S-ar putea să vă placă și
- Tubería HDPE-01Document9 paginiTubería HDPE-01Manuel Rodriguez CÎncă nu există evaluări
- 03 Informe TiopampaDocument20 pagini03 Informe TiopampaMiguel Angel Pariahuaman ChavezÎncă nu există evaluări
- Tubos y Accesorios de PVC PresiónDocument10 paginiTubos y Accesorios de PVC PresiónHope AliveÎncă nu există evaluări
- Calculo Hidraulico SifonDocument2 paginiCalculo Hidraulico SifonKokoVentasÎncă nu există evaluări
- Hoja de Calculo de Linea de ImpulsionDocument8 paginiHoja de Calculo de Linea de ImpulsionDav RamÎncă nu există evaluări
- Ejercicios Regularizacion HidraulicaDocument4 paginiEjercicios Regularizacion HidraulicaMayconCPaÎncă nu există evaluări
- Cómo Calcular Una ArquetaDocument3 paginiCómo Calcular Una ArquetaJordi VallsÎncă nu există evaluări
- Aduccion KarolDocument18 paginiAduccion KarolLEIDY NOVOAÎncă nu există evaluări
- Colaborativo 1Document4 paginiColaborativo 1emerson melchanÎncă nu există evaluări
- Guía Integrada de Actividades Del Curso Estática y Resistencia de MaterialesDocument10 paginiGuía Integrada de Actividades Del Curso Estática y Resistencia de MaterialessuarezÎncă nu există evaluări
- SifonDocument12 paginiSifonBroly120Încă nu există evaluări
- 0017 Flexibles para TuberíasDocument4 pagini0017 Flexibles para Tuberíasjose ttolabaÎncă nu există evaluări
- Diseño Floculador AlabamaDocument6 paginiDiseño Floculador AlabamaSebastian RiveraÎncă nu există evaluări
- NTC2496Document7 paginiNTC2496Jonathan Rubio Ortega100% (1)
- Analisis de Vigas Rectangulares en El Estado Elastico "Seccion Agrietada"Document33 paginiAnalisis de Vigas Rectangulares en El Estado Elastico "Seccion Agrietada"Dementor LasirpeÎncă nu există evaluări
- Metrado PTAPDocument7 paginiMetrado PTAPhenryÎncă nu există evaluări
- Especificaciones Tecnicas Agua Potable PDFDocument7 paginiEspecificaciones Tecnicas Agua Potable PDFDibujoteciqq100% (1)
- Actividad Individual Juan Carlos GRUPO - 300046 - 65Document13 paginiActividad Individual Juan Carlos GRUPO - 300046 - 65juan carlosÎncă nu există evaluări
- Procedimiento de Trabajos Con PolicarbonatoDocument9 paginiProcedimiento de Trabajos Con PolicarbonatoEvelyn Guerrero B100% (1)
- AnclajesDocument7 paginiAnclajesvelascomartinezÎncă nu există evaluări
- Cercha AbanicoDocument3 paginiCercha AbanicoMiguel AlonsoÎncă nu există evaluări
- Ingenieria Economica 10 14Document3 paginiIngenieria Economica 10 14jose silgadoÎncă nu există evaluări
- Diseño de Alcantarilla Tipo CajonDocument22 paginiDiseño de Alcantarilla Tipo CajonJAVIERÎncă nu există evaluări
- Problemas de Bloque CortanteDocument8 paginiProblemas de Bloque CortanteandresÎncă nu există evaluări
- Propuesta Proyecto de Ingenieria 1Document14 paginiPropuesta Proyecto de Ingenieria 1John James Mendoza CastañoÎncă nu există evaluări
- Fase 3 Paso 1 Edison ChavezDocument4 paginiFase 3 Paso 1 Edison ChavezLorena MontesÎncă nu există evaluări
- Cruce Aereo KM15656Document12 paginiCruce Aereo KM15656Oscar SoteloÎncă nu există evaluări
- Memoria de Calculo Calefaccion Rev 02Document29 paginiMemoria de Calculo Calefaccion Rev 02EduardoÎncă nu există evaluări
- 4 PDFDocument20 pagini4 PDFGuevara ElianaÎncă nu există evaluări
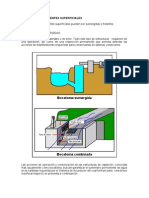
- Captación de Aguas Superficiales Cap ADocument4 paginiCaptación de Aguas Superficiales Cap ACarmen Elisa Aragon IlleraÎncă nu există evaluări
- Calculos de Diseno Camara de CargaDocument6 paginiCalculos de Diseno Camara de CargaYanethÎncă nu există evaluări
- Calculo de Tuberias Apoyos y AnclajesDocument44 paginiCalculo de Tuberias Apoyos y AnclajesArcenio Nole CoveñasÎncă nu există evaluări
- Tarea 3. Procesos de Manufactura. Jesus Antonio Lopez VillatoroDocument69 paginiTarea 3. Procesos de Manufactura. Jesus Antonio Lopez VillatoroAntonio LopezÎncă nu există evaluări
- Modelos Semidistribuidos-HidrologíaDocument27 paginiModelos Semidistribuidos-HidrologíaLeonid Maylle MendozaÎncă nu există evaluări
- Calculo Descole Aguas Lluvias - San MarcosDocument3 paginiCalculo Descole Aguas Lluvias - San MarcosFajardo MaríaÎncă nu există evaluări
- Dimensionamiento de VentosasDocument7 paginiDimensionamiento de VentosasJose A. MamaniÎncă nu există evaluări
- AcueductoDocument51 paginiAcueductoPepe VDÎncă nu există evaluări
- Puente Colgante para TuberiasDocument5 paginiPuente Colgante para TuberiasNeil Roger Rodríguez CandiaÎncă nu există evaluări
- 50128797-NTC2347 Muestra Bruta de Carbón PDFDocument24 pagini50128797-NTC2347 Muestra Bruta de Carbón PDFNelson EspinelÎncă nu există evaluări
- Diseño de Obras HidraulicasDocument16 paginiDiseño de Obras Hidraulicasmiuler aquino trinidadÎncă nu există evaluări
- Idf 28035030 Apto Alfonso LopezDocument1 paginăIdf 28035030 Apto Alfonso LopezDaniel GuerreroÎncă nu există evaluări
- Dismat Catalogo 2020 FebrerDocument36 paginiDismat Catalogo 2020 FebrerBil BustamanteÎncă nu există evaluări
- Memoria CabañaDocument8 paginiMemoria CabañajaimeomlÎncă nu există evaluări
- Ficha Tecnica Empaquetaduras PDFDocument4 paginiFicha Tecnica Empaquetaduras PDFMISAEL POSADASÎncă nu există evaluări
- Hoja de Datos Patch Cord Cat 6Document4 paginiHoja de Datos Patch Cord Cat 6CarlosÎncă nu există evaluări
- Muro de ContencionDocument7 paginiMuro de ContencionLuisito OchoaÎncă nu există evaluări
- Cne IdeamDocument146 paginiCne IdeamWilson N V GuachetaÎncă nu există evaluări
- Cruce Aereo Hualhuac 2 FinalDocument14 paginiCruce Aereo Hualhuac 2 FinalMIGUEL FERNANDO ACOSTA MERCADOÎncă nu există evaluări
- Drenaje de Aguas Freaticas en La ConstruccionDocument16 paginiDrenaje de Aguas Freaticas en La ConstruccionFernanda SalgueroÎncă nu există evaluări
- Diseno de Estribos en VigasDocument4 paginiDiseno de Estribos en VigasBenjamin C. LauraÎncă nu există evaluări
- Geodren Vial PDFDocument2 paginiGeodren Vial PDFIlbert Ferney AlarcónÎncă nu există evaluări
- ZapatasDocument57 paginiZapatasVictor Raul Chugden MirandaÎncă nu există evaluări
- TERMOFUSIÓNDocument17 paginiTERMOFUSIÓNJesus BGÎncă nu există evaluări
- Termofusión PDFDocument33 paginiTermofusión PDFsalpica017477Încă nu există evaluări
- Clases de ThermofusionDocument11 paginiClases de ThermofusionMarina FernándezÎncă nu există evaluări
- Manual HDPE Tecpipe PDFDocument68 paginiManual HDPE Tecpipe PDFJaime Alarcón BizarroÎncă nu există evaluări
- Tecnicas Adecuadas de Fusion - Clase 8Document48 paginiTecnicas Adecuadas de Fusion - Clase 8Victor Lopez100% (1)
- Tuberías Clasificación, Usos y Métodos de FabricaciónDocument15 paginiTuberías Clasificación, Usos y Métodos de FabricaciónCristian Andres Yanet FlorezÎncă nu există evaluări
- Tuberias para Riego PDFDocument30 paginiTuberias para Riego PDFJestyn QCÎncă nu există evaluări
- Conformado y curvado en la fabricación de tuberías. FMEC0108De la EverandConformado y curvado en la fabricación de tuberías. FMEC0108Încă nu există evaluări
- Reporte n2 Pase de RaizDocument3 paginiReporte n2 Pase de RaizGersonÎncă nu există evaluări
- IMflmaspDocument134 paginiIMflmaspDante Rovinzon Ramirez MontenegroÎncă nu există evaluări
- ACEROSDocument25 paginiACEROSGersonÎncă nu există evaluări
- Metalurgia Plomo UNSADocument44 paginiMetalurgia Plomo UNSAGersonÎncă nu există evaluări
- Bases de Diseño en Plantas MetalúrgicasDocument31 paginiBases de Diseño en Plantas MetalúrgicasGersonÎncă nu există evaluări
- Proyectos de Ley A TratarDocument1 paginăProyectos de Ley A TratarGersonÎncă nu există evaluări
- Practica n1 DDDocument8 paginiPractica n1 DDGersonÎncă nu există evaluări
- Guia 7 Fallas 2017 ..Document7 paginiGuia 7 Fallas 2017 ..GersonÎncă nu există evaluări
- Liquidos PenetrantesDocument70 paginiLiquidos PenetrantesHelga Viviana AlmeidaÎncă nu există evaluări
- Guia 8 Fallas 2017 .Document10 paginiGuia 8 Fallas 2017 .GersonÎncă nu există evaluări
- Guia 5 Fallas 2017 - (1) (1) YesDocument10 paginiGuia 5 Fallas 2017 - (1) (1) YesGersonÎncă nu există evaluări
- Guia 9 Fallas 2017 UNSADocument6 paginiGuia 9 Fallas 2017 UNSAGersonÎncă nu există evaluări
- Guia 9 Fallas 2017 UNSADocument6 paginiGuia 9 Fallas 2017 UNSAGersonÎncă nu există evaluări
- Guia 2 Fallas 2017 .Document7 paginiGuia 2 Fallas 2017 .GersonÎncă nu există evaluări
- Guia 5 Fallas 2017 - (1) (1) YesDocument10 paginiGuia 5 Fallas 2017 - (1) (1) YesGersonÎncă nu există evaluări
- Guia 5 Fallas 2017 - (1) (1) YesDocument10 paginiGuia 5 Fallas 2017 - (1) (1) YesGersonÎncă nu există evaluări
- Guia 3 Fallas 2017 .Document7 paginiGuia 3 Fallas 2017 .GersonÎncă nu există evaluări
- Determinacion de La Curva TensionDocument3 paginiDeterminacion de La Curva TensionGersonÎncă nu există evaluări
- 6th Central Pay Commission Salary CalculatorDocument15 pagini6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Análisis Experimental YESDocument2 paginiAnálisis Experimental YESGersonÎncă nu există evaluări
- Análisis ExperimentalDocument2 paginiAnálisis ExperimentalGersonÎncă nu există evaluări
- Fatiga de Los Metales PDFDocument20 paginiFatiga de Los Metales PDFGersonÎncă nu există evaluări
- 2017 Geometa 1.4 Proyectos Mineros YESDocument2 pagini2017 Geometa 1.4 Proyectos Mineros YESGersonÎncă nu există evaluări
- Memoria DescriptivaDocument12 paginiMemoria DescriptivaYoel Rony CQÎncă nu există evaluări
- Aplicación de Tecnologías Agrícolas para La Producción de MaracuyDocument44 paginiAplicación de Tecnologías Agrícolas para La Producción de Maracuymaf díazÎncă nu există evaluări
- INFORME HIDROLOGIA - OkDocument34 paginiINFORME HIDROLOGIA - Okwilli RQÎncă nu există evaluări
- Practica 05 Evaluación Del Contenido de Humedad Del SueloDocument18 paginiPractica 05 Evaluación Del Contenido de Humedad Del SuelovladimirÎncă nu există evaluări
- Ecu Ambient eDocument44 paginiEcu Ambient epatricio nolesÎncă nu există evaluări
- Guia Mass para Cultivos Ifc PDFDocument23 paginiGuia Mass para Cultivos Ifc PDFTeresa Borda AuzaÎncă nu există evaluări
- Agricultura Urbana - Jardines ComestiblesDocument5 paginiAgricultura Urbana - Jardines ComestiblesEduardo TorresÎncă nu există evaluări
- Agua - Cosecha CajamarcaDocument21 paginiAgua - Cosecha CajamarcaNormand AlbertoÎncă nu există evaluări
- Documents - Tips Cultivo de Lechuga InformeDocument22 paginiDocuments - Tips Cultivo de Lechuga InformeCáceres Hans ElmerÎncă nu există evaluări
- Proyecto Integrador EscritoDocument31 paginiProyecto Integrador EscritoPaul Freire DiazÎncă nu există evaluări
- Uso de Sensores de Humedad para Eficientar El Riego - PDFDocument14 paginiUso de Sensores de Humedad para Eficientar El Riego - PDFrafasÎncă nu există evaluări
- Perfil de Proyecto Riego PresurizadoDocument2 paginiPerfil de Proyecto Riego PresurizadoWalter Silvera RiveraÎncă nu există evaluări
- Pec Magazine - Digitalagosto 2021Document68 paginiPec Magazine - Digitalagosto 2021escrib ucÎncă nu există evaluări
- NCH 3233 PDFDocument21 paginiNCH 3233 PDFyasnafabianaa100% (1)
- Resumen Canal PausaDocument5 paginiResumen Canal Pausahenry douglas pascual figueroaÎncă nu există evaluări
- Capas de RodaduraDocument27 paginiCapas de RodaduraKarina A. Farelo100% (1)
- Tesis Pepinillo para EncurtidoDocument48 paginiTesis Pepinillo para EncurtidoJaime Delgado RamosÎncă nu există evaluări
- REYBANPACDocument55 paginiREYBANPACsdanilopilcaÎncă nu există evaluări
- GFPI-F-135 Guía de Aprendizaje No. 2Document31 paginiGFPI-F-135 Guía de Aprendizaje No. 2Nelson DazaÎncă nu există evaluări
- Encuesta CimesDocument12 paginiEncuesta CimesLiss SalazarÎncă nu există evaluări
- Ficha Tecnica LazaretoDocument3 paginiFicha Tecnica LazaretoVidaurre GustavoÎncă nu există evaluări
- Ingenieria Del Proyecto-Canal de RiegoDocument100 paginiIngenieria Del Proyecto-Canal de RiegoCARLOÎncă nu există evaluări
- Manual Diseño e Instalación de Mangas Por Ing Ricardo Huaranga ArévaloDocument102 paginiManual Diseño e Instalación de Mangas Por Ing Ricardo Huaranga ArévaloCarlos RomeroÎncă nu există evaluări
- RESERVORIO SAN LORENZO Informe Final FFFDocument22 paginiRESERVORIO SAN LORENZO Informe Final FFFJhonyÎncă nu există evaluări
- El Cultivo de CebollaDocument13 paginiEl Cultivo de CebollaManuelMackenzieÎncă nu există evaluări
- Iga Canal t28 v2Document156 paginiIga Canal t28 v2Alfredo Dex Quispe MarrónÎncă nu există evaluări
- Granjas Citadinas 2Document13 paginiGranjas Citadinas 2Javier Alberto Q CÎncă nu există evaluări
- Expediente Tecnico Presa Llancopi Incluye Presup Actualizado Ok PDFDocument354 paginiExpediente Tecnico Presa Llancopi Incluye Presup Actualizado Ok PDFcarlos albites cristn100% (1)
- El AguaDocument50 paginiEl AguacjkioriÎncă nu există evaluări
- Ciclo Basico 2011Document20 paginiCiclo Basico 2011Javier RomualdoÎncă nu există evaluări