S-ar putea să vă placă și
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (890)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Fundamentals of AerodynamicsDocument25 paginiFundamentals of AerodynamicsPaul Timothy Hao100% (3)
- Turbair Vacuum SystemsDocument6 paginiTurbair Vacuum SystemsKerim ŠenderovićÎncă nu există evaluări
- Central Vac SystemsDocument20 paginiCentral Vac SystemsNavaneeth PurushothamanÎncă nu există evaluări
- Sizing Vacuum PumpsDocument3 paginiSizing Vacuum PumpsIka SetyaningsihÎncă nu există evaluări
- USPAS Vacuum System Design CalculationsDocument24 paginiUSPAS Vacuum System Design Calculationssajjad_naghdi241Încă nu există evaluări
- 004 1130 00Document13 pagini004 1130 00Kerim ŠenderovićÎncă nu există evaluări
- 7.01.05 Alipaine OhjeDocument6 pagini7.01.05 Alipaine Ohjeanon_229136129Încă nu există evaluări
- Cursor Tier 3 Series I PDFDocument216 paginiCursor Tier 3 Series I PDFDenis Hernandez100% (1)
- Spredox D 364 For Solvent Based InkjetDocument9 paginiSpredox D 364 For Solvent Based InkjetPravin TandelÎncă nu există evaluări
- OTC 15275 Design Challenges of A 48-Inch Pipeline Subsea ManifoldDocument7 paginiOTC 15275 Design Challenges of A 48-Inch Pipeline Subsea Manifoldgvsha88Încă nu există evaluări
- FLUID BED TECHNOLOGY FOR BIOPLASTICS DRYINGDocument16 paginiFLUID BED TECHNOLOGY FOR BIOPLASTICS DRYINGzamburitti100% (1)
- Wind Loading of Industrial, Mining and Petrochemical StructuresDocument16 paginiWind Loading of Industrial, Mining and Petrochemical StructuresapirakqÎncă nu există evaluări
- Investigating Oxygen and Carbon Dioxide Levels in Inhaled and Exhaled AirDocument2 paginiInvestigating Oxygen and Carbon Dioxide Levels in Inhaled and Exhaled AirAdy Phanterz100% (1)
- Creating an Eco-Friendly Fiber SheetDocument66 paginiCreating an Eco-Friendly Fiber SheetDosirt VisdaÎncă nu există evaluări
- The chemistry behind milk's key componentsDocument26 paginiThe chemistry behind milk's key componentsTintin Brusola SalenÎncă nu există evaluări
- CHM131 MAC 2019 exam: Density, isotopes, balancing equationsDocument4 paginiCHM131 MAC 2019 exam: Density, isotopes, balancing equationsijah rosmiÎncă nu există evaluări
- Anodic Dissolution of Pure Aluminum During Electrocoagulation Process - Influence of Supporting Electrolyte, Initial PH, and Current Density PDFDocument12 paginiAnodic Dissolution of Pure Aluminum During Electrocoagulation Process - Influence of Supporting Electrolyte, Initial PH, and Current Density PDFMicke Sandoval100% (1)
- Method Statement: LokfixDocument3 paginiMethod Statement: Lokfixkamalxd100% (1)
- To Study The Quantity of Casein Present in Different Samples of MilkDocument12 paginiTo Study The Quantity of Casein Present in Different Samples of MilkVartika MehrotraÎncă nu există evaluări
- MechanizationDocument82 paginiMechanizationDeorene PulmanoÎncă nu există evaluări
- Organoboranes in Organic Syntheses Including Suzuki Coupling ReactionDocument29 paginiOrganoboranes in Organic Syntheses Including Suzuki Coupling Reactionratul mahataÎncă nu există evaluări
- Agribusiness Project Cargill Adhesive ApplicationDocument23 paginiAgribusiness Project Cargill Adhesive ApplicationFananh11Încă nu există evaluări
- AquaChemie List of Products DMCC DubaiDocument1 paginăAquaChemie List of Products DMCC DubaiMOHAMAD HACHIKÎncă nu există evaluări
- Cemtec AL PU CoatingDocument2 paginiCemtec AL PU CoatingAhmad ElghazolyÎncă nu există evaluări
- Total Suspended Solids 050715 PDFDocument10 paginiTotal Suspended Solids 050715 PDFgeonyakimiÎncă nu există evaluări
- Paducah Gaseous Diffusion Plant CleanupDocument1 paginăPaducah Gaseous Diffusion Plant CleanupJames BruggersÎncă nu există evaluări
- Air PollutionDocument10 paginiAir PollutionSandhya KakkarÎncă nu există evaluări
- India refinery configurations-Meeting future demand & regulationsDocument9 paginiIndia refinery configurations-Meeting future demand & regulationsphantanthanhÎncă nu există evaluări
- Ionic Crystal Structures and Cation Site TypesDocument10 paginiIonic Crystal Structures and Cation Site TypesEhsaan MirzaÎncă nu există evaluări
- Chapter IDocument24 paginiChapter ICrystaelechanÎncă nu există evaluări
- Peroxide Value Test ProcedureDocument2 paginiPeroxide Value Test ProcedureWynona BasilioÎncă nu există evaluări
- 79 167 1 PBDocument8 pagini79 167 1 PBGramIQÎncă nu există evaluări
- Draft PLG 4201 QaDocument2 paginiDraft PLG 4201 QaJeremia Mb PakpahanÎncă nu există evaluări
- New Chemistry For Jee Mains FarmulaDocument48 paginiNew Chemistry For Jee Mains FarmulaSatya KamÎncă nu există evaluări
- Contemporary Building Materials GuideDocument203 paginiContemporary Building Materials GuideNivedha100% (1)
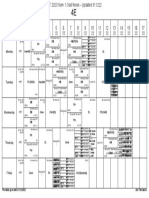
- TT 2023 Sem 1 Odd - Class 4e (Updated 311222)Document1 paginăTT 2023 Sem 1 Odd - Class 4e (Updated 311222)Lim Zhe Xian (Bukitviewss)Încă nu există evaluări