S-ar putea să vă placă și
- Nichelarea DuraDocument4 paginiNichelarea DuraBotasGeorgianaÎncă nu există evaluări
- Nichelare Simpla-Valentin PatrascuDocument5 paginiNichelare Simpla-Valentin PatrascuIulia BiancaÎncă nu există evaluări
- Obtinerea Straturilor Metalice Prin Depuneri Electrochimice SuccesiveDocument7 paginiObtinerea Straturilor Metalice Prin Depuneri Electrochimice SuccesiveAlina RomanasuÎncă nu există evaluări
- Cromare DuraDocument3 paginiCromare DuraIulia BiancaÎncă nu există evaluări
- Cromare DuraDocument3 paginiCromare DuralargopenÎncă nu există evaluări
- Cromare DuraDocument3 paginiCromare DuraAna-Maria Popa100% (1)
- 11 NichelareDocument8 pagini11 Nichelare5joanÎncă nu există evaluări
- Fisa Tehnica Speciala PRISTA MHC 10Document2 paginiFisa Tehnica Speciala PRISTA MHC 10Pintea Ioan Florin100% (1)
- Dokumen - Tips Arbore CanelatDocument16 paginiDokumen - Tips Arbore CanelatEugen CoroiÎncă nu există evaluări
- Exemple IPADocument18 paginiExemple IPAMadalina DrugÎncă nu există evaluări
- Mathcad - ProiectDocument32 paginiMathcad - ProiectGîlea ȘtefanÎncă nu există evaluări
- Lucrarea 3 - 2022Document9 paginiLucrarea 3 - 2022andrei ionutÎncă nu există evaluări
- Proiect Beton Armat 2 - CCIADocument13 paginiProiect Beton Armat 2 - CCIANikolin Koça100% (2)
- Tevi PE100RC Waterkit - 16iunie2021 1Document9 paginiTevi PE100RC Waterkit - 16iunie2021 1Ghiban ConstantinÎncă nu există evaluări
- EIT Probleme Rezolvate2Document10 paginiEIT Probleme Rezolvate2IstrateMihailÎncă nu există evaluări
- 1 Cutit de StrungDocument13 pagini1 Cutit de StrungCorbu Iulian OvidiuÎncă nu există evaluări
- Arbore CanelatDocument16 paginiArbore Canelatdanyel78n6273100% (1)
- Proiect SASSDocument18 paginiProiect SASSRazvan PinzaruÎncă nu există evaluări
- Presa Cu Doua Coloane Pentru Domnul OvidiuDocument14 paginiPresa Cu Doua Coloane Pentru Domnul Ovidiusuper_roroÎncă nu există evaluări
- Lab 2Document14 paginiLab 2Dascal DanielÎncă nu există evaluări
- Cromare Dura CRISTINADocument8 paginiCromare Dura CRISTINACristina ElenaÎncă nu există evaluări
- 10 CoroziuneDocument8 pagini10 CoroziuneTulipa Nigrarosa50% (2)
- Carte Tehnica PP-RDocument22 paginiCarte Tehnica PP-RsssddssÎncă nu există evaluări
- Proiect Grinda Cu ZabreleDocument13 paginiProiect Grinda Cu ZabreleLucian Ciprian100% (1)
- CalculeDocument6 paginiCalculefundatia_gaudeamusÎncă nu există evaluări
- 4 Manual Pentru Autorizarea Electricienilor Instalatori Centrul de Informare Și Documentare Pentru EnergeticăDocument13 pagini4 Manual Pentru Autorizarea Electricienilor Instalatori Centrul de Informare Și Documentare Pentru EnergeticăDaniela DanaÎncă nu există evaluări
- 1 45Document36 pagini1 45PopusoiDaniel50% (2)
- Lucrarea de an -Final-10!04!17 - КопияDocument51 paginiLucrarea de an -Final-10!04!17 - КопияВалентинÎncă nu există evaluări
- Lucrarea NR 5Document4 paginiLucrarea NR 5Cristina TirnovetchiÎncă nu există evaluări
- Prezentare GE PresiuneDocument54 paginiPrezentare GE PresiunebrctlnÎncă nu există evaluări
- 12 - Sudura ElectrodDocument6 pagini12 - Sudura ElectrodDiana Mate100% (1)
- Proiect Lemn 2013Document26 paginiProiect Lemn 2013Bogdan BuràÎncă nu există evaluări
- Probleme ElectrolizaDocument5 paginiProbleme ElectrolizaLori SzollosyÎncă nu există evaluări
- Presa Cu Doua ColoaneDocument14 paginiPresa Cu Doua Coloanesuper_roroÎncă nu există evaluări
- ZirconaDocument26 paginiZirconaMihai Mihaela-DenisaÎncă nu există evaluări
- Breviar de Calcul Dupa STASDocument77 paginiBreviar de Calcul Dupa STASManciu Mihai CosminÎncă nu există evaluări
- RanforsareaDocument2 paginiRanforsarea1234574aaaÎncă nu există evaluări
- Referat Laborator 2Document9 paginiReferat Laborator 2Cosmin GuranÎncă nu există evaluări
- 01 Laboratoar Incercari MecaniceDocument17 pagini01 Laboratoar Incercari MecaniceAndrei NastutaÎncă nu există evaluări
- Teava PPRDocument2 paginiTeava PPRConstantin CilibiuÎncă nu există evaluări
- Proiect Tehnologi de FabricatieDocument18 paginiProiect Tehnologi de FabricatieMitrea Corina50% (2)
- Determinare Conductometrica Saruri SolDocument3 paginiDeterminare Conductometrica Saruri SolAlinaCrinaCiubotariuMuresanÎncă nu există evaluări
- Fisa Tehnica Teava PEHDDocument14 paginiFisa Tehnica Teava PEHDneacsuÎncă nu există evaluări
- Calculul Pierderi de Tensiune ReologiceDocument7 paginiCalculul Pierderi de Tensiune ReologiceEmilian UrsuÎncă nu există evaluări
- Indici de SudabilitateDocument4 paginiIndici de SudabilitateValentin RadulescuÎncă nu există evaluări
- j0fbr - Baso 49Document2 paginij0fbr - Baso 49Vlad AdrianÎncă nu există evaluări
- Curs 7 Ecotehn TT MasterDocument8 paginiCurs 7 Ecotehn TT MasterBusk 93Încă nu există evaluări
- Cabina EcranataDocument2 paginiCabina EcranataMihai StefanÎncă nu există evaluări
- 06 Laboratorul NR 6 ZincareaDocument7 pagini06 Laboratorul NR 6 ZincareaCristi IonelÎncă nu există evaluări
- Exercitiul 1-Alegerea Materialelor-Exemplu Studenti 2019Document9 paginiExercitiul 1-Alegerea Materialelor-Exemplu Studenti 2019alexÎncă nu există evaluări
- Materiale Elth7Document3 paginiMateriale Elth7Oancea AdrianÎncă nu există evaluări
- Lucrarea 7 - Depuneri de Straturi Subțiri În VidDocument7 paginiLucrarea 7 - Depuneri de Straturi Subțiri În VidGabi AvmÎncă nu există evaluări
- Memoriu TehnicDocument9 paginiMemoriu TehnicCatalin OajdeaÎncă nu există evaluări
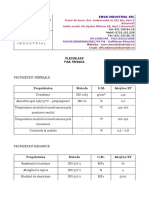
- Fisa Tehnica PLEXIGLASSDocument3 paginiFisa Tehnica PLEXIGLASSadid36Încă nu există evaluări
- Calcul CaprioriDocument7 paginiCalcul CaprioriTeodor StefanÎncă nu există evaluări
- LASIK PlatformaDocument21 paginiLASIK PlatformaDiana MehhÎncă nu există evaluări
- Depunerea Electrochimic A CupruluiDocument5 paginiDepunerea Electrochimic A CupruluiAlex BurlacuÎncă nu există evaluări
- BibliografieDocument1 paginăBibliografiebotas georgianaÎncă nu există evaluări
- Caiet Sarcini PSIDocument12 paginiCaiet Sarcini PSIbotas georgianaÎncă nu există evaluări
- 533ADocument1 pagină533Abotas georgianaÎncă nu există evaluări
- 5.20.calcule de Rezistenţă: Atm P4 MM A N A FDocument2 pagini5.20.calcule de Rezistenţă: Atm P4 MM A N A FBogdanÎncă nu există evaluări
- Proiect PD2Document11 paginiProiect PD2botas georgianaÎncă nu există evaluări
- InfograficaDocument57 paginiInfograficapergasusÎncă nu există evaluări
- InfograficaDocument57 paginiInfograficapergasusÎncă nu există evaluări
- Cuprins Lab IRDocument5 paginiCuprins Lab IRbotas georgianaÎncă nu există evaluări
- Reci Clare ADocument5 paginiReci Clare Abotas georgianaÎncă nu există evaluări
- Fisa Postului Consultant Vanzari1Document1 paginăFisa Postului Consultant Vanzari1Marin RodicaÎncă nu există evaluări
- Manualul CalitatiiDocument19 paginiManualul Calitatiibotas georgianaÎncă nu există evaluări
- InfograficaDocument57 paginiInfograficapergasusÎncă nu există evaluări
- PPF CursDocument53 paginiPPF CursEduardAlexandruÎncă nu există evaluări
- Forte de Strangere 2Document6 paginiForte de Strangere 2botas georgianaÎncă nu există evaluări
- Harta ProceselorDocument1 paginăHarta ProceselorDorinel StreinuÎncă nu există evaluări
- Capitolul 2-Calitatea Aerului-Prahova 2013Document56 paginiCapitolul 2-Calitatea Aerului-Prahova 2013simonavmÎncă nu există evaluări
- Forte de Strangere 2Document6 paginiForte de Strangere 2botas georgianaÎncă nu există evaluări
- Management Industrial 2Document17 paginiManagement Industrial 2Madalin DiaconuÎncă nu există evaluări
- Simboluri Proiect CAADocument1 paginăSimboluri Proiect CAAbotas georgianaÎncă nu există evaluări
- Curs NR 3Document16 paginiCurs NR 3botas georgianaÎncă nu există evaluări
- Curs NR 2Document23 paginiCurs NR 2botas georgianaÎncă nu există evaluări
- Sarma Plina Pentru Sudare Mod190969Document31 paginiSarma Plina Pentru Sudare Mod190969botas georgianaÎncă nu există evaluări
- Lab TermografiereDocument10 paginiLab Termografierebotas georgianaÎncă nu există evaluări
- Amde Fmea RulmentiDocument8 paginiAmde Fmea RulmentiCamelia DalamitraÎncă nu există evaluări
- Curs NR 2Document23 paginiCurs NR 2botas georgianaÎncă nu există evaluări
- Simboluri Proiect CAADocument1 paginăSimboluri Proiect CAAbotas georgianaÎncă nu există evaluări
- Structura An Universitar2017-2018.Document1 paginăStructura An Universitar2017-2018.Leonte NicoletaÎncă nu există evaluări
- 7PM L Filetarea Pe StrungDocument4 pagini7PM L Filetarea Pe Strungbotas georgianaÎncă nu există evaluări
- Lab TermografiereDocument10 paginiLab Termografierebotas georgianaÎncă nu există evaluări