S-ar putea să vă placă și
- Painting ProcedureDocument4 paginiPainting ProcedureRidoÎncă nu există evaluări
- Forging SDocument93 paginiForging SrichardchiamÎncă nu există evaluări
- Con-011 Instruction For Painting Work Rev.0Document11 paginiCon-011 Instruction For Painting Work Rev.0monchai_626Încă nu există evaluări
- TDC 004 CS Fittings r0Document1 paginăTDC 004 CS Fittings r0samkarthik47Încă nu există evaluări
- MS For Fabrication of Above-Ground Storage TankDocument8 paginiMS For Fabrication of Above-Ground Storage Tankdadz mingiÎncă nu există evaluări
- TDC 003 - SS Pipes - r0Document1 paginăTDC 003 - SS Pipes - r0samkarthik47Încă nu există evaluări
- Astm A179 PDFDocument1 paginăAstm A179 PDFgaminÎncă nu există evaluări
- DCP Nde DV 297 HLT 01Document7 paginiDCP Nde DV 297 HLT 01Chandrasekhar mishraÎncă nu există evaluări
- Die Casting Mold Design For Aluminum Alloy Shell oDocument4 paginiDie Casting Mold Design For Aluminum Alloy Shell ometmlzmuhÎncă nu există evaluări
- Painting Report Cd3Document15 paginiPainting Report Cd3sivaÎncă nu există evaluări
- Lecture 4 Scab Formation On Castings SurfacesDocument57 paginiLecture 4 Scab Formation On Castings SurfacesLuis Arturo RamirezÎncă nu există evaluări
- Surface Preparation Guide PDFDocument13 paginiSurface Preparation Guide PDFait.koufiÎncă nu există evaluări
- Prorox WM 960 Sa PDFDocument1 paginăProrox WM 960 Sa PDFr afriantoÎncă nu există evaluări
- Cross Hatch Adhesion Testing - ASTM 3359 Method ADocument2 paginiCross Hatch Adhesion Testing - ASTM 3359 Method ASudhakar Mars ConsultantsÎncă nu există evaluări
- Die Trial BlankDocument2 paginiDie Trial Blankravindra kumar100% (1)
- AST Nozzle Repair Req.Document10 paginiAST Nozzle Repair Req.Irvansyah RazadinÎncă nu există evaluări
- Effect of Melt Cleanliness On The Formation of Porosity Defects in Automotive Aluminium High Pressure Die Castings 2002 Journal of Materials ProcessinDocument12 paginiEffect of Melt Cleanliness On The Formation of Porosity Defects in Automotive Aluminium High Pressure Die Castings 2002 Journal of Materials ProcessinNwofor ChigoziÎncă nu există evaluări
- 02 Rejection - Report After MachiningDocument34 pagini02 Rejection - Report After MachiningVinod SaleÎncă nu există evaluări
- Checklist Tank NewDocument11 paginiChecklist Tank NewamevaluacionesÎncă nu există evaluări
- Design ParametersDocument25 paginiDesign ParametersNagaraj RaviÎncă nu există evaluări
- Buffing and Polishing1Document11 paginiBuffing and Polishing1Manjunath ShettarÎncă nu există evaluări
- SA 387 Grade 91 Class 2Document4 paginiSA 387 Grade 91 Class 2briang-2Încă nu există evaluări
- DVS 2207-3Document12 paginiDVS 2207-3gura9054Încă nu există evaluări
- Cold Forming Procedure of Single Piece 2:1 Ellipsoidal Dish EndDocument4 paginiCold Forming Procedure of Single Piece 2:1 Ellipsoidal Dish Endsuria qaqcÎncă nu există evaluări
- Adhesion Testing MethodDocument3 paginiAdhesion Testing MethodMohd Effiezool YaserÎncă nu există evaluări
- Capital Cost of Food Plants 109: Vessels Fluids Transport Conveyor BeltsDocument23 paginiCapital Cost of Food Plants 109: Vessels Fluids Transport Conveyor BeltsNicolMendozaÎncă nu există evaluări
- QA-R-05 - Fitup Inspection Report (SPL) LS & CS Joints For Pressure VesselsDocument1 paginăQA-R-05 - Fitup Inspection Report (SPL) LS & CS Joints For Pressure VesselsvinothÎncă nu există evaluări
- Tank Erection Itp Org ChartDocument34 paginiTank Erection Itp Org Chartvasantha kumar100% (1)
- Floating Head Heat Exchanger Hydrotest ProcedureDocument15 paginiFloating Head Heat Exchanger Hydrotest ProcedureDoğuhan DenizgezÎncă nu există evaluări
- EFCO Maschinenbau India Private Limited: Job Card - Isolation ValveDocument2 paginiEFCO Maschinenbau India Private Limited: Job Card - Isolation ValveDebasis Pattnaik DebaÎncă nu există evaluări
- Foam Monitor - F - 091318Document16 paginiFoam Monitor - F - 091318rusli bahtiarÎncă nu există evaluări
- RF Return Line FilterDocument8 paginiRF Return Line Filterboobalan_shriÎncă nu există evaluări
- WFP 2 01 Procedure R1Document8 paginiWFP 2 01 Procedure R1leodavid87Încă nu există evaluări
- 1 Specification For Hot Dip Zinc Galvanization of Steel (Rolled & Fabricated) ScopeDocument8 pagini1 Specification For Hot Dip Zinc Galvanization of Steel (Rolled & Fabricated) ScopeRajneesh KatochÎncă nu există evaluări
- Painting Procedure 4288 Danem 28-04-13Document24 paginiPainting Procedure 4288 Danem 28-04-13Rejoy baby100% (1)
- Spencer Electroplating ServiceDocument24 paginiSpencer Electroplating Servicespencer electroplatingÎncă nu există evaluări
- ADOR Booklet F Web FDocument132 paginiADOR Booklet F Web FbadesharamkÎncă nu există evaluări
- 1method Statement For Passivation and PicklingDocument6 pagini1method Statement For Passivation and PicklinggatoÎncă nu există evaluări
- Document Title: Technical Proposal For 6500cbm LNG Storage TankDocument4 paginiDocument Title: Technical Proposal For 6500cbm LNG Storage Tankroni_arsyahÎncă nu există evaluări
- Weld Repair ProcedureDocument51 paginiWeld Repair Proceduremohd as shahiddin jafriÎncă nu există evaluări
- Scope: Painting ProcedureDocument2 paginiScope: Painting Procedureคุณพ่อน้อง บิ๊กบอสÎncă nu există evaluări
- The Development of The Surface Finish StandardDocument7 paginiThe Development of The Surface Finish StandardSunilÎncă nu există evaluări
- Hindustan Hydraulics EHPsh25 PDFDocument4 paginiHindustan Hydraulics EHPsh25 PDFshyam_ink50% (2)
- BTE Dome Brochure Jun 10Document2 paginiBTE Dome Brochure Jun 10م.ذكى فضل ذكىÎncă nu există evaluări
- AKP Storage TanksDocument51 paginiAKP Storage Tankscris_2010Încă nu există evaluări
- Astm A239Document4 paginiAstm A239Ngô Trung NghĩaÎncă nu există evaluări
- Surface Preparation & Painting ProcedureDocument9 paginiSurface Preparation & Painting ProcedureRam ThevarÎncă nu există evaluări
- Pneumatic Slide GateDocument7 paginiPneumatic Slide Gateemad sabriÎncă nu există evaluări
- ME1107-Casting - All PDFDocument24 paginiME1107-Casting - All PDFRizuanul Arefin EmonÎncă nu există evaluări
- Arc StrikeDocument9 paginiArc StrikeBulut YildizÎncă nu există evaluări
- Gloria Material Technology Corp.: AISI 420/SUS420J2 Stainless Steel SpecDocument1 paginăGloria Material Technology Corp.: AISI 420/SUS420J2 Stainless Steel SpecpvdangÎncă nu există evaluări
- WPS NMB 001Document6 paginiWPS NMB 001mohamed nasserÎncă nu există evaluări
- WPS Format For Asme Ix - Wps - Gtaw SawDocument1 paginăWPS Format For Asme Ix - Wps - Gtaw SawThe Welding Inspections CommunityÎncă nu există evaluări
- Job Methodology For DRT Tank Procedure - 0618-R1Document15 paginiJob Methodology For DRT Tank Procedure - 0618-R1purshottam GHÎncă nu există evaluări
- Welders ManagementDocument11 paginiWelders ManagementStanley AlexÎncă nu există evaluări
- Welding Procedure Specification (WPS) FormDocument2 paginiWelding Procedure Specification (WPS) FormEarl Harbert0% (2)
- Bubble Test Procedure: PT. Gerbang Sarana BajaDocument2 paginiBubble Test Procedure: PT. Gerbang Sarana Bajagst ajahÎncă nu există evaluări
- Welding Repair Procedure OF Pressure Vessel: PT Gerbang Sarana Baja Standard ProcedureDocument4 paginiWelding Repair Procedure OF Pressure Vessel: PT Gerbang Sarana Baja Standard Proceduregst ajahÎncă nu există evaluări
- SECTION 07180 Cement-Based Waterproof CoatingDocument2 paginiSECTION 07180 Cement-Based Waterproof CoatingIm ChinithÎncă nu există evaluări
- Honing Procedure: Doc. No.: - Job No.: 26071Document10 paginiHoning Procedure: Doc. No.: - Job No.: 26071Muhammad GaneshaÎncă nu există evaluări
- 13 - Piping Sample ReportDocument5 pagini13 - Piping Sample ReportS Surya Dharma100% (3)
- Certificate Kawat PDFDocument1 paginăCertificate Kawat PDFgst ajahÎncă nu există evaluări
- JK Pipeline Welding & Installation Traceability Procedure CoDocument1 paginăJK Pipeline Welding & Installation Traceability Procedure Cogst ajahÎncă nu există evaluări
- Altig 316L PDFDocument1 paginăAltig 316L PDFgst ajahÎncă nu există evaluări
- Dia 2,4 MM Certificate - 2110091740062678 ALTIG 316 LDocument1 paginăDia 2,4 MM Certificate - 2110091740062678 ALTIG 316 Lgst ajah100% (1)
- PT Gerbang Sarana Baja: Buffing Procedure OF Pressure VesselDocument2 paginiPT Gerbang Sarana Baja: Buffing Procedure OF Pressure Vesselgst ajahÎncă nu există evaluări
- Sigmadur GlossDocument5 paginiSigmadur Glossgst ajahÎncă nu există evaluări
- Pipeline Weld Joint & Ragiograph Film Numbering SystemDocument9 paginiPipeline Weld Joint & Ragiograph Film Numbering Systemgst ajah100% (2)
- GP J025!07!010 Ymn BTS Telkomsel SASDocument3 paginiGP J025!07!010 Ymn BTS Telkomsel SASgst ajahÎncă nu există evaluări
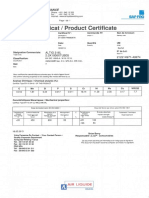
- INSPECTION CERTIFICATE (3.1) - Chemical Analysis TEST REPORT (2.2) - Mechanical PropertiesDocument1 paginăINSPECTION CERTIFICATE (3.1) - Chemical Analysis TEST REPORT (2.2) - Mechanical Propertiesgst ajahÎncă nu există evaluări
- Pipeline Weld Joint & Ragiograph Film Numbering System CoverDocument1 paginăPipeline Weld Joint & Ragiograph Film Numbering System Covergst ajahÎncă nu există evaluări
- PLQ45011 PDFDocument1 paginăPLQ45011 PDFgst ajahÎncă nu există evaluări
- Hardness Pro Form1Document2 paginiHardness Pro Form1gst ajah100% (1)
- Commisioning Check ListDocument21 paginiCommisioning Check Listgst ajahÎncă nu există evaluări
- Joint Coating Application & Pipe Coating Procedure-009-RappDocument8 paginiJoint Coating Application & Pipe Coating Procedure-009-Rappgst ajahÎncă nu există evaluări
- 02-DIR& DIR HoningDocument1 pagină02-DIR& DIR Honinggst ajahÎncă nu există evaluări
- ACP-2017!01!04.Lampiran Tds Hardtop XPDocument5 paginiACP-2017!01!04.Lampiran Tds Hardtop XPBayumi Tirta JayaÎncă nu există evaluări
- TDS Jotamastic 70 GB English ProtectiveDocument4 paginiTDS Jotamastic 70 GB English ProtectiveSatish VishnubhotlaÎncă nu există evaluări
- GP J025!07!010 Ymn BTS Telkomsel SASDocument3 paginiGP J025!07!010 Ymn BTS Telkomsel SASgst ajahÎncă nu există evaluări
- Penguard Midcoat MIO: Technical Data SheetDocument4 paginiPenguard Midcoat MIO: Technical Data Sheetgst ajahÎncă nu există evaluări
- ACP-2017!01!04.Lampiran Tds Hardtop XPDocument5 paginiACP-2017!01!04.Lampiran Tds Hardtop XPBayumi Tirta JayaÎncă nu există evaluări
- Joint Coating Application & Pipe Coating ProcedureDocument7 paginiJoint Coating Application & Pipe Coating Proceduregst ajahÎncă nu există evaluări
- Penguard Midcoat MIO: Technical Data SheetDocument4 paginiPenguard Midcoat MIO: Technical Data Sheetgst ajahÎncă nu există evaluări
- Hardness Pro Form1Document2 paginiHardness Pro Form1gst ajah100% (1)
- Attachment A - CRCPDocument3 paginiAttachment A - CRCPgst ajahÎncă nu există evaluări
- JK Creek and River Crossing Procedure CoverDocument1 paginăJK Creek and River Crossing Procedure Covergst ajahÎncă nu există evaluări
- JK Creek and River Crossing Procedure CoverDocument1 paginăJK Creek and River Crossing Procedure Covergst ajahÎncă nu există evaluări
- JK Creek and River Crossing ProcedureDocument10 paginiJK Creek and River Crossing Proceduregst ajah100% (1)
- 022 Hydrotest-ProcedureDocument5 pagini022 Hydrotest-Proceduregst ajahÎncă nu există evaluări
- Euro Tempered Glass Industries Corp. - Company ProfileDocument18 paginiEuro Tempered Glass Industries Corp. - Company Profileunited harvest corpÎncă nu există evaluări
- DASApplicationForm PDFDocument3 paginiDASApplicationForm PDFEngr.Hamid Ismail CheemaÎncă nu există evaluări
- WCM Combined Rough DraftDocument258 paginiWCM Combined Rough Draftpalanivendhan_186170Încă nu există evaluări
- LECTURE 5 Cor 1Document44 paginiLECTURE 5 Cor 1teamrelax75% (4)
- Control Lab ReportDocument11 paginiControl Lab ReportMariamMunirAhmad100% (1)
- Rail Mechanical PropertiesDocument46 paginiRail Mechanical PropertiesAGnes Stephani MuntheÎncă nu există evaluări
- Design and Development of Vibratory Cockles Grading MachineDocument23 paginiDesign and Development of Vibratory Cockles Grading MachinehalizaÎncă nu există evaluări
- Project Example 1Document10 paginiProject Example 1dervingameÎncă nu există evaluări
- Free Gear Calculator - KHK GearsDocument5 paginiFree Gear Calculator - KHK GearslawlawÎncă nu există evaluări
- Scania Jenerator DC1372A - 438-487kW PDFDocument2 paginiScania Jenerator DC1372A - 438-487kW PDFMehmet ErenÎncă nu există evaluări
- CS 450 Assignment 5 SolutionsDocument3 paginiCS 450 Assignment 5 Solutionshidrovo3589Încă nu există evaluări
- E5263 - M4A87TD EVO PDFDocument76 paginiE5263 - M4A87TD EVO PDFLeandro Henrique AgostinhoÎncă nu există evaluări
- Alignment Test DrillingDocument4 paginiAlignment Test DrillingVivek Fegade33% (3)
- AC DC AcDocument3 paginiAC DC AcPhani KumarÎncă nu există evaluări
- Application Sys. ReviewDocument4 paginiApplication Sys. ReviewadiltsaÎncă nu există evaluări
- Superior Tuffy Valves: 290 Series LPD Globe Line ValvesDocument1 paginăSuperior Tuffy Valves: 290 Series LPD Globe Line ValvesR M Abdullah WakeelÎncă nu există evaluări
- Reinforced Concrete Design BS 8110Document15 paginiReinforced Concrete Design BS 8110Kutty Mansoor75% (4)
- Toyota GD Series Diesel Engines: Eugenio, 77Document16 paginiToyota GD Series Diesel Engines: Eugenio, 77Sutikno100% (4)
- Nordstrom Poly-Gas Valves Polyethylene Valves For Natural GasDocument6 paginiNordstrom Poly-Gas Valves Polyethylene Valves For Natural GasAdam KnottÎncă nu există evaluări
- K 1020189523hfjfjDocument3 paginiK 1020189523hfjfjCarlos Angel Vilcapaza CaceresÎncă nu există evaluări
- ATM SecurityDocument87 paginiATM SecurityHristo Dokov100% (1)
- Recondition BatteryDocument46 paginiRecondition Batteryafic219473100% (1)
- Cabos UtpDocument7 paginiCabos UtpRoberto RmoÎncă nu există evaluări
- Effect of Impurities On Freezing and Boiling PointsDocument6 paginiEffect of Impurities On Freezing and Boiling PointssakthivelÎncă nu există evaluări
- Cap Screws: Sae J429 Grade IdentificationDocument6 paginiCap Screws: Sae J429 Grade IdentificationHomer SilvaÎncă nu există evaluări
- 9365Document69 pagini9365Kivanc NEROGLUÎncă nu există evaluări
- Copeland Cr28k6 PFV Recip Compressor Technical Specifications2Document1 paginăCopeland Cr28k6 PFV Recip Compressor Technical Specifications2PerezÎncă nu există evaluări
- HKTM StokDocument406 paginiHKTM Stokfratk8093Încă nu există evaluări
- Basics of CT and PTDocument15 paginiBasics of CT and PTanamika1690% (1)
- Urethane UB-7 Catalog 2013Document32 paginiUrethane UB-7 Catalog 2013yfontalvÎncă nu există evaluări