S-ar putea să vă placă și
- Microéconomie en 24 Fiches DUNOD PDFDocument162 paginiMicroéconomie en 24 Fiches DUNOD PDFFaniry Jonathan Andriampanana100% (3)
- 2854 2 Gestion Des Stocks - ExercicesDocument4 pagini2854 2 Gestion Des Stocks - ExercicesAbdou Mfopa100% (12)
- Corrige 6Document2 paginiCorrige 6sinchicovich100% (1)
- OPT - Par L'exemple PDFDocument10 paginiOPT - Par L'exemple PDFBAFAR YASSIRÎncă nu există evaluări
- Exo Avec CorrigéDocument2 paginiExo Avec CorrigéJabir Arif100% (1)
- Ordonncement 2021 2022 Chapitre 1Document57 paginiOrdonncement 2021 2022 Chapitre 1Rä Høuba100% (1)
- Chapitre 3 CSI 2019-2020 PDFDocument29 paginiChapitre 3 CSI 2019-2020 PDFBilel ChouayaÎncă nu există evaluări
- Exercice MetalarmDocument2 paginiExercice MetalarmTCHAMADEU SEVERINÎncă nu există evaluări
- 1.CH4 - Organisation D'un Atelier - LayoutDocument31 pagini1.CH4 - Organisation D'un Atelier - Layoutgono playerÎncă nu există evaluări
- MRP2Document47 paginiMRP2najlae alfathiÎncă nu există evaluări
- Présentation Finale Du Thème Juste À TempsDocument19 paginiPrésentation Finale Du Thème Juste À TempsYasmineTobjiÎncă nu există evaluări
- Chapitre II - GPDocument11 paginiChapitre II - GPmohamedÎncă nu există evaluări
- TD IsiiiDocument16 paginiTD IsiiiadibÎncă nu există evaluări
- Diaporama Gipsi M2 Implant 2Document24 paginiDiaporama Gipsi M2 Implant 2ZakariaChardoudiÎncă nu există evaluări
- Cours IsiiiDocument208 paginiCours Isiiiadib100% (1)
- FMD1Document16 paginiFMD1mnassri houcineÎncă nu există evaluări
- Presentation MRPDocument50 paginiPresentation MRPSafae BelmazouziÎncă nu există evaluări
- Ordonncement 2021 2022 Chapitre 1Document57 paginiOrdonncement 2021 2022 Chapitre 1Rä Høuba100% (1)
- Exercices CapaciteDocument8 paginiExercices Capaciteaudrey mappyÎncă nu există evaluări
- Ordonnancement Et Gestion Des Flux - Esith - 2019Document115 paginiOrdonnancement Et Gestion Des Flux - Esith - 2019Fatima Ezzahraa NahidÎncă nu există evaluări
- Gestion Des Stocks Notions de BaseDocument33 paginiGestion Des Stocks Notions de BaseMIANOÎncă nu există evaluări
- Chapitre III: Plan Industriel Et Commercial Et Plan de Production Plan Industriel Et Commercial Et Plan de ProductionDocument27 paginiChapitre III: Plan Industriel Et Commercial Et Plan de Production Plan Industriel Et Commercial Et Plan de Productionabdo tmÎncă nu există evaluări
- Ogp - P1 - 2021 2022Document47 paginiOgp - P1 - 2021 2022Wassim Ben SalahÎncă nu există evaluări
- Corrigé DS GPS ENIT 3AGM Nov19 Ex2Document21 paginiCorrigé DS GPS ENIT 3AGM Nov19 Ex2Oumaima Ben SaidÎncă nu există evaluări
- TD1Gprod SP2Document2 paginiTD1Gprod SP2Anass CherrafiÎncă nu există evaluări
- Examen Gestion de Production À Distance Du Master Génie Industriel 19-20Document3 paginiExamen Gestion de Production À Distance Du Master Génie Industriel 19-20BADR BADRÎncă nu există evaluări
- 20 - TD TPM TRSDocument5 pagini20 - TD TPM TRSMohammed Amine KenedÎncă nu există evaluări
- Di2 Alphac2610Document19 paginiDi2 Alphac2610Muhammad SajidÎncă nu există evaluări
- ImplantationDocument61 paginiImplantationlelibÎncă nu există evaluări
- Examen Gestion Des Flux LP 21Document2 paginiExamen Gestion Des Flux LP 21YOUNES TASDROMTEÎncă nu există evaluări
- Exemples de Calcul MRP1 Et MRP2 PDFDocument28 paginiExemples de Calcul MRP1 Et MRP2 PDFBadr EdouhabiÎncă nu există evaluări
- TD2Document2 paginiTD2Khalil RaÎncă nu există evaluări
- Exposé Sous Le Thème: Kanban Dans Le Secteur AutomobileDocument43 paginiExposé Sous Le Thème: Kanban Dans Le Secteur AutomobileMaouhoub AnasÎncă nu există evaluări
- TD2 GPDocument8 paginiTD2 GPDEBBAGH KHALIDÎncă nu există evaluări
- Gestion Des Flux Chap1Document25 paginiGestion Des Flux Chap1rida fargaliÎncă nu există evaluări
- Theme22 Mémoire SCM OrdoDocument71 paginiTheme22 Mémoire SCM OrdoHassen LahmariÎncă nu există evaluări
- Gestion de ProductionDocument33 paginiGestion de ProductionSaMira LFÎncă nu există evaluări
- PMP Gestion de ProductionDocument28 paginiPMP Gestion de ProductionSimo TaziÎncă nu există evaluări
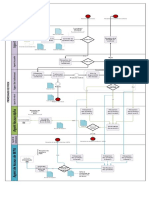
- BPMN Processus Gestion de StockDocument1 paginăBPMN Processus Gestion de StockdaoÎncă nu există evaluări
- Terminologie Et Typologie Des Systèmes de ProductionDocument25 paginiTerminologie Et Typologie Des Systèmes de Productionlolitaaaa100% (1)
- Chap3 - Ordonnancement en Ateliers SpécialisésDocument72 paginiChap3 - Ordonnancement en Ateliers Spécialisésjon kong100% (1)
- TD Fonction OrdonnancementDocument7 paginiTD Fonction OrdonnancementrtuiojÎncă nu există evaluări
- Poster Du Stage Ouverier A La Societé SNCPA A Kaseserine TunisieDocument1 paginăPoster Du Stage Ouverier A La Societé SNCPA A Kaseserine TunisieYassine GharssalliÎncă nu există evaluări
- Hammouch Mohammed Ecograi Imi 2021Document22 paginiHammouch Mohammed Ecograi Imi 2021Simo HammouChÎncă nu există evaluări
- Tracto CDocument6 paginiTracto CAli HamzaouiÎncă nu există evaluări
- Methode de JohnsonDocument5 paginiMethode de JohnsonFernand BikahÎncă nu există evaluări
- Exercice OrdoDocument3 paginiExercice OrdoFatima-ezzahrae BardouniÎncă nu există evaluări
- Etude de Cas VSM 2013 IMIDocument11 paginiEtude de Cas VSM 2013 IMISara saraÎncă nu există evaluări
- Standard 5S - ISOLA4Document1 paginăStandard 5S - ISOLA4Zakaria KchiriÎncă nu există evaluări
- 119 - TPM - SynthèseDocument6 pagini119 - TPM - Synthèsekhalida1Încă nu există evaluări
- Exercice 4Document2 paginiExercice 4najlae alfathiÎncă nu există evaluări
- Typologies Des Systemes de ProductionDocument6 paginiTypologies Des Systemes de ProductionBrFoster ElalLaliÎncă nu există evaluări
- Chapitre 02-MRP2 (Mode de Compatibilité)Document25 paginiChapitre 02-MRP2 (Mode de Compatibilité)fhfhbfhgcbfghdh100% (1)
- 02-81 Cas LazurexDocument16 pagini02-81 Cas LazurexKOUAMI DONKEE GBOLOHAÎncă nu există evaluări
- Cours Système Lean-ESPRITDocument179 paginiCours Système Lean-ESPRITZayene Khmais100% (1)
- TD Ro Ing1 Ensit 21-22Document12 paginiTD Ro Ing1 Ensit 21-22ange kouadioÎncă nu există evaluări
- Planification et contrôle de la production et des stocks : techniques et pratiquesDe la EverandPlanification et contrôle de la production et des stocks : techniques et pratiquesEvaluare: 3 din 5 stele3/5 (1)
- Analyse d’impact réglementaire (AIR): Balises méthodologiques pour mieux évaluer les réglementationsDe la EverandAnalyse d’impact réglementaire (AIR): Balises méthodologiques pour mieux évaluer les réglementationsÎncă nu există evaluări
- Theorie Des Contraintes1Document3 paginiTheorie Des Contraintes1Reda ChattahyÎncă nu există evaluări
- Les GoulotsDocument11 paginiLes GoulotsFrançois AkpoÎncă nu există evaluări
- Gestion Des Opérations de La Logistique Industrielle 8Document3 paginiGestion Des Opérations de La Logistique Industrielle 8charles langmiaÎncă nu există evaluări
- Kanbon Avec Corrigé PDFDocument2 paginiKanbon Avec Corrigé PDFaeroÎncă nu există evaluări
- GlossaireDocument10 paginiGlossaireaeroÎncă nu există evaluări
- GlossaireDocument4 paginiGlossaireaeroÎncă nu există evaluări
- GlossaireDocument10 paginiGlossaireaeroÎncă nu există evaluări
- GlossaireDocument10 paginiGlossaireaeroÎncă nu există evaluări
- 2854 2 Gestion Des Stocks Exercices PDFDocument5 pagini2854 2 Gestion Des Stocks Exercices PDFaeroÎncă nu există evaluări
- 5P, Méthode 5 Pourquoi PDFDocument2 pagini5P, Méthode 5 Pourquoi PDFaero100% (3)
- Serie2 Ondes ElectromagnétiquesDocument3 paginiSerie2 Ondes ElectromagnétiquesAhamada AnisÎncă nu există evaluări
- Teste 1: 2H (17H-19H) Problema 1: Qu'affiche Ce Programme ?Document13 paginiTeste 1: 2H (17H-19H) Problema 1: Qu'affiche Ce Programme ?Baba NiangÎncă nu există evaluări
- Pretensado Chamoa P PsidpDocument153 paginiPretensado Chamoa P PsidpRaul Martinez JardonÎncă nu există evaluări
- 02 Anatomie Du Bois Chapitre 2Document5 pagini02 Anatomie Du Bois Chapitre 2Mohamed El KortbiÎncă nu există evaluări
- Thermodynamique Aide MemoireDocument84 paginiThermodynamique Aide Memoirejdrollier100% (2)
- Probas Chapitre2Document26 paginiProbas Chapitre2hindÎncă nu există evaluări
- TransformateurDocument85 paginiTransformateuroussama mhaiaouiÎncă nu există evaluări
- Ernez 2011Document352 paginiErnez 2011Sarah SebâaÎncă nu există evaluări
- Ideal Standart Creatis 3 Doc Commerciale PDFDocument8 paginiIdeal Standart Creatis 3 Doc Commerciale PDFe-genieclimatique.comÎncă nu există evaluări
- Cours No 04 Etude de L'architecture Du Microprocesseur 8086Document6 paginiCours No 04 Etude de L'architecture Du Microprocesseur 8086Wassim AmamicheÎncă nu există evaluări
- TD2 AlgoDocument2 paginiTD2 AlgoHICHEM BEHIRIÎncă nu există evaluări
- MEC1 - Liaisons IMp PDFDocument4 paginiMEC1 - Liaisons IMp PDFAbdelmajid AittalebÎncă nu există evaluări
- TD Traitement Thermique Et Extraction ERA SUDDocument3 paginiTD Traitement Thermique Et Extraction ERA SUDbessama84100% (1)
- MTS226 Torsade UnipolaireDocument4 paginiMTS226 Torsade UnipolaireMahalmadaneÎncă nu există evaluări
- THÈME Descente Et Cimentation Du Liner 7 Dans Le Champ de Hassi-MessaoudDocument52 paginiTHÈME Descente Et Cimentation Du Liner 7 Dans Le Champ de Hassi-MessaoudMokr AchourÎncă nu există evaluări
- Compte RenduDocument5 paginiCompte RenduOumaima ElhilaliÎncă nu există evaluări
- Cours Des Méthodes - Elem - Finis - IutDocument10 paginiCours Des Méthodes - Elem - Finis - IutHajar AkhzouzÎncă nu există evaluări
- XX Carte - NDDI 01Document21 paginiXX Carte - NDDI 01Abderahmane DjebaliÎncă nu există evaluări
- S7Document16 paginiS7alainÎncă nu există evaluări
- Diagramme Gantt v4.1Document10 paginiDiagramme Gantt v4.1AT NMÎncă nu există evaluări
- Faisceaux Électriques MACHINES Selon DT3173 - 80-2-13-M.95FR - 1.0.0Document4 paginiFaisceaux Électriques MACHINES Selon DT3173 - 80-2-13-M.95FR - 1.0.0Olivier ORMAN100% (1)
- Concevoir Et Construire en Acier PDFDocument114 paginiConcevoir Et Construire en Acier PDFSimohamed Laimairi0% (1)
- TPBAC2023Document128 paginiTPBAC2023labossefÎncă nu există evaluări
- Limites Et TransitivitéDocument18 paginiLimites Et TransitivitébunburydeluxÎncă nu există evaluări
- Cours Sur Les Caractéristiques Des Moteurs Électriques PDFDocument12 paginiCours Sur Les Caractéristiques Des Moteurs Électriques PDFchiabsassiyahoofrÎncă nu există evaluări
- Admin Sys TP9Document4 paginiAdmin Sys TP9breindaÎncă nu există evaluări
- Devoir 1 Controle Et Synthese 4éme TechniqueDocument4 paginiDevoir 1 Controle Et Synthese 4éme Techniquetunisiaahladalil100% (1)
- Samimi Shabab DLEDocument134 paginiSamimi Shabab DLEilyasse samiriÎncă nu există evaluări
- 4 - Deep Learning - FRDocument50 pagini4 - Deep Learning - FRmbatache11Încă nu există evaluări