S-ar putea să vă placă și
- MF1165_3 - Instalaciones de ventilación-ExtracciónDe la EverandMF1165_3 - Instalaciones de ventilación-ExtracciónÎncă nu există evaluări
- 07 Analisis de Aceites (Lubricantes)Document42 pagini07 Analisis de Aceites (Lubricantes)Cristian m Vizcaino100% (1)
- 200 1115-50-216012914 Estimacion Emisiones Factores Emision 2Document17 pagini200 1115-50-216012914 Estimacion Emisiones Factores Emision 2serktx100% (1)
- Semana 2 - ProduccionDocument48 paginiSemana 2 - ProduccionMarco Antonio Sánchez SoteloÎncă nu există evaluări
- Contaminación Causada Por El PetróleoDocument2 paginiContaminación Causada Por El PetróleoLunita Azul GonzalezÎncă nu există evaluări
- Composicion Del Gas NaturalDocument20 paginiComposicion Del Gas NaturalAndy Camarena0% (1)
- Volumen III 10. - Diagramas y PlanosDocument164 paginiVolumen III 10. - Diagramas y PlanosFrancisco Javier Cárdenas TorresÎncă nu există evaluări
- Componentes Del Taladro COMPLETADocument73 paginiComponentes Del Taladro COMPLETAMarcosVillarroelÎncă nu există evaluări
- 14 Matemáticas de Campo para Supervisores PDFDocument88 pagini14 Matemáticas de Campo para Supervisores PDFDamian Triana GonzalezÎncă nu există evaluări
- Trabajo Practico Gas 1Document9 paginiTrabajo Practico Gas 1Ramiro Uluri100% (1)
- El Caso de Las Plantas de Celulosa Sobre El Río Uruguay: Sentencia de La Corte Internacional de Justicia de 20 de Abril 2010Document31 paginiEl Caso de Las Plantas de Celulosa Sobre El Río Uruguay: Sentencia de La Corte Internacional de Justicia de 20 de Abril 2010Maka Vergara DiazÎncă nu există evaluări
- Reglamento Ambiental para El Sector Hidrocarburos RASHDocument42 paginiReglamento Ambiental para El Sector Hidrocarburos RASHbenjamin100% (1)
- Clasificación de Yacimientos de Acuerdo A Su Diagrama de Fase InvestigacionDocument9 paginiClasificación de Yacimientos de Acuerdo A Su Diagrama de Fase InvestigacionDavid Ivan Ricardez FriasÎncă nu există evaluări
- Examen Final ARDocument20 paginiExamen Final ARCristian Puelles CárdenasÎncă nu există evaluări
- Sistema de Prevencion de ReventonesDocument2 paginiSistema de Prevencion de ReventonesSuweei Glezz AleemanÎncă nu există evaluări
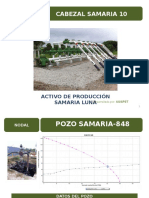
- Cabezal Samaria 10Document22 paginiCabezal Samaria 10Yair CámaraÎncă nu există evaluări
- Planta de GasDocument24 paginiPlanta de Gasallisson_acosta18Încă nu există evaluări
- Procesos Del Gas Natural Parte 3Document29 paginiProcesos Del Gas Natural Parte 3albinaÎncă nu există evaluări
- Diceño de Sarta de Perforacion ProyectoDocument8 paginiDiceño de Sarta de Perforacion Proyectogerson AlvaradoÎncă nu există evaluări
- Tomo II - Cap 3-1Document104 paginiTomo II - Cap 3-1Lidia betzita chavez100% (1)
- PDF Iso 7243 2017 Traducido - CompressDocument19 paginiPDF Iso 7243 2017 Traducido - CompresschristianÎncă nu există evaluări
- Proceso GirbotolDocument3 paginiProceso GirbotolMartin Martinez RamirezÎncă nu există evaluări
- Tratamiento Del Gas NaturalDocument34 paginiTratamiento Del Gas NaturalDaynaRodriguezZambranoÎncă nu există evaluări
- Minería y Sus Efectos en Aguas SubterráneasDocument46 paginiMinería y Sus Efectos en Aguas SubterráneasEuge Covo100% (2)
- Plantas de Procesamiento Del Gas NaturalDocument14 paginiPlantas de Procesamiento Del Gas NaturalLaura MendezÎncă nu există evaluări
- Endulzamiento Del GasDocument16 paginiEndulzamiento Del GasKaroy Del Villar Olmos100% (1)
- Modulo 2 1 Procesos Del GasDocument12 paginiModulo 2 1 Procesos Del GasMarisol Arriaga GonzalesÎncă nu există evaluări
- Descripcion Planta de Gas SrsDocument18 paginiDescripcion Planta de Gas Srsdennis_ugarteÎncă nu există evaluări
- Presentacion 4. Propiedades Quimicas Del Gas NaturalDocument26 paginiPresentacion 4. Propiedades Quimicas Del Gas Naturalricardo100% (1)
- Mecanismos Naturales de ProducciónDocument35 paginiMecanismos Naturales de ProducciónGeovany Vasconez100% (1)
- Procesos Del GasDocument50 paginiProcesos Del Gaspaolita788Încă nu există evaluări
- Ingenieria de Produccion de Gas NaturalDocument64 paginiIngenieria de Produccion de Gas NaturalLUISA JOHANA ALCUDIA ALEJANDROÎncă nu există evaluări
- YPF-CM2010-cuadernillo para Ingreso-01-F+¡sicaDocument45 paginiYPF-CM2010-cuadernillo para Ingreso-01-F+¡sicaDaniel GironÎncă nu există evaluări
- Yacimientos III - Guias Tecnicas para La Seleccion de EOR (JJ Taber)Document5 paginiYacimientos III - Guias Tecnicas para La Seleccion de EOR (JJ Taber)Daken AkihiroÎncă nu există evaluări
- Trabajo Yacimiento de Gas (1) - 23.05Document25 paginiTrabajo Yacimiento de Gas (1) - 23.05Robert Romero0% (1)
- Sistema de ProduccionDocument1 paginăSistema de ProduccionAuguss DiazÎncă nu există evaluări
- Clase 2 FACILIDADES PRODUCCION O & GDocument59 paginiClase 2 FACILIDADES PRODUCCION O & GRuth Aline MelendresÎncă nu există evaluări
- PRACTICA No 1 PPM-PASADocument4 paginiPRACTICA No 1 PPM-PASAALEXIS LOPEZ MEDINAÎncă nu există evaluări
- Capacidad PtarDocument72 paginiCapacidad PtarCledy Cupe Hernandez100% (1)
- Contaminantes Del Gas NaturalDocument14 paginiContaminantes Del Gas Naturalraul100% (1)
- Libro Gas 1 Ing. CespedesDocument22 paginiLibro Gas 1 Ing. CespedesAndres Alexander Becerra MolinaÎncă nu există evaluări
- Fraccionadoras-1Document68 paginiFraccionadoras-1Alex CondoriÎncă nu există evaluări
- Well ControlDocument4 paginiWell ControlMiguel Angel RaciteÎncă nu există evaluări
- Plan de Abandono y Restauracion FinalDocument15 paginiPlan de Abandono y Restauracion Finalsofia rodriguezÎncă nu există evaluări
- Mod3 002 Proceso de Endulzamiento Parte 1Document43 paginiMod3 002 Proceso de Endulzamiento Parte 1juanito arcoirisÎncă nu există evaluări
- Cementacion de Pozos IngdeyacDocument6 paginiCementacion de Pozos IngdeyacSuweei Glezz AleemanÎncă nu există evaluări
- 3721 PW-NT-003Document49 pagini3721 PW-NT-003Jerson serranoÎncă nu există evaluări
- Comapny Man IIIDocument139 paginiComapny Man IIIWilliam Arturo AristizabalÎncă nu există evaluări
- Procesos de Extraccion - DiapositivasDocument59 paginiProcesos de Extraccion - DiapositivasRocio Perez CallejasÎncă nu există evaluări
- 06b Analisis Nodal Nodos Principales II2018 PDFDocument52 pagini06b Analisis Nodal Nodos Principales II2018 PDFWendy V. DomínguezÎncă nu există evaluări
- Presentación Cloro-1Document17 paginiPresentación Cloro-1leonardomencoÎncă nu există evaluări
- Acondicionamiento y Tratamiento Del Gas Natural en La Planta San AlbertoDocument1 paginăAcondicionamiento y Tratamiento Del Gas Natural en La Planta San AlbertoJessica Alejandra TG100% (1)
- Calculo Del Poder Calorifico - 12-06-2019Document43 paginiCalculo Del Poder Calorifico - 12-06-2019BrendaArnezÎncă nu există evaluări
- Practica 1 Fluidos de PerforacionDocument27 paginiPractica 1 Fluidos de PerforacionGabriel Mamani Callisaya100% (2)
- Tarea 1Document5 paginiTarea 1Alejandro Barrios MoralesÎncă nu există evaluări
- Indice de WobbeDocument26 paginiIndice de WobbeIppo MakunouchiÎncă nu există evaluări
- Curso Basico-Facilidades de SuperficieDocument38 paginiCurso Basico-Facilidades de SuperficieNORBEY TORRES100% (1)
- Tarea de Proceso Diagrama de Flujo 2018Document19 paginiTarea de Proceso Diagrama de Flujo 2018Deybi Cruz FloresÎncă nu există evaluări
- Plantas de Procesamiento Del Gas NaturalDocument3 paginiPlantas de Procesamiento Del Gas NaturalEdwin AguilarÎncă nu există evaluări
- Tratamiento de Crudo A Nivel de Estación de FlujoDocument14 paginiTratamiento de Crudo A Nivel de Estación de FlujoValentina Hernández100% (1)
- Cuest. Produc 2Document5 paginiCuest. Produc 2Rillmar loayzaÎncă nu există evaluări
- Deshidratacion y Endulzamiento Del Gas NaturalDocument44 paginiDeshidratacion y Endulzamiento Del Gas NaturalGilberth ReyesÎncă nu există evaluări
- Endulxamiento y DeshidratacionDocument8 paginiEndulxamiento y DeshidratacionCarla Sejas FernandezÎncă nu există evaluări
- Deshidratacion y Endulzamiento Del Gas NaturalDocument10 paginiDeshidratacion y Endulzamiento Del Gas NaturalIIAvengerIIÎncă nu există evaluări
- HidrotratamientoDocument4 paginiHidrotratamientoMontes? 021Încă nu există evaluări
- Endulzamiento Del GasDocument6 paginiEndulzamiento Del GasgabrielalbinÎncă nu există evaluări
- Examen EstratigrafiaDocument3 paginiExamen EstratigrafiaravellmxÎncă nu există evaluări
- Ensayo La PeliculaDocument4 paginiEnsayo La PelicularavellmxÎncă nu există evaluări
- Guía Técnica Operativa 100Document12 paginiGuía Técnica Operativa 100ravellmxÎncă nu există evaluări
- Metodologia de La InvestigacionDocument6 paginiMetodologia de La Investigacionravellmx50% (2)
- Informe Tecnico de Residencia Profesional PDFDocument78 paginiInforme Tecnico de Residencia Profesional PDFravellmxÎncă nu există evaluări
- Equipo de Combustión InternaDocument50 paginiEquipo de Combustión Internaravellmx100% (1)
- Diagramas de FlujoDocument9 paginiDiagramas de FlujoravellmxÎncă nu există evaluări
- Test Terminacion de PozosDocument9 paginiTest Terminacion de PozosravellmxÎncă nu există evaluări
- 9 Presentación Respuesta A La EmergenciaDocument44 pagini9 Presentación Respuesta A La EmergenciaravellmxÎncă nu există evaluări
- Anexo 4. Matriz Requisitos LegalesDocument3 paginiAnexo 4. Matriz Requisitos LegalesandresÎncă nu există evaluări
- Impacto Social, Tecnológico y Ambiental Del FenolDocument22 paginiImpacto Social, Tecnológico y Ambiental Del FenolCarmen Narváez100% (1)
- Curso: Ecología Y Desarrollo Sostenible: Plan de Prácticas #12Document3 paginiCurso: Ecología Y Desarrollo Sostenible: Plan de Prácticas #12Deysi P'cÎncă nu există evaluări
- Monografia BasurasDocument16 paginiMonografia BasurasLukio KellerÎncă nu există evaluări
- Modelo Plan MaestroDocument21 paginiModelo Plan MaestroEdgar Joel Blaz GuevaraÎncă nu există evaluări
- Saf P SPDocument64 paginiSaf P SPnicotinalopezÎncă nu există evaluări
- Plan de Contingencia Estacion Combustible FinalDocument32 paginiPlan de Contingencia Estacion Combustible FinalFernando Gabriel Moner100% (1)
- CN 6 EGB EvaluaciónDocument11 paginiCN 6 EGB EvaluaciónMaferita Maferita BellaÎncă nu există evaluări
- Ecuambiente 19Document52 paginiEcuambiente 19Emma Criollo QuezadaÎncă nu există evaluări
- Gestion de Residuos Sólidos - César Dávila RomeroDocument49 paginiGestion de Residuos Sólidos - César Dávila RomeroViviana Condori HuancaÎncă nu există evaluări
- Estudio Ambiental 20220928 011316 687Document49 paginiEstudio Ambiental 20220928 011316 687JuanÎncă nu există evaluări
- Anexo 1 Diagnostico ChavarriaDocument14 paginiAnexo 1 Diagnostico ChavarriaMarco Antonio Layme ParedesÎncă nu există evaluări
- Revive El Río Santiago - Gobierno de JaliscoDocument59 paginiRevive El Río Santiago - Gobierno de JaliscoGobierno JaliscoÎncă nu există evaluări
- Castrovirreyna CIA Minera SDocument2 paginiCastrovirreyna CIA Minera SMoises Lara ContrasÎncă nu există evaluări
- Gary Bernal - AvanceDocument23 paginiGary Bernal - AvanceGary BernalÎncă nu există evaluări
- Ficha de Segurida S-403 Clean Shester Desengrasante IndustrialDocument5 paginiFicha de Segurida S-403 Clean Shester Desengrasante Industrialasistente.ventas4Încă nu există evaluări
- Control de Emision de PolvoDocument28 paginiControl de Emision de PolvoJorge HuancaÎncă nu există evaluări
- Lineamientos Politica PlaguicidasDocument64 paginiLineamientos Politica PlaguicidasYolima Ramirez ClavijoÎncă nu există evaluări
- IVAAs - Asistencia Tecnica de Voladura (06-07-2022)Document5 paginiIVAAs - Asistencia Tecnica de Voladura (06-07-2022)esgarÎncă nu există evaluări
- Protocolo - Filtración de AguaDocument78 paginiProtocolo - Filtración de AguaJohan RamirezÎncă nu există evaluări
- Msdspiperonal en EsDocument5 paginiMsdspiperonal en EsJhonÎncă nu există evaluări
- GPCHDocument104 paginiGPCHrriveraÎncă nu există evaluări
- Módulo 20Document44 paginiMódulo 20María Díaz AguilarÎncă nu există evaluări