S-ar putea să vă placă și
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- Bid Evaluation Form December 1997Document39 paginiBid Evaluation Form December 1997mehdi kamaliÎncă nu există evaluări
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- Catalog PDFDocument235 paginiCatalog PDFDavid PhoaÎncă nu există evaluări
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Request Proposals Evaluation GuideDocument12 paginiRequest Proposals Evaluation Guidemehdi kamaliÎncă nu există evaluări
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- Chazelle: 2.10: R 1 Convex Pieces: R 4 5 Pieces. R 7 PiecesDocument2 paginiChazelle: 2.10: R 1 Convex Pieces: R 4 5 Pieces. R 7 Piecesmehdi kamaliÎncă nu există evaluări
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Europe, Africa, Middle East and CISDocument1 paginăEurope, Africa, Middle East and CISmehdi kamaliÎncă nu există evaluări
- Nulon Long Life Concentrated Coolant.: Chemwatch: 86497 Version No: 7.1.1.1Document14 paginiNulon Long Life Concentrated Coolant.: Chemwatch: 86497 Version No: 7.1.1.1mehdi kamaliÎncă nu există evaluări
- CAT Engine Specifications: 3508B Land Mechanical EngineDocument4 paginiCAT Engine Specifications: 3508B Land Mechanical Enginemehdi kamaliÎncă nu există evaluări
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- Transmissionچيست؟ PDFDocument1 paginăTransmissionچيست؟ PDFmehdi kamaliÎncă nu există evaluări
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Sample Report Diesel Engine CautionDocument1 paginăSample Report Diesel Engine Cautionmehdi kamaliÎncă nu există evaluări
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
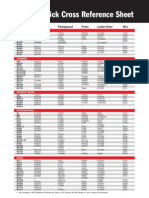
- Baldwin Quick Cross Reference SheetDocument2 paginiBaldwin Quick Cross Reference SheetCarlos Bruno Matos100% (3)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Understanding Differences in Elemental Analysis MethodsDocument2 paginiUnderstanding Differences in Elemental Analysis Methodsmehdi kamaliÎncă nu există evaluări
- CG - ch1 2 ShortDocument3 paginiCG - ch1 2 Shortmehdi kamaliÎncă nu există evaluări
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- Belzona 1321: Product Specification SheetDocument2 paginiBelzona 1321: Product Specification Sheetmehdi kamaliÎncă nu există evaluări
- Engine Oil Analysis: Home Sales/Installations Parts Service Vessel Services ContactDocument3 paginiEngine Oil Analysis: Home Sales/Installations Parts Service Vessel Services Contactmehdi kamaliÎncă nu există evaluări
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- CG Ch1 ShortDocument6 paginiCG Ch1 Shortmehdi kamaliÎncă nu există evaluări
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (345)
- Analog Vs Digital MetersDocument0 paginiAnalog Vs Digital Metersjnachum9465Încă nu există evaluări
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- Battery Information: Operation and Maintenance ManualDocument2 paginiBattery Information: Operation and Maintenance Manualmehdi kamaliÎncă nu există evaluări
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- 445دلايل خرابي سوپاپ PDFDocument7 pagini445دلايل خرابي سوپاپ PDFmehdi kamaliÎncă nu există evaluări
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- مفاهيم Root CauseDocument12 paginiمفاهيم Root Causemehdi kamaliÎncă nu există evaluări
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Caterpillar Numerical Code: General Service InformationDocument1 paginăCaterpillar Numerical Code: General Service Informationmehdi kamaliÎncă nu există evaluări
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- SH Case3 Informants enDocument1 paginăSH Case3 Informants enHoLlamasÎncă nu există evaluări
- Binder1 CARENCRODocument27 paginiBinder1 CARENCROAddisu TsehayÎncă nu există evaluări
- Control Work.: ..... Is A Typical ..... DishDocument4 paginiControl Work.: ..... Is A Typical ..... DishАндрій ХомишакÎncă nu există evaluări
- Alb Ani A BrochureDocument18 paginiAlb Ani A BrochurejskardaÎncă nu există evaluări
- SQL Interview QuestionsDocument89 paginiSQL Interview QuestionsVaneet Arora100% (2)
- Rapid Prototyping and Rapid Tooling TheDocument24 paginiRapid Prototyping and Rapid Tooling TheGopinath GangadhariÎncă nu există evaluări
- 12 Angry Men AnalysisDocument9 pagini12 Angry Men AnalysisShubhpreet Singh100% (1)
- Karbohidrat: Gula, Pati & SeratDocument20 paginiKarbohidrat: Gula, Pati & SeratAlfi Syahrin SiregarÎncă nu există evaluări
- Mahindra and Mahindra Limited - 24Document12 paginiMahindra and Mahindra Limited - 24SourabhÎncă nu există evaluări
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- Citing Textual EvidenceDocument4 paginiCiting Textual EvidenceRaymondÎncă nu există evaluări
- Joget Mini Case Studies TelecommunicationDocument3 paginiJoget Mini Case Studies TelecommunicationavifirmanÎncă nu există evaluări
- Exam in Analytic Geometry With AnswersDocument4 paginiExam in Analytic Geometry With Answersmvmbapple100% (6)
- Case Study1: Partnering For Success: Working Together: How Biotech Firms and Large Drug Companies Bring Pharmaceutical Products To MarketDocument2 paginiCase Study1: Partnering For Success: Working Together: How Biotech Firms and Large Drug Companies Bring Pharmaceutical Products To MarketLakhan SinghÎncă nu există evaluări
- ERF 2019 0128 H160 Noise CertificationDocument10 paginiERF 2019 0128 H160 Noise CertificationHelimanualÎncă nu există evaluări
- Case Study TemplateDocument4 paginiCase Study Templateapi-355498849Încă nu există evaluări
- The Manuals Com Cost Accounting by Matz and Usry 9th Edition Manual Ht4Document2 paginiThe Manuals Com Cost Accounting by Matz and Usry 9th Edition Manual Ht4shoaib shakilÎncă nu există evaluări
- Taking RPA To The Next LevelDocument48 paginiTaking RPA To The Next LevelRPA Research100% (1)
- Data Communication and Networks Syllabus PDFDocument2 paginiData Communication and Networks Syllabus PDFgearlaluÎncă nu există evaluări
- Automatic Water Level Indicator and Controller by Using ARDUINODocument10 paginiAutomatic Water Level Indicator and Controller by Using ARDUINOSounds of PeaceÎncă nu există evaluări
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Age of Sigmar AoS - Battletome - Hedonites of Slaanesh - Errata 2023-01Document4 paginiAge of Sigmar AoS - Battletome - Hedonites of Slaanesh - Errata 2023-01Ughu RajaÎncă nu există evaluări
- Theories of EmotionDocument11 paginiTheories of EmotionNoman AÎncă nu există evaluări
- Begc133em20 21Document14 paginiBegc133em20 21nkÎncă nu există evaluări
- TDS 39987 Easycoat Profile Decor 3MM Euk GBDocument3 paginiTDS 39987 Easycoat Profile Decor 3MM Euk GBp4pubgwalyÎncă nu există evaluări
- Practice 3Document7 paginiPractice 3NinhÎncă nu există evaluări
- We Don't Need No MBADocument9 paginiWe Don't Need No MBAsharad_khandelwal_2Încă nu există evaluări
- Allen Science M T Class 10Document14 paginiAllen Science M T Class 10krishnaÎncă nu există evaluări
- Emilio Aguinaldo: The First Philippine Republic The Malolos CongressDocument3 paginiEmilio Aguinaldo: The First Philippine Republic The Malolos CongressLIEZLE ANN EROYÎncă nu există evaluări
- Small Scale Business ReportDocument28 paginiSmall Scale Business ReportJatin PahujaÎncă nu există evaluări
- сестр главы9 PDFDocument333 paginiсестр главы9 PDFYamikÎncă nu există evaluări
- Case: Iridium LLC: Bhanu - Divya - Harsh - NamitaDocument9 paginiCase: Iridium LLC: Bhanu - Divya - Harsh - NamitaHarsh AgrawalÎncă nu există evaluări