S-ar putea să vă placă și
- Cours STRATEGIE DE MAINTENANCE PDFDocument67 paginiCours STRATEGIE DE MAINTENANCE PDFamekhzoumi80% (5)
- Manuel de Programmation G-CodeDocument538 paginiManuel de Programmation G-CodeJorge Amaral100% (14)
- DPGF Charpente MetalliqueDocument2 paginiDPGF Charpente Metalliquekarim faroukhiÎncă nu există evaluări
- Programmation CDocument6 paginiProgrammation CAymen HssainiÎncă nu există evaluări
- TP Initiation Au Fraisage CN PDFDocument9 paginiTP Initiation Au Fraisage CN PDFAymen HssainiÎncă nu există evaluări
- 03 - Les Differentes Formes de MaintenanceDocument7 pagini03 - Les Differentes Formes de MaintenanceWognin MoïseÎncă nu există evaluări
- Initiation Au FraisageDocument5 paginiInitiation Au FraisageAymen HssainiÎncă nu există evaluări
- 120 - Couts de Maintenance - Prof - Retour Sur InvestissemenDocument8 pagini120 - Couts de Maintenance - Prof - Retour Sur InvestissemenAymen Hssaini100% (1)
- 04 - Tds - Analyse de ParetoDocument7 pagini04 - Tds - Analyse de ParetoSalah Eddine Chouikh100% (1)
- La RectificationDocument2 paginiLa RectificationAymen HssainiÎncă nu există evaluări
- 04 - Les Outils de Base de Prise de Decision PDFDocument5 pagini04 - Les Outils de Base de Prise de Decision PDFTriki Bilel100% (1)
- 02 Gestion Des Interventions PDFDocument9 pagini02 Gestion Des Interventions PDFAymen HssainiÎncă nu există evaluări
- Gammes Maintenance Preventive MAERADocument4 paginiGammes Maintenance Preventive MAERAAymen HssainiÎncă nu există evaluări
- Guide PL7 Pro Connecter Et TransfererDocument1 paginăGuide PL7 Pro Connecter Et TransfererAymen HssainiÎncă nu există evaluări
- TP Initiation Au Fraisage CN PDFDocument9 paginiTP Initiation Au Fraisage CN PDFAymen HssainiÎncă nu există evaluări
- Guide Pl7 Pro Connecter Et TransfererDocument9 paginiGuide Pl7 Pro Connecter Et TransfererdoudoutstmÎncă nu există evaluări
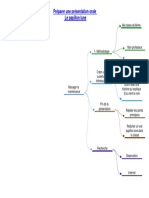
- Préparer Une Présentation Orale Le Papillon LuneDocument1 paginăPréparer Une Présentation Orale Le Papillon LuneAymen HssainiÎncă nu există evaluări
- Guide Pratique Usine Automobile Du FuturDocument61 paginiGuide Pratique Usine Automobile Du FuturAymen HssainiÎncă nu există evaluări
- Guide Pl7 Pro Connecter Et TransfererDocument9 paginiGuide Pl7 Pro Connecter Et TransfererdoudoutstmÎncă nu există evaluări
- JSFS 2000 141 3 3 0Document7 paginiJSFS 2000 141 3 3 0Aymen HssainiÎncă nu există evaluări
- FreDocument347 paginiFreAymen HssainiÎncă nu există evaluări
- Systeme Injection HdiDocument145 paginiSysteme Injection Hdicedricvillar100% (15)
- Equipement Du LaboratoireDocument170 paginiEquipement Du LaboratoireHeart King100% (1)
- Module Gestion de La ProductionDocument23 paginiModule Gestion de La ProductionAymen HssainiÎncă nu există evaluări
- KONE GuideEntretienMaintenanceSécurité 2016Document30 paginiKONE GuideEntretienMaintenanceSécurité 2016Aymen HssainiÎncă nu există evaluări
- Cours PDFDocument150 paginiCours PDFAymen HssainiÎncă nu există evaluări
- 1hydrauliqParisTech PDFDocument34 pagini1hydrauliqParisTech PDFAymen HssainiÎncă nu există evaluări
- Chrono 01 PDFDocument32 paginiChrono 01 PDFAymen HssainiÎncă nu există evaluări
- 2016 - 05 - General Storage Recommendations For Spare Parts - FRDocument2 pagini2016 - 05 - General Storage Recommendations For Spare Parts - FRAymen HssainiÎncă nu există evaluări
- Cours PDFDocument150 paginiCours PDFAymen HssainiÎncă nu există evaluări
- Module Gestion de La ProductionDocument78 paginiModule Gestion de La ProductionEl Jaouad67% (3)
- Rapport de Stage Cristal StrassDocument40 paginiRapport de Stage Cristal StrassToufik ZeroukÎncă nu există evaluări
- Controle Direct de CoupleDocument159 paginiControle Direct de Coupleعبد الرحمان للرياضياتÎncă nu există evaluări
- Prague Card Guide 2016-2017 PDFDocument137 paginiPrague Card Guide 2016-2017 PDFAbhiron BhattacharyaÎncă nu există evaluări
- ViakonDocument2 paginiViakonRiGo MartinezÎncă nu există evaluări
- Déposer, Poser Le Capteur de Température Habitacle WDB2112231A796459Document1 paginăDéposer, Poser Le Capteur de Température Habitacle WDB2112231A796459Rodolphe Sandrine VoisyÎncă nu există evaluări
- La Communication InterhumaineDocument91 paginiLa Communication Interhumainelyes1203100% (1)
- Hitachi Plasma 42pd3200aDocument57 paginiHitachi Plasma 42pd3200afaroltek1146Încă nu există evaluări
- Cours Terrassement Ofppt PDFDocument101 paginiCours Terrassement Ofppt PDFAbdelaliElFaiz50% (2)
- Dossier MarketingDocument6 paginiDossier Marketingzaki2300Încă nu există evaluări
- NORME ISO UE Détermination - Exposition - Au - BruitDocument54 paginiNORME ISO UE Détermination - Exposition - Au - BruitKouroufia Diaby GassammaÎncă nu există evaluări
- LEXON Catalogue 2013 MDDocument59 paginiLEXON Catalogue 2013 MDIsadora RicardoÎncă nu există evaluări
- Equipement de Forage de Forage Chap 02Document12 paginiEquipement de Forage de Forage Chap 02Mohamed GrineÎncă nu există evaluări
- Goulottes Pour EscaliersDocument8 paginiGoulottes Pour EscaliersMarwan ZoueinÎncă nu există evaluări
- Document 45Document2 paginiDocument 45xxxÎncă nu există evaluări
- Rapport PFE OCP Poster - NAHIDI HassanDocument3 paginiRapport PFE OCP Poster - NAHIDI HassanNahidiÎncă nu există evaluări
- Index Bureau D - Étude PDFDocument17 paginiIndex Bureau D - Étude PDFNour El ImèneÎncă nu există evaluări
- Carte Circuits Vélo Du Département de VaucluseDocument2 paginiCarte Circuits Vélo Du Département de VaucluseADTHautVaucluseÎncă nu există evaluări
- MTZ 1221.5 Tier 4 ME FRDocument172 paginiMTZ 1221.5 Tier 4 ME FRMtzindexÎncă nu există evaluări
- Corrige TD Be 3imacs Ampli PuissanceDocument10 paginiCorrige TD Be 3imacs Ampli PuissanceBilel Dekhili100% (1)
- Industriels RobotiqueDocument13 paginiIndustriels RobotiqueFranck DernoncourtÎncă nu există evaluări
- Projet Modelisation BioreacteurDocument14 paginiProjet Modelisation BioreacteurFatma GharsallahÎncă nu există evaluări
- PresentaDocument15 paginiPresentaqaadilÎncă nu există evaluări
- 00 RC TvxHangarCTMDocument11 pagini00 RC TvxHangarCTMsebastien KNAFELÎncă nu există evaluări
- FICHE - PRODUIT - QUALIFIANT - Technicien Supérieur en Méthodes Et Exploitation LogistiqueDocument2 paginiFICHE - PRODUIT - QUALIFIANT - Technicien Supérieur en Méthodes Et Exploitation Logistiqueherve combetteÎncă nu există evaluări
- Coureurs D'étoiles - La Croisade Impie PrétirésDocument3 paginiCoureurs D'étoiles - La Croisade Impie PrétirésMister ZombieÎncă nu există evaluări
- Dessin Simple - Recherche GoogleDocument1 paginăDessin Simple - Recherche Googlegpzk2fjty4Încă nu există evaluări
- Nettoyeur Plage AnalyseDocument3 paginiNettoyeur Plage AnalyseMohsen SaidiÎncă nu există evaluări
- Bts GC 2000Document7 paginiBts GC 2000Matthew BennettÎncă nu există evaluări
- VOA Beton Precontraint 2019chap4Document28 paginiVOA Beton Precontraint 2019chap4Alaeddine KharchiÎncă nu există evaluări