S-ar putea să vă placă și
- HDG Fact Sheet 2017 V4Document6 paginiHDG Fact Sheet 2017 V4Ra'oufAli-zadehÎncă nu există evaluări
- Defects in Hot Dip GalvanisingDocument16 paginiDefects in Hot Dip GalvanisingMathews Joseph100% (1)
- Factors Affecting Hot Dip Galvanized CoatingsDocument9 paginiFactors Affecting Hot Dip Galvanized CoatingsSreedhar Patnaik.M100% (1)
- Hot Dip Galvanizing Coating DefectsDocument14 paginiHot Dip Galvanizing Coating DefectskhurshedlakhoÎncă nu există evaluări
- Galvanizing and powder coating steel guideDocument4 paginiGalvanizing and powder coating steel guideSaurabh SinghÎncă nu există evaluări
- Handbook of GalvanizingDocument13 paginiHandbook of Galvanizingsmg26thmay100% (1)
- Defects in GalvanizingDocument10 paginiDefects in GalvanizingSreedhar Patnaik.M75% (4)
- Inspection of The Hot Dipped Galvanizing ProcessDocument5 paginiInspection of The Hot Dipped Galvanizing ProcessIrinaÎncă nu există evaluări
- Highlight HDG Inspection CoursaaaaaaaaaaaaaaaaaDocument44 paginiHighlight HDG Inspection CoursaaaaaaaaaaaaaaaaaAyman Hamed MalahÎncă nu există evaluări
- Hot Dip GalvanizingDocument110 paginiHot Dip GalvanizingCandy KendeeÎncă nu există evaluări
- Galvanizing WeldDocument11 paginiGalvanizing WeldSivaÎncă nu există evaluări
- Hot Dip GalvanizingDocument3 paginiHot Dip Galvanizingapply19842371Încă nu există evaluări
- Question-Answer For Degree of GalvanizingDocument7 paginiQuestion-Answer For Degree of GalvanizingIFan SageÎncă nu există evaluări
- S355 European Standard SteelDocument7 paginiS355 European Standard SteelmaiquelernÎncă nu există evaluări
- The Design of Products To Be Hot-Dip Galvanized After FabricationDocument25 paginiThe Design of Products To Be Hot-Dip Galvanized After FabricationHANEENÎncă nu există evaluări
- Practical guidelines hot dip galvanizing inspection repairDocument11 paginiPractical guidelines hot dip galvanizing inspection repairNguyen Duc Dung100% (1)
- Technical Seminar For Galvanizers March 2012 Mike Ainsley - Update PDFDocument146 paginiTechnical Seminar For Galvanizers March 2012 Mike Ainsley - Update PDFМилош Филиповић75% (4)
- Hot Dip GalvanizeDocument9 paginiHot Dip GalvanizeDetoned StonedÎncă nu există evaluări
- Practical Guidelines For The Inspection and Repair of Hot Dip Galvanized CoatingsDocument8 paginiPractical Guidelines For The Inspection and Repair of Hot Dip Galvanized CoatingsIan FletcherÎncă nu există evaluări
- Technical Differences Between General or Batch Type and Continues Sheet Hot Dip GalvanizingDocument3 paginiTechnical Differences Between General or Batch Type and Continues Sheet Hot Dip GalvanizingNestramiÎncă nu există evaluări
- Acceptance Criteria of Weld Defects As Per Different CodesDocument17 paginiAcceptance Criteria of Weld Defects As Per Different CodesdhasdjÎncă nu există evaluări
- Flux Skimming PDFDocument6 paginiFlux Skimming PDFpbp2956Încă nu există evaluări
- Touch Up and Repair of Galvanized SteelDocument5 paginiTouch Up and Repair of Galvanized SteelkhuzafaÎncă nu există evaluări
- Analysis On The Cause of Longitudinal Crack On The Hot-Rolled Ribbed Bar SurfaceDocument5 paginiAnalysis On The Cause of Longitudinal Crack On The Hot-Rolled Ribbed Bar SurfaceTanjidul IslamÎncă nu există evaluări
- AGA 2007 Acid Purification Chemistry Kleingarn CurveDocument12 paginiAGA 2007 Acid Purification Chemistry Kleingarn CurveRaj KumarÎncă nu există evaluări
- 06 International Standard For Surface PreparationDocument1 pagină06 International Standard For Surface Preparationgowtham_venkat_40% (1)
- Difference between SS316 and SS316L Stainless Steel GradesDocument1 paginăDifference between SS316 and SS316L Stainless Steel GradesSableen SinghÎncă nu există evaluări
- SUBJECT: Corrossion Problems Associated With Stainless Steel 4-1Document11 paginiSUBJECT: Corrossion Problems Associated With Stainless Steel 4-1Mufleh IdrisÎncă nu există evaluări
- Handout Paint Defect, Rust Grade, SA, Other TestDocument66 paginiHandout Paint Defect, Rust Grade, SA, Other TestNdomadu100% (1)
- Causes and Remedies of Common Welding DefectsDocument51 paginiCauses and Remedies of Common Welding DefectsMukesh Dak100% (1)
- Inspection of HDG.Document71 paginiInspection of HDG.Mritunjay100% (1)
- Pickling and Passivation ProcedureDocument3 paginiPickling and Passivation Procedurearun sÎncă nu există evaluări
- Galvanizing Inspection Check PointsDocument2 paginiGalvanizing Inspection Check PointsSreedhar Patnaik.MÎncă nu există evaluări
- Surface Preparation StandardsDocument3 paginiSurface Preparation StandardsSajeesh KrishnanÎncă nu există evaluări
- Internal Concavity Undercut Suck BackDocument2 paginiInternal Concavity Undercut Suck Backlram70100% (1)
- Dross ControlDocument8 paginiDross Controlkhuzafa100% (1)
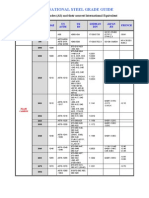
- Steel Grade GuideDocument1 paginăSteel Grade Guidetoru101100% (1)
- Galvanizing ProcedureDocument7 paginiGalvanizing Proceduresilverware1100% (2)
- EN 10025 S275 Steel (S275JR, S275J0 & S275J2)Document3 paginiEN 10025 S275 Steel (S275JR, S275J0 & S275J2)MohamedÎncă nu există evaluări
- Blast Surface at Angles for Best FinishDocument16 paginiBlast Surface at Angles for Best FinishDimas BatamÎncă nu există evaluări
- Quality Level BDocument17 paginiQuality Level BUgonnaÎncă nu există evaluări
- D H - D G: Esigning For OT IP AlvanizingDocument40 paginiD H - D G: Esigning For OT IP AlvanizingNarasimha Dvl100% (1)
- Welding Consumables For The Offshore IndustryDocument24 paginiWelding Consumables For The Offshore IndustryLuis DuarteÎncă nu există evaluări
- Galvanizing Defects & RectificationsDocument28 paginiGalvanizing Defects & RectificationsSreedhar Patnaik.M90% (10)
- Flux ControlDocument2 paginiFlux ControlSreedhar Patnaik.M50% (2)
- Paint Over Galvanized Steel Duplex SystemsDocument12 paginiPaint Over Galvanized Steel Duplex Systemselectrosysro8560Încă nu există evaluări
- Specification for ShacklesDocument13 paginiSpecification for ShacklesRajendran NairÎncă nu există evaluări
- Pipe Galvanizing ProcessDocument32 paginiPipe Galvanizing ProcessPatrick DominguezÎncă nu există evaluări
- Hot Dipped Galvanized Coating Defects GuideDocument8 paginiHot Dipped Galvanized Coating Defects GuideNsidibe Michael EtimÎncă nu există evaluări
- GalvanizingDocument6 paginiGalvanizingannamachaaryaÎncă nu există evaluări
- A - Galvanised Steel As A Substrate For Paint-2016Document3 paginiA - Galvanised Steel As A Substrate For Paint-2016Phạm Anh TuấnÎncă nu există evaluări
- Galvanized Coating AppearanceDocument8 paginiGalvanized Coating AppearanceEidrish ShaikhÎncă nu există evaluări
- Hot Dip Galvanized Coatings: Causes and Characteristics of Grey AppearanceDocument12 paginiHot Dip Galvanized Coatings: Causes and Characteristics of Grey AppearanceMehman NasibovÎncă nu există evaluări
- GN - 8 03 SecureDocument6 paginiGN - 8 03 Securebalal moughalÎncă nu există evaluări
- Hot Dip Galvanizing Design ConsiderationsDocument10 paginiHot Dip Galvanizing Design ConsiderationsAndreasÎncă nu există evaluări
- Continuous Hot-Dip Galvanizing Versus General (Batch) GalvanizingDocument6 paginiContinuous Hot-Dip Galvanizing Versus General (Batch) GalvanizingCiprian CociubaÎncă nu există evaluări
- 2012v11 - Taking A Dip - Hot-Dip Galvanizing PDFDocument3 pagini2012v11 - Taking A Dip - Hot-Dip Galvanizing PDFabcd_iluÎncă nu există evaluări
- Hot Dip GalvanizingDocument38 paginiHot Dip Galvanizingtmmsekar100% (1)
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkDe la EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkÎncă nu există evaluări
- ITP For PaintingDocument5 paginiITP For PaintingUmair Awan100% (1)
- Application Guide Powder Coatings On Hot-Dipped GalvanizedDocument4 paginiApplication Guide Powder Coatings On Hot-Dipped GalvanizedderimanaÎncă nu există evaluări
- Application Guide Powder Coatings On Hot-Dipped GalvanizedDocument4 paginiApplication Guide Powder Coatings On Hot-Dipped GalvanizedderimanaÎncă nu există evaluări
- Project ChartDocument1 paginăProject ChartBalaji GuruÎncă nu există evaluări
- Guide to Protective Coatings: Inspection and MaintenanceDocument118 paginiGuide to Protective Coatings: Inspection and MaintenanceAnilkumar Gurram100% (1)
- Application Guide of Powder Coatings On SteelDocument6 paginiApplication Guide of Powder Coatings On SteelOGÎncă nu există evaluări
- Application Guide Powder Coatings On Hot-Dipped GalvanizedDocument4 paginiApplication Guide Powder Coatings On Hot-Dipped GalvanizedderimanaÎncă nu există evaluări
- Iso 11127 7Document7 paginiIso 11127 7Balaji GuruÎncă nu există evaluări
- Astm A380 A380m-17Document13 paginiAstm A380 A380m-17steve Cardenas95% (20)
- Astm A380 A380m - 17 PDFDocument13 paginiAstm A380 A380m - 17 PDFEzequielRuggiero80% (5)
- Jotun Powder CoatingDocument12 paginiJotun Powder Coatingzahee007100% (1)
- Nextcare - Network List-February-2023Document562 paginiNextcare - Network List-February-2023Balaji Guru100% (1)
- Paint calculations: Determine DFT, WFT, spreading rate & consumptionDocument17 paginiPaint calculations: Determine DFT, WFT, spreading rate & consumptionEkyharyans100% (17)
- B Gas Grade 1 Question AnswerDocument17 paginiB Gas Grade 1 Question AnswerBalaji Guru100% (5)
- TDS 31002 Primax Protect Euk GBDocument3 paginiTDS 31002 Primax Protect Euk GBBalaji Guru0% (1)
- Instalation Guide - GTS PP - Wrapid Sleeve PDFDocument2 paginiInstalation Guide - GTS PP - Wrapid Sleeve PDFBalaji GuruÎncă nu există evaluări
- Mech Control of Corrosion On Underwater PilesDocument14 paginiMech Control of Corrosion On Underwater PilesBalaji GuruÎncă nu există evaluări
- IzsDocument3 paginiIzssheikmoinÎncă nu există evaluări
- Instruction Manual: APN# A99958Document8 paginiInstruction Manual: APN# A99958kmrsg7Încă nu există evaluări
- Technical Data Sheet for Barrier 80 Zinc Epoxy PrimerDocument5 paginiTechnical Data Sheet for Barrier 80 Zinc Epoxy PrimerBalaji GuruÎncă nu există evaluări
- Qatar Gas Protective Coating ProcedureDocument99 paginiQatar Gas Protective Coating ProcedureBalaji Guru67% (3)
- Urgent Requirements PDFDocument3 paginiUrgent Requirements PDFBalaji GuruÎncă nu există evaluări
- Qatar Gas Painting Procedure PDFDocument99 paginiQatar Gas Painting Procedure PDFBalaji Guru100% (1)
- Descon Engg Jobs UAEDocument35 paginiDescon Engg Jobs UAEBalaji GuruÎncă nu există evaluări
- Urgent Requirements PDFDocument3 paginiUrgent Requirements PDFBalaji GuruÎncă nu există evaluări
- Cross-Cut Test ENGDocument6 paginiCross-Cut Test ENGBalaji GuruÎncă nu există evaluări
- Urgent Requirements.Document3 paginiUrgent Requirements.Balaji GuruÎncă nu există evaluări
- Technical Data Sheet for Penguard HB Epoxy CoatingDocument5 paginiTechnical Data Sheet for Penguard HB Epoxy Coatinghardik033Încă nu există evaluări
- Instalation Guide - GTS PP - Wrapid SleeveDocument2 paginiInstalation Guide - GTS PP - Wrapid SleeveBalaji GuruÎncă nu există evaluări
- Technical Data Sheet for Penguard Express Epoxy CoatingDocument5 paginiTechnical Data Sheet for Penguard Express Epoxy CoatingGurdeep Sungh AroraÎncă nu există evaluări
- Varicella Zoster VirusDocument11 paginiVaricella Zoster VirusJayaram SÎncă nu există evaluări
- Panduan Sejarah Ekologi Taman Nasional Komodo Buku 2Document228 paginiPanduan Sejarah Ekologi Taman Nasional Komodo Buku 2Agi SemÎncă nu există evaluări
- Ch-19 Gas Welding, Gas Cutting & Arc WeldingDocument30 paginiCh-19 Gas Welding, Gas Cutting & Arc WeldingJAYANT KUMARÎncă nu există evaluări
- Coexistence Agreement Resolves Trademark DisputeDocument8 paginiCoexistence Agreement Resolves Trademark DisputeAhmetÎncă nu există evaluări
- Regulatory Updates on Japan's MO169 Medical Device Quality Management OrdinanceDocument7 paginiRegulatory Updates on Japan's MO169 Medical Device Quality Management OrdinanceHong XuyenÎncă nu există evaluări
- Medical Student Amnesia USMLE Step 1 - Flash Cards by CueFlashDocument13 paginiMedical Student Amnesia USMLE Step 1 - Flash Cards by CueFlashMuhammad Farhan KhaliqÎncă nu există evaluări
- SFNHS - Extension's School Learning Continuity PlanDocument5 paginiSFNHS - Extension's School Learning Continuity PlanClaudie MabiniÎncă nu există evaluări
- FA SSV3013 - Sem 2 2021 - 22Document4 paginiFA SSV3013 - Sem 2 2021 - 22SITI ZUBAIDAH BINTI HALIMÎncă nu există evaluări
- Class 8 Physics 3Document16 paginiClass 8 Physics 3Akhil ChintalapalliÎncă nu există evaluări
- NTS Test 02 (ANS REQ)Document6 paginiNTS Test 02 (ANS REQ)talal hussainÎncă nu există evaluări
- The Dolphin: by Sergio Bambarén. Maritza - Jhunior - Cynthia - Carlos - AlexDocument10 paginiThe Dolphin: by Sergio Bambarén. Maritza - Jhunior - Cynthia - Carlos - AlexAlexandra FlorÎncă nu există evaluări
- X1jet MX Manual PDFDocument97 paginiX1jet MX Manual PDFrithik srivastavaÎncă nu există evaluări
- Brer Rabbit Stories - 2015Document17 paginiBrer Rabbit Stories - 2015Ethan Philip100% (1)
- Fever With Rash in Table Form.Document4 paginiFever With Rash in Table Form.Azizan HannyÎncă nu există evaluări
- Esea Elementary and Secondary Education Act Outline CampionDocument9 paginiEsea Elementary and Secondary Education Act Outline Campionapi-340155293Încă nu există evaluări
- Dentwiton Company Profile (En) 20221019-V2.1Document20 paginiDentwiton Company Profile (En) 20221019-V2.1BRAIS FREIRÍA LORENZOÎncă nu există evaluări
- Life Skills Unit PlanDocument15 paginiLife Skills Unit PlanLindy McBratneyÎncă nu există evaluări
- Lucerne and BerseemDocument23 paginiLucerne and BerseemNoman AnwarÎncă nu există evaluări
- PME4 KeyDocument2 paginiPME4 KeyyazicigaamzeÎncă nu există evaluări
- Indian Economy On The Eve of IndependenceDocument5 paginiIndian Economy On The Eve of IndependenceAshiga RajendaranÎncă nu există evaluări
- Construction Safety Plan GuideDocument13 paginiConstruction Safety Plan Guideemmanueloboh92% (24)
- ONGC - Internship - Report Please Don't Edit Directly Make A Copy of This FileDocument65 paginiONGC - Internship - Report Please Don't Edit Directly Make A Copy of This File19024 Fenil PatelÎncă nu există evaluări
- Weapons of Mass DestructionDocument41 paginiWeapons of Mass DestructionRexchel Nicole P. AlvarezÎncă nu există evaluări
- USI Pakistan Program-A Successs StoryDocument4 paginiUSI Pakistan Program-A Successs StoryThomas CannonÎncă nu există evaluări
- Civil Engineering Final Year Projects Topic List - HTMLDocument4 paginiCivil Engineering Final Year Projects Topic List - HTMLJohn Meverick E EdralinÎncă nu există evaluări
- 2219 & 2219 Clad PDFDocument22 pagini2219 & 2219 Clad PDF孙俊磊Încă nu există evaluări
- Narcos 1x01 - DescensoDocument53 paginiNarcos 1x01 - DescensoBirdy NumnumsÎncă nu există evaluări
- Artículo Estudio Ramachandran AGI Personas Bigénero PDFDocument6 paginiArtículo Estudio Ramachandran AGI Personas Bigénero PDFMikaÎncă nu există evaluări
- Lesson 5 Investigate Conditions Needed For GerminationDocument12 paginiLesson 5 Investigate Conditions Needed For GerminationJohany Gaona CruzÎncă nu există evaluări
- Experi Men 22Document7 paginiExperi Men 22bernardÎncă nu există evaluări