S-ar putea să vă placă și
- Boilers and Thermic Fluid HeatersDocument53 paginiBoilers and Thermic Fluid HeatersAamirMalikÎncă nu există evaluări
- Critical Spare List For Thermax Oil Fired BoilerDocument1 paginăCritical Spare List For Thermax Oil Fired Boilersiruslara6491100% (2)
- Boiler Fuel Consumption CalcuyaltionDocument4 paginiBoiler Fuel Consumption CalcuyaltionNewaz Kabir50% (2)
- Request Letter: Sub:Requesting Experience Certificate For Applying BOE ExamDocument3 paginiRequest Letter: Sub:Requesting Experience Certificate For Applying BOE ExammaheshÎncă nu există evaluări
- Instruction Manual: Fully Automatic Thermic Fluid HeaterDocument15 paginiInstruction Manual: Fully Automatic Thermic Fluid HeaterSubrato SahaÎncă nu există evaluări
- Boiler Mounting & AccessoriesDocument14 paginiBoiler Mounting & Accessoriesshiraj36100% (1)
- Boiler Blow Down: Workshop On Efficient Operation & Maintenance of BoilersDocument3 paginiBoiler Blow Down: Workshop On Efficient Operation & Maintenance of Boilerskcp1986Încă nu există evaluări
- Atmospheric Fluidised Bed Combustion BoilerDocument10 paginiAtmospheric Fluidised Bed Combustion BoilersushantÎncă nu există evaluări
- Boiler O & M ManualDocument166 paginiBoiler O & M ManualSarah Frazier80% (10)
- Boiler EconomizerDocument5 paginiBoiler Economizerreyalene gallegos100% (1)
- THERMACT Solid Fuels - 2018Document4 paginiTHERMACT Solid Fuels - 2018Ajit Sidhu100% (1)
- Boiler Cost Per Hour CalculationDocument1 paginăBoiler Cost Per Hour Calculationsreelu100% (1)
- Chapter 2 - Boiler & Thermal Fluid HeaterDocument62 paginiChapter 2 - Boiler & Thermal Fluid HeaterFaisal FarabiÎncă nu există evaluări
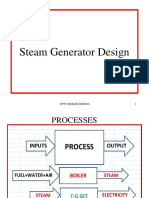
- Steam Generator DesignDocument147 paginiSteam Generator Designzerocool86100% (1)
- Boilers and Thermic Fluid HeatersDocument53 paginiBoilers and Thermic Fluid HeatersAmmar HalasaÎncă nu există evaluări
- Traveling Grate Boiler 50 TPH 95 KGCM 450CDocument52 paginiTraveling Grate Boiler 50 TPH 95 KGCM 450CMajid KhanÎncă nu există evaluări
- International Standard: Hard Coal and Coke - Manual SamplingDocument11 paginiInternational Standard: Hard Coal and Coke - Manual SamplingSTANLEYÎncă nu există evaluări
- Energy Audit Methodology of Thermic Fluid HeaterDocument57 paginiEnergy Audit Methodology of Thermic Fluid HeaterMilind KshirsagarÎncă nu există evaluări
- Internship Report 2019Document78 paginiInternship Report 2019M Hamza Nadeem AnjumÎncă nu există evaluări
- Installation and Maintenance ManualDocument24 paginiInstallation and Maintenance Manualamit kumar ojhaÎncă nu există evaluări
- Ethanol Health Safety and Environment ManualDocument29 paginiEthanol Health Safety and Environment ManualDharmavir SinghÎncă nu există evaluări
- Thermax BoilerDocument8 paginiThermax Boilerrmrtz03100% (3)
- Enmas India Private Limited: (SMC Power Generation LTD Unit 2)Document3 paginiEnmas India Private Limited: (SMC Power Generation LTD Unit 2)Sachin nandgaye100% (1)
- Eloguard 86 Offer - Gold Ston Cement 30.07.2017Document2 paginiEloguard 86 Offer - Gold Ston Cement 30.07.2017Angshuman Dutta100% (1)
- Technical Proposal of BoilerDocument20 paginiTechnical Proposal of Boilermichael100% (1)
- Atmospheric Fluidised Bed Combustion Boilers For Firing Solid FuelsDocument12 paginiAtmospheric Fluidised Bed Combustion Boilers For Firing Solid FuelsRaj KumarÎncă nu există evaluări
- Application Procedure - Phoscast 60Document2 paginiApplication Procedure - Phoscast 60RAJKUMARÎncă nu există evaluări
- EA in Biscuit MFG With Photo PDFDocument8 paginiEA in Biscuit MFG With Photo PDFSivakumar SelvarajÎncă nu există evaluări
- Chimney Height CalculationsDocument1 paginăChimney Height Calculationsknsaravana100% (1)
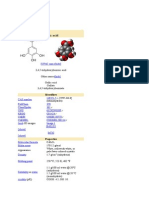
- Aspirin PDFDocument3 paginiAspirin PDFRayan FuadÎncă nu există evaluări
- Boiler Pressure PartsDocument9 paginiBoiler Pressure PartsManikandan Vijayan50% (2)
- Boiler Bed Height Formula - NirmaDocument1 paginăBoiler Bed Height Formula - NirmaRaj KumarÎncă nu există evaluări
- 400kgs Steam Boiler Oil FiredDocument5 pagini400kgs Steam Boiler Oil FiredManikandanÎncă nu există evaluări
- PRODUCTIONOF60000MTPAOFOLEOCHEMICALMETHYLESTERFROMRBDPALMKERNELOILDocument586 paginiPRODUCTIONOF60000MTPAOFOLEOCHEMICALMETHYLESTERFROMRBDPALMKERNELOILKevin Fernando PratamaÎncă nu există evaluări
- Biomass FiringDocument52 paginiBiomass Firingkhadenilesh100% (2)
- Boiler Sop RevDocument17 paginiBoiler Sop RevDhilip AnÎncă nu există evaluări
- The Indian Boilers Act 1923Document16 paginiThe Indian Boilers Act 1923Anand Swami100% (1)
- Thermax BoilerDocument2 paginiThermax Boilerhara-kiri0% (2)
- Soot Deposits and Fires in Exhaust Gas BoilersDocument21 paginiSoot Deposits and Fires in Exhaust Gas BoilersJose G. CastilloÎncă nu există evaluări
- D-20008-IPL-FF Enq SpecsDocument56 paginiD-20008-IPL-FF Enq SpecsVaibhav Sawant100% (1)
- Glaxo Vol IDocument164 paginiGlaxo Vol IPrakash WarrierÎncă nu există evaluări
- Typ. Slow Firing Alkali BoiloutDocument3 paginiTyp. Slow Firing Alkali Boiloutsantoshkumarmishra2009100% (2)
- Pump Manual - Single Plunger AmbicaDocument24 paginiPump Manual - Single Plunger AmbicaHimTex /JaswinderÎncă nu există evaluări
- ControlDocument12 paginiControljorgeluis2000Încă nu există evaluări
- Ibr FormsDocument2 paginiIbr Formsakalp1005Încă nu există evaluări
- 2.1 Fuels & Combustion - Revised (Table Format)Document9 pagini2.1 Fuels & Combustion - Revised (Table Format)Gajanan JagtapÎncă nu există evaluări
- 15 TPH FBC Boiler ManualDocument348 pagini15 TPH FBC Boiler ManualMuttappa T JainapurÎncă nu există evaluări
- Boiler (Steam Generator) : From Wikipedia, The Free EncyclopediaDocument20 paginiBoiler (Steam Generator) : From Wikipedia, The Free EncyclopediaCarlito PantalunanÎncă nu există evaluări
- Vacuum SystemsDocument1 paginăVacuum Systemslkumar4454Încă nu există evaluări
- Training Boiler Water TreatmentDocument17 paginiTraining Boiler Water TreatmentBabis PapadopoulosÎncă nu există evaluări
- 6 High Efficiency Boiler Technology Sugar Industry Suwat en 2Document29 pagini6 High Efficiency Boiler Technology Sugar Industry Suwat en 2nghiÎncă nu există evaluări
- Control of Emissions From Power PlantsLarge Scale IndustriesDocument48 paginiControl of Emissions From Power PlantsLarge Scale IndustriesSonu Kumar100% (1)
- CoalDocument34 paginiCoalRamaOktavianÎncă nu există evaluări
- Ash Handling PlantDocument6 paginiAsh Handling Plantapumoni123Încă nu există evaluări
- Shellmax Boiler Design CalculationDocument2 paginiShellmax Boiler Design Calculationrahult19Încă nu există evaluări
- Glycerin Purification Column: Keerthana Baskaran 130686J CH 3060 - Plant and Equipment Design Assignment - 1Document23 paginiGlycerin Purification Column: Keerthana Baskaran 130686J CH 3060 - Plant and Equipment Design Assignment - 1Keerthana Bas100% (1)
- V3i5 Ijertv3is051014 PDFDocument5 paginiV3i5 Ijertv3is051014 PDFRaja ShannmugamÎncă nu există evaluări
- Me1354 Power Plant EngineeringDocument16 paginiMe1354 Power Plant EngineeringAlmas BegumÎncă nu există evaluări
- Study of Vapour Absorption System Using Waste Heat-F0283439Document6 paginiStudy of Vapour Absorption System Using Waste Heat-F0283439Anonymous NGXdt2BxÎncă nu există evaluări
- Heat Loss Throughthe Exhaustin Internal Combustion EngineDocument8 paginiHeat Loss Throughthe Exhaustin Internal Combustion Engineanon_961539748Încă nu există evaluări
- BF600C - Electrical DiagramDocument5 paginiBF600C - Electrical DiagramJayath BogahawatteÎncă nu există evaluări
- Concreet PlantDocument13 paginiConcreet PlantJayath BogahawatteÎncă nu există evaluări
- Robotic Process Automation in Healthcare-A ReviewDocument4 paginiRobotic Process Automation in Healthcare-A ReviewJayath Bogahawatte0% (1)
- Tesco 2022 Ar Primary StatementsDocument5 paginiTesco 2022 Ar Primary StatementsJayath BogahawatteÎncă nu există evaluări
- Road Note 31 AssignmentDocument6 paginiRoad Note 31 AssignmentJayath BogahawatteÎncă nu există evaluări
- Machine Movement Upto 30 September 2021Document79 paginiMachine Movement Upto 30 September 2021Jayath BogahawatteÎncă nu există evaluări
- Texatherm Texaco PDFDocument4 paginiTexatherm Texaco PDFJayath BogahawatteÎncă nu există evaluări
- Sikaplast®-208 PC: Product Data SheetDocument2 paginiSikaplast®-208 PC: Product Data SheetJayath BogahawatteÎncă nu există evaluări
- Roller Sakai R2H-2 Shop ManualDocument151 paginiRoller Sakai R2H-2 Shop ManualQuang Tuan100% (4)
- Course Elements Library AMVE 30-06-2016 - WWWDocument4 paginiCourse Elements Library AMVE 30-06-2016 - WWWJayath BogahawatteÎncă nu există evaluări
- MA1013B Syllabus 16S1Document1 paginăMA1013B Syllabus 16S1Jayath BogahawatteÎncă nu există evaluări
- Programming: Menu StructureDocument3 paginiProgramming: Menu StructureJayath BogahawatteÎncă nu există evaluări
- ABB String Inverters: UNO-DM-1.2/2.0/3.3/4.0/4.6/5.0-TL-PLUS-Q 1.2 To 5.0 KWDocument6 paginiABB String Inverters: UNO-DM-1.2/2.0/3.3/4.0/4.6/5.0-TL-PLUS-Q 1.2 To 5.0 KWMohamed SinadaÎncă nu există evaluări
- One Page Covid 19 Prevention InstructionsDocument1 paginăOne Page Covid 19 Prevention InstructionsJayath BogahawatteÎncă nu există evaluări
- Uv Installation and MaintenanceDocument8 paginiUv Installation and MaintenanceJayath BogahawatteÎncă nu există evaluări
- Japan Car Database by Teoalida SAMPLEDocument50 paginiJapan Car Database by Teoalida SAMPLEJayath BogahawatteÎncă nu există evaluări
- Texatherm Texaco PDFDocument4 paginiTexatherm Texaco PDFJayath BogahawatteÎncă nu există evaluări
- Instructions To The Macro Workbook For SortingDocument1 paginăInstructions To The Macro Workbook For SortingJayath BogahawatteÎncă nu există evaluări
- Toshiba Air Conditioner Service ManualDocument104 paginiToshiba Air Conditioner Service ManualAllamÎncă nu există evaluări
- HP3 Repair PDFDocument18 paginiHP3 Repair PDFTeoh Yew Heng100% (3)
- Split Casing PumpDocument1 paginăSplit Casing PumpJayath BogahawatteÎncă nu există evaluări
- Control Diagram 2: Stop Push Button PFR Flow Switch Level Control Relay Pressure Cutoff SwitchDocument1 paginăControl Diagram 2: Stop Push Button PFR Flow Switch Level Control Relay Pressure Cutoff SwitchJayath BogahawatteÎncă nu există evaluări
- Notice: Configuration MenuDocument10 paginiNotice: Configuration MenuJayath BogahawatteÎncă nu există evaluări
- FKS C102 PDFDocument4 paginiFKS C102 PDFJayath BogahawatteÎncă nu există evaluări
- Finite Lanka (PVT) LTDDocument1 paginăFinite Lanka (PVT) LTDJayath BogahawatteÎncă nu există evaluări
- Breakdown Service RecordDocument1 paginăBreakdown Service RecordJayath BogahawatteÎncă nu există evaluări
- Lift SpecDocument19 paginiLift SpecJayath BogahawatteÎncă nu există evaluări
- General Stores Ledger: General Item Code General Item NameDocument2 paginiGeneral Stores Ledger: General Item Code General Item NameJayath BogahawatteÎncă nu există evaluări
- Design and Construction of An Automatic Transfer Switch For A Single Phase Power GeneratorDocument9 paginiDesign and Construction of An Automatic Transfer Switch For A Single Phase Power GeneratorJayath BogahawatteÎncă nu există evaluări
- PS CatalogDocument8 paginiPS CatalogJayath BogahawatteÎncă nu există evaluări
- Assignment 1Document3 paginiAssignment 1Miraj savani100% (1)
- Isolation of Caffeine From A Tea BagDocument7 paginiIsolation of Caffeine From A Tea BagShahriman Radzi67% (6)
- BS en Iso 23936-2-2011Document78 paginiBS en Iso 23936-2-2011Franklin Osorio Sanchez67% (3)
- Solid-State Previous-Years Hots Value-Based QuestionsDocument1 paginăSolid-State Previous-Years Hots Value-Based Questionsilias19730% (1)
- Safety H2so4Document8 paginiSafety H2so4vtpsÎncă nu există evaluări
- Exceed™ XP 8358 Series: Performance PolymerDocument2 paginiExceed™ XP 8358 Series: Performance PolymerMaram YasserÎncă nu există evaluări
- Lett 2c03388Document5 paginiLett 2c03388Vũ LưuÎncă nu există evaluări
- AYJR 2022 July - Shift 2Document70 paginiAYJR 2022 July - Shift 2आस्तिक शर्माÎncă nu există evaluări
- Tmecc 0411Document6 paginiTmecc 0411Karen BenteoÎncă nu există evaluări
- Gelatin Zymography For Detection of Matrixmetalloproteinase-2 and - 9 (MMP-2, MMP-9) From Myocardiam SamplesDocument21 paginiGelatin Zymography For Detection of Matrixmetalloproteinase-2 and - 9 (MMP-2, MMP-9) From Myocardiam SamplesItrux JonathanÎncă nu există evaluări
- GDL 10 Series Gas Diffusion Layer: SigracetDocument2 paginiGDL 10 Series Gas Diffusion Layer: SigracetAhmed Emad AhmedÎncă nu există evaluări
- Bunting Powered Bronze Bushings PDFDocument56 paginiBunting Powered Bronze Bushings PDFFitunopÎncă nu există evaluări
- Mep MainDocument57 paginiMep Mainravi_92Încă nu există evaluări
- ASTM A674 - Polyethylene Encasement For Ductile Iron Pipe For Water or Other Liquids PDFDocument7 paginiASTM A674 - Polyethylene Encasement For Ductile Iron Pipe For Water or Other Liquids PDFApolos CastÎncă nu există evaluări
- Pre Combustion CaptureDocument3 paginiPre Combustion CaptureArooshbabu BabuÎncă nu există evaluări
- Complete DissertationDocument240 paginiComplete DissertationAriSuandiÎncă nu există evaluări
- Reactions of Acids Homework Worksheet HADocument3 paginiReactions of Acids Homework Worksheet HASarah KKCÎncă nu există evaluări
- Class 11sc 2021 PaperDocument10 paginiClass 11sc 2021 PaperAman KumarÎncă nu există evaluări
- Thermodynamic Process Tutorial 4 1Document2 paginiThermodynamic Process Tutorial 4 1Boon Khai ChienÎncă nu există evaluări
- WBJEE 13 Solution - PhysicsDocument2 paginiWBJEE 13 Solution - PhysicsSaumyasankar SarangiÎncă nu există evaluări
- Effect of The Varying Levels of Wood Vinegar On SunflowerDocument7 paginiEffect of The Varying Levels of Wood Vinegar On SunflowerYamaguchi KumikoÎncă nu există evaluări
- Crude Oil Desalter and Electrostatic Dehydrator MarketDocument7 paginiCrude Oil Desalter and Electrostatic Dehydrator MarketAnonymous bHh1L1Încă nu există evaluări
- Refrigerant Selection CriteriaDocument7 paginiRefrigerant Selection CriteriazetseatÎncă nu există evaluări
- Properties of Bio-Based PolyurethaneDocument200 paginiProperties of Bio-Based PolyurethaneMust BoujaataÎncă nu există evaluări
- Psu Syllabus MechanicalDocument2 paginiPsu Syllabus Mechanicalammu0312Încă nu există evaluări
- Astm A194Document13 paginiAstm A194AliÎncă nu există evaluări
- Gallic AcidDocument28 paginiGallic AcidDolih GozaliÎncă nu există evaluări
- ISCC EU 205 Greenhouse-Gas-Emissions-v4.0Document61 paginiISCC EU 205 Greenhouse-Gas-Emissions-v4.0juan carlos100% (2)
- UAV WingDocument5 paginiUAV WingSUNDARAMAHALINGAM AÎncă nu există evaluări
- Pasteurisation Process Objectives: CFB31103 Food Process Engineering Laboratory 4: Thermal ProcessingDocument3 paginiPasteurisation Process Objectives: CFB31103 Food Process Engineering Laboratory 4: Thermal Processingnurul nabilah bt khairul anuarÎncă nu există evaluări