S-ar putea să vă placă și
- Analisis Termodinamico de PLantas Electric As Haywood 2Document154 paginiAnalisis Termodinamico de PLantas Electric As Haywood 2juanildefonso100% (1)
- Compresor LinealDocument2 paginiCompresor LinealPeMar León Chang100% (1)
- Cargar Gas R134aDocument4 paginiCargar Gas R134aJoaquim Elias Nystrom100% (3)
- Mecanica Diesel PDFDocument24 paginiMecanica Diesel PDFFabio RamirezÎncă nu există evaluări
- Curso de Refrigeración Modificado 2023Document20 paginiCurso de Refrigeración Modificado 2023Abraham QuiñonesÎncă nu există evaluări
- Clio II Aire Acc, CalefaccionDocument33 paginiClio II Aire Acc, CalefaccionPosada Burgueño CarlosÎncă nu există evaluări
- Valvulas de Termo ExpansionDocument28 paginiValvulas de Termo ExpansionlandatoÎncă nu există evaluări
- Cuál Es La Temperatura de Ebullición en ºKDocument7 paginiCuál Es La Temperatura de Ebullición en ºKcora hernan100% (1)
- VW Quantum-Ford Galaxy motor 2.0L especificacionesDocument2 paginiVW Quantum-Ford Galaxy motor 2.0L especificacionesmiramar0% (1)
- Tabla de capacitores y sus valoresDocument2 paginiTabla de capacitores y sus valoresOANNIS ODUARDO MOLINILLO100% (1)
- Antonio Pertence Junior Amplificadores Operacionales y Filtros ActivosDocument292 paginiAntonio Pertence Junior Amplificadores Operacionales y Filtros ActivosCiro ArmijosÎncă nu există evaluări
- FPB Electricidad Del Vehiculo - Ud01 PDFDocument22 paginiFPB Electricidad Del Vehiculo - Ud01 PDFMario Alberto Abarca RodriguezÎncă nu există evaluări
- Qué Es Una Pinza AmperimétricaDocument5 paginiQué Es Una Pinza Amperimétricaariel egeaÎncă nu există evaluări
- Diseño y Funcionamiento Del Recirculador de Líquido de AmoníacoDocument6 paginiDiseño y Funcionamiento Del Recirculador de Líquido de Amoníacojuan leyyonÎncă nu există evaluări
- Funfamentos de La Teoria De... Automotris de CHUDAKOVDocument219 paginiFunfamentos de La Teoria De... Automotris de CHUDAKOVSamuel Astete Choquevillca83% (6)
- Sensores automotrices: Camshaft, Engine Speed, Knock, MAF y Temperatura de CombustibleDocument38 paginiSensores automotrices: Camshaft, Engine Speed, Knock, MAF y Temperatura de CombustibleRonny FarinangoÎncă nu există evaluări
- Válvula de Expansión Termostática Tipo Igualador InternoDocument1 paginăVálvula de Expansión Termostática Tipo Igualador Internotemerario77Încă nu există evaluări
- Circuitos Neumáticos CombinacionalesDocument6 paginiCircuitos Neumáticos Combinacionalesserolfitnas75% (4)
- Edoc - Pub - Tecnicas Del Automovil Motores PDFDocument1 paginăEdoc - Pub - Tecnicas Del Automovil Motores PDFfrankÎncă nu există evaluări
- N-3 Cálculo MotoresDocument9 paginiN-3 Cálculo MotoresDiego RiveroÎncă nu există evaluări
- Motores Básicos PDFDocument4 paginiMotores Básicos PDFJøn Bilbao MallonaÎncă nu există evaluări
- Laboratorio Analizador de Gases FinalDocument8 paginiLaboratorio Analizador de Gases FinalJefferHerreraGÎncă nu există evaluări
- Procedimientos Asociados A La Identificacion de Un RefrigeranteDocument3 paginiProcedimientos Asociados A La Identificacion de Un RefrigerantefulltripaÎncă nu există evaluări
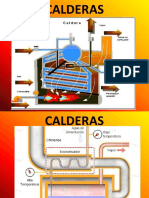
- Calderas PDFDocument46 paginiCalderas PDFAngela JimenezÎncă nu există evaluări
- Evalua CionesDocument16 paginiEvalua CionesSebastiam GarayÎncă nu există evaluări
- Manual Instalacion Unidad ExteriorDocument34 paginiManual Instalacion Unidad ExteriorAntonio Vicente Lobato GarciaÎncă nu există evaluări
- Comprobacion de La Valvula Iac Ing. Denis UgeñoDocument30 paginiComprobacion de La Valvula Iac Ing. Denis UgeñoDenis UgeñoÎncă nu există evaluări
- Sistema de Enfriamiento Del MotorDocument36 paginiSistema de Enfriamiento Del MotorBrunoJáuregui100% (1)
- Refrigeracion ComercialDocument41 paginiRefrigeracion Comercialartek72esÎncă nu există evaluări
- Taller 5 MtaDocument3 paginiTaller 5 MtaGuillermo Andres Velasco AlvarezÎncă nu există evaluări
- RefrigeraciónDocument19 paginiRefrigeraciónYilde Castro100% (1)
- Manual Uso Polímetro en El VehículoDocument11 paginiManual Uso Polímetro en El VehículotallerbenitoballesterosÎncă nu există evaluări
- Compresores de tornillo: Mayor capacidad y rendimientoDocument32 paginiCompresores de tornillo: Mayor capacidad y rendimientoWilberFabiánÎncă nu există evaluări
- Camara de Combustion.. Diseño.Document7 paginiCamara de Combustion.. Diseño.anyerÎncă nu există evaluări
- Tecnologia de La Refrigeracion y Aire Acondicionado IIIDocument343 paginiTecnologia de La Refrigeracion y Aire Acondicionado IIIHeinrich BoldtÎncă nu există evaluări
- PROBLEMAS ResueltosDocument10 paginiPROBLEMAS ResueltosArregoces NicolásÎncă nu există evaluări
- Mantenimiento de Instalaciones Neumaticas e Hidraulicas (6208)Document6 paginiMantenimiento de Instalaciones Neumaticas e Hidraulicas (6208)Tefa RuizÎncă nu există evaluări
- Manual Fiat S-EuropaDocument76 paginiManual Fiat S-EuropaGonza MendezÎncă nu există evaluări
- Final de Carrera NeumaticoDocument1 paginăFinal de Carrera NeumaticoEnderson Jose Quintero GrimaldosÎncă nu există evaluări
- Catalogo de CompresoresDocument598 paginiCatalogo de Compresoresalph0550% (2)
- Herramientas de medida directa e indirectaDocument13 paginiHerramientas de medida directa e indirectaDario Dominguez100% (1)
- Avance de Inyeccion 3ctDocument6 paginiAvance de Inyeccion 3ctRodolfoArayaCarvajalÎncă nu există evaluări
- Motores. Distribuciòn ValvularDocument24 paginiMotores. Distribuciòn ValvularEmerson bonillaÎncă nu există evaluări
- NeumaticaDocument61 paginiNeumaticaJosua yair Castañeda LariosÎncă nu există evaluări
- Neumatica SMC PDFDocument189 paginiNeumatica SMC PDFjjoaquinÎncă nu există evaluări
- 01.1 - Guía de Apoyo Diagnóstico - ActuadoresDocument18 pagini01.1 - Guía de Apoyo Diagnóstico - ActuadoresSebastian mncÎncă nu există evaluări
- Turbobombas y condensadores: principios y tiposDocument9 paginiTurbobombas y condensadores: principios y tiposDavid RoblesÎncă nu există evaluări
- Manual VillaDocument1 paginăManual VillaAlejandro J. Schepens100% (1)
- Parte 1 de SubastaDocument8 paginiParte 1 de SubastaAldo Juan Gil CrisóstomoÎncă nu există evaluări
- Laboratorio de Hidraulica Neumatica y Maquinas ElectricasDocument96 paginiLaboratorio de Hidraulica Neumatica y Maquinas ElectricasDEADPABLOÎncă nu există evaluări
- E43 - Las Bombas de Energía Hidráulica (Ariete Hidráulico)Document6 paginiE43 - Las Bombas de Energía Hidráulica (Ariete Hidráulico)Raad NadamasÎncă nu există evaluări
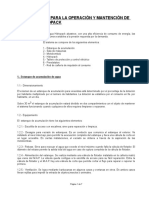
- Operación y Mantención de HidropackDocument7 paginiOperación y Mantención de HidropackAlvaro100% (1)
- Jarros de Aire y Combas de AireDocument3 paginiJarros de Aire y Combas de Aireraziel rm32Încă nu există evaluări
- Operación y Mantención de Sistemas de Elevación de AguasDocument7 paginiOperación y Mantención de Sistemas de Elevación de AguasFelipe Esteban Vienne ArancibiaÎncă nu există evaluări
- Sistema de BombeoDocument19 paginiSistema de BombeoMinRicardoÎncă nu există evaluări
- Sistema de abastecimiento de agua: clasificación de bombas, línea de conducción e instalacionesDocument12 paginiSistema de abastecimiento de agua: clasificación de bombas, línea de conducción e instalacionesWinston Grandez VargasÎncă nu există evaluări
- Prac 6 FFDocument32 paginiPrac 6 FFLesli PulidoÎncă nu există evaluări
- Componentes y elementos de una línea de conducciónDocument2 paginiComponentes y elementos de una línea de conducciónRicardo MateosÎncă nu există evaluări
- Equipamiento de SuperficieDocument66 paginiEquipamiento de SuperficieGunnar GutierrezÎncă nu există evaluări
- Lab#4 - Equipo de Mallas en Tuberias Básico.Document8 paginiLab#4 - Equipo de Mallas en Tuberias Básico.Rafatencio21Încă nu există evaluări
- Manual 308Document248 paginiManual 308Javier LedesmaÎncă nu există evaluări
- C60l-Ma 26648Document2 paginiC60l-Ma 26648Omar GrassoÎncă nu există evaluări
- Transparencias Bloque EngranajesDocument15 paginiTransparencias Bloque EngranajesmarkotronicÎncă nu există evaluări
- Destilador SolarDocument2 paginiDestilador SolarnelangonzalezÎncă nu există evaluări
- Catalogo Lineas AereasDocument50 paginiCatalogo Lineas Aereaslagm54Încă nu există evaluări
- Efecto Relacion Biela ManivelaDocument16 paginiEfecto Relacion Biela ManivelaAlex Javier CajamarcaÎncă nu există evaluări
- Lagrange 01Document16 paginiLagrange 01Omar GrassoÎncă nu există evaluări
- 02 Ergonomía Lest-01Document21 pagini02 Ergonomía Lest-01Omar GrassoÎncă nu există evaluări
- Dialnet METODODEDISENODEUNSISTEMAHIDRAULICODEPOTENCIAPARAL 4829342 PDFDocument6 paginiDialnet METODODEDISENODEUNSISTEMAHIDRAULICODEPOTENCIAPARAL 4829342 PDFKristel VilcaÎncă nu există evaluări
- Algoritmo dinámico computacionalDocument1 paginăAlgoritmo dinámico computacionalOmar GrassoÎncă nu există evaluări
- Manual Del Ingeniero de MantenimientoDocument291 paginiManual Del Ingeniero de Mantenimientoagalarzag100% (30)
- Anuario Del Comercio, de La Industria, de La Magistratura y de La Administración. 1886, No. 53 PDFDocument18 paginiAnuario Del Comercio, de La Industria, de La Magistratura y de La Administración. 1886, No. 53 PDFOmar GrassoÎncă nu există evaluări
- TP06 MaxMinDocument1 paginăTP06 MaxMinOmar GrassoÎncă nu există evaluări
- SimbologiaDocument7 paginiSimbologiaVittorio Sessa RiveraÎncă nu există evaluări
- 1c - Tabla de ViscosidadesDocument1 pagină1c - Tabla de ViscosidadesOmar GrassoÎncă nu există evaluări
- OLEOHIDRAULICADocument5 paginiOLEOHIDRAULICAapinar04010% (1)
- Res 785 2005Document5 paginiRes 785 2005Omar GrassoÎncă nu există evaluări
- BarómetroDocument1 paginăBarómetroOmar GrassoÎncă nu există evaluări
- Automatización Industrial - Bombas Hidráulicas (1) - IntroducciónDocument1 paginăAutomatización Industrial - Bombas Hidráulicas (1) - IntroducciónOmar GrassoÎncă nu există evaluări
- BarómetroDocument1 paginăBarómetroOmar GrassoÎncă nu există evaluări
- Lubricantes IDocument18 paginiLubricantes Ipatriciacd_19Încă nu există evaluări
- Introduccion A MapleDocument40 paginiIntroduccion A MapleEduardo RGÎncă nu există evaluări
- Propiedades clave de fluidos hidráulicosDocument3 paginiPropiedades clave de fluidos hidráulicosOmar GrassoÎncă nu există evaluări
- Circuitos en Corriente ContinuaDocument51 paginiCircuitos en Corriente ContinuaJhan Carlos Bran ReyesÎncă nu există evaluări
- Automatización Industrial - Bombas Hidráulicas (3) - Bombas de PistonesDocument3 paginiAutomatización Industrial - Bombas Hidráulicas (3) - Bombas de PistonesOmar GrassoÎncă nu există evaluări
- La Forma Más Barata de Llegar Al Centro de Madrid Desde El Aeropuerto de BarajasDocument4 paginiLa Forma Más Barata de Llegar Al Centro de Madrid Desde El Aeropuerto de BarajasOmar GrassoÎncă nu există evaluări
- Verion C FiltrosDocument13 paginiVerion C FiltrosOmar GrassoÎncă nu există evaluări
- Automatización Industrial - Depósitos HidráulicosDocument3 paginiAutomatización Industrial - Depósitos HidráulicosOmar GrassoÎncă nu există evaluări
- OleohidraulicaDocument101 paginiOleohidraulicaOmar GrassoÎncă nu există evaluări
- Curso Electronica BasicaDocument57 paginiCurso Electronica BasicaAndres ArteagaÎncă nu există evaluări
- INV E-506-07 Elaboración de Canastas de Alambre para Gaviones y Colchogaviones.Document7 paginiINV E-506-07 Elaboración de Canastas de Alambre para Gaviones y Colchogaviones.Blosky Valcárcel VargasÎncă nu există evaluări
- Inf.3 Nivel Goniometrico2Document37 paginiInf.3 Nivel Goniometrico2Piter WellsÎncă nu există evaluări
- Ortografía PDFDocument53 paginiOrtografía PDFLala FridaÎncă nu există evaluări
- Valoración SF 12Document10 paginiValoración SF 12Katherine Nicole Díaz DelgadoÎncă nu există evaluări
- Motor de 4 TiemposDocument3 paginiMotor de 4 TiemposBrayanÎncă nu există evaluări
- Proyecto Gas ANACODocument18 paginiProyecto Gas ANACOFranco Justoniano SilvaÎncă nu există evaluări
- Trabajo Con Ajax en PHP Utilizando XajaxDocument94 paginiTrabajo Con Ajax en PHP Utilizando XajaxJonathan MoranÎncă nu există evaluări
- Probabilidad y EstadisticaDocument65 paginiProbabilidad y EstadisticaMaria BancalariÎncă nu există evaluări
- EstadisticaDocument16 paginiEstadisticaJuan Herrera MuñozÎncă nu există evaluări
- Valoración de Dientes Pilares para Protesis Parcial FijaDocument18 paginiValoración de Dientes Pilares para Protesis Parcial FijaPam FNÎncă nu există evaluări
- Resumen Formulación Inorgánica 4º EsoDocument7 paginiResumen Formulación Inorgánica 4º EsoSonsoles Encinar100% (1)
- Manual-termotanquesDocument11 paginiManual-termotanquesJose Luis PerezÎncă nu există evaluări
- Modelos atómicos y estructura del átomoDocument4 paginiModelos atómicos y estructura del átomodsoriadulceÎncă nu există evaluări
- Informe Servomotores Brazo Rob.Document9 paginiInforme Servomotores Brazo Rob.juan bernalÎncă nu există evaluări
- Ejercicio 3Document8 paginiEjercicio 3DRÎncă nu există evaluări
- Circuito. Cerrado. Abierto. Cortocircuito. Serie. Paralelo. Rama. Nodo. Lazo. MallaDocument3 paginiCircuito. Cerrado. Abierto. Cortocircuito. Serie. Paralelo. Rama. Nodo. Lazo. MallaMarcelo LitvakÎncă nu există evaluări
- Planificación Diagnostico-1Document18 paginiPlanificación Diagnostico-1Karolina Tapia scalerandiÎncă nu există evaluări
- Ejercicios GrupalesDocument5 paginiEjercicios GrupalesacademiaÎncă nu există evaluări
- Expo-Nucleos IiDocument51 paginiExpo-Nucleos IiSimon Rodrigo Rizo GonzalezÎncă nu există evaluări
- Engeo 3325 EsDocument8 paginiEngeo 3325 EsAstrid ZúñigaÎncă nu există evaluări
- Paul DiracDocument5 paginiPaul DiracOctavio JuarezÎncă nu există evaluări
- Tres MomentosDocument18 paginiTres MomentosGiorgi J. TenorioÎncă nu există evaluări
- Preamplificadores de Audio Con Transistores y Con Circuito Integrado, Amplificadores Operacionales EstereoDocument4 paginiPreamplificadores de Audio Con Transistores y Con Circuito Integrado, Amplificadores Operacionales Estereojuan carlos villalonga albertÎncă nu există evaluări
- Fórmulas de Movimiento Uniformemente RetardadoDocument3 paginiFórmulas de Movimiento Uniformemente Retardadoalberto jose ariasÎncă nu există evaluări
- Tipos de determinantes en españolDocument2 paginiTipos de determinantes en españolgedomera729Încă nu există evaluări
- 2.acl Top 350Document1.158 pagini2.acl Top 350ANGIE XIMENA BOLIVAR PRIETO100% (1)
- TRB EngDocument4 paginiTRB EngAlonso BerriosÎncă nu există evaluări
- Determinación peso molecular gasDocument12 paginiDeterminación peso molecular gaseduardo0% (1)