S-ar putea să vă placă și
- Department of Management Report On Summer TrainingDocument44 paginiDepartment of Management Report On Summer TrainingabhinavsangraiÎncă nu există evaluări
- Summer Training ProjectDocument44 paginiSummer Training ProjectAbhinav SangraiÎncă nu există evaluări
- ABL BrochureDocument8 paginiABL BrochureSairam EdupugantiÎncă nu există evaluări
- Igenius BroucherDocument4 paginiIgenius BroucherRaghvendra SinghÎncă nu există evaluări
- Aries Drugs Private Limited: Site Master FileDocument23 paginiAries Drugs Private Limited: Site Master FiletesteÎncă nu există evaluări
- Biosans LifecareDocument17 paginiBiosans LifecareLORD'S E PHARMACYÎncă nu există evaluări
- Injection Product List HDocument11 paginiInjection Product List Halnikki25kÎncă nu există evaluări
- Ronak PadariyeDocument25 paginiRonak Padariyeachaldoshi100% (1)
- L1 Rates 2012Document10 paginiL1 Rates 2012Dipak RussiaÎncă nu există evaluări
- Paracetamol PDFDocument23 paginiParacetamol PDFJinav GhataliaÎncă nu există evaluări
- Pharmaceutical Products Directory of Nepal (PPDN), 2012: January 2012Document258 paginiPharmaceutical Products Directory of Nepal (PPDN), 2012: January 2012KuberBajgainÎncă nu există evaluări
- GENERICDocument4 paginiGENERICAZIZ UR RAHMANÎncă nu există evaluări
- Product ListDocument48 paginiProduct ListRadisun LifesciencesÎncă nu există evaluări
- Best and Top PCD Pharma Franchise Company.Document48 paginiBest and Top PCD Pharma Franchise Company.PCDpharma FranchiseÎncă nu există evaluări
- Drug List Availible in Uae MarketDocument316 paginiDrug List Availible in Uae Marketfaisalnadeem50% (8)
- Parenteral Applications Brochure Br2750en MKDocument8 paginiParenteral Applications Brochure Br2750en MKSagar PopatÎncă nu există evaluări
- Site Master FileDocument24 paginiSite Master Filekannanppharma67% (3)
- Ajmal ProDocument22 paginiAjmal PronoufaÎncă nu există evaluări
- Brands - CompositionsDocument3 paginiBrands - CompositionsVinay ShankerÎncă nu există evaluări
- Spldrug TNMSCDocument15 paginiSpldrug TNMSCdrtpkÎncă nu există evaluări
- Arch Pharmalabs - ManufacturingDocument10 paginiArch Pharmalabs - ManufacturingArch PharmalabsÎncă nu există evaluări
- RSM Kilitch Ppt-Asim NawazDocument9 paginiRSM Kilitch Ppt-Asim Nawazasim118Încă nu există evaluări
- Univar SPAIN - Incosmetics 2012 Product ListDocument62 paginiUnivar SPAIN - Incosmetics 2012 Product ListAntonio Perez MolinaÎncă nu există evaluări
- GuideDocument30 paginiGuideBenjamin TantiansuÎncă nu există evaluări
- Ele Personal Care Ingredients BrochureDocument16 paginiEle Personal Care Ingredients Brochurerotterson9616Încă nu există evaluări
- Infinium Pharmachem PVT LTD Regulatory 1515822881Document23 paginiInfinium Pharmachem PVT LTD Regulatory 1515822881sachin patilÎncă nu există evaluări
- Industry Immersion Project AssignmentDocument50 paginiIndustry Immersion Project AssignmentSanskriti SinghÎncă nu există evaluări
- MSDS Immulab Epiclone Anti-ABDocument5 paginiMSDS Immulab Epiclone Anti-ABclarisse salvador100% (2)
- Nandani Product ListDocument8 paginiNandani Product ListbilletonÎncă nu există evaluări
- Maya Biotech Private LimitedDocument21 paginiMaya Biotech Private LimitedRusan PÎncă nu există evaluări
- FYNK PharmaceuticalsDocument13 paginiFYNK PharmaceuticalsHina TinaÎncă nu există evaluări
- Ashwagandha PDFDocument22 paginiAshwagandha PDFgo25101992Încă nu există evaluări
- CatalogueDocument8 paginiCatalogueApriani SosilawatiÎncă nu există evaluări
- Veterinary Drug IndexDocument213 paginiVeterinary Drug IndexRoberta100% (2)
- Waldron - Asthma CareDocument9 paginiWaldron - Asthma CareDiga AlbrianÎncă nu există evaluări
- Biograde Organics Products List (VETERINARY INJECTION) .Document10 paginiBiograde Organics Products List (VETERINARY INJECTION) .Puneet GautamÎncă nu există evaluări
- Daftar Obat Rupa MiripDocument2 paginiDaftar Obat Rupa MiripAjhie Muhammad ArsayirÎncă nu există evaluări
- Development and Evaluation of Lyophilized Product of Apo-AcetozolamideDocument16 paginiDevelopment and Evaluation of Lyophilized Product of Apo-AcetozolamideRajeeb Chandra ShahaÎncă nu există evaluări
- Sudan IndexDocument614 paginiSudan Indexfakhribabiker100% (3)
- Healthsecure Pharma Mumbai. Product ListDocument51 paginiHealthsecure Pharma Mumbai. Product Listsanjay_gawaliÎncă nu există evaluări
- Active Pharmaceutical Ingredients: Small MoleculesDocument2 paginiActive Pharmaceutical Ingredients: Small Moleculesapi AspenbioPharmaLabsÎncă nu există evaluări
- Daftar Obat LasaDocument6 paginiDaftar Obat LasaIgd Pondok TjandraÎncă nu există evaluări
- APSG-Drug LIST COMBINEDocument10 paginiAPSG-Drug LIST COMBINES K ChughÎncă nu există evaluări
- PT021 PDFDocument2 paginiPT021 PDFYuvasreeÎncă nu există evaluări
- Inventory-0614 3Document34 paginiInventory-0614 3janoffiaÎncă nu există evaluări
- Heilen Biopharm PVT LTDDocument8 paginiHeilen Biopharm PVT LTDSachin KumarÎncă nu există evaluări
- ATP Blog - Properties of ATP BioTRON Liquid MineralsDocument8 paginiATP Blog - Properties of ATP BioTRON Liquid MineralsatpfacebookÎncă nu există evaluări
- Book1 1Document2 paginiBook1 1Trisha Mae CaymoÎncă nu există evaluări
- 156 VASUDHA PHARMA CHEM LIMITED Company Brochure 20230623113323Document10 pagini156 VASUDHA PHARMA CHEM LIMITED Company Brochure 20230623113323deekshithÎncă nu există evaluări
- S.No Working Standard Company Name QuantityDocument2 paginiS.No Working Standard Company Name Quantityvsvsuresh2099Încă nu există evaluări
- Sub-Health Centre Drug ListDocument2 paginiSub-Health Centre Drug ListsdoctorÎncă nu există evaluări
- Cagayan Valley Medical Center: 2017 List of Procured and Consigned MedicinesDocument64 paginiCagayan Valley Medical Center: 2017 List of Procured and Consigned MedicinesAlex SibalÎncă nu există evaluări
- Cagayan Valley Medical Center: 2017 List of Procured and Consigned MedicinesDocument15 paginiCagayan Valley Medical Center: 2017 List of Procured and Consigned MedicinesJZik SibalÎncă nu există evaluări
- Drug Price TNMSCDocument13 paginiDrug Price TNMSCdrtpkÎncă nu există evaluări
- Tabel Injeksi RSDocument5 paginiTabel Injeksi RSFlorensia IndrianiÎncă nu există evaluări
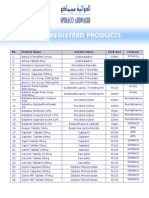
- Registerd Product of SPIMACO.Document6 paginiRegisterd Product of SPIMACO.Ahmad AlshewaymanÎncă nu există evaluări
- 20180815Document6 pagini20180815Jamie IllmaticÎncă nu există evaluări
- Pharmaceutics: A Practical Manual for PHARM & PHARM D CoursesDe la EverandPharmaceutics: A Practical Manual for PHARM & PHARM D CoursesEvaluare: 5 din 5 stele5/5 (2)
- Revision Guide Made Simple For Pharmacy Technicians 2nd EditionDe la EverandRevision Guide Made Simple For Pharmacy Technicians 2nd EditionÎncă nu există evaluări
- Revision Guide Made Simple For Pharmacy Technicians - PTCB: 4th EditionDe la EverandRevision Guide Made Simple For Pharmacy Technicians - PTCB: 4th EditionÎncă nu există evaluări
- Strategic ManagementDocument21 paginiStrategic ManagementTanuj R KarnikÎncă nu există evaluări
- Consumer Behaviour Concepts and ApplicationsDocument38 paginiConsumer Behaviour Concepts and ApplicationsachaldoshiÎncă nu există evaluări
- Prevent Hair LossDocument1 paginăPrevent Hair LossachaldoshiÎncă nu există evaluări
- Ronak PadariyeDocument25 paginiRonak Padariyeachaldoshi100% (1)
- ElectrochemistryDocument30 paginiElectrochemistryPankaj Jindam100% (1)
- Fta Oil+gasdistilcolumn PDFDocument7 paginiFta Oil+gasdistilcolumn PDFPrasanna GÎncă nu există evaluări
- Autolab Brochure 2013 en LRDocument40 paginiAutolab Brochure 2013 en LRdanidondoniÎncă nu există evaluări
- ME ThermodynamicsDocument58 paginiME ThermodynamicsprasobhaÎncă nu există evaluări
- Ec 1Document443 paginiEc 1Chaitanya KumarÎncă nu există evaluări
- GEMSS-M-15 Rev 02 - Desalination Plant and Desalinated Water TanksDocument20 paginiGEMSS-M-15 Rev 02 - Desalination Plant and Desalinated Water TanksKaramSobhyÎncă nu există evaluări
- Mercuric Nitrate PreparationDocument1 paginăMercuric Nitrate PreparationAshraf MohdalyÎncă nu există evaluări
- 19 Heat of Combustion MGDocument5 pagini19 Heat of Combustion MGmanuelscribdgonzalesÎncă nu există evaluări
- Dental Materials Reviewer Pt. 10Document5 paginiDental Materials Reviewer Pt. 10Ryo MiyataÎncă nu există evaluări
- ACCR Specification PDFDocument4 paginiACCR Specification PDFclicknagpalÎncă nu există evaluări
- Heat Engine Apparatus ManualDocument23 paginiHeat Engine Apparatus ManualRomeo DequitoÎncă nu există evaluări
- Techno-Economic Evaluation of Microalgae For Protein - Sari Et Al 2016Document9 paginiTechno-Economic Evaluation of Microalgae For Protein - Sari Et Al 2016Laura Soto SierraÎncă nu există evaluări
- Herb-Modle Peptide in Anaerobic Titration and Reduce-05032013Document4 paginiHerb-Modle Peptide in Anaerobic Titration and Reduce-05032013陳育孝Încă nu există evaluări
- (Anderson Poul) Satan's World (B-Ok - Xyz) PDFDocument128 pagini(Anderson Poul) Satan's World (B-Ok - Xyz) PDFFüleki Eszter100% (1)
- II Pipeline Design Codes and standards-MSGDocument74 paginiII Pipeline Design Codes and standards-MSGAyyappan100% (1)
- Thule User Manual BMADocument12 paginiThule User Manual BMABenny MedvedevÎncă nu există evaluări
- Ladle Furnace Refractory Lining: A Review: Dashrath Singh KathaitDocument8 paginiLadle Furnace Refractory Lining: A Review: Dashrath Singh KathaitHameedÎncă nu există evaluări
- A Sustainable Bioplastic Obtained From Rice StrawDocument12 paginiA Sustainable Bioplastic Obtained From Rice StrawNovrynda Eko SatriawanÎncă nu există evaluări
- Atomic PhysicsDocument58 paginiAtomic PhysicsBasitÎncă nu există evaluări
- ACCDocument18 paginiACCSanchit AgarwalÎncă nu există evaluări
- C-11 - (13th) (POI) Paper 1 SOLUTIONDocument7 paginiC-11 - (13th) (POI) Paper 1 SOLUTIONRaju SinghÎncă nu există evaluări
- 01 - Ashrae - AerodynamicsDocument52 pagini01 - Ashrae - AerodynamicsAnonymous A8HV1JiN2TÎncă nu există evaluări
- 1 PB PDFDocument8 pagini1 PB PDFKentÎncă nu există evaluări
- Biology Unit PlanDocument10 paginiBiology Unit Planapi-246097943Încă nu există evaluări
- Mrex - Brochure 0810 PDFDocument12 paginiMrex - Brochure 0810 PDFGyörgy BernáthÎncă nu există evaluări
- Flow Simulation and Static Structural Analysis On Pelton TurbineDocument7 paginiFlow Simulation and Static Structural Analysis On Pelton TurbineRahul ReddyÎncă nu există evaluări
- Test Bank For General Chemistry 10th Edition by EbbingDocument56 paginiTest Bank For General Chemistry 10th Edition by Ebbingcleopatracaig03w5Încă nu există evaluări
- AE Question PDFDocument12 paginiAE Question PDFAkhil SureshÎncă nu există evaluări
- CO2 Cueva BulakDocument7 paginiCO2 Cueva BulakCristian RiveraÎncă nu există evaluări
- History 2014Document34 paginiHistory 2014Grace De León NopeÎncă nu există evaluări