabricoJosé C. RochaÎncă nu există evaluări
- Desenvolvimento de Cerveja Funcional Sem Glúten A Partir Da Mandioca e Do Trigo Sarraceno PDFDocument128 paginiDesenvolvimento de Cerveja Funcional Sem Glúten A Partir Da Mandioca e Do Trigo Sarraceno PDFAnderson TrindadeÎncă nu există evaluări
- Metalografia ResumoDocument8 paginiMetalografia ResumoGeralda ManciniÎncă nu există evaluări
- Carta de Alt GerbDocument11 paginiCarta de Alt GerbCarlos Medina100% (1)
- Madeira Nivelamento2018Document8 paginiMadeira Nivelamento2018Rafael MadeiraÎncă nu există evaluări
- Relatório 4 Dureza Temporária e Permanente Da Água - AtalibaDocument13 paginiRelatório 4 Dureza Temporária e Permanente Da Água - AtalibaKleiton RodriguesÎncă nu există evaluări
- ART - Rua Benedito Cesário, 173 Penha de França (CO E-215 - 22)Document2 paginiART - Rua Benedito Cesário, 173 Penha de França (CO E-215 - 22)Samuel SilvaÎncă nu există evaluări
- Valvula Borboleta WaferDocument7 paginiValvula Borboleta WaferGlaucio PietrobomÎncă nu există evaluări
- Exercícios Resolvidos IcqDocument4 paginiExercícios Resolvidos IcqMirellaÎncă nu există evaluări
- Apostila InformaticaDocument209 paginiApostila Informaticaapi-345788428Încă nu există evaluări
- Modulo2-Manual Forno Microondas ME46X-ME47X Rev1Document22 paginiModulo2-Manual Forno Microondas ME46X-ME47X Rev1api-3765629100% (6)
- Física 2 - Sears Cap17 - 10° Ed.Document4 paginiFísica 2 - Sears Cap17 - 10° Ed.Lucas HiagoÎncă nu există evaluări
- Projeto Estrutural - M5 ResumoDocument38 paginiProjeto Estrutural - M5 ResumoElvis Paulo DiasÎncă nu există evaluări
- AquapluvDocument8 paginiAquapluvmarcoÎncă nu există evaluări
- Lista de Exercícios - Tração - 20130312224839Document5 paginiLista de Exercícios - Tração - 20130312224839gustavoffdÎncă nu există evaluări
- Memorial Descritivo - Posto de Transformação 15kVDocument2 paginiMemorial Descritivo - Posto de Transformação 15kVCesar MaiaÎncă nu există evaluări
- Manual de Instruções DCF-CODocument50 paginiManual de Instruções DCF-COMartha Cristina Silva100% (1)
- Manual Técnico - ANSICHEMDocument32 paginiManual Técnico - ANSICHEMFelipe DominguesÎncă nu există evaluări
- Check List Hidrantes, Extintores e Lava-OlhosDocument14 paginiCheck List Hidrantes, Extintores e Lava-OlhosNathalia LannaÎncă nu există evaluări
- Evolução Da InternetDocument1 paginăEvolução Da InternetVitorEstevesBarrosÎncă nu există evaluări
- LP Canopy - PMP QG LRDocument2 paginiLP Canopy - PMP QG LRMarcos SouzaÎncă nu există evaluări
- Iso 9283Document35 paginiIso 9283Lucas MazetoÎncă nu există evaluări
- Detalhamento Da Armadura Longitudinal Na Seção TransversalDocument16 paginiDetalhamento Da Armadura Longitudinal Na Seção TransversalNórtony VacariÎncă nu există evaluări
- 3 ENGJ19 CAP04 AltimetriaDocument89 pagini3 ENGJ19 CAP04 AltimetriaMatheus HenriqueÎncă nu există evaluări