S-ar putea să vă placă și
- QSGTL Tank Jacking & Bottom Replacement ProjectDocument28 paginiQSGTL Tank Jacking & Bottom Replacement ProjectShrikant Moje100% (1)
- ICP™ Application Submission: User Guide For API 571, 577 and 580 ApplicantsDocument23 paginiICP™ Application Submission: User Guide For API 571, 577 and 580 ApplicantsShrikant MojeÎncă nu există evaluări
- ICP™ Application Submission: User Guide For API 571, 577 and 580 ApplicantsDocument23 paginiICP™ Application Submission: User Guide For API 571, 577 and 580 ApplicantsShrikant MojeÎncă nu există evaluări
- General Damage Mechanisms and Corrosion Failure ModesDocument6 paginiGeneral Damage Mechanisms and Corrosion Failure ModesShrikant Moje100% (1)
- API RP 571 Test QuestionsDocument22 paginiAPI RP 571 Test QuestionsShrikant Moje100% (1)
- ICP™ Application Submission: User Guide For API 571, 577 and 580 ApplicantsDocument23 paginiICP™ Application Submission: User Guide For API 571, 577 and 580 ApplicantsShrikant MojeÎncă nu există evaluări
- Rajasthan Tour 9n10dDocument2 paginiRajasthan Tour 9n10dShrikant MojeÎncă nu există evaluări
- General Damage Mechanisms and Corrosion Failure ModesDocument6 paginiGeneral Damage Mechanisms and Corrosion Failure ModesShrikant Moje100% (1)
- World Pipelines June 2007 - Integrity Management PDFDocument6 paginiWorld Pipelines June 2007 - Integrity Management PDFShrikant MojeÎncă nu există evaluări
- World Pipelines June 2007 - Integrity ManagementDocument55 paginiWorld Pipelines June 2007 - Integrity ManagementShrikant MojeÎncă nu există evaluări
- General Damage Mechanisms and Corrosion Failure ModesDocument6 paginiGeneral Damage Mechanisms and Corrosion Failure ModesShrikant Moje100% (1)
- Manufacturing ProcessesDocument477 paginiManufacturing ProcessesVinod89% (19)
- Key Concepts 2 Heat InputDocument4 paginiKey Concepts 2 Heat InputBama RamachandranÎncă nu există evaluări
- Api 571 HNDocument1 paginăApi 571 HNShrikant MojeÎncă nu există evaluări
- Electrode PDFDocument32 paginiElectrode PDFShrikant MojeÎncă nu există evaluări
- Fabrication Procedure FOR Evaporators: MFF Larsen & Toubro Limited Hazira Works, SuratDocument51 paginiFabrication Procedure FOR Evaporators: MFF Larsen & Toubro Limited Hazira Works, SuratShrikant MojeÎncă nu există evaluări
- Gas Shielded Flux Cored Arc Welding (FCAW) GuideDocument19 paginiGas Shielded Flux Cored Arc Welding (FCAW) GuideSanthosh Kumar100% (1)
- Interpass Temperature WeldingDocument2 paginiInterpass Temperature Weldinghareesh13hÎncă nu există evaluări
- Welding ProcessesDocument78 paginiWelding ProcessesShrikant MojeÎncă nu există evaluări
- Piping DesignDocument8 paginiPiping Designswabha102Încă nu există evaluări
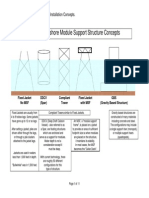
- 6.offshore ConceptsDocument0 pagini6.offshore Conceptshaidar1992Încă nu există evaluări
- Welding Consumanle SelectionDocument85 paginiWelding Consumanle SelectionShrikant MojeÎncă nu există evaluări
- Gas Shielded Flux Cored Arc Welding (FCAW) GuideDocument19 paginiGas Shielded Flux Cored Arc Welding (FCAW) GuideSanthosh Kumar100% (1)
- Piping Surges PDFDocument14 paginiPiping Surges PDFiboÎncă nu există evaluări
- Key Concepts 2 Heat InputDocument4 paginiKey Concepts 2 Heat InputBama RamachandranÎncă nu există evaluări
- Manufacturing ProcessesDocument477 paginiManufacturing ProcessesVinod89% (19)
- Key Concepts 2 Heat InputDocument4 paginiKey Concepts 2 Heat InputBama RamachandranÎncă nu există evaluări
- Ductile Iron Pipe Methods of DesignDocument22 paginiDuctile Iron Pipe Methods of DesignShrikant MojeÎncă nu există evaluări
- ASME P-Numbers PDFDocument2 paginiASME P-Numbers PDFShrikant Moje100% (1)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (587)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (265)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (119)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Form I-1 Centrifugal Pump Data SheetDocument4 paginiForm I-1 Centrifugal Pump Data SheetJohnÎncă nu există evaluări
- Black SandDocument2 paginiBlack SandMinato100% (1)
- C55Document4 paginiC55Rufo CascoÎncă nu există evaluări
- Chemsheets As 1038 Le Chatelier 1Document1 paginăChemsheets As 1038 Le Chatelier 1Дильназ БолатбеккызыÎncă nu există evaluări
- PCCDocument12 paginiPCCAjit GuptaÎncă nu există evaluări
- Specialized lubricants maximize steel industry productivityDocument16 paginiSpecialized lubricants maximize steel industry productivitySioney MonteiroÎncă nu există evaluări
- Protocol Calcofluor MutDocument3 paginiProtocol Calcofluor Mutrck46Încă nu există evaluări
- ISA-TR20.00.01 CD-ROM Table of Contents PDFDocument5 paginiISA-TR20.00.01 CD-ROM Table of Contents PDFmegojasÎncă nu există evaluări
- FEECO Rotary Dryers Coolers PDFDocument13 paginiFEECO Rotary Dryers Coolers PDFFernando MilmanÎncă nu există evaluări
- MZ2000W PDS EnglishDocument3 paginiMZ2000W PDS EnglishLeandroÎncă nu există evaluări
- Mid Term Presentation - Anish Kumar DakshDocument23 paginiMid Term Presentation - Anish Kumar DakshShubhadeep MajumdarÎncă nu există evaluări
- 03.ASTM A572-15 - Eqv. A709Gr50Document4 pagini03.ASTM A572-15 - Eqv. A709Gr50Mauricio_Vera_525950% (2)
- Enthalpy Method PDFDocument2 paginiEnthalpy Method PDFsimmaÎncă nu există evaluări
- Oxidative WearDocument17 paginiOxidative WearManish Kumar SinghÎncă nu există evaluări
- Section 05-05 Fiber Optic NetworkDocument24 paginiSection 05-05 Fiber Optic NetworkYusuf AbdinasirÎncă nu există evaluări
- Analysis and Testing of Asymmetric GearsDocument10 paginiAnalysis and Testing of Asymmetric GearsgramuiitmÎncă nu există evaluări
- Republic Act No 6969Document7 paginiRepublic Act No 6969Alelie BatinoÎncă nu există evaluări
- Properties of SoilDocument18 paginiProperties of Soiltouqeer AbroÎncă nu există evaluări
- Coiled Tubing Wellbore Maintenance ManualDocument33 paginiCoiled Tubing Wellbore Maintenance Manualanthony lakpahÎncă nu există evaluări
- Feasibility of Using Lightweight Eps Based Partitions For Washrooms of ApartmentsDocument6 paginiFeasibility of Using Lightweight Eps Based Partitions For Washrooms of ApartmentsVishnuÎncă nu există evaluări
- Russell J. Donnelly - Fifty-Five Years of Taylor - Couette FlowDocument35 paginiRussell J. Donnelly - Fifty-Five Years of Taylor - Couette FlowQMDhidnwÎncă nu există evaluări
- Current Events: Internet 1: An Optical Switch Based On A Single Nano-DiamondDocument3 paginiCurrent Events: Internet 1: An Optical Switch Based On A Single Nano-Diamondjennylee00182Încă nu există evaluări
- Aqa Chm6x QP Jun12Document12 paginiAqa Chm6x QP Jun12Georgiana CrivatÎncă nu există evaluări
- DynsimDocument22 paginiDynsimAbdomatarÎncă nu există evaluări
- Application Letter Elvera MarlianiDocument3 paginiApplication Letter Elvera MarlianiElvera MarlianiÎncă nu există evaluări
- Activity 2.2 Atomic Orbitals - S2-2015Document10 paginiActivity 2.2 Atomic Orbitals - S2-2015Devandra Eko RadityoÎncă nu există evaluări
- Silicone Materials Guide SnapDocument4 paginiSilicone Materials Guide SnapParagÎncă nu există evaluări
- Carbohydrate Metabolism Catabolism 2013Document108 paginiCarbohydrate Metabolism Catabolism 2013Anonymous nErkwtXnuS100% (1)
- Dental Ceramics Properties Uses AdvantagesDocument31 paginiDental Ceramics Properties Uses AdvantagespatotiwotieÎncă nu există evaluări
- Media File Sheehan Perf of HDG in Coastal Envs PDFDocument18 paginiMedia File Sheehan Perf of HDG in Coastal Envs PDFFrankie ChanÎncă nu există evaluări