S-ar putea să vă placă și
- Pre SupuestoDocument1 paginăPre SupuestoJonathan PachecoÎncă nu există evaluări
- Deber1 Optativa3Document5 paginiDeber1 Optativa3Jonathan PachecoÎncă nu există evaluări
- Tarea Enclase 2Document1 paginăTarea Enclase 2Jonathan PachecoÎncă nu există evaluări
- Trabajo2 Termofluidos P56Document10 paginiTrabajo2 Termofluidos P56Jonathan PachecoÎncă nu există evaluări
- Comite CIMDocument7 paginiComite CIMJonathan PachecoÎncă nu există evaluări
- Transferencia de CalorDocument7 paginiTransferencia de CalorJonathan PachecoÎncă nu există evaluări
- Presentacion AnteproyectoDocument20 paginiPresentacion AnteproyectoJonathan PachecoÎncă nu există evaluări
- AmazonDocument9 paginiAmazonJonathan Pacheco100% (1)
- Revista de Aplicacion Cientifica y Tecnica V3 N10 1Document3 paginiRevista de Aplicacion Cientifica y Tecnica V3 N10 1Jonathan PachecoÎncă nu există evaluări
- Casos de EstudioDocument2 paginiCasos de EstudioJonathan PachecoÎncă nu există evaluări
- Etapas de Verificación de La CalidadDocument19 paginiEtapas de Verificación de La CalidadJonathan PachecoÎncă nu există evaluări
- Proyecto Optativa 2Document11 paginiProyecto Optativa 2Jonathan PachecoÎncă nu există evaluări
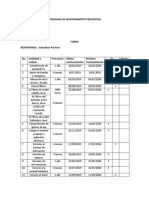
- Programa de Mantenimiento PreventivoDocument3 paginiPrograma de Mantenimiento PreventivoJonathan PachecoÎncă nu există evaluări
- Programa de Mantenimiento PreventivoDocument3 paginiPrograma de Mantenimiento PreventivoJonathan PachecoÎncă nu există evaluări
- Industria 4.0Document7 paginiIndustria 4.0Jonathan PachecoÎncă nu există evaluări
- FinalDocument15 paginiFinalJonathan PachecoÎncă nu există evaluări
- Instrumentacion-Tema 3 Temperatura v01-2018!11!15Document45 paginiInstrumentacion-Tema 3 Temperatura v01-2018!11!15Jonathan PachecoÎncă nu există evaluări
- Ejercicios Capitulo 1Document6 paginiEjercicios Capitulo 1Jonathan PachecoÎncă nu există evaluări
- Informe Metodos NumericosDocument4 paginiInforme Metodos NumericosJonathan PachecoÎncă nu există evaluări
- Revista de Aplicacion Cientifica y Tecnica V3 N10 1Document10 paginiRevista de Aplicacion Cientifica y Tecnica V3 N10 1Jonathan PachecoÎncă nu există evaluări
- Horario 7 CicloDocument2 paginiHorario 7 CicloJonathan PachecoÎncă nu există evaluări
- Pro Piedade SDocument10 paginiPro Piedade SJonathan PachecoÎncă nu există evaluări
- Revista de Aplicacion Cientifica y Tecnica V3 N10 1Document10 paginiRevista de Aplicacion Cientifica y Tecnica V3 N10 1Jonathan PachecoÎncă nu există evaluări
- Definición de AlteridadDocument4 paginiDefinición de AlteridadJonathan PachecoÎncă nu există evaluări
- Automatización IndustrialDocument4 paginiAutomatización IndustrialKeyla100% (2)
- Soldadura Dura y Blanda (Jonnathan Benavides)Document4 paginiSoldadura Dura y Blanda (Jonnathan Benavides)Jonathan PachecoÎncă nu există evaluări
- Practica FresaDocument3 paginiPractica FresaJonathan PachecoÎncă nu există evaluări
- Exposicion AUtomatizacionDocument46 paginiExposicion AUtomatizacionJonathan PachecoÎncă nu există evaluări
- Hedonism oDocument2 paginiHedonism oJonathan PachecoÎncă nu există evaluări
- Descripciones Cursos Studio 5000Document7 paginiDescripciones Cursos Studio 5000HenryÎncă nu există evaluări
- Errores en CDocument21 paginiErrores en CAlex MartinezÎncă nu există evaluări
- Examen Final DBA1 Oracle 10g 2011Document17 paginiExamen Final DBA1 Oracle 10g 2011aquey50% (2)
- Proyecto FinDocument54 paginiProyecto FinKADIR GABRIEL BARQUET BRAVOÎncă nu există evaluări
- Conceptos de Programacion de SistemasDocument4 paginiConceptos de Programacion de SistemasMatias EspinelÎncă nu există evaluări
- Examen Lenguaje EnsambladorDocument5 paginiExamen Lenguaje EnsambladorZeus ScreenÎncă nu există evaluări
- Evaluación de Certificacioon Base Datos OracleDocument24 paginiEvaluación de Certificacioon Base Datos OracleNadim Moran SolisÎncă nu există evaluări
- Guía 3 Cálculo NuméricoDocument2 paginiGuía 3 Cálculo NuméricoMarcelo Hernández CaroÎncă nu există evaluări
- Brochure Devnet CiscoDocument8 paginiBrochure Devnet CiscoJose GoicocheaÎncă nu există evaluări
- Computación de Altas Prestaciones - Módulo 4 - Introducción A La Computación DistribuidaDocument70 paginiComputación de Altas Prestaciones - Módulo 4 - Introducción A La Computación Distribuidajorge ruizÎncă nu există evaluări
- Ejercicio Resuelto C++ POO Herencia Vectores MVCDocument2 paginiEjercicio Resuelto C++ POO Herencia Vectores MVCeyanguasÎncă nu există evaluări
- Operaciones RelacionalesDocument15 paginiOperaciones Relacionalesᴛᴇᴊᴇᴅᴀ100% (1)
- Manual de Mikroplan para ArduinoDocument91 paginiManual de Mikroplan para ArduinoGuillermo Otero Matey100% (2)
- ProgramaciónDocument15 paginiProgramaciónrodrigo alexis mendozaÎncă nu există evaluări
- GDG - Git FlowDocument36 paginiGDG - Git FlowFederico HausteinÎncă nu există evaluări
- Herramientas Matemáticas Iv - Investigación OperativaDocument2 paginiHerramientas Matemáticas Iv - Investigación OperativaEvangelina SolisÎncă nu există evaluări
- Openxava 3.0 Guia ReferenciaDocument163 paginiOpenxava 3.0 Guia ReferenciaAgustin Froufe0% (1)
- Actividad6 Base de DatosDocument6 paginiActividad6 Base de DatosBruno GayossoÎncă nu există evaluări
- Material LMTDocument138 paginiMaterial LMTyolver1990Încă nu există evaluări
- SubQuery PDFDocument10 paginiSubQuery PDFDianaÎncă nu există evaluări
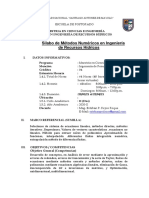
- Silabo Metodos Numericos 2020 2Document4 paginiSilabo Metodos Numericos 2020 2Jhony PurizacaÎncă nu există evaluări
- Microcontrolador PIC16F887Document2 paginiMicrocontrolador PIC16F887Andryk PereiraÎncă nu există evaluări
- Protocolo Individual Unidad 3Document4 paginiProtocolo Individual Unidad 3yeipolÎncă nu există evaluări
- POO UNED EXAMEN 2012 Junio C/ RespuestasDocument5 paginiPOO UNED EXAMEN 2012 Junio C/ RespuestasJavierPerezÎncă nu există evaluări
- Manual de IntegraciónDocument12 paginiManual de IntegraciónDámaris Núñez SáezÎncă nu există evaluări
- Horario Examen Final y Recuperacion TDSDocument2 paginiHorario Examen Final y Recuperacion TDSjuan cenaÎncă nu există evaluări
- El SemaforoDocument9 paginiEl SemaforoRemy Caballero MoranÎncă nu există evaluări
- Diop U1 A2Document2 paginiDiop U1 A2Jorge L CFÎncă nu există evaluări
- Ta 2 - PooDocument23 paginiTa 2 - PooFrostyÎncă nu există evaluări
- BD Act1 BGGDocument10 paginiBD Act1 BGGbenito guzman gonzalezÎncă nu există evaluări