S-ar putea să vă placă și
- Rutina para Gym DEFINICIÓNDocument40 paginiRutina para Gym DEFINICIÓNjpereirat100% (2)
- Curso Refractario Cemento e PDFDocument83 paginiCurso Refractario Cemento e PDFHector041267% (3)
- Temperatura de Precalentamiento para Aceros Al Carbono y Aceros de Baja Aleación PDFDocument16 paginiTemperatura de Precalentamiento para Aceros Al Carbono y Aceros de Baja Aleación PDFAbel Valderrama PerezÎncă nu există evaluări
- Ejercicios de Matematica Financiera 2Document66 paginiEjercicios de Matematica Financiera 2Nansy Grijalva54% (26)
- Intervenir tableros eléctricosDocument8 paginiIntervenir tableros eléctricosMadelin FernandezÎncă nu există evaluări
- Naomi Lucas - Serie Cyborg Shifters 01 - Wild BloodDocument192 paginiNaomi Lucas - Serie Cyborg Shifters 01 - Wild BloodCristina Tamayo RuizÎncă nu există evaluări
- Manual Testo T327-1-2 PDFDocument27 paginiManual Testo T327-1-2 PDFNelson Asencio HuayanayÎncă nu există evaluări
- Cálculo termofluidodinámico de filtros de partículas de flujo de paredDe la EverandCálculo termofluidodinámico de filtros de partículas de flujo de paredEvaluare: 5 din 5 stele5/5 (1)
- Movimientos Mandibulares PROSTODONCIADocument27 paginiMovimientos Mandibulares PROSTODONCIAChooii OrtizÎncă nu există evaluări
- Ficha Tecnica Tuberia PPR MailDocument2 paginiFicha Tecnica Tuberia PPR MailAndres GabyÎncă nu există evaluări
- Copia de Informe E94 Titulo de VaporDocument29 paginiCopia de Informe E94 Titulo de VaporSuperunknow DesconocidoÎncă nu există evaluări
- Ficha Tecnica PT100 T-THERMDocument3 paginiFicha Tecnica PT100 T-THERMSitec Industrial AutomationÎncă nu există evaluări
- Modicon M221 - TMC2TI2Document3 paginiModicon M221 - TMC2TI2Francis MuñozÎncă nu există evaluări
- Medicion de TemperaturaDocument40 paginiMedicion de TemperaturaJose TheranÎncă nu există evaluări
- Equipos para ensayos de mineralDocument22 paginiEquipos para ensayos de mineralMoises MejiaÎncă nu există evaluări
- DS CT4128 Es Es 76362Document10 paginiDS CT4128 Es Es 76362Luis Miguel R SÎncă nu există evaluări
- Ejemplo de Hoja de EspecificacionesDocument6 paginiEjemplo de Hoja de EspecificacionesMaria Elena Guzman NuñezÎncă nu există evaluări
- Ficha Tecnica-R. Banda CeramicaDocument3 paginiFicha Tecnica-R. Banda CeramicaArturo TacillaÎncă nu există evaluări
- Proceso de ProduccionDocument17 paginiProceso de ProduccionAnaÎncă nu există evaluări
- SUMITEN780SDocument42 paginiSUMITEN780SLuis Chiara LoayzaÎncă nu există evaluări
- Manual 3 T-25NDocument24 paginiManual 3 T-25NHERMENCIA OSORIO VILLAMIZARÎncă nu există evaluări
- Termómetro Portátil CTH6500Document11 paginiTermómetro Portátil CTH6500Norma Constanza VásquezÎncă nu există evaluări
- AutoclavesDocument21 paginiAutoclavesAdonis LampingÎncă nu există evaluări
- Caract - CCK-0 - 81e CARBONATACION PDFDocument10 paginiCaract - CCK-0 - 81e CARBONATACION PDFDick EarthÎncă nu există evaluări
- Copia ManualDocument1 paginăCopia Manualcarolina caseresÎncă nu există evaluări
- Selección de pirómetro para medición de temperatura de briquetasDocument3 paginiSelección de pirómetro para medición de temperatura de briquetasCarlos StabileÎncă nu există evaluări
- Propiedades Alambre NicromDocument8 paginiPropiedades Alambre NicromAlan RedÎncă nu există evaluări
- MAQUINAS Proceso de SaponificacionDocument62 paginiMAQUINAS Proceso de SaponificacionAntony Cristian Tarazona Valverde100% (1)
- Instalación interna de gas natural para estación de bomberosDocument4 paginiInstalación interna de gas natural para estación de bomberosMauro Quisbert HuariÎncă nu există evaluări
- TemperaturaDocument16 paginiTemperaturaElian Valencia de TatianaÎncă nu există evaluări
- PTH 300 3 WB C R6 Alt 440Document9 paginiPTH 300 3 WB C R6 Alt 440Martin Villafuerte CruzÎncă nu există evaluări
- COM-01373.10.22 - GR Capital - Sistemas de Bombeo Pozo Profundo e Instalacion - Proy. Pozo AzapampaDocument16 paginiCOM-01373.10.22 - GR Capital - Sistemas de Bombeo Pozo Profundo e Instalacion - Proy. Pozo Azapampaoscar marin sanchezÎncă nu există evaluări
- Almacenamiento térmico tanque especificacionesDocument2 paginiAlmacenamiento térmico tanque especificacionesLuis AlonsoÎncă nu există evaluări
- Guia de Seleccion de Calibradores Industriales Temp Rlucero@Coasin - Com.ecDocument16 paginiGuia de Seleccion de Calibradores Industriales Temp Rlucero@Coasin - Com.ecDarwin RafaelÎncă nu există evaluări
- SimulacionHorno - VILLANUEVA ROBLERODocument25 paginiSimulacionHorno - VILLANUEVA ROBLEROMangelVillanuevaÎncă nu există evaluări
- Sh-20150168 Gcms QP 2010 Ultra LabicerDocument9 paginiSh-20150168 Gcms QP 2010 Ultra LabicerJesus Enrique Utano ReyesÎncă nu există evaluări
- Calibración de Termometros (Document15 paginiCalibración de Termometros (Johan VasquezÎncă nu există evaluări
- Catalogo Tecnico FormulDocument76 paginiCatalogo Tecnico FormulCrass ImportacionesÎncă nu există evaluări
- Equipo Medicion y LaboratorioDocument68 paginiEquipo Medicion y LaboratorioLaura Coaquira CampuzanoÎncă nu există evaluări
- Sensores y MarcasDocument6 paginiSensores y MarcasDiana BetancourtÎncă nu există evaluări
- Equipos LabinsDocument95 paginiEquipos LabinsGina AriasÎncă nu există evaluări
- Manta de Fibra de CeramicaDocument2 paginiManta de Fibra de Ceramicamauricio guerraÎncă nu există evaluări
- Guia de Seleccion Hart Scientific 1Document16 paginiGuia de Seleccion Hart Scientific 1Aguirre RalphÎncă nu există evaluări
- SUPER MATROID HEATER BROCHURE SpanishDocument7 paginiSUPER MATROID HEATER BROCHURE SpanishSergio FloresÎncă nu există evaluări
- Manual de Funcionamiento PT315Document32 paginiManual de Funcionamiento PT315Jesus SevillaÎncă nu există evaluări
- Medición de ruido industrialDocument10 paginiMedición de ruido industrialROSANA QUINTERO OÑATEÎncă nu există evaluări
- 3er Labo Medicion de TemperaturaDocument9 pagini3er Labo Medicion de TemperaturaPaul VegaÎncă nu există evaluări
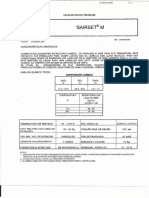
- Ficha Tecnica Sair SetDocument1 paginăFicha Tecnica Sair SetJJ GOLE PRECIOS UNITARIOSÎncă nu există evaluări
- Acero Tablas 1060Document5 paginiAcero Tablas 1060Keila Viviana0% (1)
- Comportamiento resistencia temperatura PT100Document5 paginiComportamiento resistencia temperatura PT100iñakiÎncă nu există evaluări
- Rozadora RPB60Document8 paginiRozadora RPB60Wilson RiveraÎncă nu există evaluări
- Caldera - Ficha TecniaDocument2 paginiCaldera - Ficha TecniaNarváez Rodríguez Sebastian BryanÎncă nu există evaluări
- Linea Estufas 300 ESDocument2 paginiLinea Estufas 300 ESnieves sotoÎncă nu există evaluări
- Ficha Tecnica Colcha Fibra Ceramica Kaowool S ActDocument2 paginiFicha Tecnica Colcha Fibra Ceramica Kaowool S ActJJ GOLE PRECIOS UNITARIOSÎncă nu există evaluări
- Venti-3er TrabajoDocument6 paginiVenti-3er TrabajoFernando Callata CardenasÎncă nu există evaluări
- Sensor Temperatura 2 PDFDocument48 paginiSensor Temperatura 2 PDFrartorresbÎncă nu există evaluări
- Trabajo Final de Instrumentación - JIMENEZ BURGOSDocument11 paginiTrabajo Final de Instrumentación - JIMENEZ BURGOSDiego MuñozÎncă nu există evaluări
- Informe 6 Procesos Determinacion Del Punto Mas FrioDocument46 paginiInforme 6 Procesos Determinacion Del Punto Mas FrioMoises Abel Martinez VelasquezÎncă nu există evaluări
- Instrumentos de TemperaturaDocument31 paginiInstrumentos de TemperaturaDana Macas100% (1)
- Autoclave BKQDocument4 paginiAutoclave BKQabnerÎncă nu există evaluări
- Análisis de refrigerante de radiador de equipo pesadoDocument1 paginăAnálisis de refrigerante de radiador de equipo pesadojohnÎncă nu există evaluări
- 15 Trays - 45C Blast Freezer Technical DataDocument1 pagină15 Trays - 45C Blast Freezer Technical DataJulian PulgarinÎncă nu există evaluări
- Air Jacketed CO2 Incubator Es UnlockedDocument7 paginiAir Jacketed CO2 Incubator Es UnlockedVAN REPRESENTACIONES GENERALESÎncă nu există evaluări
- Proceso fabricación shampoo acondicionador cremaDocument21 paginiProceso fabricación shampoo acondicionador cremamERCYÎncă nu există evaluări
- Informe Separación de Gas Natural Rev 0Document21 paginiInforme Separación de Gas Natural Rev 0Nelly Quintana ZapataÎncă nu există evaluări
- Aprovechamientos HidrolectricosDocument4 paginiAprovechamientos HidrolectricosJuan Pablo PoloÎncă nu există evaluări
- Nuevo - Preparatorio4 - Pid - Pendulo Invertido PDFDocument12 paginiNuevo - Preparatorio4 - Pid - Pendulo Invertido PDFJuan Pablo PoloÎncă nu există evaluări
- SubestacionesDocument13 paginiSubestacionesJuan Pablo PoloÎncă nu există evaluări
- Energia Potencial en Las Centrales HidroDocument7 paginiEnergia Potencial en Las Centrales HidroJuan Pablo PoloÎncă nu există evaluări
- Nuevo - Preparatorio4 - Pid - Pendulo Invertido PDFDocument12 paginiNuevo - Preparatorio4 - Pid - Pendulo Invertido PDFJuan Pablo PoloÎncă nu există evaluări
- Diseño y Evaluación de ProyectosDocument18 paginiDiseño y Evaluación de ProyectosJuan Pablo PoloÎncă nu există evaluări
- Ejer3-8 Elemetos Finitos - Simualcion SWDocument6 paginiEjer3-8 Elemetos Finitos - Simualcion SWJuan Pablo PoloÎncă nu există evaluări
- Aprovechamientos HidrolectricosDocument6 paginiAprovechamientos HidrolectricosALFMAN54Încă nu există evaluări
- Perfil-De-Tesis Polo Morales Automatización AICO Engineenering PDFDocument20 paginiPerfil-De-Tesis Polo Morales Automatización AICO Engineenering PDFJuan Pablo PoloÎncă nu există evaluări
- G2 Polo Torres Juan DiseñoyEvaluaciondeProyectosDocument20 paginiG2 Polo Torres Juan DiseñoyEvaluaciondeProyectosJuan Pablo PoloÎncă nu există evaluări
- Informe-Desgranadora Maiz-Morales Lino PoloDocument42 paginiInforme-Desgranadora Maiz-Morales Lino PoloJuan Pablo Polo100% (1)
- Metodos NumericosDocument14 paginiMetodos NumericosJuan Pablo PoloÎncă nu există evaluări
- Stion EmpresarialDocument20 paginiStion EmpresarialJuan Pablo PoloÎncă nu există evaluări
- Sumak KawsayDocument7 paginiSumak KawsayJuan Pablo PoloÎncă nu există evaluări
- Manual Ascensor - Redes Industriales - ESPEDocument8 paginiManual Ascensor - Redes Industriales - ESPEJuan Pablo PoloÎncă nu există evaluări
- Control de ascensor HMIDocument32 paginiControl de ascensor HMIJuan Pablo PoloÎncă nu există evaluări
- Engranes helicoidales y cónicos: Ejercicios de diseño y cálculoDocument2 paginiEngranes helicoidales y cónicos: Ejercicios de diseño y cálculoJuan Pablo PoloÎncă nu există evaluări
- Modelo Por EnergiasDocument7 paginiModelo Por EnergiasJuan Pablo PoloÎncă nu există evaluări
- Controlador AC LaminasDocument45 paginiControlador AC LaminasGabby VerdezotoÎncă nu există evaluări
- Control Digital - ESPE - Fonseca Manosalvas Morales PoloDocument19 paginiControl Digital - ESPE - Fonseca Manosalvas Morales PoloJuan Pablo PoloÎncă nu există evaluări
- Charlatte General 2019Document50 paginiCharlatte General 2019mltgb1Încă nu există evaluări
- Recarga de Cartuchos HP Con CabezalDocument8 paginiRecarga de Cartuchos HP Con CabezalPipe HernandezÎncă nu există evaluări
- FundetecDocument6 paginiFundetecJose david Julio berrioÎncă nu există evaluări
- Caracteristicas Sdmo D600uDocument4 paginiCaracteristicas Sdmo D600uplvg2009Încă nu există evaluări
- Sesion 1-Proceso IndustrialDocument165 paginiSesion 1-Proceso IndustrialBrenda Alessia Quiñonez AparicioÎncă nu există evaluări
- La Comunicación en Tiempo de PandemiaMariitaDocument9 paginiLa Comunicación en Tiempo de PandemiaMariitaEliezerth R C MÎncă nu există evaluări
- Anexo 1 - Matriz Estudio de Caso - Paso 2. - Betsy CantilloDocument29 paginiAnexo 1 - Matriz Estudio de Caso - Paso 2. - Betsy CantilloPASTOR JECSON CANTILLOÎncă nu există evaluări
- Cuestionario Inducción Corporativa (1) - 1 PDFDocument2 paginiCuestionario Inducción Corporativa (1) - 1 PDFLeslyAnguloÎncă nu există evaluări
- Platos típicos de las regiones de Colombia: Pacífica, Andina, Amazónica, Orinoquia y CaribeDocument22 paginiPlatos típicos de las regiones de Colombia: Pacífica, Andina, Amazónica, Orinoquia y Caribelaura cantor0% (1)
- Tareas de Inglés 3er AñoDocument16 paginiTareas de Inglés 3er AñoJosé ManuelÎncă nu există evaluări
- Monografia para Optar Al Titulo De: Cirujano DentistaDocument69 paginiMonografia para Optar Al Titulo De: Cirujano DentistaLlanos A. AlexisÎncă nu există evaluări
- Migración Dental Fisiológica y Su Importancia para El Desarrollo de La OculusiónDocument9 paginiMigración Dental Fisiológica y Su Importancia para El Desarrollo de La OculusiónLiceth Herrera MartinezÎncă nu există evaluări
- Cálculo II - Longitud de Curvas PlanasDocument5 paginiCálculo II - Longitud de Curvas PlanasCarmenÎncă nu există evaluări
- Procedimiento Trabajos en HormigónDocument26 paginiProcedimiento Trabajos en HormigónestebanÎncă nu există evaluări
- Mujerícolas del marDocument182 paginiMujerícolas del marunitedkarinaÎncă nu există evaluări
- Prueba de Hipotesis 1Document30 paginiPrueba de Hipotesis 1Paul SánchezÎncă nu există evaluări
- Entrevista psicológica: preguntas y respuestasDocument7 paginiEntrevista psicológica: preguntas y respuestasAdriGBÎncă nu există evaluări
- Perdiadas de AguaDocument42 paginiPerdiadas de AguaJuber Rime QueroÎncă nu există evaluări
- Taller 7. Parámetros Morfométricos de Una Cuenca Hidrográfica Erika y ZuliDocument9 paginiTaller 7. Parámetros Morfométricos de Una Cuenca Hidrográfica Erika y ZuliZuly AndreaÎncă nu există evaluări
- Regulacin de La RespiracinDocument8 paginiRegulacin de La RespiracinCesar Julian Ortiz CastellanosÎncă nu există evaluări
- Módulo 8. Discapacidad Intelectual. Taller Elaboración de Material Didáctico Inclusivo. Tallerista Gpe. Mendoza Ortiz Folio EAE202-15838.Document8 paginiMódulo 8. Discapacidad Intelectual. Taller Elaboración de Material Didáctico Inclusivo. Tallerista Gpe. Mendoza Ortiz Folio EAE202-15838.CECILIA ESTRADA TORRESÎncă nu există evaluări
- EXTRUSIÓNDocument111 paginiEXTRUSIÓNSara VeinticuatroÎncă nu există evaluări
- Reparacion de Radio Cassette Con CDDocument10 paginiReparacion de Radio Cassette Con CDtomastoyotaÎncă nu există evaluări
- Enfermedades Cuidados Sistema ExcretorDocument3 paginiEnfermedades Cuidados Sistema ExcretorLuis ZanabriaÎncă nu există evaluări
- Manual Test Del ÁrbolDocument37 paginiManual Test Del ÁrbolPercyAlfredoCoaguilaVizcardoÎncă nu există evaluări