S-ar putea să vă placă și
- Introduction to Plastics EngineeringDe la EverandIntroduction to Plastics EngineeringEvaluare: 4.5 din 5 stele4.5/5 (2)
- Corrosion InhibitorsDocument355 paginiCorrosion Inhibitorszaxader100% (13)
- BDD 40903 Injection Mold Design Chapter 5Document35 paginiBDD 40903 Injection Mold Design Chapter 5Churreya Chai LomÎncă nu există evaluări
- Intelligent Optimization of Mold Design and Process Parameters in Injection MoldingDocument159 paginiIntelligent Optimization of Mold Design and Process Parameters in Injection MoldingSooraj Dilip100% (2)
- Bottles, Preforms and Closures: A Design Guide for PET PackagingDe la EverandBottles, Preforms and Closures: A Design Guide for PET PackagingEvaluare: 4.5 din 5 stele4.5/5 (3)
- Mold Buyers Tip Guide CompleteDocument24 paginiMold Buyers Tip Guide CompleteAshraf_Elzieny100% (3)
- ZP - Mold Design Guide BayerDocument44 paginiZP - Mold Design Guide Bayerjhho2Încă nu există evaluări
- Plastic Injection Mold Design for Toolmakers - Volume I: Plastic Injection Mold Design for Toolmakers, #1De la EverandPlastic Injection Mold Design for Toolmakers - Volume I: Plastic Injection Mold Design for Toolmakers, #1Evaluare: 5 din 5 stele5/5 (2)
- Design and Manufacture of Plastic Components for Multifunctionality: Structural Composites, Injection Molding, and 3D PrintingDe la EverandDesign and Manufacture of Plastic Components for Multifunctionality: Structural Composites, Injection Molding, and 3D PrintingEvaluare: 4.5 din 5 stele4.5/5 (4)
- Plastics in Medical Devices for Cardiovascular ApplicationsDe la EverandPlastics in Medical Devices for Cardiovascular ApplicationsÎncă nu există evaluări
- Boiler DesignDocument124 paginiBoiler Designsvvsreddy100% (1)
- Injection Molding Defect OzDocument12 paginiInjection Molding Defect Oztopkaya100% (1)
- Total Quality Process Control for Injection MoldingDe la EverandTotal Quality Process Control for Injection MoldingEvaluare: 5 din 5 stele5/5 (1)
- Computer Modeling for Injection Molding: Simulation, Optimization, and ControlDe la EverandComputer Modeling for Injection Molding: Simulation, Optimization, and ControlHuamin ZhouÎncă nu există evaluări
- Investigate of Parameter Setting in Plastic Injection MoldingDocument28 paginiInvestigate of Parameter Setting in Plastic Injection MoldingKristine de ClaroÎncă nu există evaluări
- Injection Molding Troubleshooting Flash BurnmarksDocument60 paginiInjection Molding Troubleshooting Flash Burnmarkswawawa1100% (1)
- Some Critical Issues 4 Injection MoldingDocument280 paginiSome Critical Issues 4 Injection MoldingMiralles Martínez JordiÎncă nu există evaluări
- Injection Moulding - Quality Molded PartsDocument28 paginiInjection Moulding - Quality Molded PartsQuản Lê Đình100% (3)
- Injection Molding GuideDocument33 paginiInjection Molding Guidethangkhungpro0% (1)
- Injection Molding MethodsDocument23 paginiInjection Molding MethodsKi SeyÎncă nu există evaluări
- Injection Molding:: The Art of Making Plastic PartsDocument22 paginiInjection Molding:: The Art of Making Plastic PartsJason Penang100% (1)
- Pressure Requirements: Flow LengthDocument43 paginiPressure Requirements: Flow Lengthanirudha_jewalikar1100% (2)
- Plastic Injection Molding Volume I Manufacturing Process Fundamentals - 1 PDFDocument282 paginiPlastic Injection Molding Volume I Manufacturing Process Fundamentals - 1 PDFEri Ara100% (5)
- Injection MoldingDocument45 paginiInjection MoldingJagdeep SinghÎncă nu există evaluări
- Chapter 2 Injection MoldsDocument83 paginiChapter 2 Injection MoldsRadia ElkhaniÎncă nu există evaluări
- DFM Injection Molding Analysis 0614Document9 paginiDFM Injection Molding Analysis 0614anjal22Încă nu există evaluări
- Moulding Defects 1 PDFDocument158 paginiMoulding Defects 1 PDFAmolPagdal96% (46)
- Mold Design FeasabilityDocument16 paginiMold Design FeasabilitySreedhar PugalendhiÎncă nu există evaluări
- Plastic Injection MoldingDocument40 paginiPlastic Injection MoldingTushar Prakash Chaudhari100% (5)
- Plastic Injection Molding Write UpDocument16 paginiPlastic Injection Molding Write UpVishal MahajanÎncă nu există evaluări
- Injection Molding TrainingDocument131 paginiInjection Molding TrainingNuria Varela100% (3)
- PIM 101 Ebook-1Document33 paginiPIM 101 Ebook-1agniflameÎncă nu există evaluări
- Design and Fabrication of Injection Moulding Machine-Mechanical ProjectDocument4 paginiDesign and Fabrication of Injection Moulding Machine-Mechanical ProjectUr FriendÎncă nu există evaluări
- Plastic Injection MoldingDocument36 paginiPlastic Injection MoldingChacaquair Mutiara100% (1)
- Mould Design Part OneDocument15 paginiMould Design Part Oneazizmaarof100% (3)
- 8 Optimizing The Molding ParametersDocument54 pagini8 Optimizing The Molding ParametersEdith Chavez LindosÎncă nu există evaluări
- Injection Molding SchematicDocument15 paginiInjection Molding SchematicSourav DipÎncă nu există evaluări
- Trouble Shooting in Plastic Injection MoldingDocument24 paginiTrouble Shooting in Plastic Injection MoldingKaixin Go50% (2)
- Injection Molding The Definitive Engineering GuideDocument38 paginiInjection Molding The Definitive Engineering GuideShahadatuliskandar RosliÎncă nu există evaluări
- PS Injection Mold Tool StandardsDocument107 paginiPS Injection Mold Tool StandardsНикола МедићÎncă nu există evaluări
- Injection Molding Processing Guide PDFDocument11 paginiInjection Molding Processing Guide PDFThanakorn VichiensamuthÎncă nu există evaluări
- Injection Molding HandbookDocument19 paginiInjection Molding HandbookAlin Graur100% (1)
- How To Select Plastic Injection Moulding MachineDocument48 paginiHow To Select Plastic Injection Moulding MachineDiego Sáchica60% (5)
- Plastic InjectionDocument39 paginiPlastic InjectionRishav KumarÎncă nu există evaluări
- Mold Spec GuideDocument25 paginiMold Spec Guidemrj27050% (2)
- Routsis Injection Molding Reference GuideDocument98 paginiRoutsis Injection Molding Reference Guidealfauro100% (1)
- Clamping Force & Tonnage CalculationDocument3 paginiClamping Force & Tonnage CalculationJyoti KaleÎncă nu există evaluări
- Vishu Shah - Scientific Approach To Injection MoldingDocument52 paginiVishu Shah - Scientific Approach To Injection MoldingStarchyLittleOleMe100% (1)
- Techdesign Study: Plastic Mould Technology Duration: 30 DaysDocument14 paginiTechdesign Study: Plastic Mould Technology Duration: 30 DaysAnkit NaphadeÎncă nu există evaluări
- Injection MouldinDocument32 paginiInjection MouldinKarthick KarthickÎncă nu există evaluări
- Plastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3De la EverandPlastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3Încă nu există evaluări
- Injection Mold Design Engineering Complete Self-Assessment GuideDe la EverandInjection Mold Design Engineering Complete Self-Assessment GuideÎncă nu există evaluări
- Plastic Injection Mold Design for Toolmakers - Volume II: Plastic Injection Mold Design for Toolmakers, #2De la EverandPlastic Injection Mold Design for Toolmakers - Volume II: Plastic Injection Mold Design for Toolmakers, #2Încă nu există evaluări
- DFX design for X A Complete Guide - 2019 EditionDe la EverandDFX design for X A Complete Guide - 2019 EditionÎncă nu există evaluări
- Thermoforming of Single and Multilayer Laminates: Plastic Films Technologies, Testing, and ApplicationsDe la EverandThermoforming of Single and Multilayer Laminates: Plastic Films Technologies, Testing, and ApplicationsÎncă nu există evaluări
- Mindmap 1 PDFDocument1 paginăMindmap 1 PDFnoorafifahabubakarÎncă nu există evaluări
- Data Sheet: Experiment 1: Chemical ReactionsDocument17 paginiData Sheet: Experiment 1: Chemical ReactionsLinh NguyễnÎncă nu există evaluări
- Tut 1Document1 paginăTut 1Mrigang SinghÎncă nu există evaluări
- Manufacturing Technology II - Notes PDFDocument17 paginiManufacturing Technology II - Notes PDFSenthil Kumar Subramanian100% (1)
- (English) Translating Chemistry Word Problems (DownSub - Com)Document4 pagini(English) Translating Chemistry Word Problems (DownSub - Com)ikhsania utamiÎncă nu există evaluări
- Paper 2 Paper With Solution ChemistryDocument14 paginiPaper 2 Paper With Solution ChemistryddssdsfsÎncă nu există evaluări
- Sitrans Mag3100 SpecificationDocument16 paginiSitrans Mag3100 SpecificationPitcho GB GBÎncă nu există evaluări
- Cement Hydration Inhibition With SucroseDocument8 paginiCement Hydration Inhibition With SucroseJaq Plin PlinÎncă nu există evaluări
- Aluminium Alloys Aluminium 5754 Properties Fabrication and Applications Supplier Data by AalcoDocument6 paginiAluminium Alloys Aluminium 5754 Properties Fabrication and Applications Supplier Data by AalcoacwindÎncă nu există evaluări
- PROBLEMS and SOLUTIONS HEAT TRANSFERDocument4 paginiPROBLEMS and SOLUTIONS HEAT TRANSFERJerome Balatbat100% (2)
- UCAR™ Latex UCAR™ Latex UCAR™ Latex UCAR™ Latex UCAR™ Latex D 161Document4 paginiUCAR™ Latex UCAR™ Latex UCAR™ Latex UCAR™ Latex UCAR™ Latex D 161sriatul2006Încă nu există evaluări
- Methyl Ethyl Ketone (MEK) : Product DescriptionDocument1 paginăMethyl Ethyl Ketone (MEK) : Product DescriptionvinayaiyappaÎncă nu există evaluări
- Proceedings of ACEID-2014!6!7 February, 2014Document320 paginiProceedings of ACEID-2014!6!7 February, 2014PtpgStucÎncă nu există evaluări
- Candidate's Name: Gender Class: Monday: 6 August, 2017. DurationDocument7 paginiCandidate's Name: Gender Class: Monday: 6 August, 2017. DurationSimon SimuntalaÎncă nu există evaluări
- 132 s2.0 Sa031232s638f2312200f4031b3 MDocument23 pagini132 s2.0 Sa031232s638f2312200f4031b3 MUnknown WKÎncă nu există evaluări
- Liquid Metal Embrittlement (LME)Document13 paginiLiquid Metal Embrittlement (LME)a_omar_iitmÎncă nu există evaluări
- Paper - Chevron Natural Gas Carbon Capture Technology Testing ProjectDocument10 paginiPaper - Chevron Natural Gas Carbon Capture Technology Testing ProjectendosporaÎncă nu există evaluări
- Glass Powder and Flyash Replacing CementDocument3 paginiGlass Powder and Flyash Replacing CementaryanÎncă nu există evaluări
- What Is Column Chromatography?Document4 paginiWhat Is Column Chromatography?rajeev KumarÎncă nu există evaluări
- The Lithospere 2 - Soil ScienceDocument78 paginiThe Lithospere 2 - Soil ScienceAcep AbdullahÎncă nu există evaluări
- Electrochem Understanding - AnswersDocument11 paginiElectrochem Understanding - AnswersSiva NeshÎncă nu există evaluări
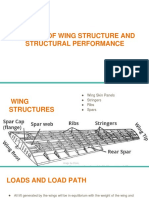
- Bending of Wing Structure and Structural PerformanceDocument21 paginiBending of Wing Structure and Structural Performancemrajadurai700Încă nu există evaluări
- Welding Assignment-Submitted by Fatima Fayyaz-PID-09Document4 paginiWelding Assignment-Submitted by Fatima Fayyaz-PID-09api-19753215Încă nu există evaluări
- 2 SinteringDocument70 pagini2 SinteringMohammed Bilal100% (1)
- Compressive Strength Modelling of Concrete Mixed With Fly Ash and Waste Ceramics Using K-Nearest Neighbor AlgorithmDocument6 paginiCompressive Strength Modelling of Concrete Mixed With Fly Ash and Waste Ceramics Using K-Nearest Neighbor AlgorithmNewton GalileoÎncă nu există evaluări
- Lombardo Lista de Precios Junio 2020Document85 paginiLombardo Lista de Precios Junio 2020VEMATELÎncă nu există evaluări
- Nuratherm PIR TDSDocument2 paginiNuratherm PIR TDSNathan BlythÎncă nu există evaluări