S-ar putea să vă placă și
- WIMMDocument27 paginiWIMMpartika13100% (2)
- ADH315Document2 paginiADH315eka prasetiaÎncă nu există evaluări
- Datos D Emotor DC WGMDocument1 paginăDatos D Emotor DC WGMjosue perezÎncă nu există evaluări
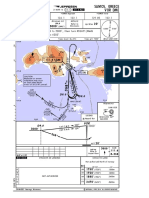
- Samos, Greece Vor Dme Lgsm/Smi: .Eff.3.AprDocument1 paginăSamos, Greece Vor Dme Lgsm/Smi: .Eff.3.AprMatheus BrandtÎncă nu există evaluări
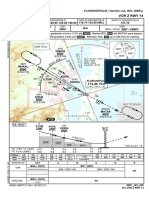
- SBFL Vor-Z-Rwy-14 Iac 20211202Document1 paginăSBFL Vor-Z-Rwy-14 Iac 20211202Vinicius LinsÎncă nu există evaluări
- District: Kozhikode Taluk: Vadakara Village: Vadakara Desam: Vadakara R.S.No: Scale: 1 C.M. 5 MetersDocument1 paginăDistrict: Kozhikode Taluk: Vadakara Village: Vadakara Desam: Vadakara R.S.No: Scale: 1 C.M. 5 MetersLantÎncă nu există evaluări
- Jeppview For Windows: General Information General InformationDocument16 paginiJeppview For Windows: General Information General InformationSeyi WilliamsÎncă nu există evaluări
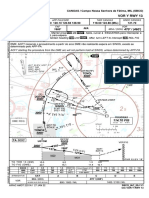
- Sbco Vor-Y-Rwy-13 Iac 20220127Document1 paginăSbco Vor-Y-Rwy-13 Iac 20220127Pedro MonteiroÎncă nu există evaluări
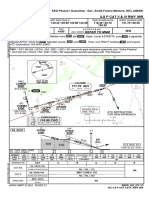
- SBGR - Iac Ils P Cat II - III Rwy 09r - Iac - 20211202Document1 paginăSBGR - Iac Ils P Cat II - III Rwy 09r - Iac - 20211202thiagodesouzacostaÎncă nu există evaluări
- LTBJDocument30 paginiLTBJCihat NuroğluÎncă nu există evaluări
- Experiment No 9Document3 paginiExperiment No 9Usama MughalÎncă nu există evaluări
- Viga en Fundacion ElasticaDocument4 paginiViga en Fundacion ElasticaRasec IsnayÎncă nu există evaluări
- Argal-Route TMR ZMR 60HzDocument12 paginiArgal-Route TMR ZMR 60HzAnas HafezÎncă nu există evaluări
- V.D Calculations - 01Document4 paginiV.D Calculations - 01Ahmed MagdyÎncă nu există evaluări
- SBGR - Ils P Cat II - III Rwy 10r - Iac - 20220908Document1 paginăSBGR - Ils P Cat II - III Rwy 10r - Iac - 20220908jcndrckz4qÎncă nu există evaluări
- ST Maarten I, Neth Antilles TNCM/SXM Vorzrwy10: DebirDocument1 paginăST Maarten I, Neth Antilles TNCM/SXM Vorzrwy10: DebirMateus VidotoÎncă nu există evaluări
- RK 370ca PDFDocument1 paginăRK 370ca PDFSetiawan Si GethokÎncă nu există evaluări
- SBVT - Rnav Isila 1c - Sarla 1c Rwy 20 24 - Star - 20181011Document1 paginăSBVT - Rnav Isila 1c - Sarla 1c Rwy 20 24 - Star - 20181011cleitom6547686754354Încă nu există evaluări
- Sadf-Fdo San Fernando 2213Document10 paginiSadf-Fdo San Fernando 2213Adrian RyserÎncă nu există evaluări
- NDB Rwy 23L: 12102 744 233° 376 Rickenbacker Intl 740Document1 paginăNDB Rwy 23L: 12102 744 233° 376 Rickenbacker Intl 740Felipe GarciaÎncă nu există evaluări
- Sdag Rnp-Rwy-10 Iac 20210812Document1 paginăSdag Rnp-Rwy-10 Iac 20210812Guilherme WeideÎncă nu există evaluări
- Novo Curtain MotorDocument7 paginiNovo Curtain MotorehvorovÎncă nu există evaluări
- SBCT Vor-Rwy-11 Iac 20231102Document1 paginăSBCT Vor-Rwy-11 Iac 20231102Nivaldo FernandesÎncă nu există evaluări
- SBJD Rnp-X-Rwy-18 Iac 20210520Document1 paginăSBJD Rnp-X-Rwy-18 Iac 20210520Thiago MirandaÎncă nu există evaluări
- VTBS 21-7Document1 paginăVTBS 21-7wong keen faivÎncă nu există evaluări
- (SID) RWY 15 Rnav Anrov 1A: 47 30 NotesDocument2 pagini(SID) RWY 15 Rnav Anrov 1A: 47 30 NotesMatheus BrandtÎncă nu există evaluări
- SBKP - RNP y Rwy 15 Ar - Iac - 20211007Document1 paginăSBKP - RNP y Rwy 15 Ar - Iac - 20211007Wilson NovaesÎncă nu există evaluări
- DB DesignDocument5 paginiDB DesignAutomation RaazÎncă nu există evaluări
- Gaya AksialDocument1 paginăGaya AksialNabilla ZaheraÎncă nu există evaluări
- Gaya AksialDocument1 paginăGaya AksialNabilla ZaheraÎncă nu există evaluări
- Gaya AksialDocument1 paginăGaya AksialNabilla ZaheraÎncă nu există evaluări
- Introduction To Sentaurus TCADDocument47 paginiIntroduction To Sentaurus TCADSakshiKoulÎncă nu există evaluări
- Wajj (DJJ) - SentaniDocument10 paginiWajj (DJJ) - SentaniAbang FayyadÎncă nu există evaluări
- Motorav m25n 1 eDocument1 paginăMotorav m25n 1 eNikÎncă nu există evaluări
- Motorav m25n 1 e PDFDocument1 paginăMotorav m25n 1 e PDFNikÎncă nu există evaluări
- F-QA-11 Process Capability StudyDocument5 paginiF-QA-11 Process Capability StudyVasudev BhanajiÎncă nu există evaluări
- Assignment: Research Paper-The Metal Content ofDocument5 paginiAssignment: Research Paper-The Metal Content ofSatyam NathaniÎncă nu există evaluări
- YarrakDocument20 paginiYarrakİ. Çağlar YILDIRIMÎncă nu există evaluări
- SBKP - Sid Rnav Isevu 1a Rwy 33 - Sid - 20171012Document1 paginăSBKP - Sid Rnav Isevu 1a Rwy 33 - Sid - 20171012Matheus BrandtÎncă nu există evaluări
- SVMGDocument19 paginiSVMGyeudisÎncă nu există evaluări
- Airport Information: Details For Benito Juarez IntlDocument24 paginiAirport Information: Details For Benito Juarez Intljose manuelÎncă nu există evaluări
- Long 32 Ft. Datos: F C 3500 Psi F Ci 4500 Psi: Problema 2Document9 paginiLong 32 Ft. Datos: F C 3500 Psi F Ci 4500 Psi: Problema 2Yurielka RodriguezÎncă nu există evaluări
- Bridge Column Design Based On AASHTO 17th & ACI 318-14: Input Data & Design SummaryDocument3 paginiBridge Column Design Based On AASHTO 17th & ACI 318-14: Input Data & Design SummaryRhobbie NolloraÎncă nu există evaluări
- CarraroDocument59 paginiCarrarorachitmail100% (1)
- KSNS Vor Rwy13Document1 paginăKSNS Vor Rwy13gameplayPSÎncă nu există evaluări
- Grove RT420 SpecDocument4 paginiGrove RT420 SpecHoward HoacÎncă nu există evaluări
- SBVT - Ils U or Loc U Rwy 24 - Iac - 20231130Document1 paginăSBVT - Ils U or Loc U Rwy 24 - Iac - 20231130João Pedro Santos da CruzÎncă nu există evaluări
- Aol Eng PDFDocument42 paginiAol Eng PDFSara Martin TrilloÎncă nu există evaluări
- Zener Diode-Load RegulatorDocument1 paginăZener Diode-Load RegulatorKaushal Kumar GulatiÎncă nu există evaluări
- 4.4 Trigonometry Quiz PDFDocument7 pagini4.4 Trigonometry Quiz PDFJana KatochÎncă nu există evaluări
- Bridge Column Design Based On AASHTO 17th & ACI 318-14: Input Data & Design SummaryDocument2 paginiBridge Column Design Based On AASHTO 17th & ACI 318-14: Input Data & Design Summaryjklo12Încă nu există evaluări
- Bridge Column Design Based On AASHTO 17th & ACI 318-14: Input Data & Design SummaryDocument2 paginiBridge Column Design Based On AASHTO 17th & ACI 318-14: Input Data & Design SummaryCesar Romero VilchezÎncă nu există evaluări
- 304 (Allegheny Ludlum, Figures Scan)Document2 pagini304 (Allegheny Ludlum, Figures Scan)P DÎncă nu există evaluări
- HC90 R/TR: DatasheetDocument5 paginiHC90 R/TR: DatasheetJorge OliveiraÎncă nu există evaluări
- Sputter Sources 8 PG BrochureDocument8 paginiSputter Sources 8 PG Brochurefifaonline_756593583Încă nu există evaluări
- SBFL Vor-Z-Rwy-14 Iac 20171012 PDFDocument1 paginăSBFL Vor-Z-Rwy-14 Iac 20171012 PDFRômullo Furtado BeltrameÎncă nu există evaluări
- Motorav m36n 2 eDocument1 paginăMotorav m36n 2 eimranakhtarÎncă nu există evaluări
- FiltraciónDocument6 paginiFiltraciónMolina Pulido Alexa GiselleÎncă nu există evaluări
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsDe la EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsÎncă nu există evaluări
- AYDocument1 paginăAYJustin ChongÎncă nu există evaluări
- Z-Test of One-Sample MeanDocument16 paginiZ-Test of One-Sample MeanKurt AmihanÎncă nu există evaluări
- Mba-1 SemDocument14 paginiMba-1 SemAnantha BhatÎncă nu există evaluări
- Waples, Gill, and Fisher - Does CCTV Displace Crime PDFDocument19 paginiWaples, Gill, and Fisher - Does CCTV Displace Crime PDFMiguel Luigi CalayagÎncă nu există evaluări
- A Proposed Model For The University Students' E-Portfolio: Omar M. K. MahasnehDocument6 paginiA Proposed Model For The University Students' E-Portfolio: Omar M. K. MahasnehAugustine DharmarajÎncă nu există evaluări
- Question 1Document2 paginiQuestion 1richard samuelÎncă nu există evaluări
- Chapter FsDocument93 paginiChapter FsJerome RoqueroÎncă nu există evaluări
- Cambridge International AS & A Level: Mathematics 9709/62Document16 paginiCambridge International AS & A Level: Mathematics 9709/62Reddy GirinathÎncă nu există evaluări
- Primer For Using XLminer and LightSIDE 2017 Anitesh BaruaDocument25 paginiPrimer For Using XLminer and LightSIDE 2017 Anitesh BaruagamallofÎncă nu există evaluări
- Alexandrya Hening WidiastutyDocument97 paginiAlexandrya Hening WidiastutyKepo BangetÎncă nu există evaluări
- Tutorial 5Document5 paginiTutorial 5RUHDRAÎncă nu există evaluări
- Eckhardt TradingDocument30 paginiEckhardt Tradingfredtag4393Încă nu există evaluări
- Ujian Nisbah Bagi Dua PopulasiDocument5 paginiUjian Nisbah Bagi Dua PopulasiNadzri HasanÎncă nu există evaluări
- Nonstationary Panels, Panel Cointegration, and Dynamic Panels PDFDocument337 paginiNonstationary Panels, Panel Cointegration, and Dynamic Panels PDFBhuwanÎncă nu există evaluări
- 2014 3 Ter State PaperDocument3 pagini2014 3 Ter State PaperDaniel ChanÎncă nu există evaluări
- TotalDocument355 paginiTotalmikialeÎncă nu există evaluări
- Skittles Project Math 1040Document8 paginiSkittles Project Math 1040api-495044194Încă nu există evaluări
- Thazin Ko Ko - 001042 - RMSMDocument48 paginiThazin Ko Ko - 001042 - RMSMnyan hein aungÎncă nu există evaluări
- Clonamos El Repositorio para Obtener Los Dataset: From ImportDocument23 paginiClonamos El Repositorio para Obtener Los Dataset: From ImportJuan Chavarria AsparrinÎncă nu există evaluări
- Sangam PrajapatiDocument53 paginiSangam PrajapatiAnil kadamÎncă nu există evaluări
- Lasso Regularization of Generalized Linear Models - MATLAB & SimulinkDocument14 paginiLasso Regularization of Generalized Linear Models - MATLAB & SimulinkjayaramanjtÎncă nu există evaluări
- Final EvaluationDocument5 paginiFinal EvaluationPutri FadiyahÎncă nu există evaluări
- Developing An SME Based Six Sigma StrategyDocument22 paginiDeveloping An SME Based Six Sigma StrategyBruno GuedesÎncă nu există evaluări
- DSILYTC Final PaperDocument25 paginiDSILYTC Final PaperGian Carlo RamonesÎncă nu există evaluări
- Continuous Probability Z-ScoreDocument51 paginiContinuous Probability Z-ScoreKhalil UllahÎncă nu există evaluări
- Annex B. CSM Report Outline and Sample Report v2 1Document16 paginiAnnex B. CSM Report Outline and Sample Report v2 1Danico Coruno100% (1)
- Osborne (2008) CH 22 Testing The Assumptions of Analysis of VarianceDocument29 paginiOsborne (2008) CH 22 Testing The Assumptions of Analysis of VarianceShawn A. WygantÎncă nu există evaluări
- Data Analytics Certification Program LearnbayDocument36 paginiData Analytics Certification Program Learnbaysaimohan SubudhiÎncă nu există evaluări
- Predictive Analytics: A Survey, Trends, Applications, Oppurtunities & ChallengesDocument5 paginiPredictive Analytics: A Survey, Trends, Applications, Oppurtunities & Challengesmanpreet kaurÎncă nu există evaluări
- A Study of Grammatical Errors Committed in Subject LatestDocument72 paginiA Study of Grammatical Errors Committed in Subject Latestcatherine paulÎncă nu există evaluări